

Combined Physicochemical and Energy Methods to Improve the Recovery of Rare Earth Elements from Eudialyte Concentrate

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
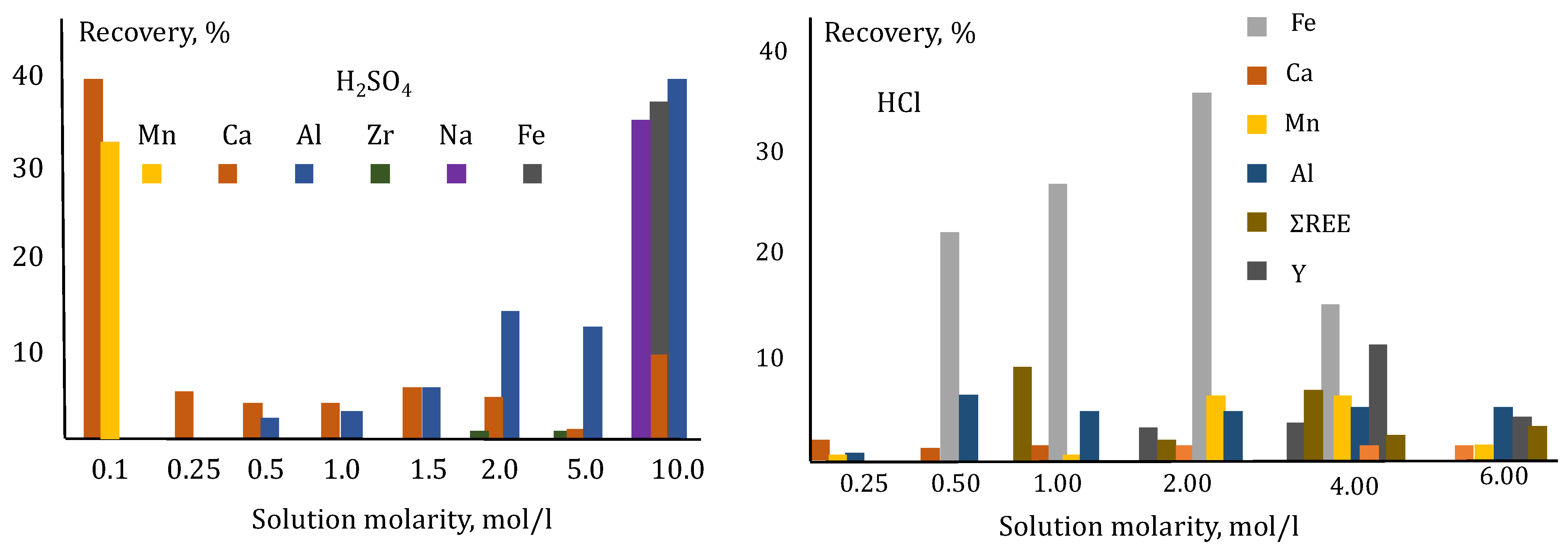
3.1. Effect of Acids on the Leaching Efficiency of Eudialyte Concentrate
3.2. Effect of Preliminary EC and US Treatments on the Nitric Acid Leaching
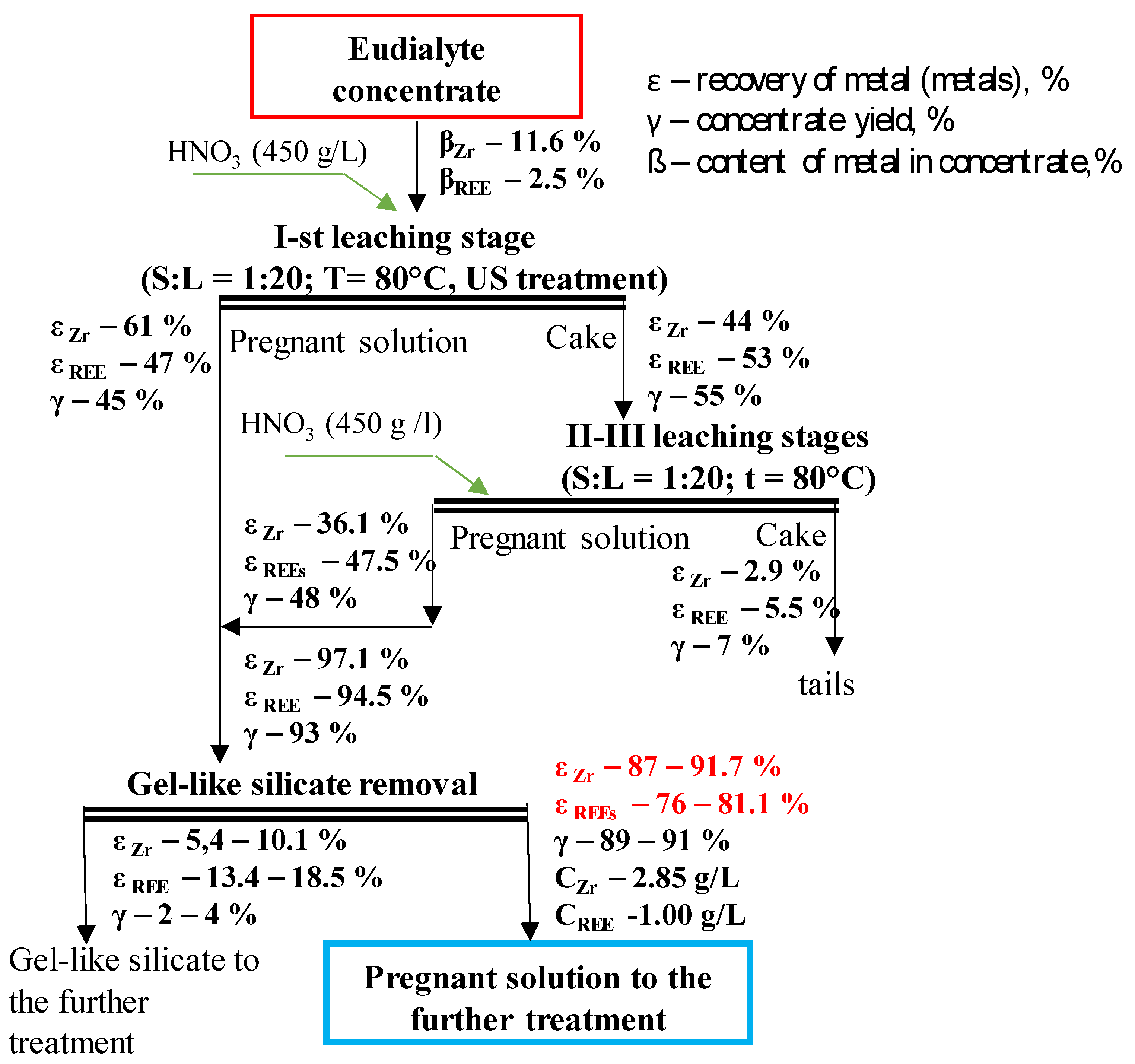
3.3. Validation of the Optimized Process Modes and Process Flows for Nitric Acid Leaching of Eudialyte Concentrate
3.4. Recovery of Valuable Components from Pregnant Eudialyte Acid Leach Solution
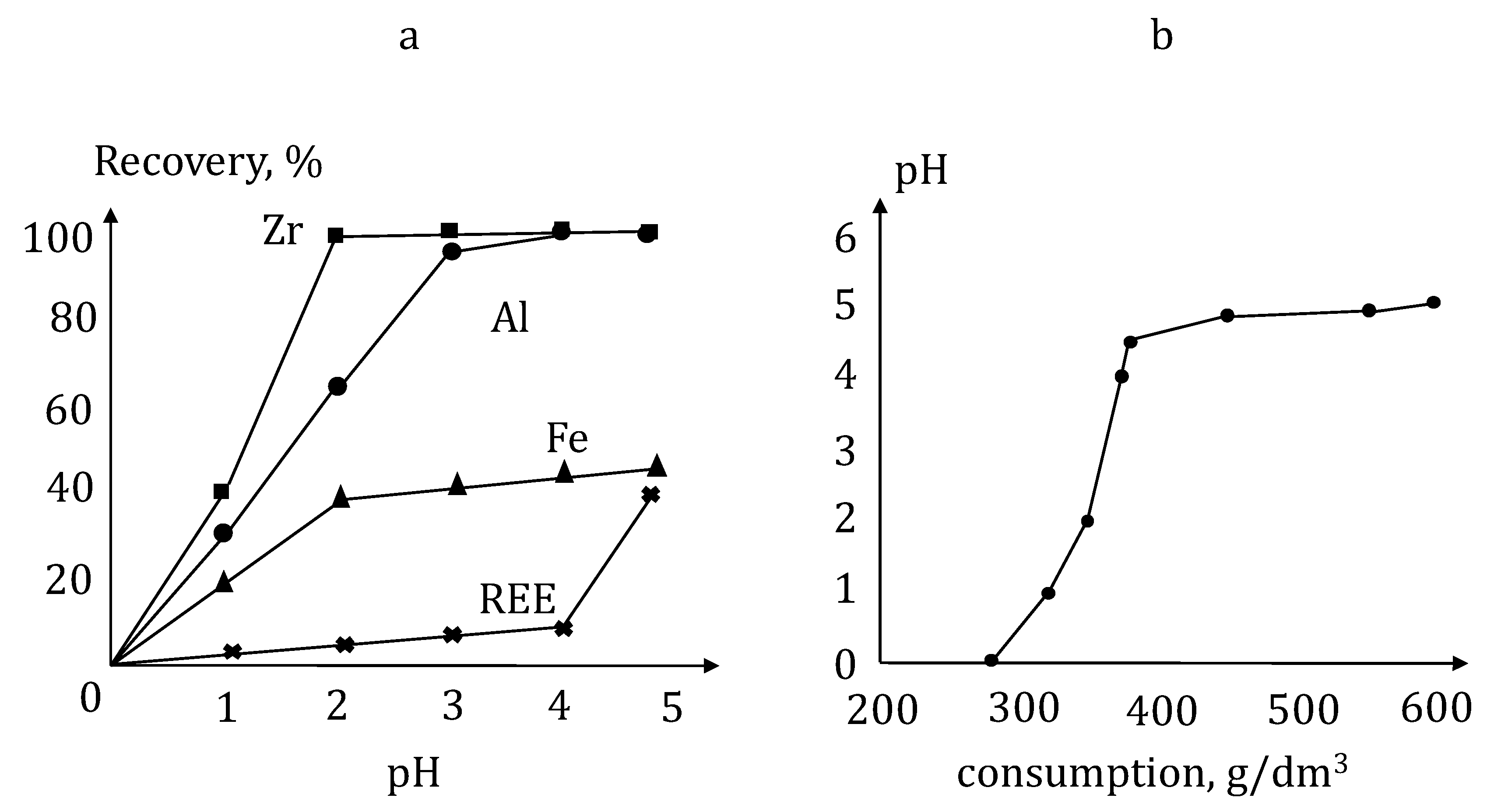
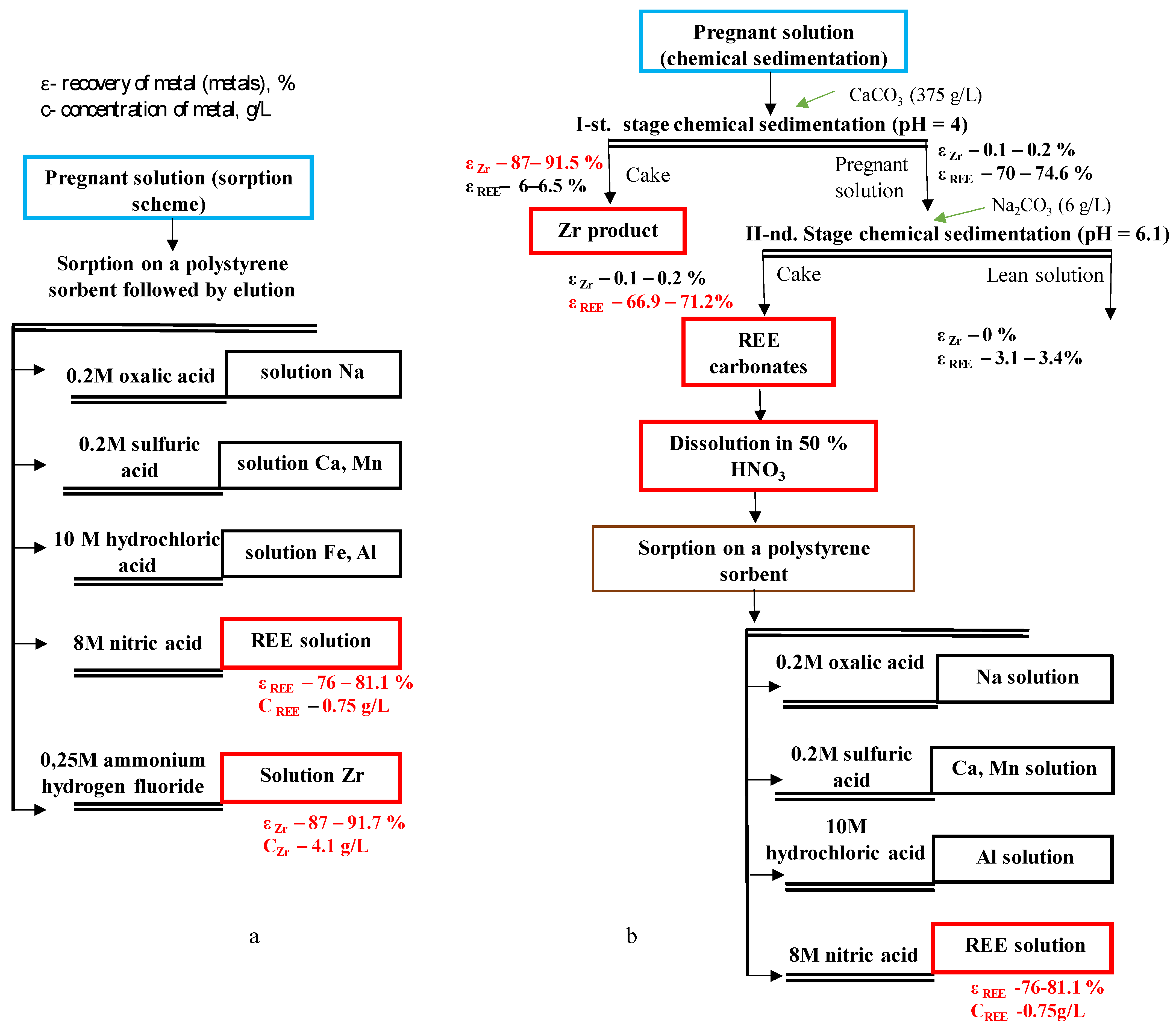
3.4.1. Recovery by Chemical Precipitation
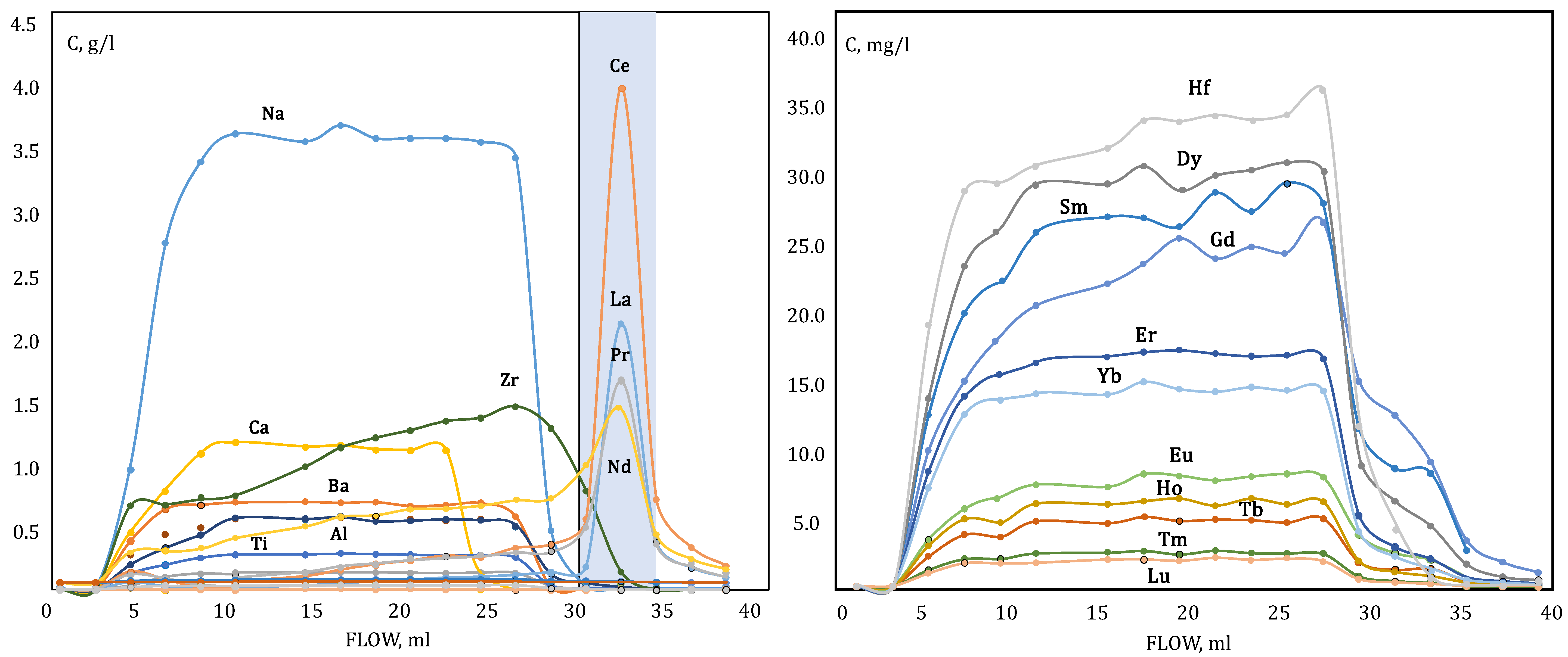
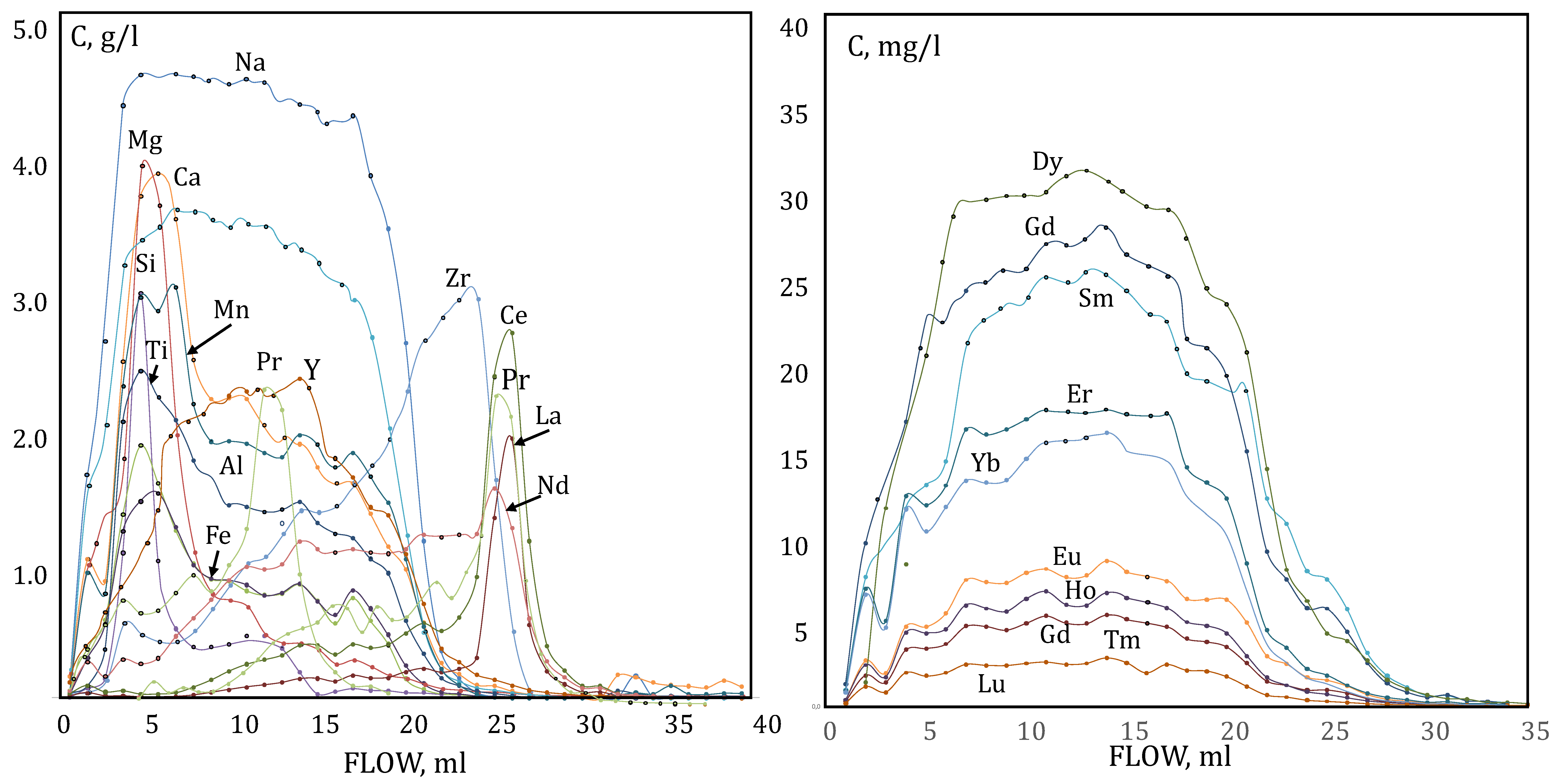
3.4.2. Sorption Method for the Recovery of REEs and Zirconium from Pregnant Eudialyte Acid Leach Solution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vasilevskaya, D.V.; Saparov, S.M. Mineral Resource Complex in the Period of Uncertainty and New Challenges: Results, Trends, Prospects; Rusajns: Moscow, Russia, 2022; 130p. [Google Scholar]
- Abaka-Wood, G.B.; Johnson, B.; Addai-Mensah, J.; Skinner, W. Recovery of Rare Earth Elements Minerals in Complex Low-Grade Saprolite Ore by Froth Flotation. Minerals 2022, 12, 1138. [Google Scholar] [CrossRef]
- Jyothi, R.K.; Thenepalli, T.; Ahn, J.W.; Parhi, P.K.; Chung, K.W.; Lee, J.Y. Review of rare earth elements recovery from secondary resources for clean energy technologies: Grand opportunities to create wealth from waste. J. Clean. Prod. 2020, 267, 122048. [Google Scholar] [CrossRef]
- Gaustad, G.; Williams, E.; Leader, A. Rare earth metals from secondary sources: Review of potential supply from waste and byproducts. Resour. Conserv. Recycl. 2021, 167, 105213. [Google Scholar] [CrossRef]
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. The concentration of rare earth elements from coal fly ash. J. South. Afr. Inst. Min. Metall. 2022, 122, 21–28. [Google Scholar] [CrossRef]
- Patil, A.B.; Tarik, M.; Struis, R.P.; Ludwig, C. Exploiting end-of-life lamps fluorescent powder e-waste as a secondary resource for critical rare earth metals. Resour. Conserv. Recycl. 2021, 164, 105153. [Google Scholar] [CrossRef]
- Ait Brahim, J.; Ait Hak, S.; Achiou, B.; Boulif, R.; Beniazza, R.; Benhida, R. Kinetics and mechanisms of leaching of rare earth elements from secondary resources. Miner. Eng. 2022, 177, 107351. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Sun, X.; Zhao, Q.; Yang, Y.; Wang, P. Leachability and adverse effects of coal fly ash: A review. J. Hazard. Mater. 2020, 396, 122725. [Google Scholar] [CrossRef]
- Blissett, R.S.; Smalley, N.; Rowson, N.A. An investigation into six coal fly ashes from the United Kingdom and Poland to evaluate rare earth element content. Fuel 2014, 119, 236–239. [Google Scholar] [CrossRef] [Green Version]
- Seredin, V.V. Rare earth element-bearing coals from the Russian Far East deposits. Int. J. Coal Geol. 1996, 30, 101–129. [Google Scholar] [CrossRef]
- Savel’eva, I.L. The rare-earth metals industry of Russia: Present status, resource conditions of development. Geogr. Nat. Resour. 2011, 32, 65–71. [Google Scholar] [CrossRef]
- Kuleshevich, L.V.; Dmitrieva, A.V. Rare-earth mineralization in Karelia’s alkaline and moderately alkaline complexes, associated metasomatic rocks and ores. Gorn. Zhurnal 2019, 3, 45–50. [Google Scholar] [CrossRef]
- Zakharov, V.I.; Skiba, G.S.; Solovyov, A.V.; Lebedev, V.N.; Mayorov, D.V. Some aspects of acid treatment of eudialyte. TSvetnye Met. 2011, 11, 25–29. [Google Scholar]
- Lebedev, V.N. Sulfuric acid technology of eudialyte concentrate. Russ. J. Appl. Chem. 2003, 76, 1559–1563. [Google Scholar] [CrossRef]
- Lebedev, V.N.; Shchur, T.E.; Maiorov, D.V.; Popova, L.A.; Serkova, R.P. Features of the acid decomposition of eudialyte and some rare metal concentrates the Kola Peninsula. Russ. J. Appl. Chem. 2003, 76, 1191–1196. [Google Scholar] [CrossRef]
- Davris, P.; Stopic, S.; Balomenos, E.; Panias, D.; Paspaliaris, I.; Friedrich, B. Leaching of rare earth elements from eudialyte concentrate by suppressing silica gel formation. Miner. Eng. 2017, 108, 115–122. [Google Scholar] [CrossRef]
- Chizhevskaya, S.V.; Chekmarev, A.M.; Klimenko, O.M.; Povetkina, M.V.; Sinegribova, O.A.; Cox, M. Non—Traditional methods of treating high—Silicon containing are elements. In Proceedings of the Hydrometallurgy’94, Cambridge, UK, 11–15 July 1994. [Google Scholar]
- Dibrov, I.A.; Chirkst, D.E.; Litvinova, T.E. Experimental Study of Zirconium(IV) Extraction from Fluoride-Containing Acid Solutions. Russ. J. Appl. Chem. 2002, 75, 195–199. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Chanturiya, E.L.; Minenko, V.G.; Samusev, A.L. Acid leaching process intensification for eudialyte concentrate based on energy effects. Obogashchenie Rud 2019, 29–36. [Google Scholar] [CrossRef]
- Chanturia, V.A.; Minenko, V.G.; Samusev, A.L.; Ryazantseva, M.V.; Koporulina, E.V. Influence Exerted by Ultrasound Processing on Efficiency of Leaching, Structural, Chemical, and Morphological Properties of Mineral Components in Eudialyte Concentrate. J. Min. Sci. 2018, 54, 285–291. [Google Scholar] [CrossRef]
- Inamuddin; Luqman, M. (Eds.) Ion Exchange Technology I: Theory and Materials; Springer: Dordrecht, The Netherlands, 2012. [Google Scholar] [CrossRef]
- Davankov, V.A.; Tsyurupa, M.P. Hypercrosslinked Polymeric Networks and Adsorbing Materials, Synthesis, Structure, Properties and Application; Elsevier: Amsterdam, The Netherlands, 2010; 648p. [Google Scholar]
- Chanturia, V.A.; Minenko, V.G.; Koporulina, E.V.; Ryazantseva, M.V.; Samusev, A.L. Influence of Acids on Extraction Efficiency of Zirconium and Rare Earth Metals in Eudialyte Concentrate Leaching. J. Min. Sci. 2020, 55, 984–994. [Google Scholar] [CrossRef]
- Chanturiya, V.A.; Minenko, V.G.; Samusev, A.L.; Chanturia, E.L.; Koporulina, E.V.; Bunin, I.; Ryazantseva, M.V. The Effect of Energy Impacts on the Acid Leaching of Eudialyte Concentrate. Miner. Process. Extr. Metall. Rev. 2020, 42, 484–495. [Google Scholar] [CrossRef]
- Khokhlova, O.V. Povyshenie Effektivnosti Shchelochno-Kislotnogo Sposoba Kompleksnogo Vyshchelachivaniya Evdialitovogo Koncentrata. Ph.D. Thesis, University of Science and Technology (MISIS), Moscow, Russia, 30 May 2018. [Google Scholar]
- Chanturia, V.A.; Minenko, V.G.; Samusev, A.L.; Chanturia, E.L.; Koporulina, E.V. The Mechanism of Influence Exerted by Integrated Energy Impacts on Intensified Leaching of Zirconium and Rare Earth Elements from Eudialyte Concentrate. J. Min. Sci. 2017, 53, 890–896. [Google Scholar] [CrossRef]
- Durakovic, B. Design of Experiments Application, Concepts, Examples: State of the Art. Period. Eng. Nat. Sci. 2017, 5, 421–439. [Google Scholar] [CrossRef]
- Jankovic, A.; Chaudhary, G.; Goia, F. Designing the Design of Experiments (DOE)—An Investigation on the Influence of Different Factorial Designs on the Characterization of Complex Systems. Energy Build. 2021, 250, 111298. [Google Scholar] [CrossRef]
- Lee, B.C.Y.; Mahtab, M.S.; Neo, T.H.; Farooqi, I.H.; Khursheed, A. A Comprehensive Review of Design of Experiment (DOE) for Water and Wastewater Treatment Application—Key Concepts, Methodology and Contextualized Application. J. Water Process Eng. 2022, 47, 102673. [Google Scholar] [CrossRef]
- Obrestad, T. Method for Producing Anhydrous Calcium Nitrate Powder. RU-2680036-C2 2680036C2, 14 February 2019. [Google Scholar]
- Pozin, M.E. Tekhnologiya Mineralnykh Soley; Khimia: Leningrad, Russia, 1974; Part II. [Google Scholar]
- Soltani, F.; Abdollahy, M.; Petersen, J.; Ram, R.; Becker, M.; Javad Koleini, S.M.; Moradkhani, D. Leaching and Recovery of Phosphate and Rare Earth Elements from an Iron-Rich Fluorapatite Concentrate: Part I: Direct Baking of the Concentrate. Hydrometallurgy 2018, 177, 66–78. [Google Scholar] [CrossRef]
- Chen, S.; Huang, X.; Feng, Z.; Xu, Y.; Wang, M.; Xia, C.; Zhao, L. Behavior of Rare Earth, Iron, and Phosphorus during Purification of Rare Earth Sulfate Leach Solution Using Magnesium Oxide. Hydrometallurgy 2020, 196, 105377. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Na2O | MgO | Al2O3 | SiO2 | K2O | CaO | TiO2 | MnO | Fe2O3 |
| Content | 10.14 | 0.18 | 6.90 | 44.96 | 1.37 | 5.42 | 3.29 | 1.66 | 5.20 |
| Component | Cl | SO3 | HfO2 | Nb2O5 | Rb2O | SrO | Ba | U | Th |
| Content | 0.97 | 0.20 | 0.14 | 0.81 | 0.01 | 2.63 | 0.09 | <0.01 | <0.02 |
| Component | ZrO2 | Ta2O5 | As | CeO2 | Y2O3 | Nd2O3 | La2O3 | Other REE oxides | LOI |
| Content | 11.50 | 0.05 | 0.03 | 0.68 | 0.46 | 0.32 | 0.29 | 0.75 | 1.97 |
| Autoclave Name | Sample Mass, G | Acid Concentration, M | Temperature Range, °C | Residence Time, min | S:L Ratio | Agitation Speed, min–1 |
|---|---|---|---|---|---|---|
| TOP 120 series (TOP INDUSTRY) | 60 g | 2.4–9.6 | 80–140 °C | 60–300 | 1:10 | 550 |
| IPKON RAS Equipment * | ||||||
| Resin | Dowex 1 × 8 Strong Base Anion Exchange Resin Strongly Basic | Purolite PCA433 Strong Base Anion Exchange Resin | Purolite C160 Strong Acidic Exchange Resin | Puromet MTS 9500 Chelating Resin |
|---|---|---|---|---|
| Polymeric matrix | Styren divinylbenzene copolymer | |||
| Functional group | Trimethyl ammonium | Quaternary ammonium type I | Sulfonic/aminophosphonic | Aminophosphonic |
| Exchange capacity | 1.2 eq/L | 1.3 eq/L | 2.4 eq/L | 1.3 eq/L Ca |
| Other properties | Gel polymer Crosslinking 8% Operating pH 0–14 | Gel polymer Operating pH 0–14 | Macroporous Operating pH 0–14 | Macroporous chelating Operating pH 0–14 |
| Na | Mg | Al | K | Ca | Ti | Si | Sc | Cr | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|
| mg/L | ||||||||||
| 1 | 2272.0 | 16.1 | 520.7 | 115.7 | 1121.0 | 233.7 | 0.1 | 0.1 | 0.5 | 1.6 |
| 2 | 187.65 | 5.7 | 288.4 | 43.9 | 263.0 | 89.6 | 0.1 | 0.1 | 0.4 | 1.5 |
| Zn | Cu | Sr | Mn | Fe | Zr | Ba | Hf | Nb | ΣREE | |
| 1 | 13.6 | 0.8 | 580.0 | 527.0 | 580.0 | 2657.0 | 36.9 | 29.8 | 0.7 | 596.0 |
| 2 | 10.2 | 0.7 | 34.0 | 87.7 | 398.0 | n/d | n/d | 29.8 | 0.6 | 571.6 |
| Sc | Y | La | Ce | Pr | Nd | Sm | Eu | Gd | Tb | Dy | Ho | Er | Tm | Yb | Lu | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| mg/L | ||||||||||||||||
| 1 | 0.4 | 138.4 | 76.7 | 18.6 | 22.5 | 66.1 | 20.1 | 6.7 | 23.5 | 4.1 | 23.2 | 4.8 | 12.9 | 2.0 | 11.6 | 1.6 |
| 2 | 0.3 | 135.4 | 68.4 | 17.4 | 21.8 | 63.3 | 19.7 | 6.5 | 22.7 | 4.0 | 23.2 | 4.7 | 12.8 | 1.9 | 11.0 | 1.5 |
| ACID | Atomic Concentration, at.% | ΣMe/Si | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | N | O | S | F | Na | Mg | Ca | Al | Si | K | Ti | Mn | Fe | Sr | Zr | ||
| No treatment | 4.7 | 0.6 | 60.0 | n.d. | 0.6 | 12.2 | 0.5 | 0.5 | 2.8 | 14.8 | 0.4 | 0.9 | 0.5 | 0.7 | 0.4 | 1.2 | 1.36 |
| NHO3 | 4.8 | 1.9 | 66.2 | n.d. | 0.1 | 3.4 | 0.2 | 0.2 | 1.4 | 19.2 | 0.2 | 0.6 | 0.2 | 0.5 | 0.2 | 1.2 | 0.42 |
| H2SO4 | 2.5 | 0.3 | 69.2 | 2.2 | <0.1 | 0.9 | 0.1 | 0.1 | 0.1 | 23.1 | 0.1 | 0.3 | 0.2 | 0.2 | 0.5 | 0.1 | 0.11 |
| HCl | 3.9 | 0.2 | 70.2 | n.d. | 0.1 | 0.2 | <0.1 | <0.1 | <0.1 | 24.6 | n.d. | 0.1 | <0.1 | 0.1 | n.d.. | 0.4 | 0.05 |
| ACID | Chemical Composition, at.% | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SO3 | Na2O | MgO | CaO | Al2O3 | K2O | TiO2 | MnO | Fe2O3 | SrO | ZrO2 | CeO2 | La2O3 | Nd2O3 | Y2O3 | ΣMeO | SiO2 | Me/Si | |
| Without treatment | 0.20 | 10.1 | 0.18 | 5.42 | 6.9 | 1.37 | 3.29 | 1.66 | 5.2 | 2.6 | 11.5 | 0.67 | 0.29 | 0.32 | 0.46 | 50.16 | 44.96 | 1.14 |
| NHO3 | <0.02 | 1.6 | 0.08 | 1.60 | 1.6 | 0.99 | 2.39 | 0.45 | 3.0 | 1.6 | 5.9 | 0.35 | 0.18 | 0.14 | 0.12 | 20.02 | 64.61 | 0.30 |
| H2SO4 | 2.39 | 2.0 | 0.07 | 2.54 | 1.7 | 1.06 | 2.96 | 0.51 | 3.2 | 2.7 | 4.1 | 0.60 | 0.30 | 0.22 | 0.17 | 24.52 | 63.62 | 0.35 |
| HCl | 0.02 | 0.8 | 0.04 | 1.11 | 1.1 | 0.72 | 2.05 | 0.27 | 2.4 | 1.0 | 3.7 | 0.27 | 0.12 | 0.10 | 0.08 | 13.78 | 70.57 | 0.20 |
| ACID | REE Recovery, % | Zr Recovery, % | Zr Loss with Gel, % | ΣREE Loss with the Gel,% | CZr in Pregnant Solution, g/dm3 | CΣREE in Pregnant Solution, mg/dm3 | ||
|---|---|---|---|---|---|---|---|---|
| Gel | Solution | Gel | Solution | |||||
| H2SO4 | 70.22 | 12.34 | 26.90 | 64.65 | 30.0 | 85.0 | 4.50 | 221.6 |
| HCl | 18.76 | 64.74 | 8.34 | 75.57 | 10.0 | 23.0 | 5.00 | 999.3 |
| HNO3 | 44.32 | 35.38 | 41.04 | 35.83 | 54.0 | 56.0 | 2.40 | 494.2 |
| HNO3(US treatment) | 29.39 | 54.52 | 29.39 | 57.87 | 32.25 | 35.03 | 3.10 | 637.1 |
| TREATMENT | Atomic Concentration, at.% | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | N | O | F | Na | Mg | Al | Si | K | Ti | Mn | Fe | Sr | Zr | |
| 1. None | 4.7 | 0.6 | 60.0 | 0.6 | 12.2 | 0.5 | 2.8 | 14.8 | 0.4 | 0.9 | 0.5 | 0.7 | 0.4 | 1.2 |
| 2. HNO3 | 4.8 | 1.9 | 66.2 | 0.1 | 3.4 | 0.2 | 1.4 | 19.2 | 0.2 | 0.6 | 0.2 | 0.5 | 0.2 | 1.2 |
| 3. HNO3 + EC treat.—200 A/m2 | 6.2 | 1.9 | 63.8 | 0.2 | 4.1 | 0.2 | 0.9 | 18.3 | 0.2 | 1.3 | 0.5 | 0.5 | 0.3 | 1.2 |
| 4. HNO3 + EC treat. 200 A/m2 + US 20 kHz | 6.1 | 0.9 | 66.6 | 0.1 | 2.2 | 0.2 | 0.6 | 21.0 | 0.1 | 0.6 | 0.2 | 0.3 | 0.2 | 1.0 |
| 5. HNO3 + US 20 kHz | 4.9 | 1.2 | 67.7 | 0.2 | 2.4 | 0.1 | 0.7 | 20.2 | 0.1 | 0.7 | 0.2 | 0.5 | 0.1 | 1.1 |
| Factor | UStreat. | T, °C | CHNO3, g/dm3 | EC Treat. | t, h | Fictive Factors | ,% | |||
| Base level | 60 | 450 | 2 | |||||||
| Variability interval | 20 | 100 | 1 | |||||||
| Lower level (−) | no | 40 | 350 | no | 1 | |||||
| Higher level (+) | yes | 80 | 550 | yes | 3 | |||||
| code | ||||||||||
| 1 | + | + | + | + | – | – | – | + | – | 64.0 |
| 2 | – | – | + | + | + | – | – | – | + | 54.0 |
| 3 | + | + | – | + | + | + | – | – | – | 93.0 |
| 4 | – | + | + | – | + | + | + | – | – | 55.0 |
| 5 | – | – | + | + | – | + | + | + | – | 25.0 |
| 6 | – | + | – | + | + | – | + | + | + | 46.0 |
| 7 | + | – | + | – | + | + | – | + | + | 56.0 |
| 8 | + | – | – | + | – | + | + | – | + | 36.0 |
| 9 | + | – | – | – | + | – | + | + | – | 65.0 |
| 10 | – | + | – | – | – | + | – | + | + | 54.0 |
| 11 | + | + | + | – | – | – | + | – | + | 68.0 |
| 12 | – | – | – | – | – | – | – | – | – | 12.5 |
| bi | 11.29 | 10.96 | 1.29 | 0.62 | 9.12 | 0.79 | −3.21 | −0.71 | −0.045 | |
| N | Acid/Treatment | n | t, min | ε,% | ν,% | ||
|---|---|---|---|---|---|---|---|
| Zr | REE | Zr | REE | ||||
| 1 | HNO3 | 1 | 60 | 76.9 | 79.5 | 41 | 44.2 |
| 2 | HNO3 (US treatment) | 1 | 60 | 87.3 | 83.5 | 32.3 | 35.0 |
| 3 | HNO3 | 2 | 60/60 | 86.5 | 81.4 | 51.9 | 50.8 |
| 4 | HNO3 | 3 | 60/60/60 | 91.1 | 83.2 | 60.3 | 59.9 |
| 5 | HNO3 | 3 | 40/40/100 | 96.2 | 92.8 | 41.5 | 44.7 |
| 6 | HNO3 (1st-stage US treatment) | 3 | 40/40/100 | 97.1 | 94.5 | 31.4 | 33.8 |
| 7 | HNO3 (H2SO4 at 3rd stage) | 3 | 40/40/100 | 95.8 | 91 | 41.5 | 44.7 |
| Recovery in H2Odistill., % | Recovery in 0.1 N HNO3, % | Recovery in 1.0 N HNO3, % | |
|---|---|---|---|
| Zr | 29.9 | 35.6 | 51.9 |
| La | 67.5 | 69.7 | 72.5 |
| Ce | 79.8 | 82.2 | 85.4 |
| Pr | 81.1 | 83.2 | 84.6 |
| Nd | 99.5 | 99.5 | 99.5 |
| Compound | Concentration, mol/L | |||||||
|---|---|---|---|---|---|---|---|---|
| H2SO4 | 0.1 | 0.25 | 0.5 | 1.0 | 2.0 | 5.0 | 10.0 | |
| HNO3 | 0.25 | 0.5 | 1.0 | 2.0 | 3.0 | 5.0 | 6.0 | 8.0 |
| HCl | 0.25 | 0.5 | 1.0 | 2.0 | 4.0 | 6.0 | ||
| NH4HF2 | 0.25 | 0.5 | 1.0 | 2.0 | 3.0 | 5.0 | ||
| EDTA | 0.125 (pH 5.8) | 0.125 (pH 4.5) | 0.125 (pH 4.0) | |||||
| Citric acid | 0.25 | 0.4 | 0.8 | 1.5 | 2.0 | |||
| Oxalic acid | 0.20 | 0.4 | 0.8 | 1.5 | 2.0 | |||
| La | Ce | Pr | Nd | Sm | Eu | Gd | Tb | Dy | Ho | Er | Tm | Yb | Lu | ΣREE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| mg/L | ||||||||||||||
| 90.54 | 218.03 | 26.88 | 78.33 | 24.20 | 7.99 | 27.85 | 5.04 | 28.14 | 5.87 | 15.77 | 2.39 | 13.57 | 1.92 | 715.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chanturiya, V.A.; Minenko, V.G.; Samusev, A.L.; Ryazantseva, M.V.; Koporulina, E.V. Combined Physicochemical and Energy Methods to Improve the Recovery of Rare Earth Elements from Eudialyte Concentrate. Minerals 2023, 13, 414. https://doi.org/10.3390/min13030414
Chanturiya VA, Minenko VG, Samusev AL, Ryazantseva MV, Koporulina EV. Combined Physicochemical and Energy Methods to Improve the Recovery of Rare Earth Elements from Eudialyte Concentrate. Minerals. 2023; 13(3):414. https://doi.org/10.3390/min13030414
Chicago/Turabian StyleChanturiya, Valentine A., Vladimir G. Minenko, Andrey L. Samusev, Maria V. Ryazantseva, and Elizaveta V. Koporulina. 2023. "Combined Physicochemical and Energy Methods to Improve the Recovery of Rare Earth Elements from Eudialyte Concentrate" Minerals 13, no. 3: 414. https://doi.org/10.3390/min13030414
APA StyleChanturiya, V. A., Minenko, V. G., Samusev, A. L., Ryazantseva, M. V., & Koporulina, E. V. (2023). Combined Physicochemical and Energy Methods to Improve the Recovery of Rare Earth Elements from Eudialyte Concentrate. Minerals, 13(3), 414. https://doi.org/10.3390/min13030414