
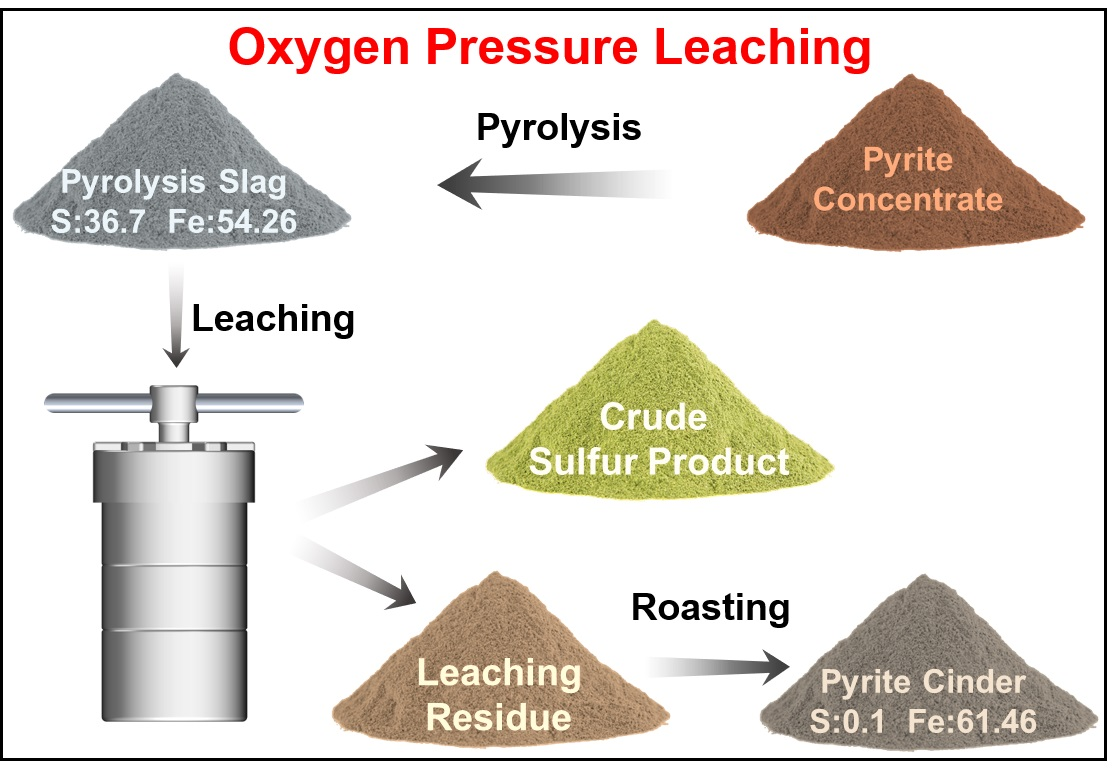
Comprehensive Utilization of Pyrite Concentrate Pyrolysis Slag by Oxygen Pressure Leaching



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedures
2.3. Characterization Methods
3. Results and Discussion
3.1. Leaching Conditions
3.1.1. Effect of Different Acid Types
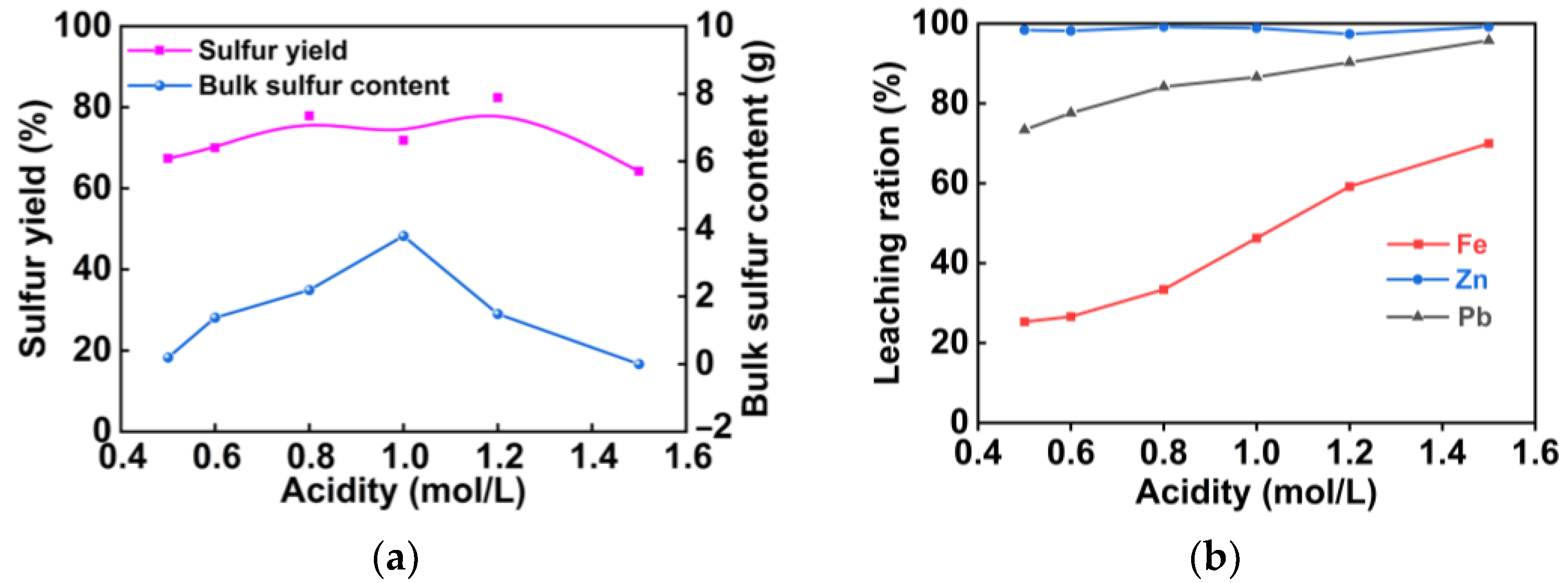
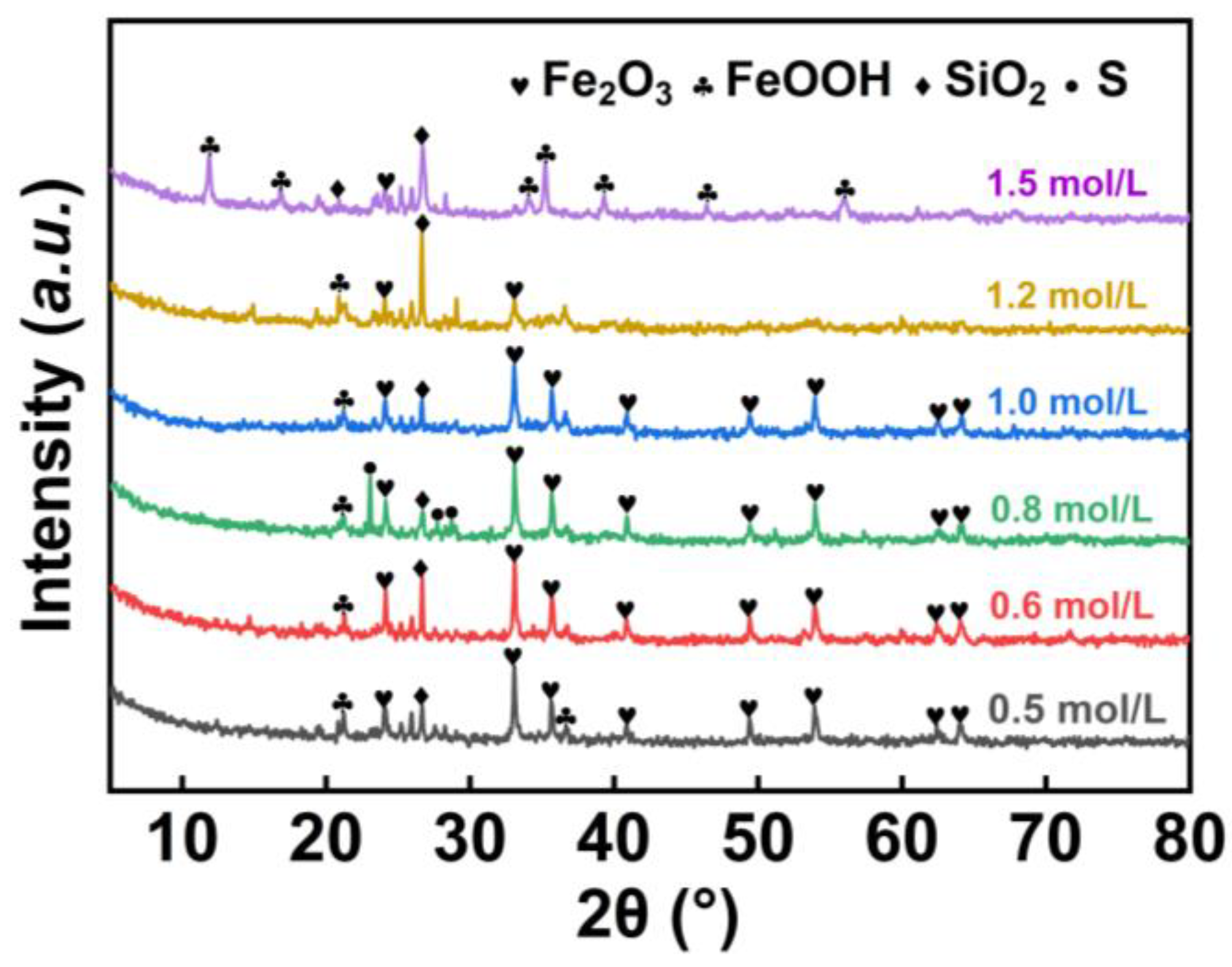
3.1.2. Effect of Initial Acidity
3.1.3. Effect of Leaching Time
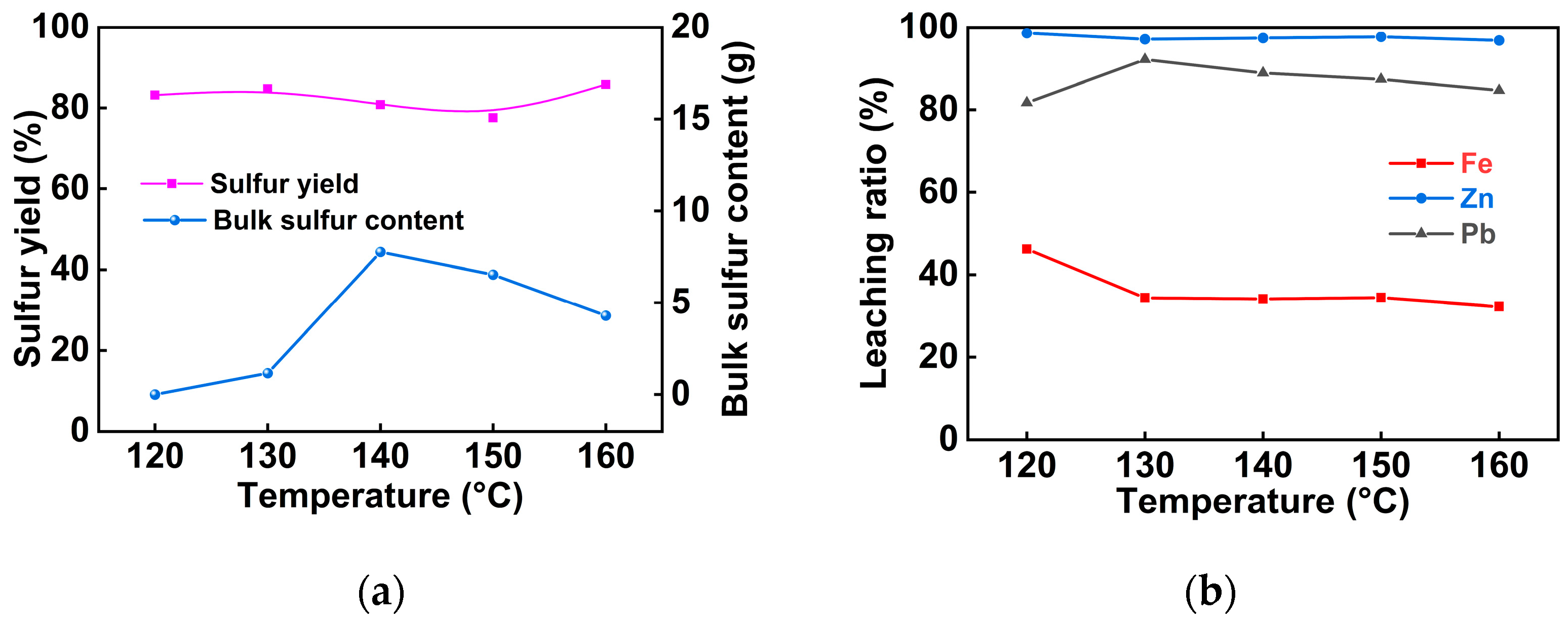
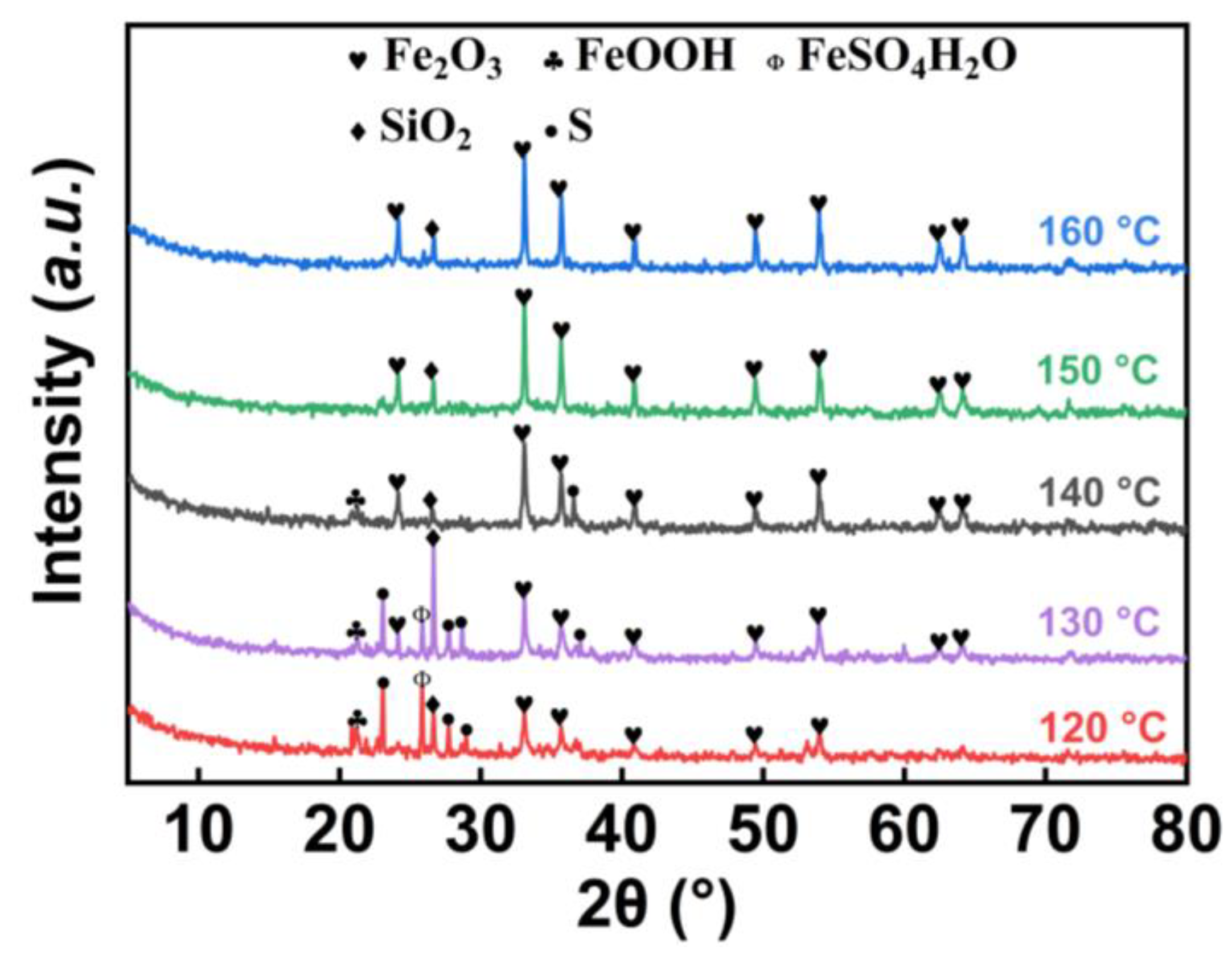
3.1.4. Effect of Leaching Temperature
3.1.5. Effect of Oxygen Pressure
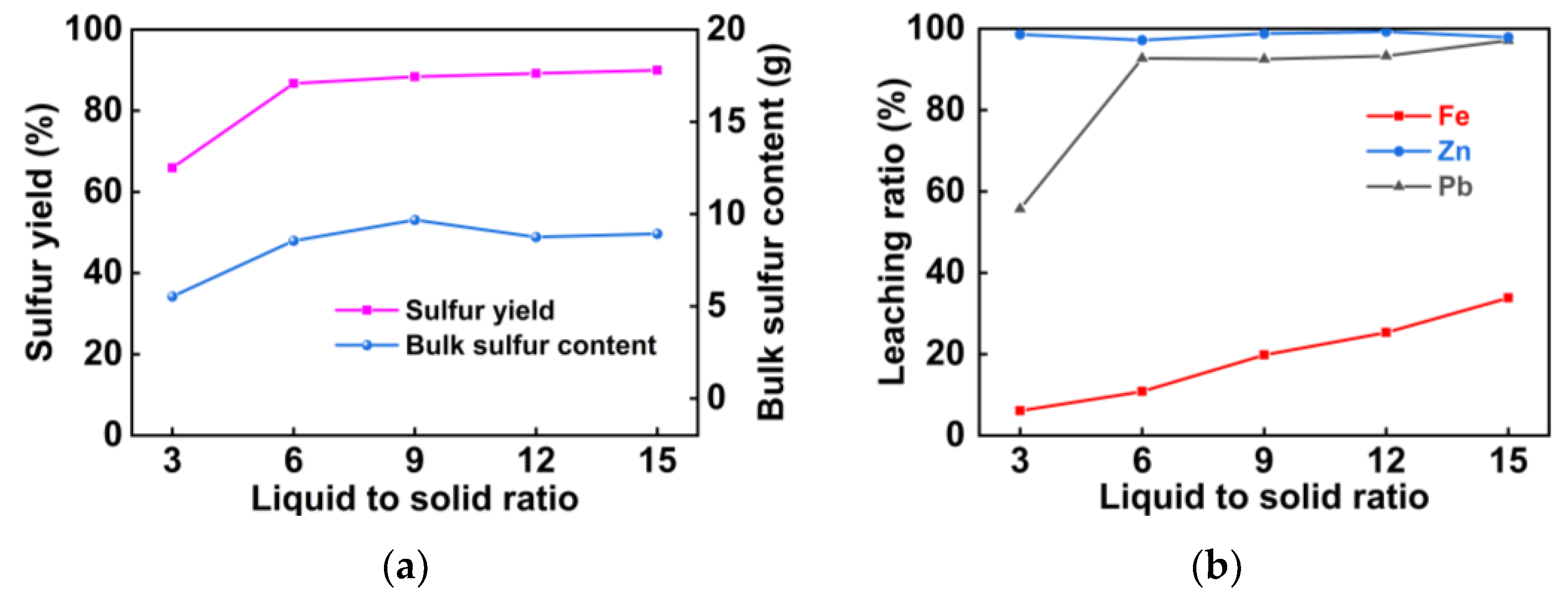
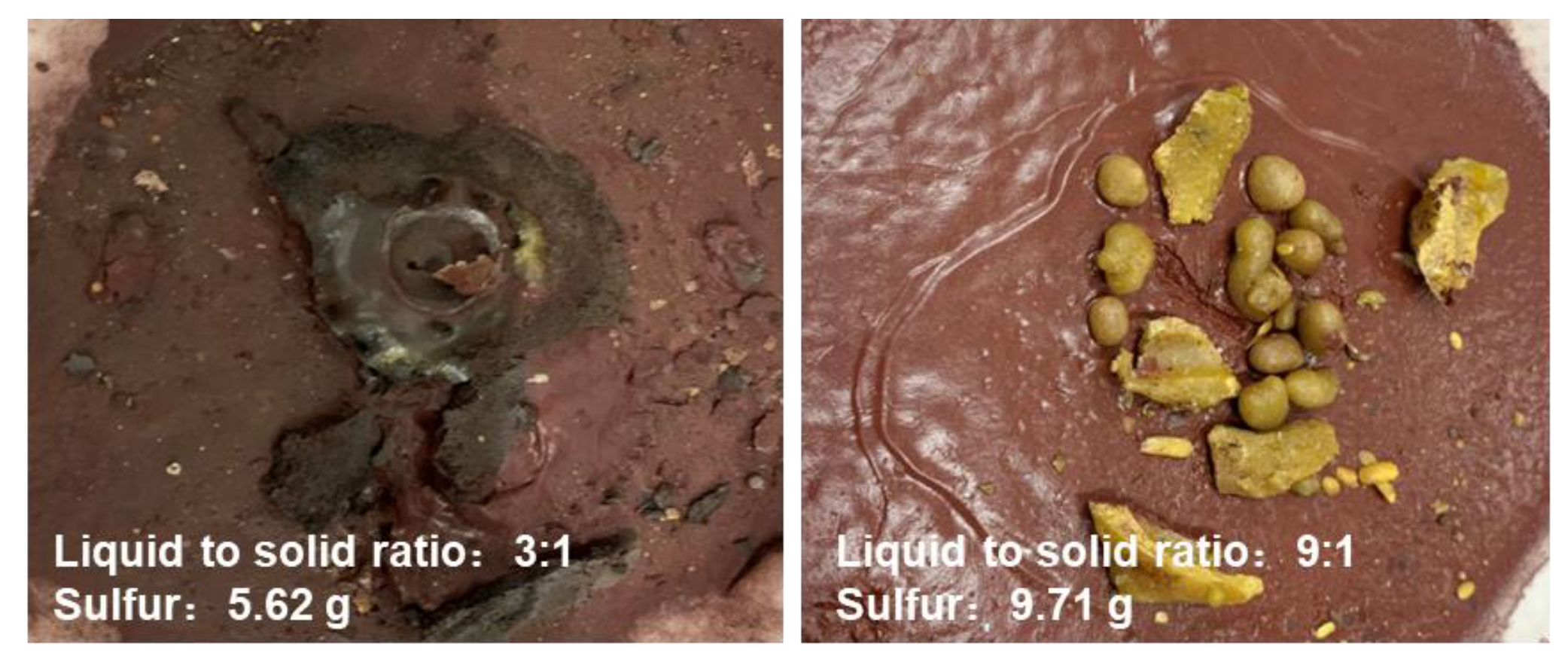
3.1.6. Effect of Liquid-to-Solid Ratio
3.2. Preparation of Target Products
4. Conclusions
- (1)
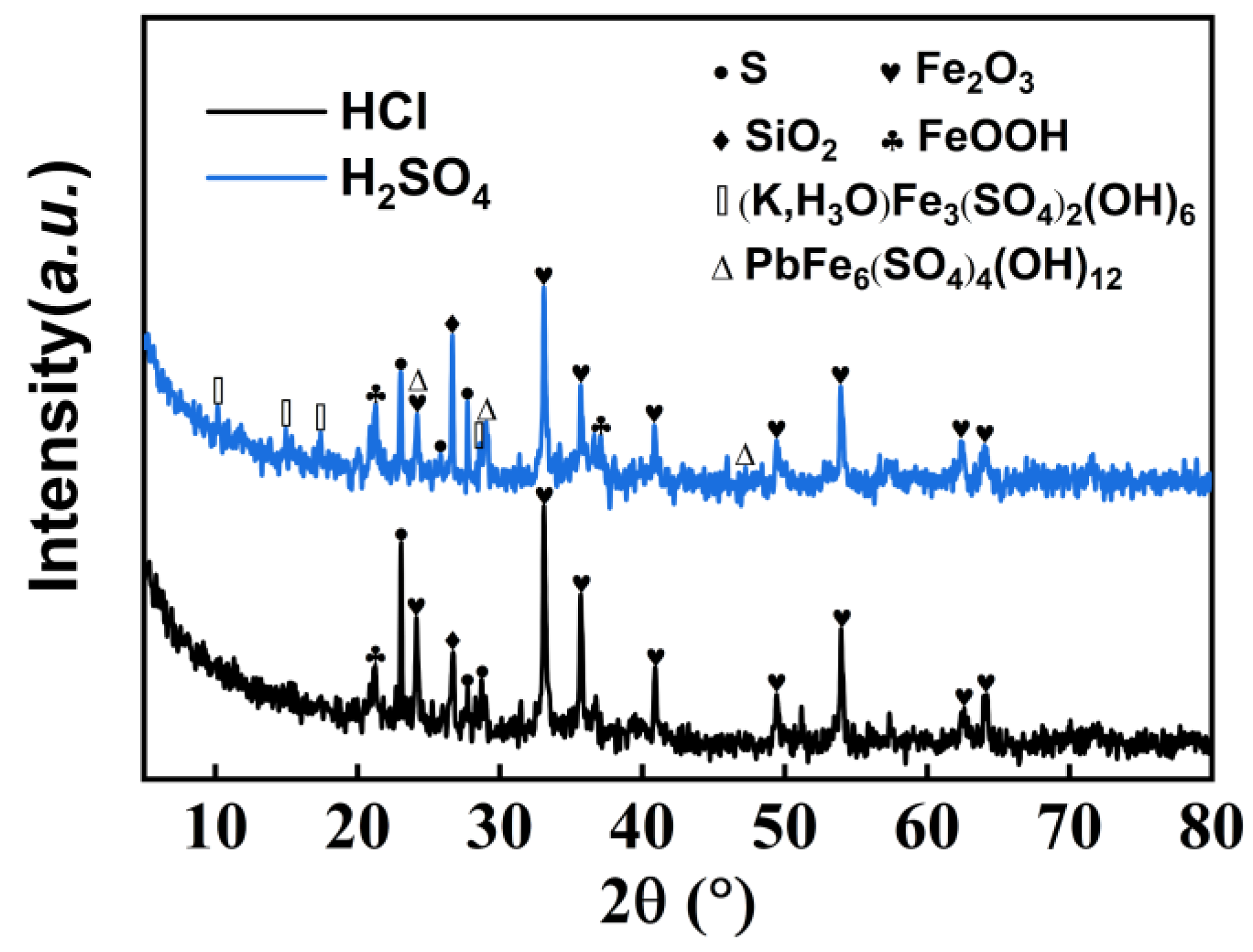
- The phase of leaching residue obtained with hydrochloric acid is simpler and closer to hematite, while the iron phase of the autoclaved residue obtained with sulfuric acid is complex. In addition to hematite, there are goethite, alum, and other substances, which are more stringent for the subsequent roasting conditions;
- (2)
- Sulfur can be obtained through oxygen pressure leaching of pyrolysis slag. The yield of elemental sulfur significantly increases with oxygen pressure, and the bulk sulfur increases first and then decreases with initial acidity and temperature, and steadily increases with reaction time and oxygen pressure. The leaching ratio of iron increases with initial acidity and the liquid-to-solid ratio, and gradually decreases with oxygen pressure. The oxygen pressure leaching has a good effect on the leaching of Pb and Zn in the pyrolysis slag, where the leaching ratio reaches a value of more than 90%, while the content of Pb and Zn in hematite products is extremely low;
- (3)
- The optimal experimental conditions for oxygen pressure leaching of pyrolysis slag are determined to be an initial acidity of 0.8 mol/L, a leaching time of 5 h, an oxygen partial pressure of 0.8 MPa, a liquid-to-solid ratio of 9:1 at a temperature of 150 °C. Under these conditions, the yield of sulfur elemental reaches 88.37%, and the leaching ratio of Fe is only 19.8%, while the leaching ratios of Pb and Zn are 92.25% and 99.11%;
- (4)
- After roasting the leached residue, the sulfur content in the hematite is reduced to 0.1%, and the content of Pb and Zn in the slag is 0.106%. The element content analysis result of the roasted slag well meets the standard of the first-grade pyrite cinder. Apparently, the proposed technical route holds great potential for the high-value utilization of pyrite concentrate.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.L.; Guan, W.S.; Shi, X.D.; Wangm, Q.; Li, S.Q. Research advances in the reclamation of gold and silver from pyrite slag. Appl. Chem. Ind. 2009, 11, 1671–1674. [Google Scholar]
- Oliveira, M.L.S.; Ward, C.R.; Izquierdo, M.; Sampaio, C.H.; Brum, I.A.S.; Kautzmann, R.M.; Sabedot, S.; Querol, X.; Silva, L.F.O. Chemical composition and minerals in pyrite ash of an abandoned sulphuric acid production plant. Sci. Total Environ. 2012, 430, 34–47. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Xing, D.; Wang, G.; Zeng, X.; Deng, Z. Technology and industrialization of sulphur recovery from pyrite and polymetallic sulfide ore. Sulfuric Acid Ind. 2018, 1, 13–16. [Google Scholar]
- Alp, I.; Deveci, H.; Yazıcı, E.Y.; Türk, T.; Süngün, Y.H. Potential use of pyrite cinders as raw material in cement production: Results of industrial scale trial operations. J. Hazard. 2009, 166, 144–149. [Google Scholar] [CrossRef]
- Zhang, J.F.; Yan, Y.; Hu, Z.H.; Fan, X.Z.; Zheng, Y. Utilization of low-grade pyrite cinder for synthesis of microwave heating ceramics and their microwave deicing performance in dense-graded asphalt mixtures. J. Clean. Prod. 2018, 170, 486–495. [Google Scholar] [CrossRef]
- Tiberg, C.; Bendz, D.; Theorin, G.; Kleja, D.B. Evaluating solubility of Zn, Pb, Cu and Cd in pyrite cinder using leaching tests and geochemical modelling. Appl. Geochem. 2017, 85, 106–117. [Google Scholar] [CrossRef]
- Abdrakhimova, E.S.; Abdrakhimov, V.Z. Study of combustion processes in firing of a heat-insulator produced from technogenic raw materials from nonferrous metallurgy and power industry. Russ. J. Appl. Chem. 2012, 63, 130–132. [Google Scholar] [CrossRef]
- Liu, A.P.; Ni, W.; Wu, W. Mechanism of separating pyrite and dolomite by flotation. J. Beijing Univ. Sci. Technol. Miner. Metall. Mater. 2007, 14, 291–296. [Google Scholar] [CrossRef]
- Chen, D.; Gou, H.; Lv, Y.; Li, P.; Yan, B.; Xu, J. Preparation and recovery of iron carbide from pyrite cinder by carburizing magnetic separation technology. J. Min. Metall. Sect. B Metall. 2018, 54, 271. [Google Scholar] [CrossRef]
- Guo, Z.Q.; Pan, J.; Zhu, D.Q.; Yang, C.C. Mechanism of composite additive in promoting reduction of copper slag to produce direct reduction iron for weathering resistant steel. Powder Technol. 2018, 329, 55–64. [Google Scholar] [CrossRef]
- Toubri, Y.; Plane, B.; Demers, I.; Fillion, M. Probing cleaner production opportunities of the Lac Tio pyrite-enriched tailings generated to alleviate sulfur dioxide emissions. J. Clean. Prod. 2022, 357, 132027. [Google Scholar] [CrossRef]
- Jiang, T.; Tu, Y.; Su, Z.; Lu, M.M.; Liu, S.; Liu, J.C.; Gu, F.Q.; Zhang, Y.B. A new value-added utilization process for pyrite cinder: Selective recovery of Cu/Co and synthesis of iron phosphate. Hydrometallurgy 2020, 193, 105314. [Google Scholar] [CrossRef]
- Yao, W.; Min, X.; Li, Q.; Wang, Q.; Liu, H.; Liang, Y.; Li, K.; Zhao, Z.; Qu, S.; Dong, Z. Dissociation mechanism of particulate matter containing arsenic and lead in smelting flue gas by pyrite. J. Clean. Prod. 2020, 259, 120875. [Google Scholar] [CrossRef]
- Tian, F. Experimental research on comprehensive utilization of roasted pyrit. Multipurp. Util. Miner. Resour. 2010, 1, 38–42. [Google Scholar]
- Tugrul, N.; Moroydor Derun, E.; Piskin, M. Utilization of pyrite ash wastes by pelletization process. Powder Technol. 2007, 176, 72–76. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Pourjashem, G.; Ullah, A.H.; Bajwa, S.G. A concise review of current liginin production applications, products and their environmental impact. Ind. Crops Prod. 2019, 139, 111536. [Google Scholar] [CrossRef]
- Reed-Hill, R.E.; Abbaschian, R.; Abbaschian, R. Physical Metallurgy Principles; Van Nostrand: New York, NY, USA, 1973. [Google Scholar]
- Li, H.; Zhu, W.; Yang, J.; Zhang, M.; Zhao, J.; Qu, W. Sulfur abundant S/FeS2 for efficient removal of mercury from coal-fired power plants. Fuel 2018, 232, 476–484. [Google Scholar] [CrossRef]
- Li, Y.; Peng, Y.; Wei, Z.; Yang, X.; Gerson, A.D. Crystal face-dependent pyrite oxidation: An electrochemical study. Appl. Surf. Sci. 2023, 619, 156687. [Google Scholar] [CrossRef]
- Qu, J.; Xie, H.; Song, Q.; Ning, Z.; Zhao, H.; Yin, H. Electrochemical desulfurization of solid copper sulfides in strongly alkaline solutions. Electrochem. Commun. 2018, 92, 14–18. [Google Scholar] [CrossRef]
- Peters, E. Hydrometallurgical process innovation. Hydrometallurgy 1992, 29, 431–459. [Google Scholar] [CrossRef]
- Akcil, A.; Ciftci, H. Metals recovery from multimetal sulphide concentrates (CuFeS2–PbS–ZnS): Combination of thermal process and pressure leaching. Int. J. Miner. Process. 2003, 7, 233–246. [Google Scholar] [CrossRef]
- Peters, E. Direct leaching of sulfides: Chemistry and applications. Metall. Mater. Trans. B 1976, 7, 505–517. [Google Scholar] [CrossRef]
- Liu, R.; Jiang, N.W.; Song, Y.F.; Sun, W. Green and efficient comprehensive utilization of pyrite concentrate: A mineral phase reconstruction approach. Sep. Purif. 2021, 276, 119425. [Google Scholar] [CrossRef]
- Huang, H. A research on acid hot-pressure oxidation pretreatment of a certain refractory gold concentrate. Gold 2007, 28, 35–39. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | S | Pb | Zn | Mg | Si | Ca | As | Al | C | K | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 54.26 | 36.70 | 0.78 | 0.36 | 0.095 | 2.16 | 1.35 | 0.0073 | 0.38 | 0.037 | 0.16 | 3.7107 |
| Effects/Leaching Conditions | Acid Types | Initial Acidity/mol/L | Leaching Temperature/°C | Leaching Time/h | Oxygen Pressure/Mpa | Liquid-to-Solid Ratio |
|---|---|---|---|---|---|---|
| Different acid types | Sulfuric/hydrochloric acid | 0.8 | 140 | 4 | 1 | 15:1 |
| Initial acidity | Hydrochloric acid | 0.5/0.6/0.8/1.2/1.5 | 140 | 4 | 1 | 15:1 |
| Leaching time | Hydrochloric acid | 0.8 | 140 | 2/3/3.5/4/5 | 1 | 15:1 |
| Leaching temperature | Hydrochloric acid | 0.8 | 120/130/140/150/160 | 5 | 1 | 15:1 |
| Oxygen pressure | Hydrochloric acid | 0.8 | 150 | 5 | 0.4/0.6/0.8/1.0 | 15:1 |
| Liquid-to-solid ratio | Hydrochloric acid | 0.8 | 150 | 5 | 0.8 | 3:1/6:1/9:1/12:1/15:1 |
| Acid Types | Red Pressure Leaching Residue/g | Fe in Leaching Residue/wt.% | Bulk Sulfur/wt.% | Powdered Sulfur/wt.% | Fe in Leaching Solution/wt.% |
|---|---|---|---|---|---|
| Hydrochloric acid | 23.21 | 66.57 | 23.64 | 54.27 | 33.43 |
| Sulfuric acid | 21.96 | 58.92 | 35.09 | 39.45 | 41.08 |
| Element | S | Fe | Pb | Zn | Others |
|---|---|---|---|---|---|
| Content (%) | 0.22 | 55.14 | 0.079 | 0.019 | 44.542 |
| Element | S | Fe | Pb | Zn | Others |
|---|---|---|---|---|---|
| Content (%) | 0.1 | 61.46 | 0.082 | 0.024 | 38.334 |
| Grade | Chemical Composition (%) | ||||||
|---|---|---|---|---|---|---|---|
| TFe | SiO2 | S | P | As | Cu | Pb + Zn | |
| First-grade | ≥60.0 | ≤6.0 | ≤1.0 | ≤0.05 | ≤0.05 | ≤0.2 | ≤0.3 |
| Second-grade | ≥58.0 | ≤10.0 | ≤1.5 | ≤0.08 | ≤0.08 | ≤0.3 | ≤0.5 |
| Third-grade | ≥54.0 | ≤12.0 | ≤2.5 | ≤0.12 | ≥0.12 | ≤0.4 | ≤1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.-B.; Yi, L.; Song, Y. Comprehensive Utilization of Pyrite Concentrate Pyrolysis Slag by Oxygen Pressure Leaching. Minerals 2023, 13, 726. https://doi.org/10.3390/min13060726
Liu L-B, Yi L, Song Y. Comprehensive Utilization of Pyrite Concentrate Pyrolysis Slag by Oxygen Pressure Leaching. Minerals. 2023; 13(6):726. https://doi.org/10.3390/min13060726
Chicago/Turabian StyleLiu, Lin-Bo, Longsheng Yi, and Yunfeng Song. 2023. "Comprehensive Utilization of Pyrite Concentrate Pyrolysis Slag by Oxygen Pressure Leaching" Minerals 13, no. 6: 726. https://doi.org/10.3390/min13060726
APA StyleLiu, L. -B., Yi, L., & Song, Y. (2023). Comprehensive Utilization of Pyrite Concentrate Pyrolysis Slag by Oxygen Pressure Leaching. Minerals, 13(6), 726. https://doi.org/10.3390/min13060726