Preparation of Silica-Alumina Nanoparticles via Blast-Furnace Slag Dissolution in Low-Concentration Acetic Acid for Carbonation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
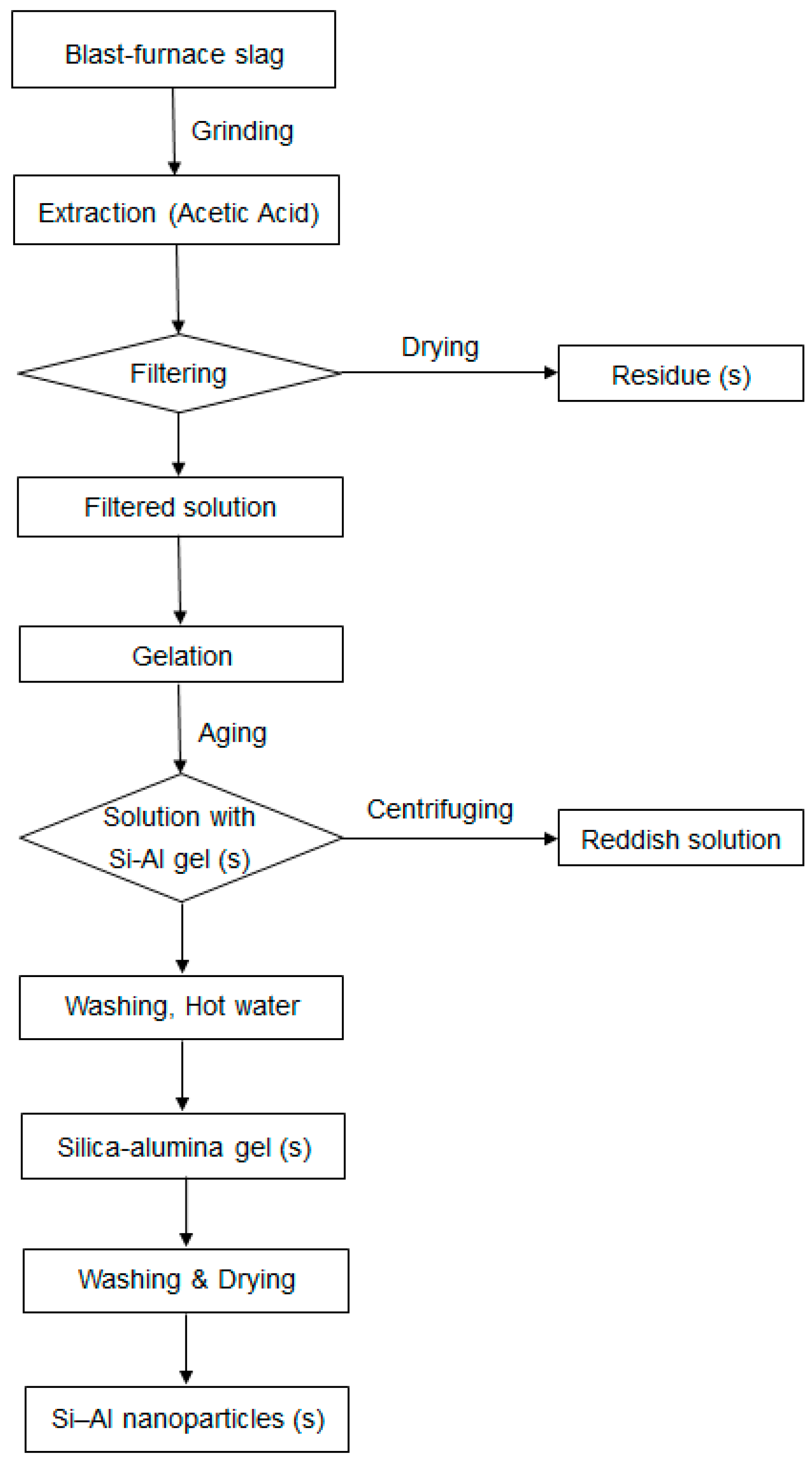
2.2. Extraction Procedure
2.3. Synthesis of Silica-Alumna Composites
2.4. Characterization of the Silica-Alumina Composites
3. Results and Discussion
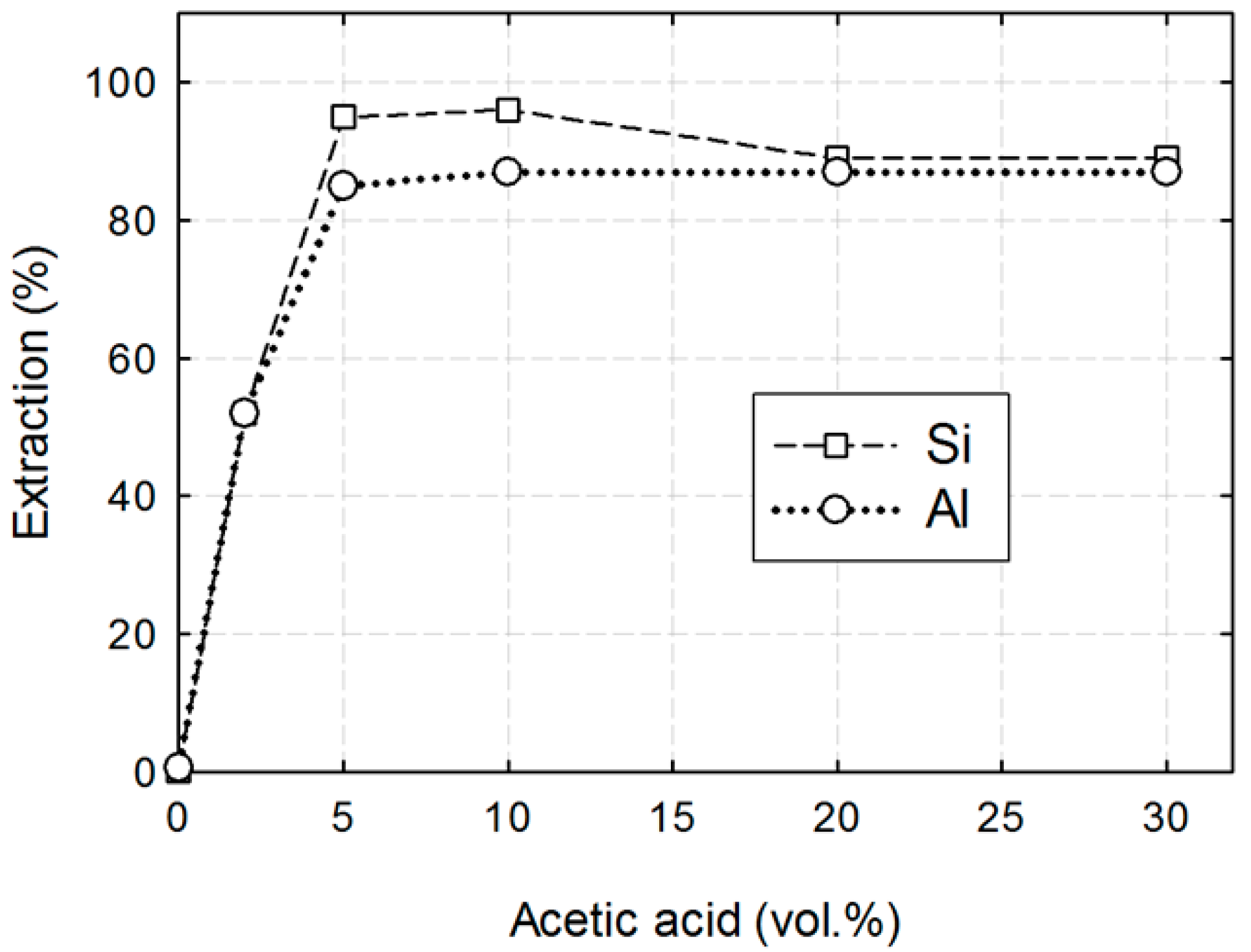
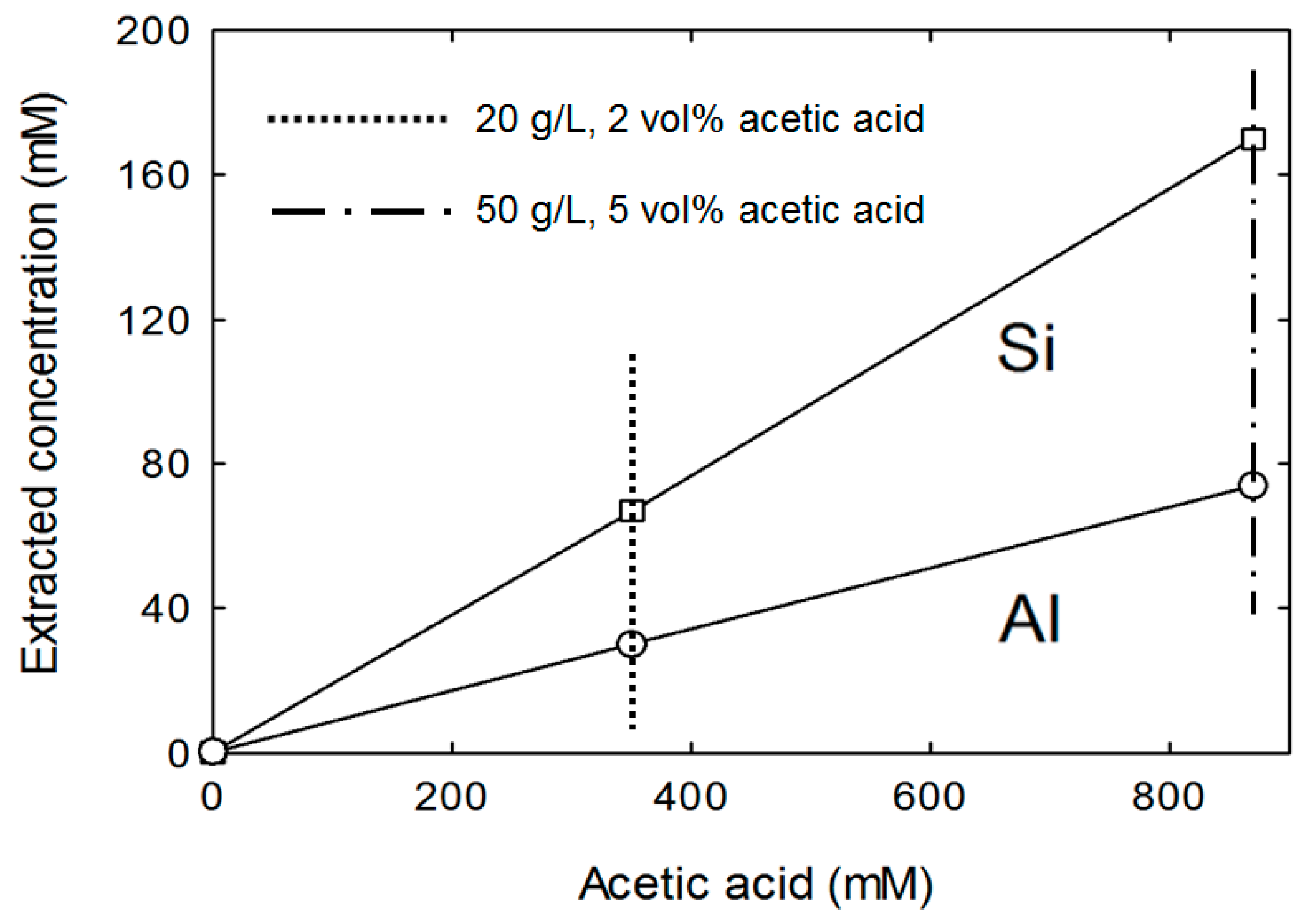
3.1. Extraction of Silica and Alumina from BFS
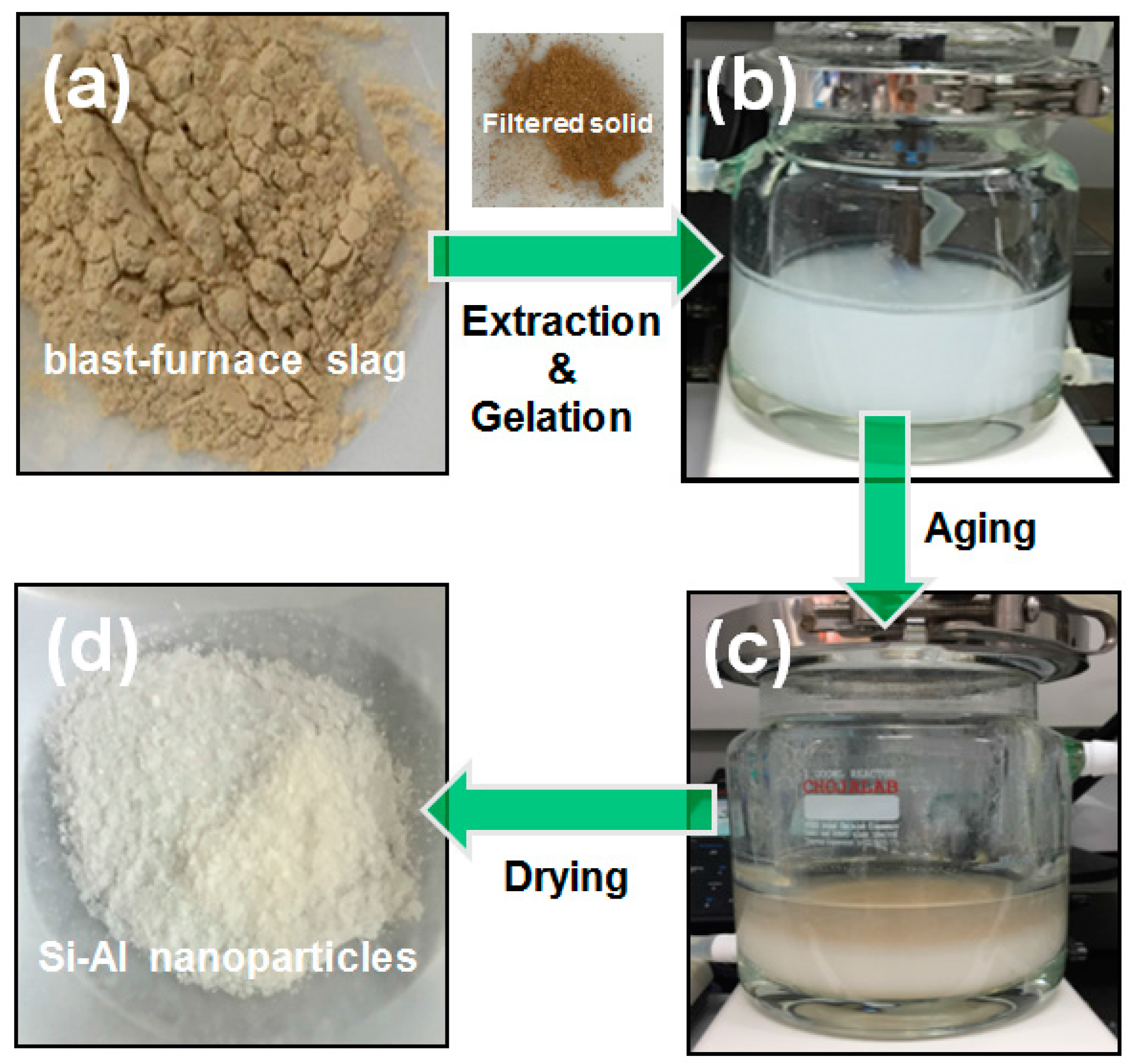
3.2. Preparation of the Silica-Alumina Nanoparticles
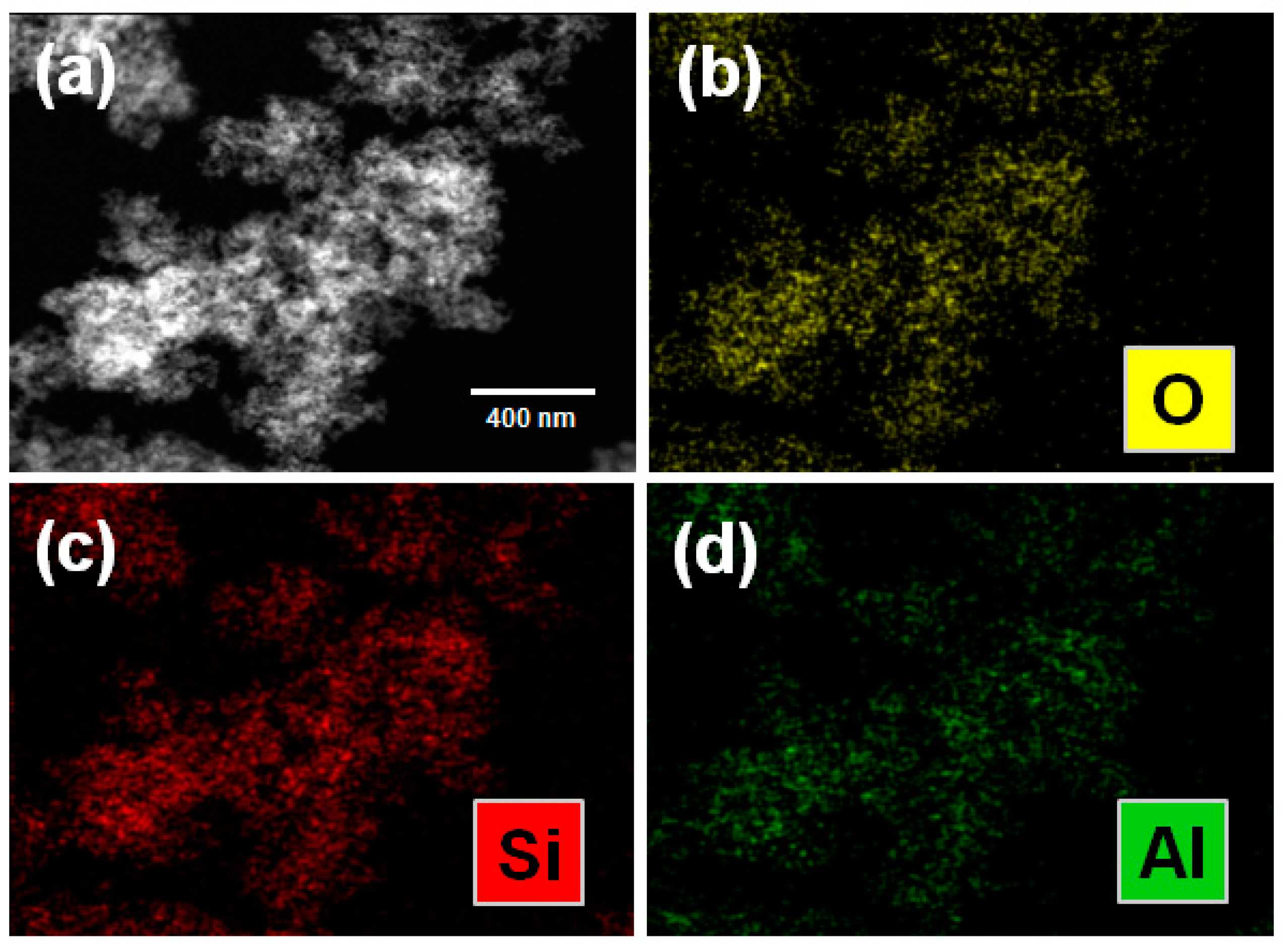
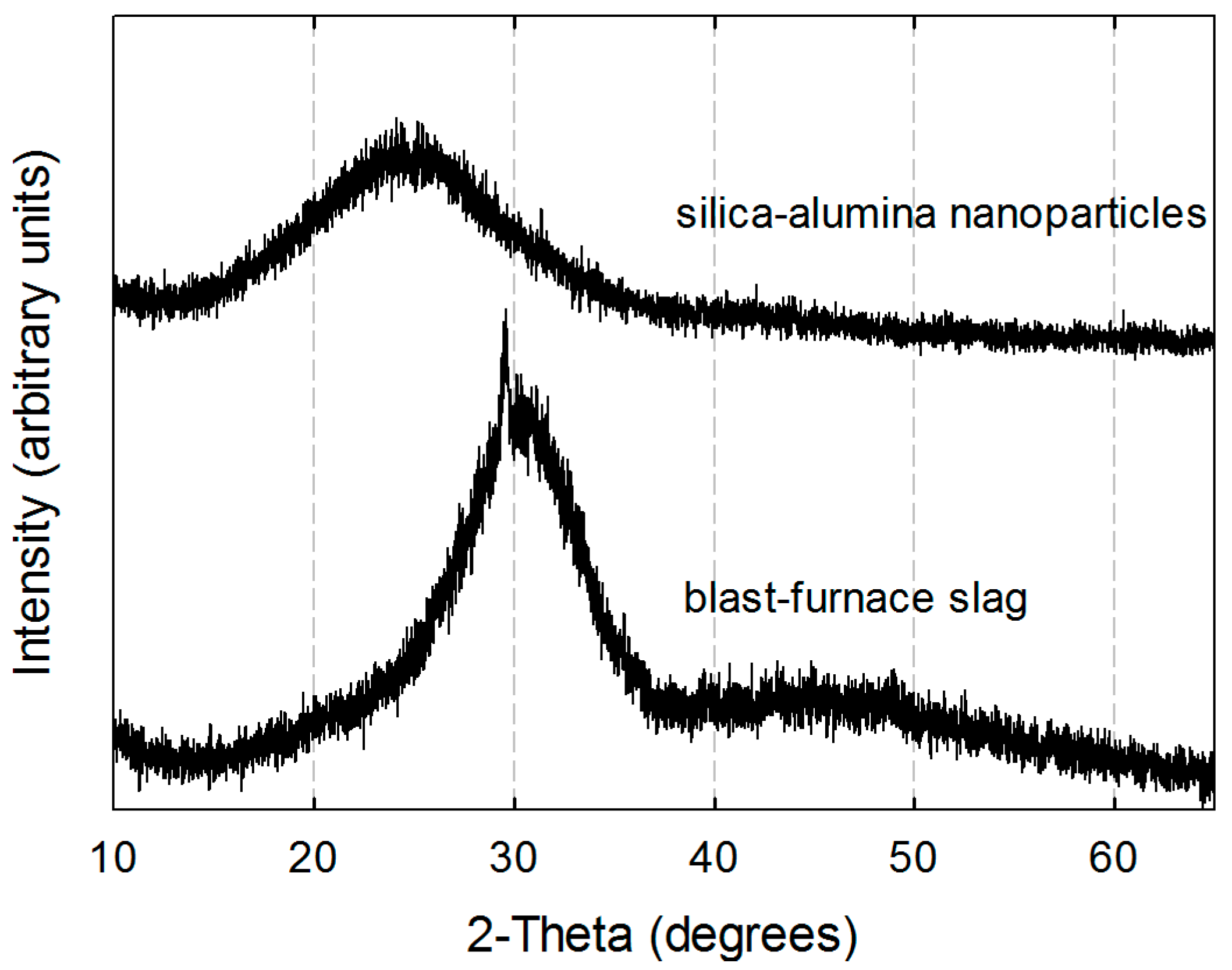
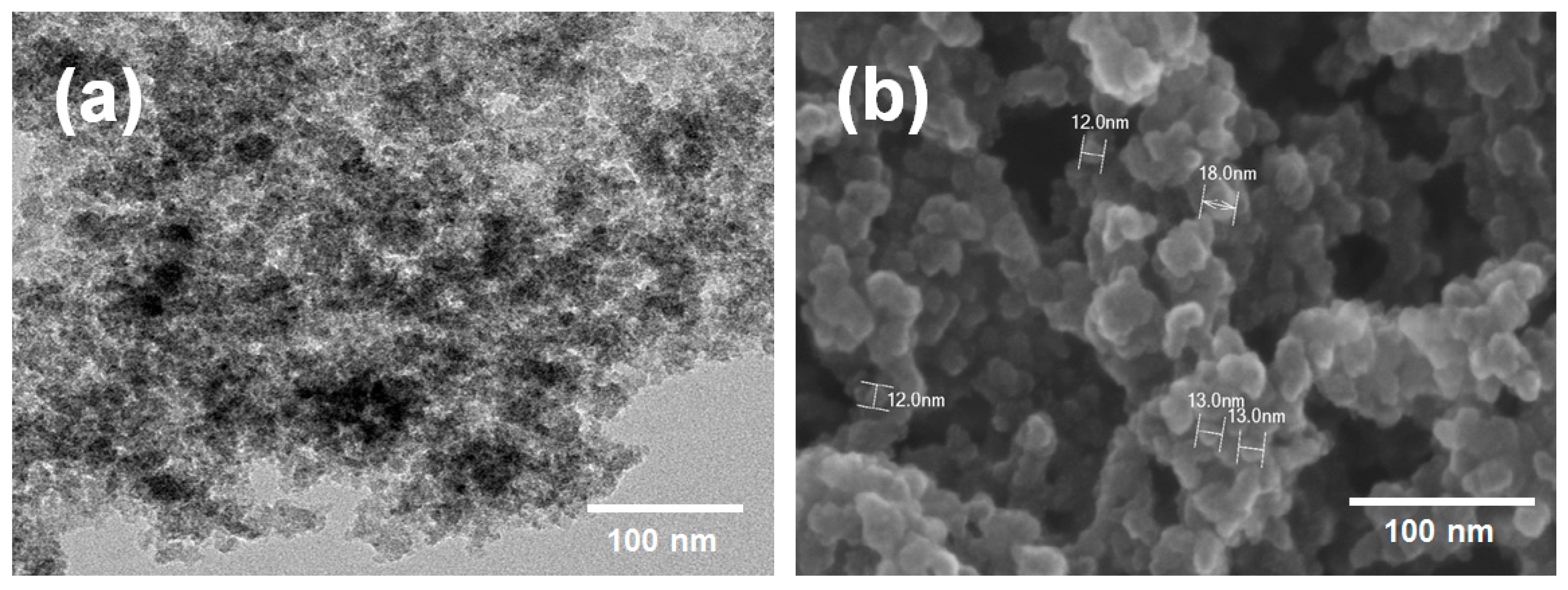
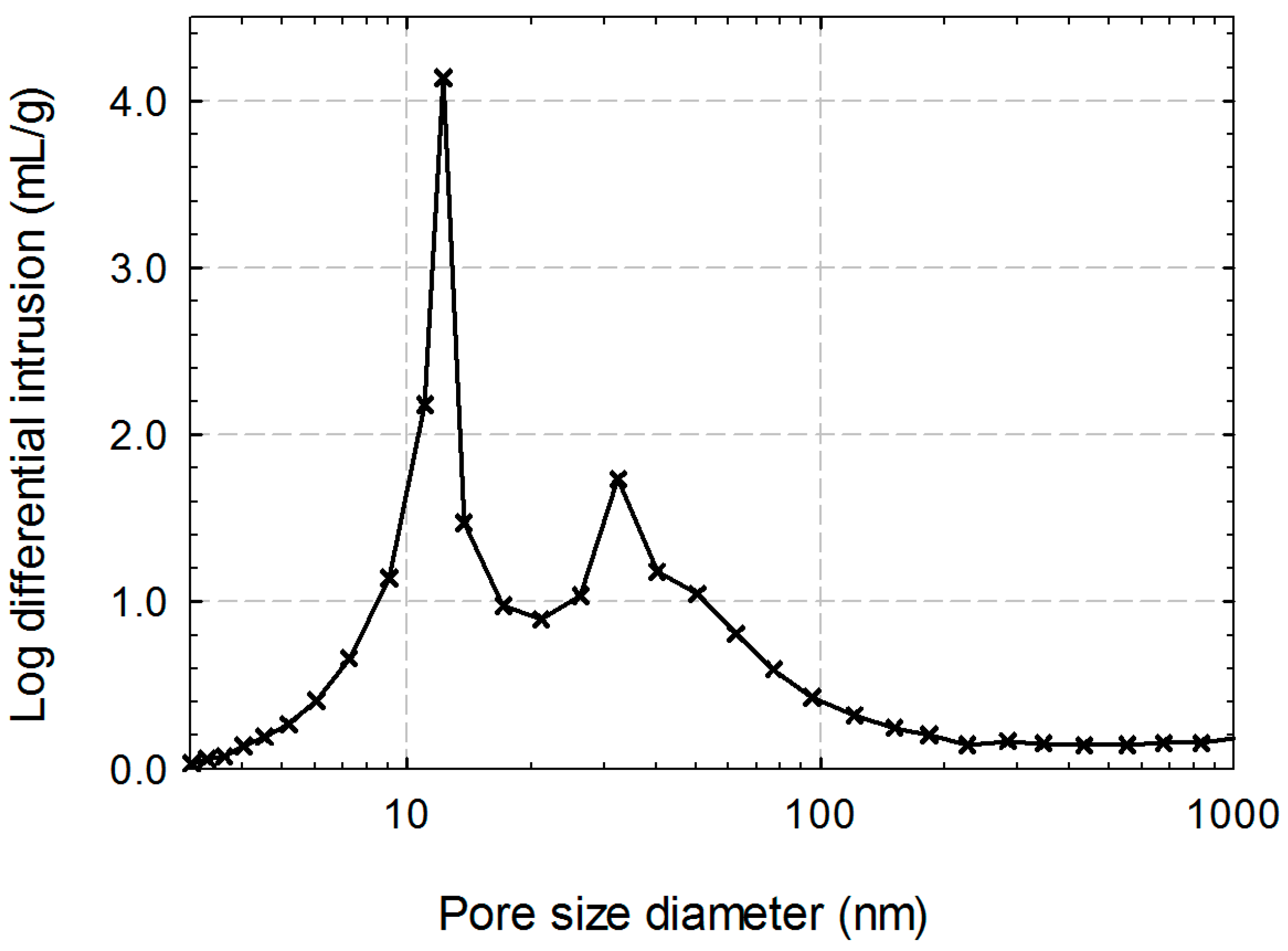
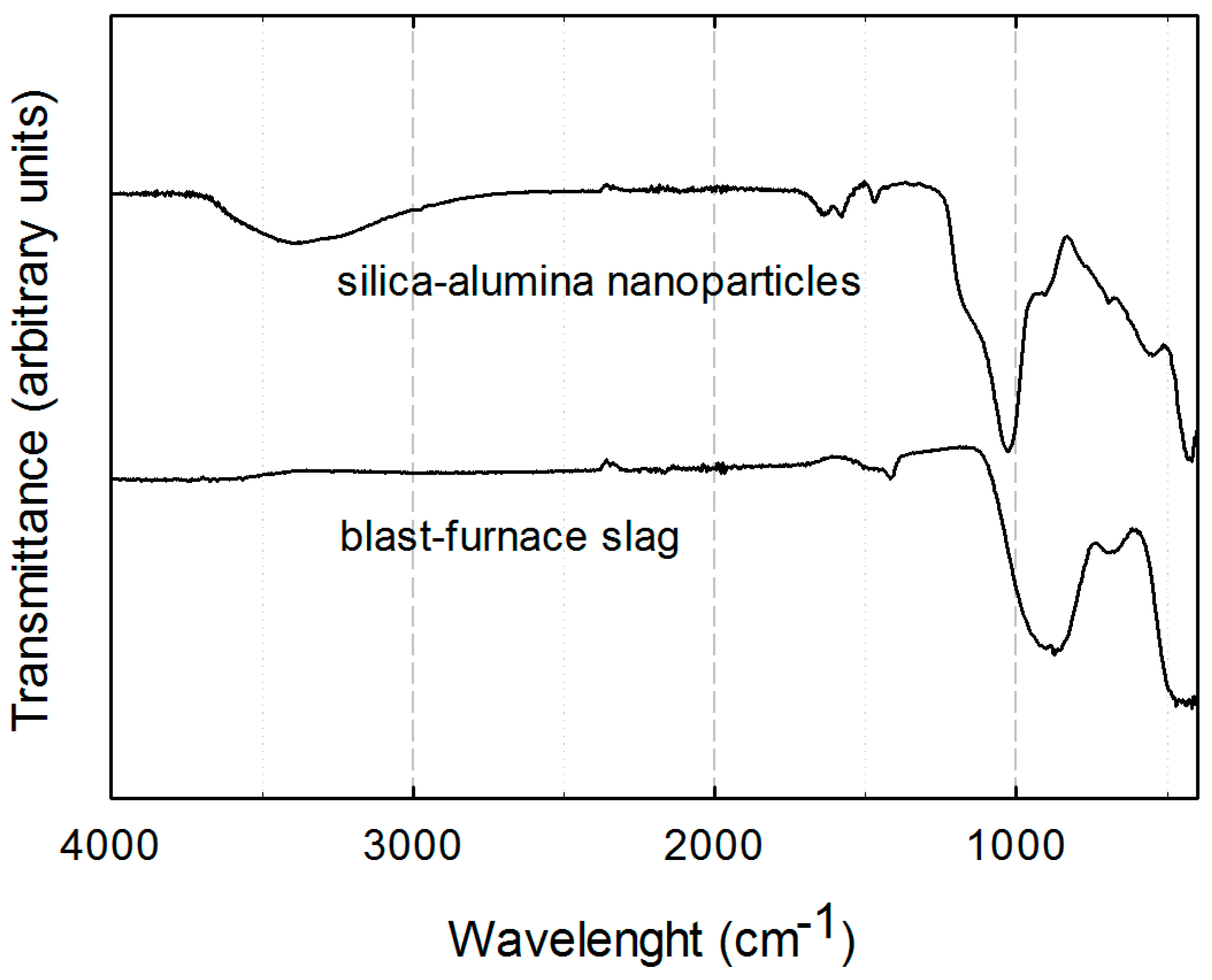
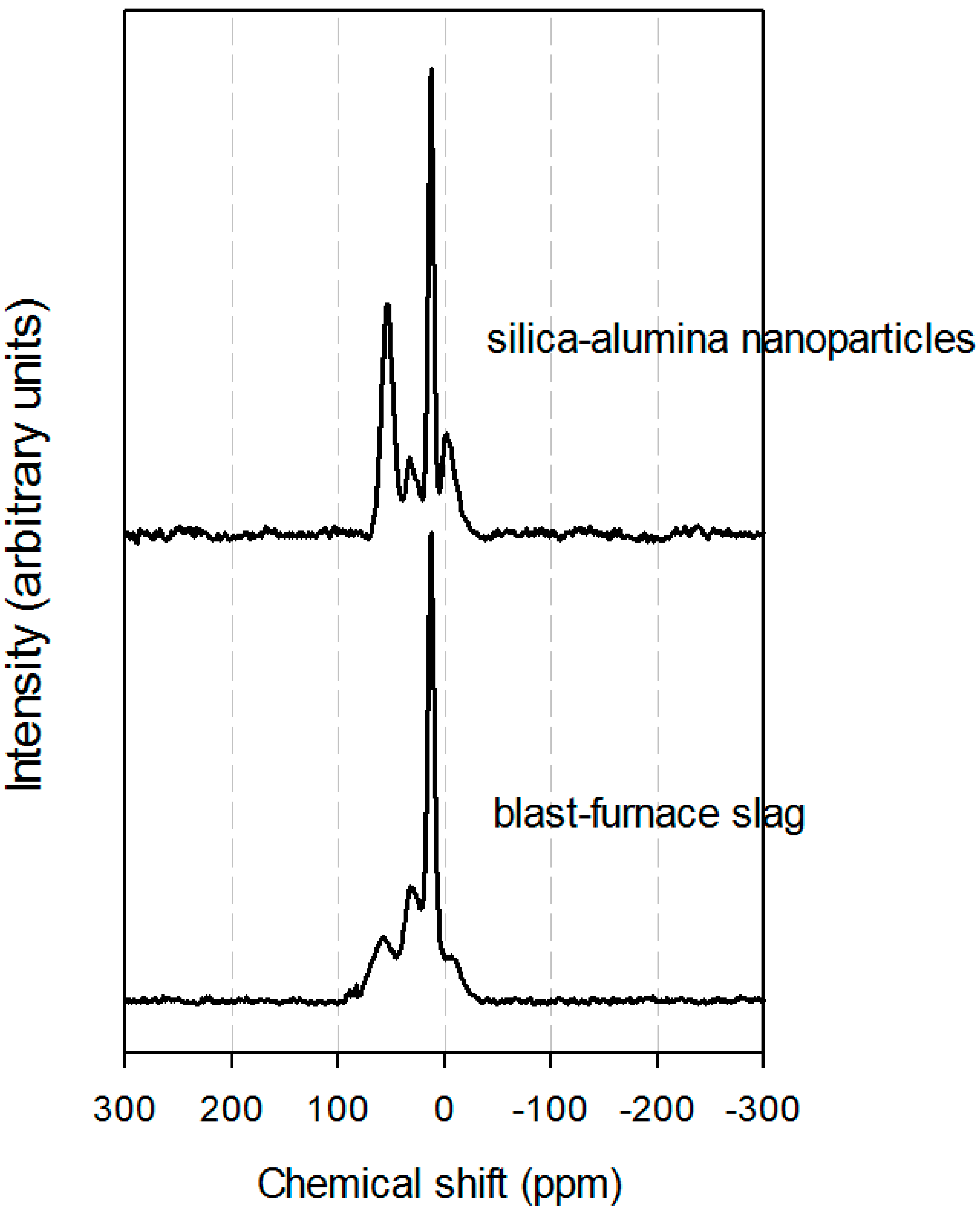
3.3. Characterization of the Si-Al Nanoparticles
3.4. The Merits of the Current Process
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Seifritz, W. CO2 disposal by means of silicates. Nature 1990, 345, 486. [Google Scholar] [CrossRef]
- Huijgen, W.J.J.; Comans, R.N.J. Mineral CO2 sequestration by steel slag carbonation. Environ. Sci. Technol. 2005, 39, 9676–9682. [Google Scholar] [CrossRef] [PubMed]
- Korean iron and steel association. Steel Statistics. Available online: http://www.kosa.or.kr (accessed on 1 September 2017).
- Kakizawa, M.; Yamasaki, A.; Yanagisawa, Y. A new CO2 disposal process via artificial weathering of calcium silicate accelerated by acetic acid. Energy 2001, 26, 341–354. [Google Scholar] [CrossRef]
- Teir, S.; Eloneva, S.; Fogelholm, C.J.; Zevenhoven, R. Dissolution of steelmaking slags in acetic acid for precipitated calcium carbonate production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Bao, W.; Li, H.; Zhang, Y. Selective leaching of steelmaking slag for indirect CO2 mineral sequestration. Eng. Chem. Res. 2010, 49, 2055–2063. [Google Scholar] [CrossRef]
- Chiang, Y.W.; Santos, R.M.; Elsen, J.; Meesschaert, B.; Martens, J.A.; Van Gerven, T. Towards zero-waste mineral carbon sequestration via two-way valorization of ironmaking slag. Chem. Eng. J. 2014, 249, 260–269. [Google Scholar] [CrossRef]
- De Crom, K.; Chiang, Y.W.; Van Gerven, T.; Santos, R.M. Purification of slag-derived leachate and selective carbonation for high-quality precipitated calcium carbonate synthesis. Chem. Eng. Res. Des. 2015, 104, 180–190. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Salminen, J.; Fogelholm, C.J.; Zevenhoven, R. Fixation of CO2 by carbonating calcium derived from blast furnace slag. Energy 2008, 33, 1461–1467. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Salminen, J.; Fogelholm, C.J.; Zevenhoven, R. Steel converter slag as a raw material for precipitation of pure calcium carbonate. Ind. Eng. Chem. Res. 2008, 47, 7104–7111. [Google Scholar] [CrossRef]
- Reid, B.T.; Reed, S.M. Improved methods for evaluating the environmental impact of nanoparticle synthesis. Green Chem. 2016, 18, 4263–4269. [Google Scholar] [CrossRef] [PubMed]
- Gun'ko, V.М.; Ilkiv, V.Y.; Zaulychnyy, Y.V.; Zarko, V.I.; Pakhlov, E.M.; Karpetz, М.V. Structural features of fumed silica and alumina alone, blend powders and fumed binary systems. J. Non-Cryst. Solids 2014, 403, 30–37. [Google Scholar] [CrossRef]
- Jankeviciute, A.; Károly, Z.; Tarakina, N.V.; Szépvölgyi, J.; Kareiva, A. Synthesis and characterization of spherical amorphous alumo-silicate nanoparticles using RF thermal plasma method. J. Non-Cryst. Solids 2013, 359, 9–14. [Google Scholar] [CrossRef] [Green Version]
- Rahman, I.A.; Padavettan, V. Synthesis of silica nanoparticles by sol-gel: Size-dependent properties, surface modification, and applications in silica-polymer nanocomposites—A review. J. Nanomater. 2012, 2012, 1–15. [Google Scholar] [CrossRef]
- Sharma, R.K.; Sharma, S.; Dutta, S.; Zboril, R.; Gawande, M.B. Silica-nanosphere-based organic-inorganic hybrid nanomaterials: Synthesis, functionalization and applications in catalysis. Green Chem. 2015, 17, 3207–3230. [Google Scholar] [CrossRef]
- Kang, S.; Kim, B.I.; Kim, C.Y.; Lee, J.K.; Bae, D.S. Synthesis and microstructure of Al2O3-SiO2 nanoparticles by a sol-gel processing. Solid State Phenom. 2007, 124–126, 679–682. [Google Scholar] [CrossRef]
- Song, K.; Park, S.; Kim, W.; Jeon, C.; Ahn, J.W. Effects of experimental parameters on the extraction of silica and carbonation of blast furnace slag at atmospheric pressure in low-concentration acetic acid. Metals 2017, 7, 199. [Google Scholar] [CrossRef]
- Aravind, P.R.; Mukundan, P.; Krishna Pillai, P.; Warrier, K.G.K. Mesoporous silica–alumina aerogels with high thermal pore stability through hybrid sol-gel route followed by subcritical drying. Microporous Mesoporous Mater. 2006, 96, 14–20. [Google Scholar] [CrossRef]
- Davison, W.; Seed, G. The kinetics of the oxidation of ferrous iron in synthetic and natural waters. Geochim. Cosmochim. Acta 1983, 47, 67–79. [Google Scholar] [CrossRef]
- Saber, O.; Gobara, H.M. Optimization of silica content in alumina-silica nanocomposites to achieve high catalytic dehydrogenation activity of supported Pt catalyst. Egypt. J. Pet. 2014, 23, 445–454. [Google Scholar] [CrossRef]
- Jiao, D.; Zheng, S.; Wang, Y.; Guan, R.; Cao, B. The tribology properties of alumina/silica composite nanoparticles as lubricant additives. Appl. Surf. Sci. 2011, 257, 5720–5725. [Google Scholar] [CrossRef]
- Singh, P.S.; Trigg, M.; Burgar, I.; Bastow, T. Geopolymer formation processes at room temperature studied by 29Si and 27Al MAS-NMR. Mater. Sci. Eng. A 2005, 396, 392–402. [Google Scholar] [CrossRef]
- Smith, M.E. Application of 27Al NMR techniques to structure determination in solids. Appl. Magn. Reson. 1993, 4, 1–64. [Google Scholar] [CrossRef]
- Hitch, M.; Ballantyne, S.M.; Hindle, S.R. Revaluing mine waste rock for carbon capture and storage. Int. J. Min. Reclam. Environ. 2010, 24, 64–79. [Google Scholar] [CrossRef]










© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, K.; Kim, W.; Park, S.; Bang, J.-H.; Kim, J.; Ahn, J.-W. Preparation of Silica-Alumina Nanoparticles via Blast-Furnace Slag Dissolution in Low-Concentration Acetic Acid for Carbonation. Minerals 2017, 7, 206. https://doi.org/10.3390/min7110206
Song K, Kim W, Park S, Bang J-H, Kim J, Ahn J-W. Preparation of Silica-Alumina Nanoparticles via Blast-Furnace Slag Dissolution in Low-Concentration Acetic Acid for Carbonation. Minerals. 2017; 7(11):206. https://doi.org/10.3390/min7110206
Chicago/Turabian StyleSong, Kyungsun, Wonbaek Kim, Sangwon Park, Jun-Hwan Bang, Jeongyun Kim, and Ji-Whan Ahn. 2017. "Preparation of Silica-Alumina Nanoparticles via Blast-Furnace Slag Dissolution in Low-Concentration Acetic Acid for Carbonation" Minerals 7, no. 11: 206. https://doi.org/10.3390/min7110206
APA StyleSong, K., Kim, W., Park, S., Bang, J. -H., Kim, J., & Ahn, J. -W. (2017). Preparation of Silica-Alumina Nanoparticles via Blast-Furnace Slag Dissolution in Low-Concentration Acetic Acid for Carbonation. Minerals, 7(11), 206. https://doi.org/10.3390/min7110206