Effects of Dolomite on Mineral Compositions and Metallurgical Properties of Chromium-Bearing Vanadium–Titanium Magnetite Sinter

Abstract
:1. Introduction
2. Materials and Methods
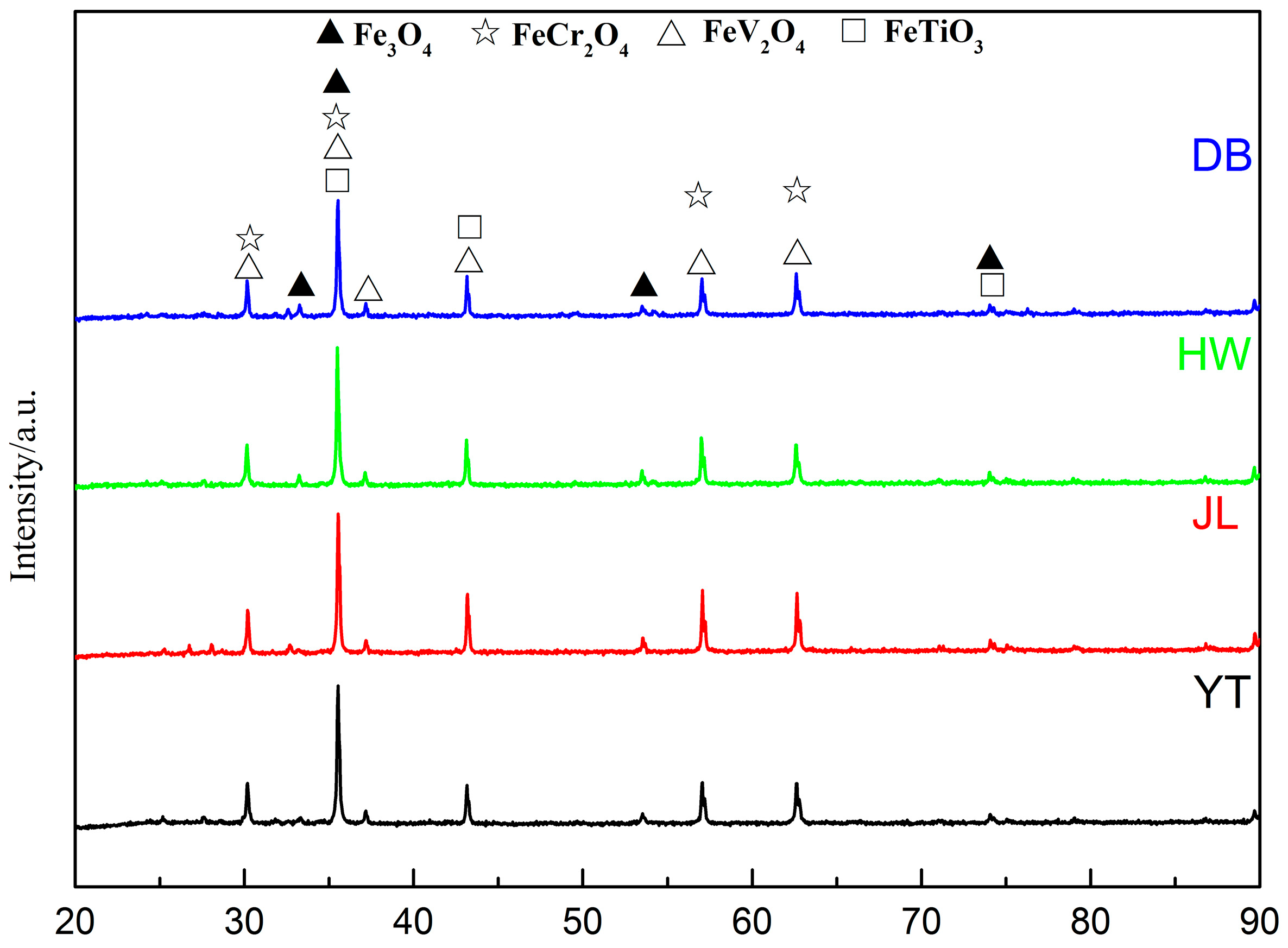
2.1. Materials
2.2. Sinter Pot Test
2.3. Metallurgical Properties Test and Mineral Phase Analysis
3. Results and Discussion
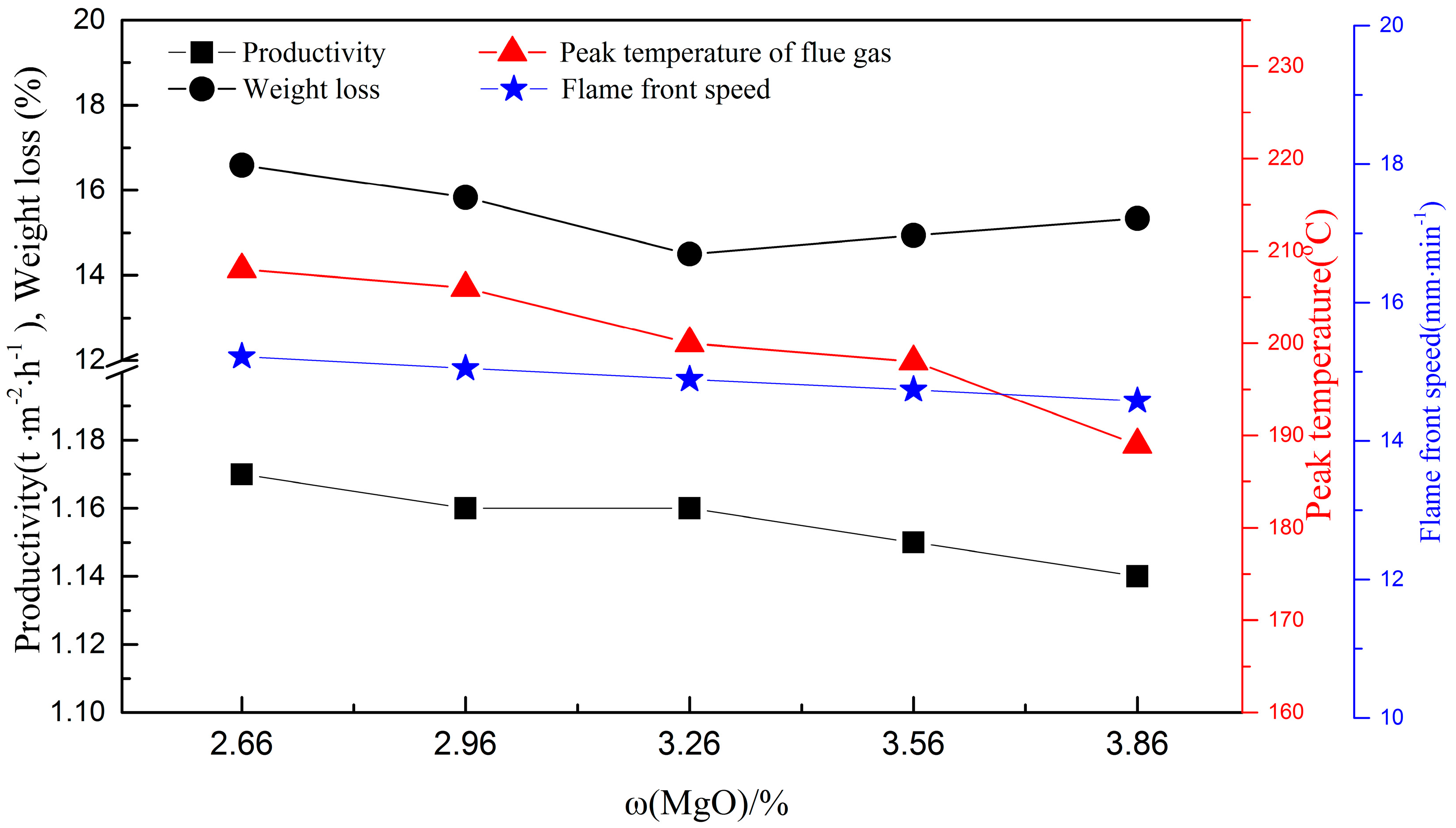
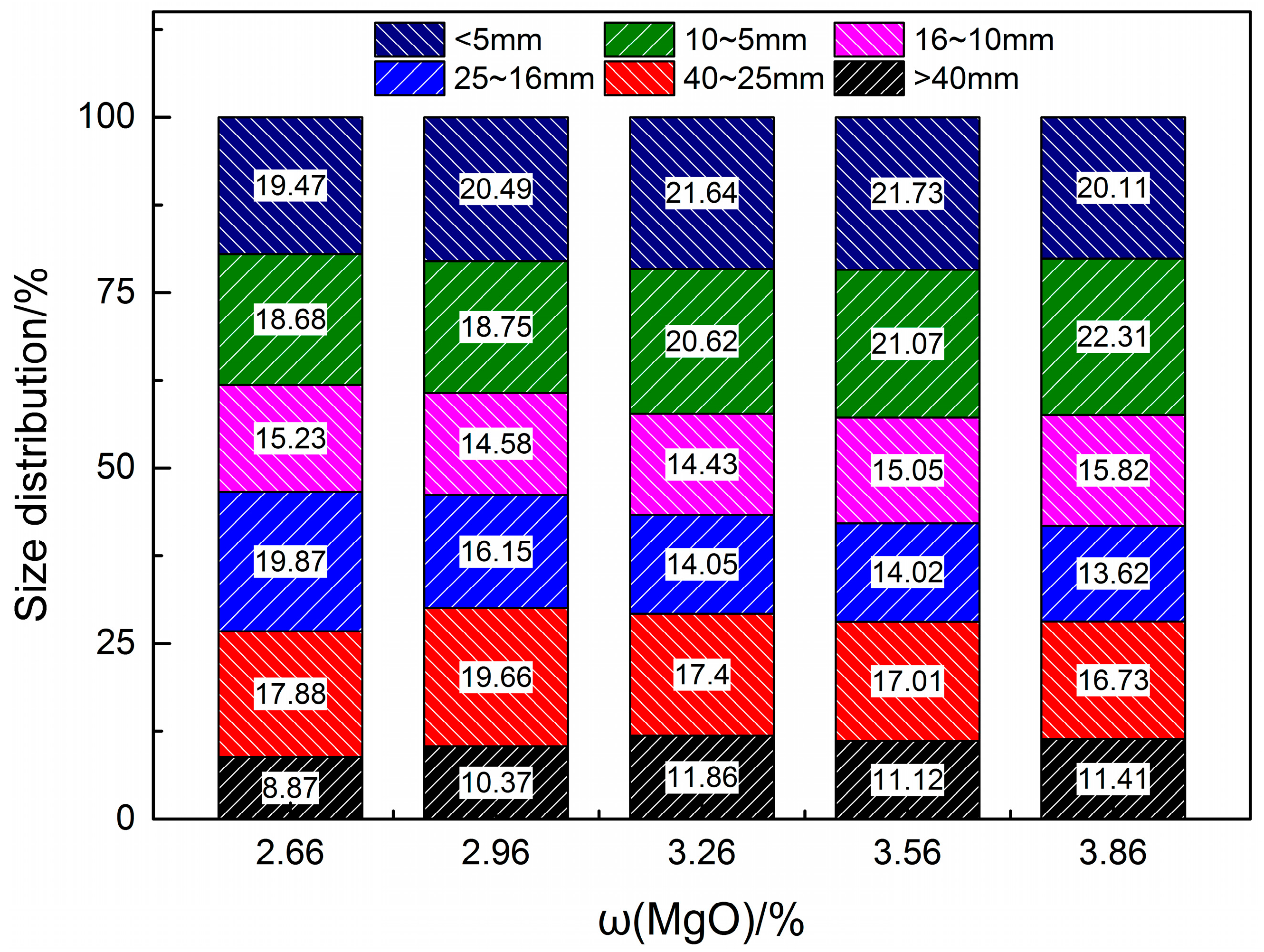
3.1. Operation Parameters of Sintering Process
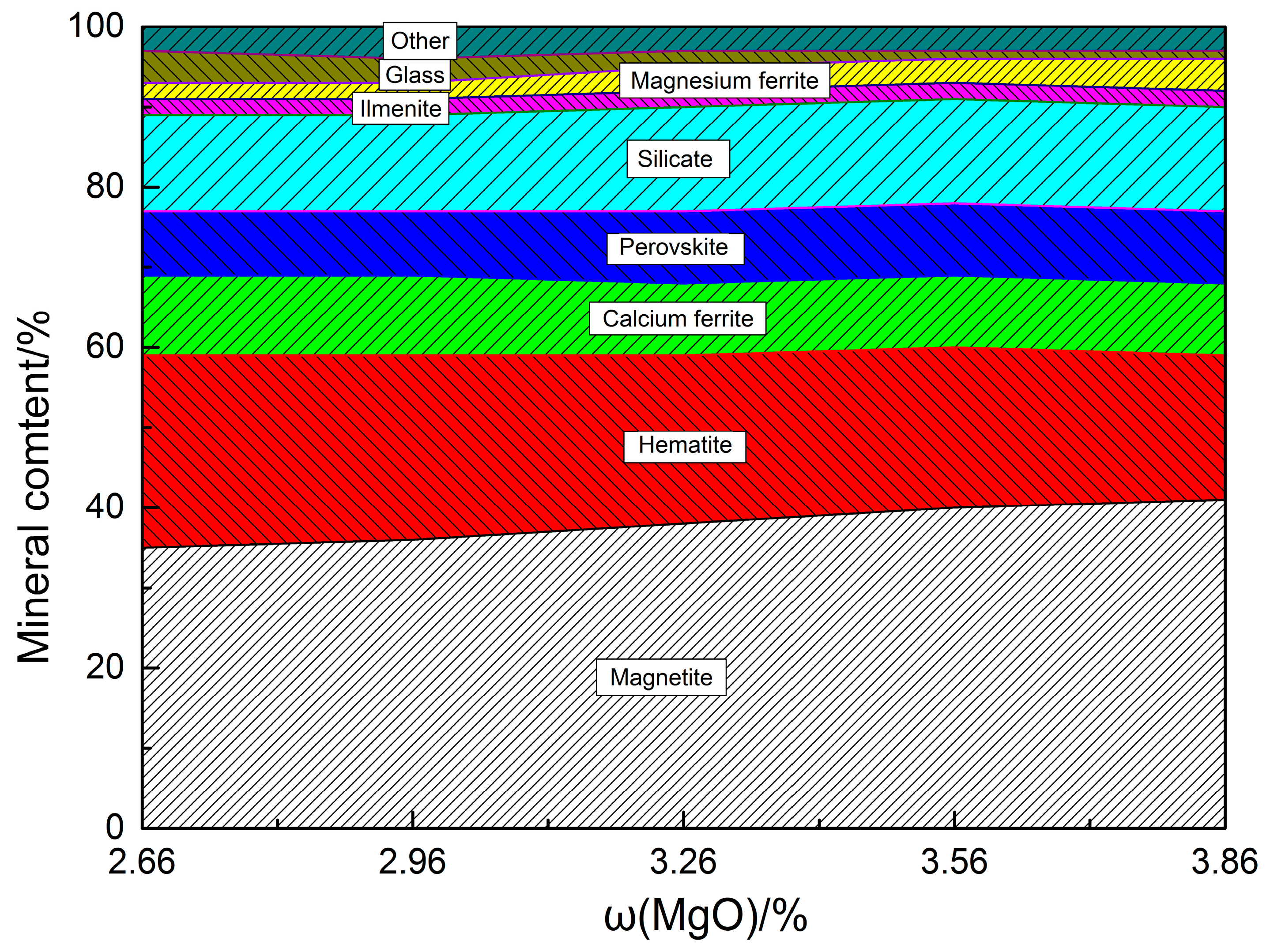
3.2. Mineral Composition and Microstructure
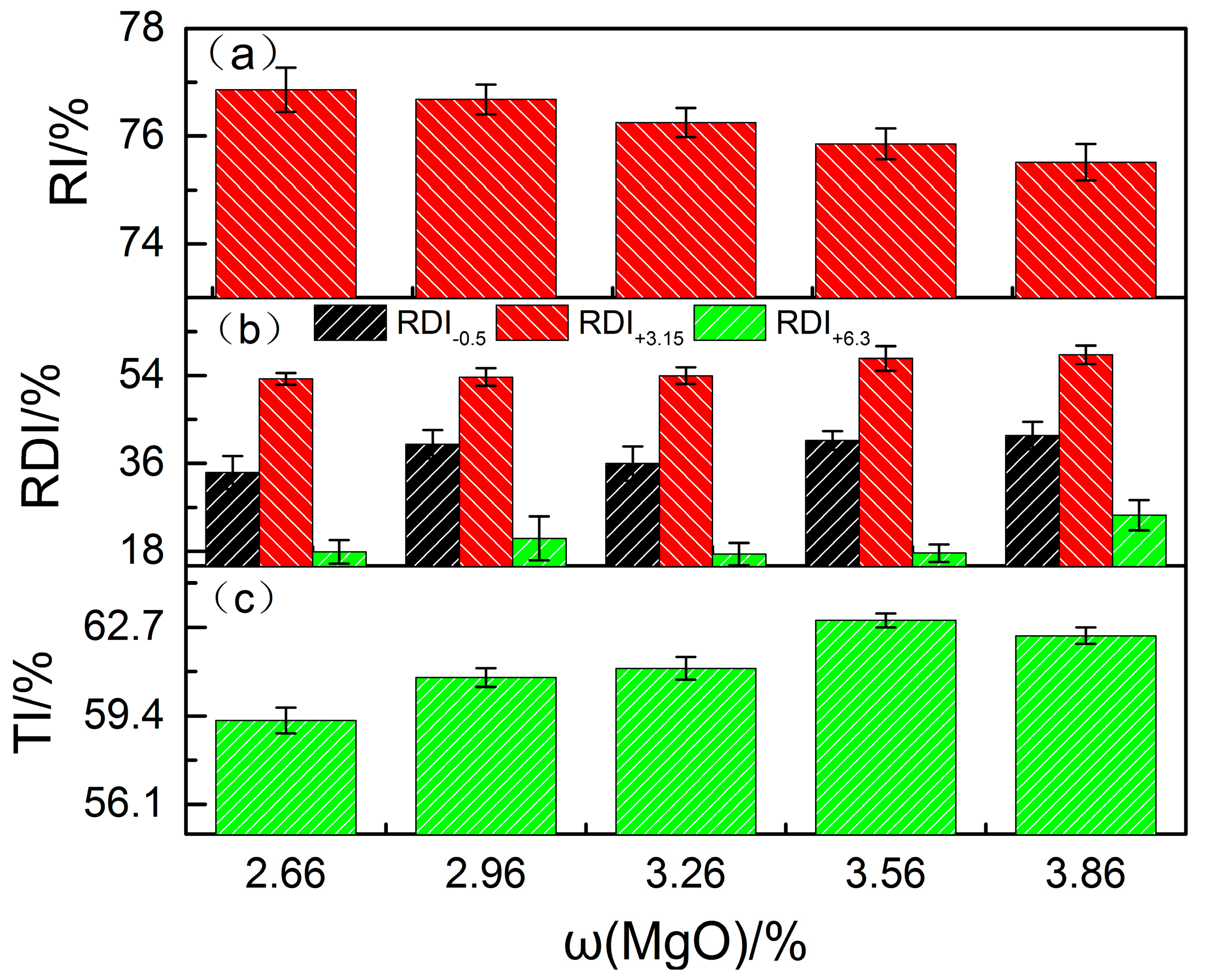
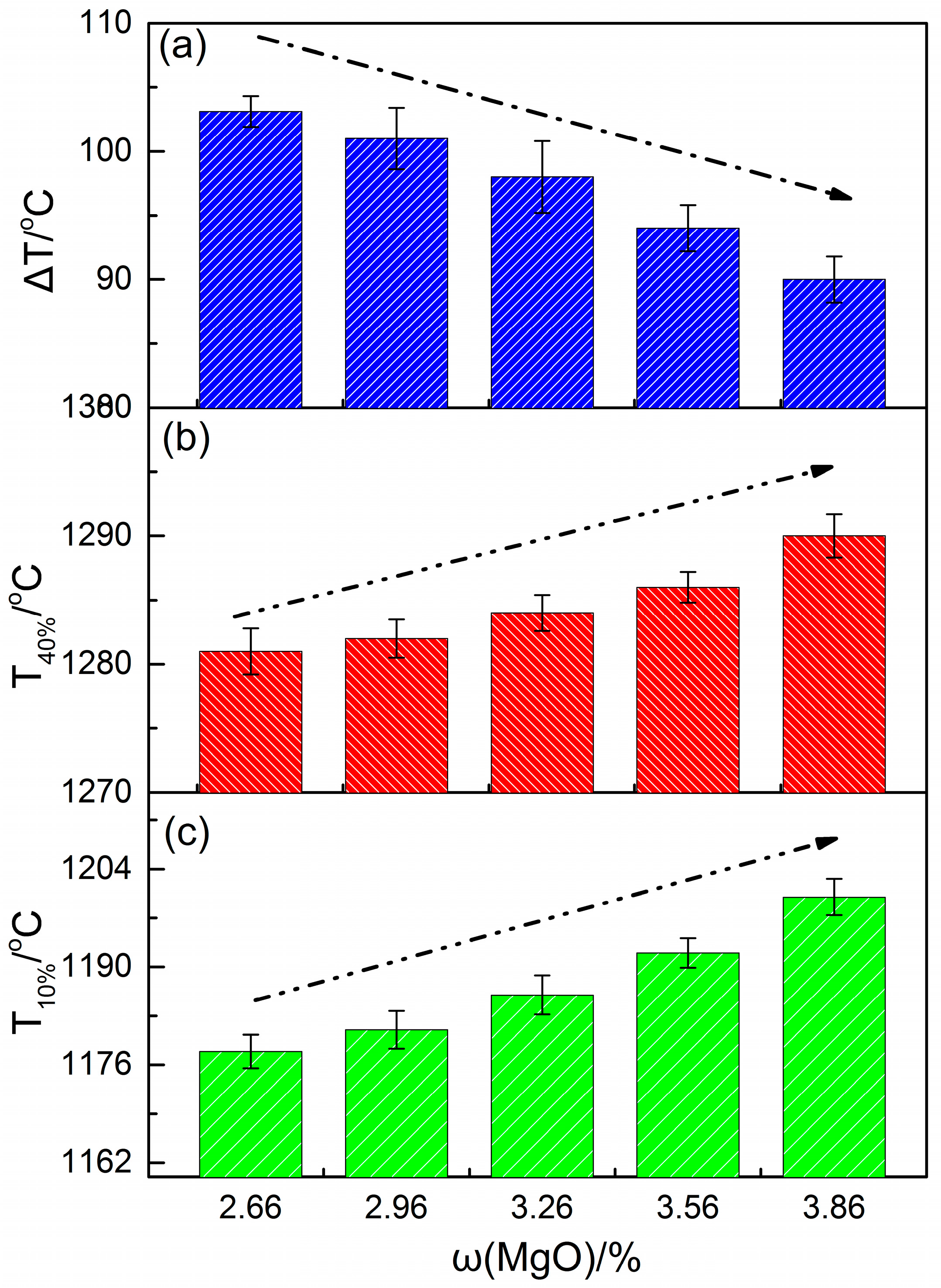
3.3. The Effects of Metallurgical Properties
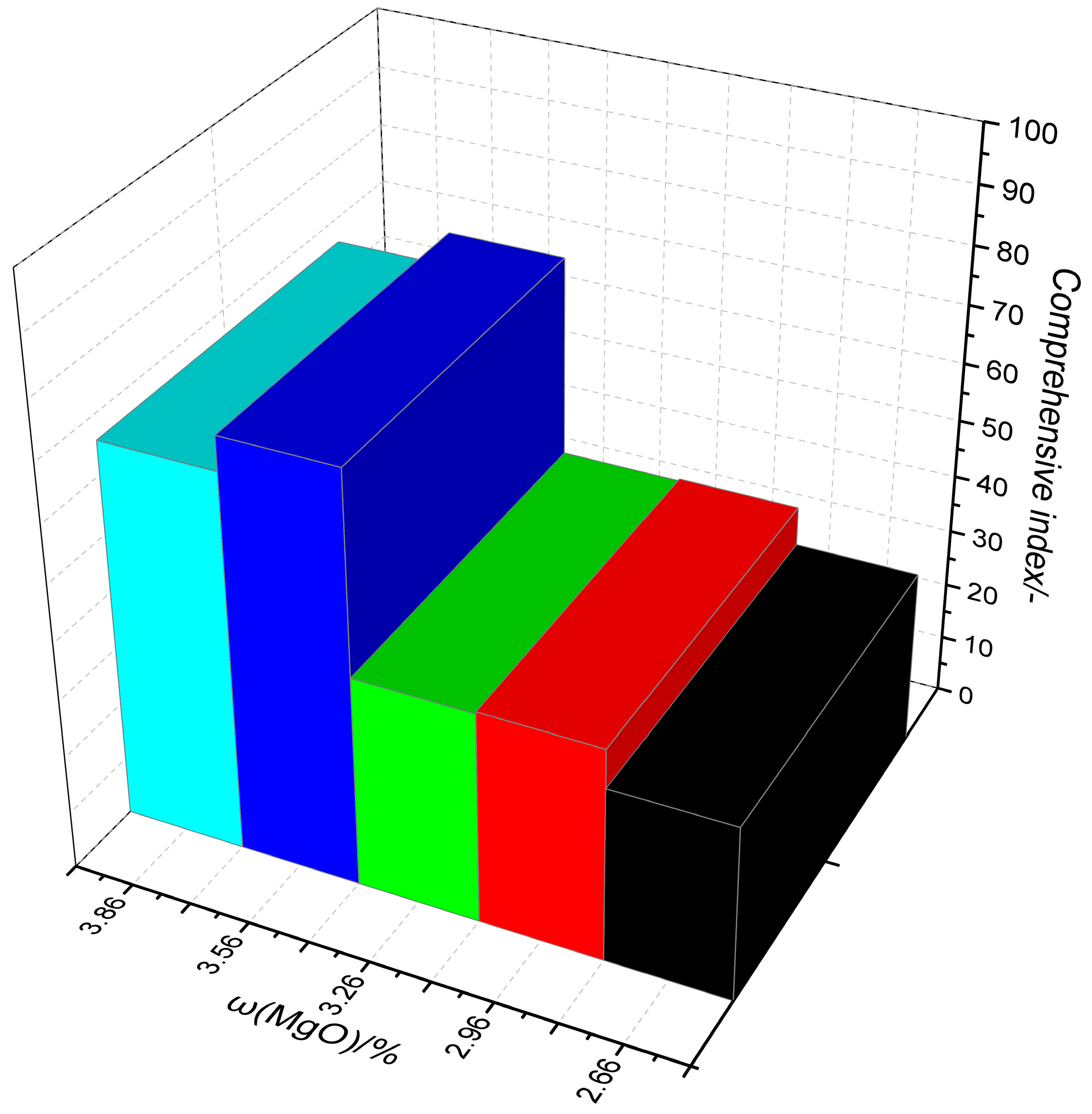
3.4. Comprehensive Index
4. Conclusions
- When the MgO content was increased from 2.66 to 3.86%, the flame front speed, the sintering utilization factor, and the value of RI decreased. The RDI and the softening–melting properties were improved. The value of the sinter strength obtained the max value at MgO = 3.56%.
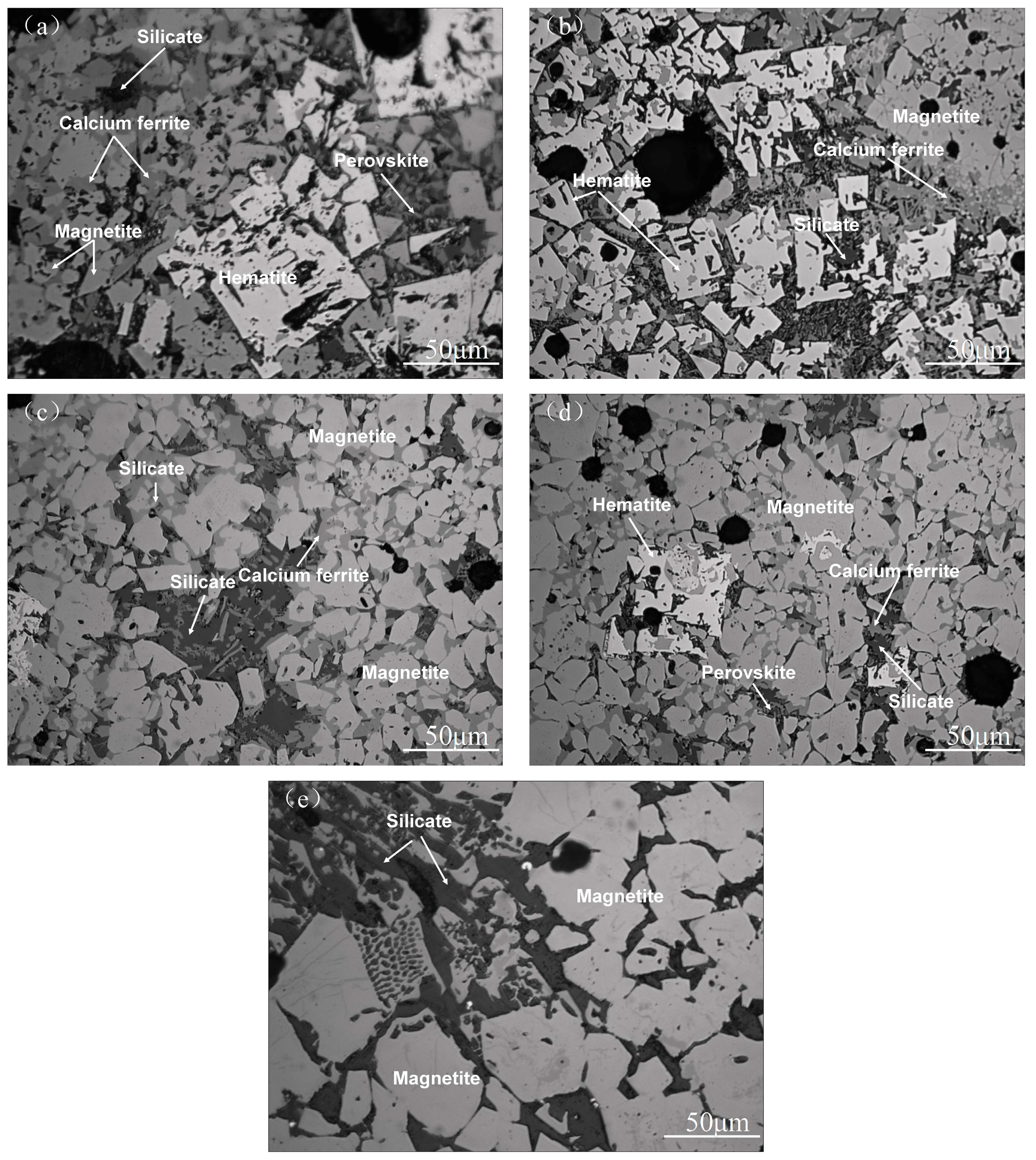
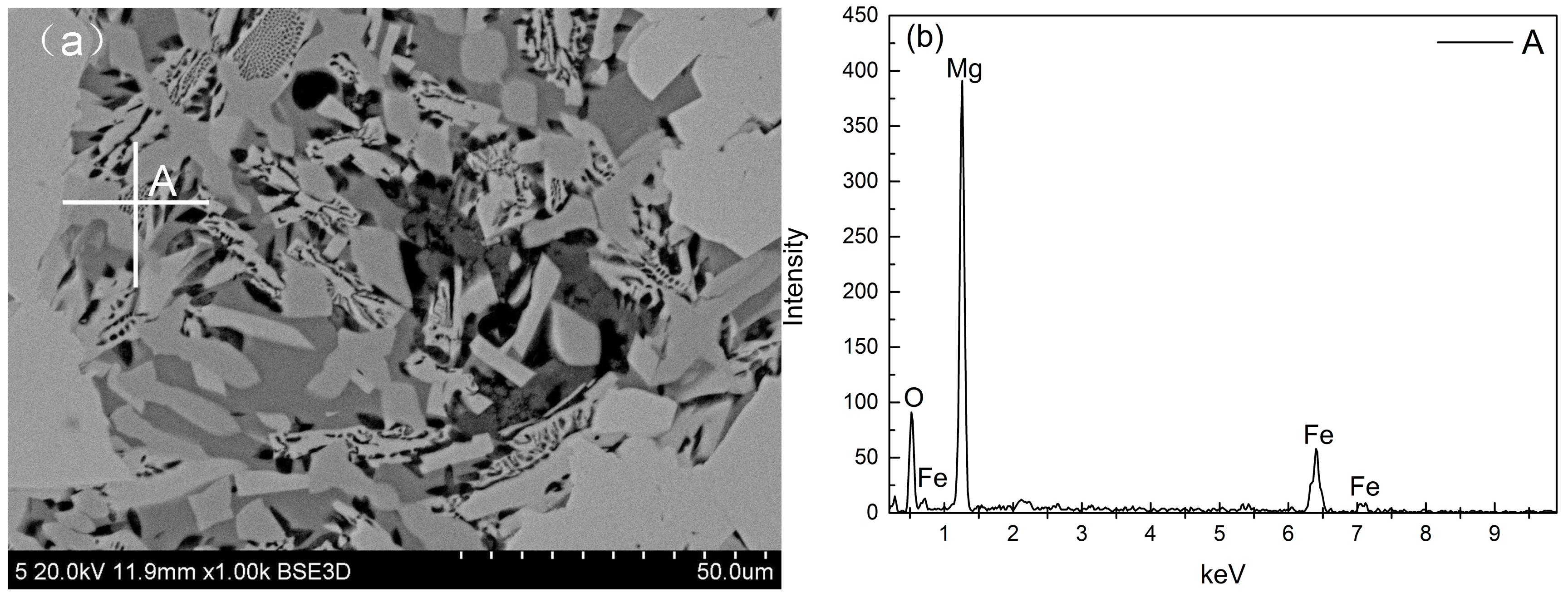
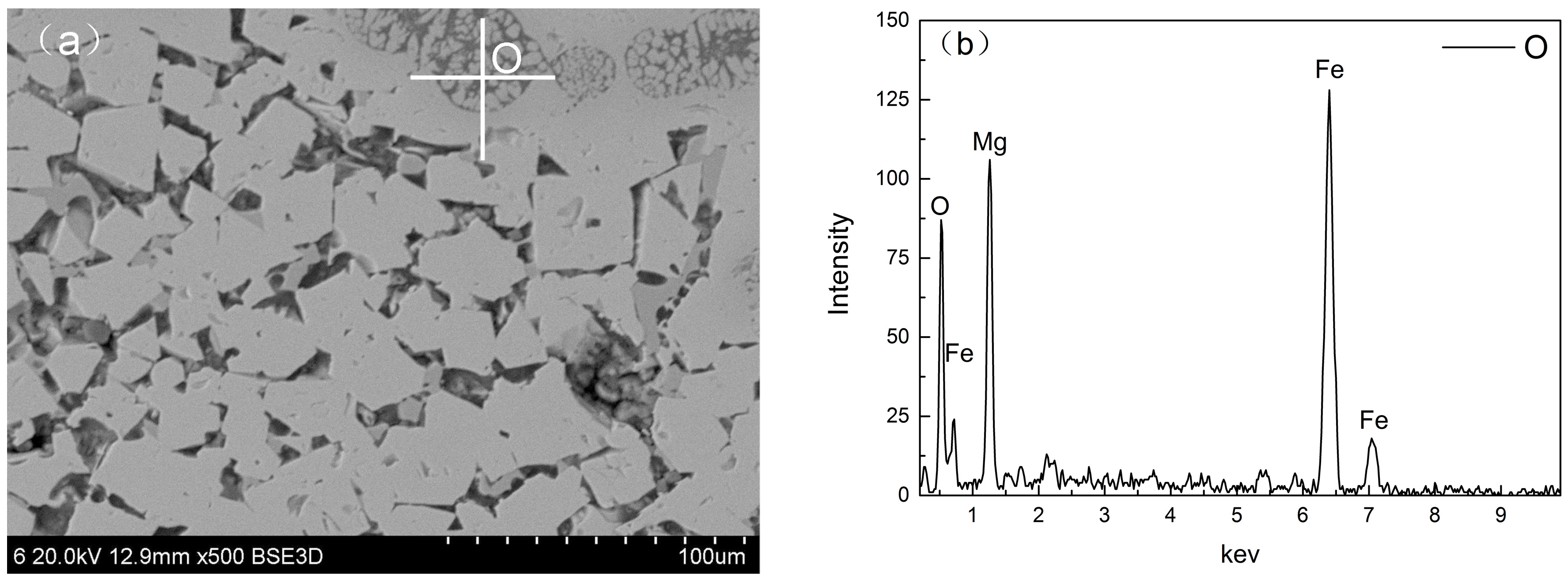
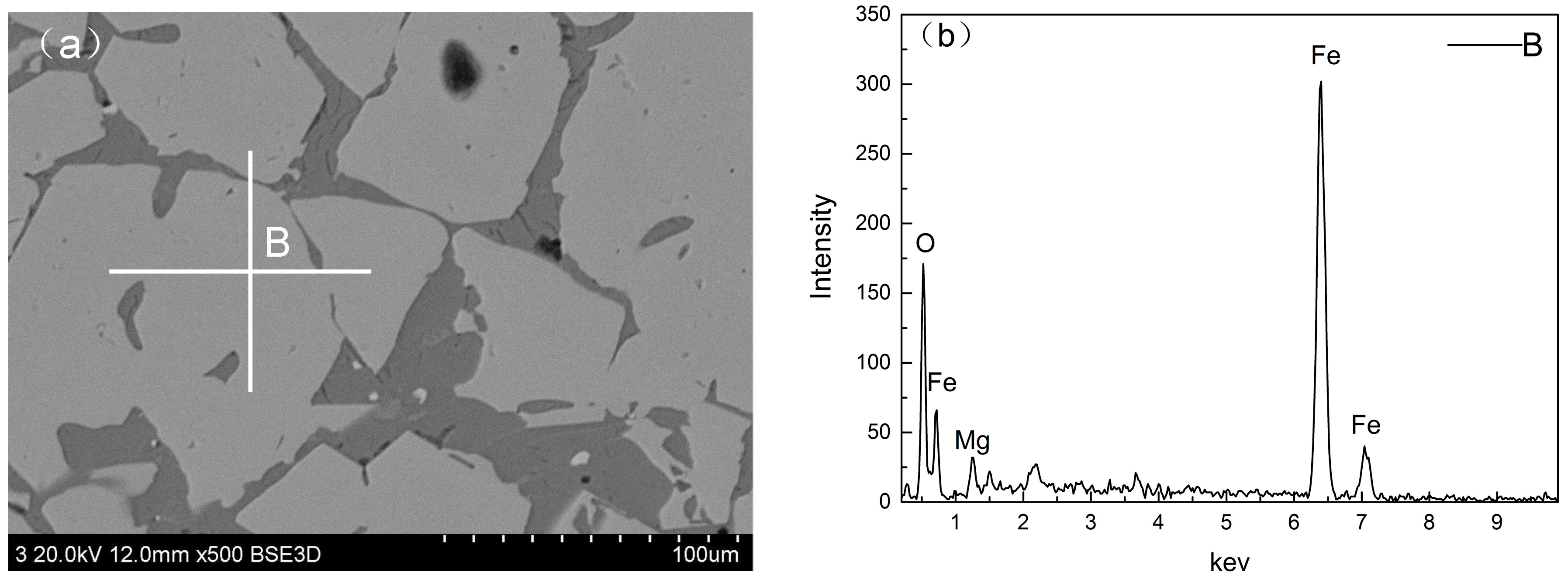
- The mineral compositions of the CCVTM sinter were only slightly different when the MgO content was varied. The ferrous minerals primarily contained magnetite and hematite. The bonding phases primarily contained calcium ferrite, silicate, and glass phases. When the MgO content increased, the magnetite, the magnesium ferrite, and the silicate phases increased, while the hematite and glass phases decreased.
- The comprehensive evaluation results first increased and then decreased when the MgO content increased. The appropriate MgO content was 3.56%.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhou, L.H.; Zeng, F.H. Reduction mechanisms of vanadium-titanomagnetite-non-coking coal mixed pellet. Ironmak. Steelmak. 2011, 38, 59–64. [Google Scholar] [CrossRef]
- Yang, S.T.; Zhou, M.; Jiang, T.; Wang, Y.J.; Xue, X.X. Effect of basicity on sintering behavior of low-titanium vanadium-titanium magnetite. Trans. Nonferrous Met. Soc. China 2015, 25, 2087–2094. [Google Scholar] [CrossRef]
- Zhou, M.; Yang, S.T.; Jiang, T.; Jiang, L.H.; Zhang, J.T.; Xue, X.X. Effects of carbon content on the sintering behavior of low-titanium vanadium-titanium magnetite. Metall. Res. Technol. 2016, 113, 612–622. [Google Scholar] [CrossRef]
- Yang, S.T.; Zhou, M.; Tang, W.; Jiang, T.; Xue, X.; Zhang, W. Influence of Coke Ratio on the Sintering Behavior of High-Chromium Vanadium-Titanium Magnetite. Minerals 2017, 7, 107. [Google Scholar] [CrossRef]
- Yang, S.T.; Zhou, M.; Jiang, T.; Wang, Y.J.; Xue, X.X. Application of a water cooling treatment and its effect on coal-based reduction of high-chromium vanadium and titanium iron ore. Int. J. Miner. Metall. Mater. 2016, 23, 1353–1359. [Google Scholar] [CrossRef]
- Zhou, M.; Jiang, T.; Yang, S.T.; Xue, X.X. Vanadium-titanium magnetite ore blends optimization for sinter strength based on iron ore basic sintering characteristics. Int. J. Miner. Process. 2015, 142, 125–133. [Google Scholar] [CrossRef]
- Moskalyk, R.R.; Alfantazi, A.M. Processing of vanadium: A review. Miner. Eng. 2003, 16, 793–805. [Google Scholar] [CrossRef]
- Fu, W.G.; Wen, Y.C.; Xie, H.E. Development of intensified technologies of vanadium-bearing titanomagnetite smelting. J. Iron Steel Res. Int. 2011, 18, 7–10. [Google Scholar] [CrossRef]
- Fu, W.G.; Xie, H.E. Progress in technologies of vanadium-bearing titanomagnetite smelting in pangang. Steel Res. Int. 2011, 82, 501–504. [Google Scholar] [CrossRef]
- Sun, Y.; Lv, Q.; Wang, X.; Zhang, S.; Zhang, J. Computational Insights into Interactions between Ca Species and α-Fe2O3(001). J. Iron Steel Res. Int. 2014, 21, 413–418. [Google Scholar] [CrossRef]
- Park, H.; Park, J.Y.; Kim, G.H.; Sohn, I. Effect of TiO2 on the Viscosity and Slag Structure in Blast Furnace Type Slags. Steel Res. Int. 2012, 83, 150–156. [Google Scholar] [CrossRef]
- Zhang, G.H.; Kuo-Chih, C.; Mills, K. Modelling Viscosities of CaO–MgO–Al2O3–SiO2 Molten Slags. ISIJ Int. 2012, 52, 355–362. [Google Scholar] [CrossRef]
- Choi, J.Y.; Lee, H.G.; Kim, J.S. Dissolution rate of Al2O3 into molten CaO-SiO2-Al2O3 slags. ISIJ Int. 2007, 42, 852–860. [Google Scholar] [CrossRef]
- Liu, Z.G.; Chu, M.S.; Wanf, H.T.; Zhao, W.; Xue, X.X. Effect of MgO content in sinter on the softening-melting behavior of mixed burden made from chromium-bearing vanadium-titanium magnetite. Int. J. Miner. Met. Mater. 2016, 23, 25–32. [Google Scholar] [CrossRef]
- Zhou, M.; Yang, S.T.; Jiang, T.; Xue, X.X. Influence of MgO in form of magnesite on properties and mineralogy of high chromium, vanadium, titanium magnetite sinters. Ironmak. Steelmak. 2015, 42, 217–224. [Google Scholar] [CrossRef]
- Papanastassiou, D.; Nicolaou, P.; Send, A. Effect of Al2O3 and MgO contents on the properties of the blast furnace slag. Stahl Undsen 2000, 120, 59–64. [Google Scholar]
- Li, Q.; Huang, Z.Z.; Jiang, T.; Yang, Y.B.; Li, G.H. Effect of Dolomite and Serpentine on Sinter Quality and Microstructure. Iron Steel. 2006, 41, 10–14. [Google Scholar]
- Yu, S.R.; Yu, S.J.; Liu, Y.H.; Li, Y.M. Influence of MgO Content on the Sinter Index and the Metallurgical Property. Angang Technol. 2008, 353, 23–26. [Google Scholar]
- Zhou, M.S.; Li, Y.R. Laboratory study on reasonable MgO content in the sinter of Anshan iron and steel group co. Sinter Pelletizing 2005, 6, 1–4. [Google Scholar]
- Zhao, Z. Laboratory sinterign study with adding dolomite fines. Sinter Pelletizing 2003, 28, 25–27. [Google Scholar]
- Yadav, U.S.; Pandey, B.D.; Das, B.K.; Jene, D. Influence of magnesia on sintering characteristics of iron ore. Ironmak. Steelmak. 2002, 29, 91–95. [Google Scholar] [CrossRef]
- Yang, L.X.; Davis, L. Assimilation and Mineral Formation during Sintering for Blends Containing Magnetite Concentrate and Hematite/Pisolite Sintering Fines. ISIJ Int. 2007, 39, 239–245. [Google Scholar] [CrossRef]
- Zhou, M.; Jiang, T.; Yang, S.T.; Xue, X.X. Influence of basicity on high-chromium vanadium-titanium magnetite sinter properties, productivity, and mineralogy. JOM-US 2015, 67, 1203–1213. [Google Scholar] [CrossRef]
- Zhou, M.; Jiang, T.; Yang, S.T.; Xue, X.X. Sintering behaviors and consolidation mechanism of high-chromium vanadium and titanium magnetite fines. Int. J. Miner. Metall. Mater. 2015, 22, 917–925. [Google Scholar] [CrossRef]
- Zhou, M. Fundamental Investigation on Cr-bearing Vanadium and Titanium Magnetite Ore in Sintering and Iron-making Process. Ph.D. Thesis, Northeastern University, Shenyang, China, 2015. [Google Scholar]
- Tromel, G.; Koch, K.; Fix, W.N. Der Einfluß des Magnesiumoxyds auf die Gleichgewichte im System Fe–CaO–FeOn–SiO2 und auf die Schwefelverteilung bei 1600 °C. Arch. Eisenhuettenwes 1969, 40, 969–978. [Google Scholar]
- Knueppel, R.; Helfmeier, H.U.; Oeters, F. Thermodynamic database development modeling and phase diagram calculation in oxide systems. Arch. Eisenhuettenwes 1975, 46, 549–554. [Google Scholar]
- Loo, C.E.; Wan, K.T.; Howes, V.R. Mechanical properties of natural and synthetic mineral phases in sinters having varying reduction degradation indices. Ironmak. Steelmak. 1988, 15, 279–285. [Google Scholar]
- Bristow, N.J.; Loo, C.E. Sintering Properties of Iron Ore Mixes Containing Titanium. ISIJ Int. 1992, 32, 819–828. [Google Scholar] [CrossRef]
- Loo, C.E.; Bristow, N.J. Mechanism of low-temperature reduction degradation of iron ore sinters. Trans. Inst. Min. Metall. Sect. C 1994, 103, 126–135. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | TFe | SiO2 | CaO | MgO | Al2O3 | TiO2 | V2O5 | Cr2O3 |
|---|---|---|---|---|---|---|---|---|
| CCVTM (DB) | 63.08 | 4.41 | 4.73 | 1.52 | 1.44 | 1.98 | 0.42 | 0.03 |
| CCVTM (YT) | 63.81 | 3.84 | 0.77 | 0.74 | 1.95 | 3.15 | 0.59 | 0.04 |
| CCVTM(HW) | 63.62 | 3.20 | 1.28 | 1.12 | 1.82 | 2.61 | 0.53 | 0.11 |
| CCVTM (JL) | 63.52 | 4.20 | 1.69 | 1.76 | 1.23 | 1.45 | 0.37 | 0.12 |
| CCVTM (Mixed) | 63.50 | 3.96 | 1.46 | 1.25 | 1.57 | 2.18 | 0.50 | 0.08 |
| Iron ore A | 56.06 | 5.57 | 0.06 | 0.15 | 5.63 | 0.21 | - | - |
| Iron ore B | 51.71 | 6.57 | 0.21 | 0.15 | 8.48 | 0.33 | - | - |
| Iron ore C | 65.55 | 3.04 | 0.46 | 3.50 | 0.65 | 0.09 | - | - |
| Gas ash | 33.28 | 7.26 | 5.65 | 1.98 | 4.55 | 1.32 | 0.25 | - |
| Vanadium extraction tailings | 30.68 | 16.97 | 2.44 | 2.82 | 1.53 | 9.81 | 1.22 | - |
| Dolomite | - | 2.47 | 44.26 | 31.67 | - | - | - | - |
| Quicklime | - | 2.52 | 83.07 | 3.50 | - | - | - | - |
| Fixed Carbon | Total Sulfur | Volatile | Ash (14.00) | ∑ | |||||
|---|---|---|---|---|---|---|---|---|---|
| FeO | CaO | SiO2 | MgO | Al2O3 | Others | ||||
| 84.00 | 0.50 | 1.50 | 0.14 | 0.48 | 7.50 | 0.15 | 2.72 | 2.89 | 100.00 |
| Raw Material | Assimilation Temperature/K | Liquidity Index (R = 1.9; T = 1523 K) | Strength of Binding Phase/N (R = 1.9; T = 1553 K) | Crystal Stock Strength/N (T = 1553 K) |
|---|---|---|---|---|
| CCVTM | 1513 | 0.04 | 4310 | 7506 |
| Item | ω(MgO) | CCVTM (Mixed) | Iron Ore A | Iron Ore B | Iron Ore C | Return Fine | Ash | Vanadium Extraction Tailings | Dolomite |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2.66 | 50 | 5 | 5 | 8 | 28 | 1 | 2 | 1 |
| 2 | 2.96 | 49 | 5 | 5 | 8 | 28 | 1 | 2 | 2 |
| 3 | 3.26 | 48 | 5 | 5 | 8 | 28 | 1 | 2 | 3 |
| 4 | 3.56 | 47 | 5 | 5 | 8 | 28 | 1 | 2 | 4 |
| 5 | 3.86 | 46 | 5 | 5 | 8 | 28 | 1 | 2 | 5 |
| Item | Parameter | Item | Parameter |
|---|---|---|---|
| Bed Height | 700 mm | Sintering pot diameter: | 320 mm |
| Ignition Suction | 6.0 kPa | Exhausting suction: | 10.0 kPa |
| Ignition Temperature | 1373 K | Ignition time: | 2 min |
| Height of Hearth Layer | 20 mm | Moisture: | 7.5 ± 0.3% |
| Granulation Time | 10 min |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Tang, W.; Zhou, M.; Jiang, T.; Xue, X.; Zhang, W. Effects of Dolomite on Mineral Compositions and Metallurgical Properties of Chromium-Bearing Vanadium–Titanium Magnetite Sinter. Minerals 2017, 7, 210. https://doi.org/10.3390/min7110210
Yang S, Tang W, Zhou M, Jiang T, Xue X, Zhang W. Effects of Dolomite on Mineral Compositions and Metallurgical Properties of Chromium-Bearing Vanadium–Titanium Magnetite Sinter. Minerals. 2017; 7(11):210. https://doi.org/10.3390/min7110210
Chicago/Turabian StyleYang, Songtao, Weidong Tang, Mi Zhou, Tao Jiang, Xiangxin Xue, and Weijun Zhang. 2017. "Effects of Dolomite on Mineral Compositions and Metallurgical Properties of Chromium-Bearing Vanadium–Titanium Magnetite Sinter" Minerals 7, no. 11: 210. https://doi.org/10.3390/min7110210
APA StyleYang, S., Tang, W., Zhou, M., Jiang, T., Xue, X., & Zhang, W. (2017). Effects of Dolomite on Mineral Compositions and Metallurgical Properties of Chromium-Bearing Vanadium–Titanium Magnetite Sinter. Minerals, 7(11), 210. https://doi.org/10.3390/min7110210