Technological and Profitable Analysis of Airlifting in Deep Sea Mining Systems


Abstract
:1. Introduction
2. Theoretical Analysis
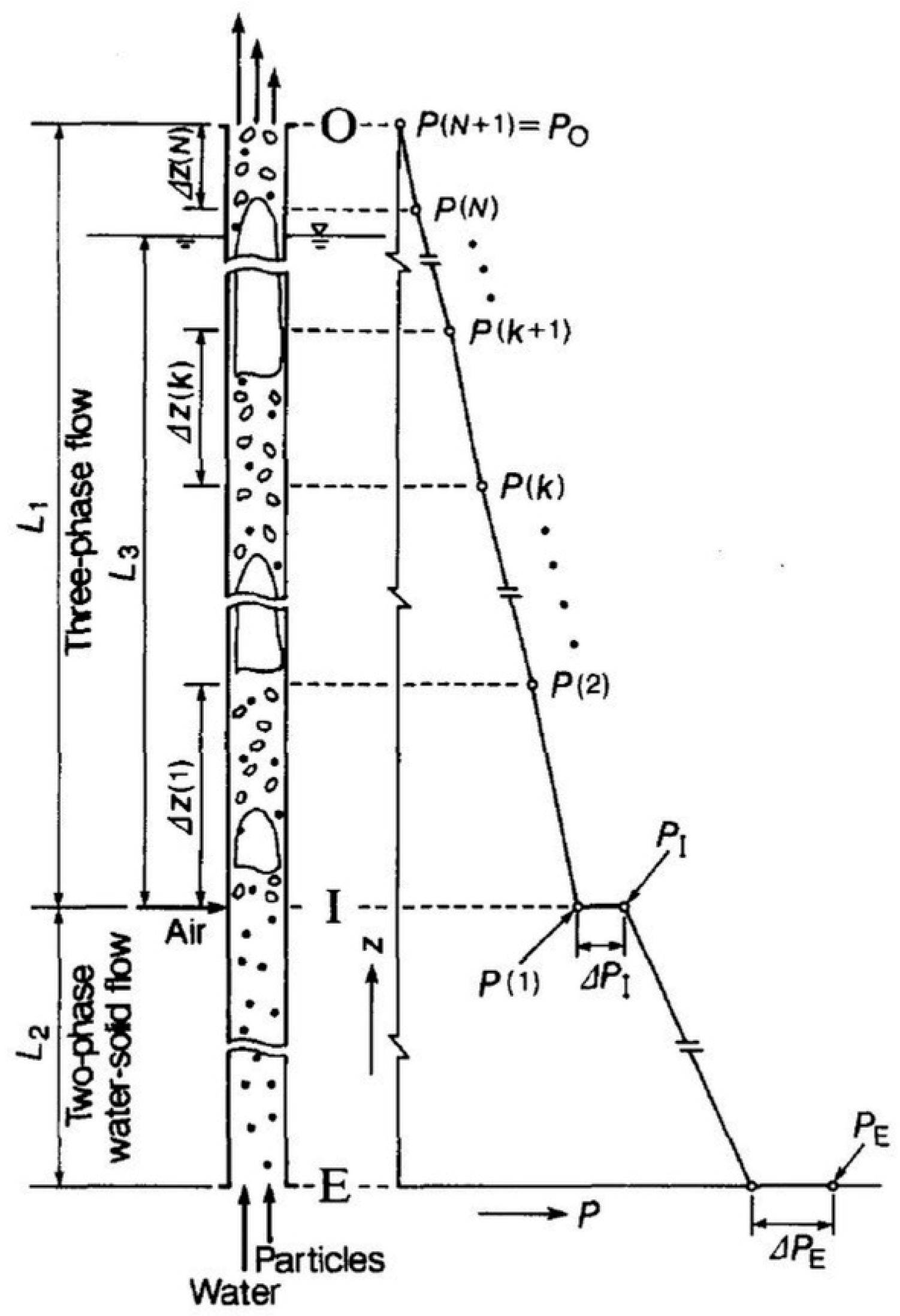
2.1. Airlifting Momentum Modelling
2.2. Energy Consumption per Tonnage of Mineral Modelling
2.3. Profitability per Tonnage of Mineral Modelling
3. Results and Discussions
3.1. Validations
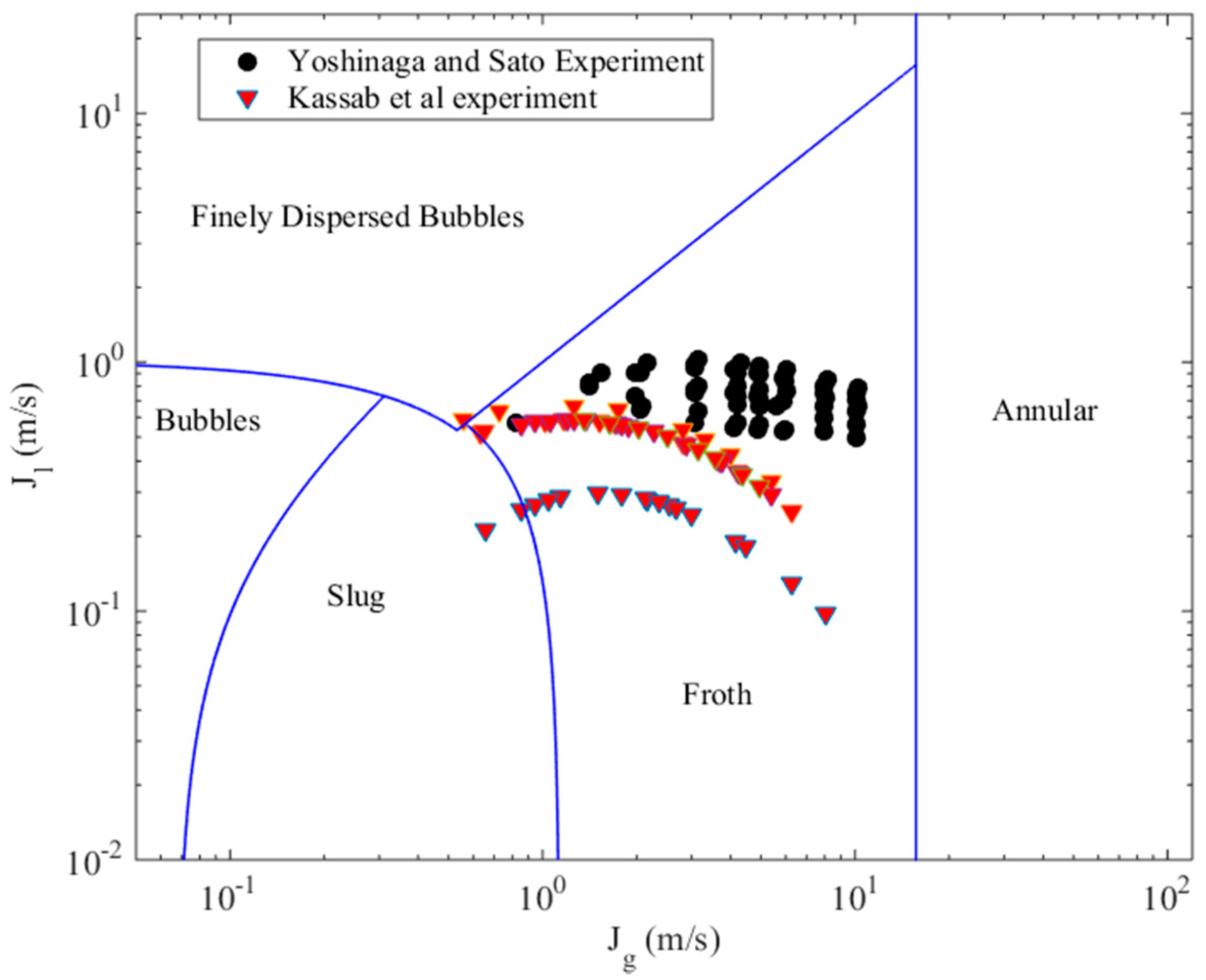
3.1.1. Model Validated by Experimental Data of Yoshinaga and Sato
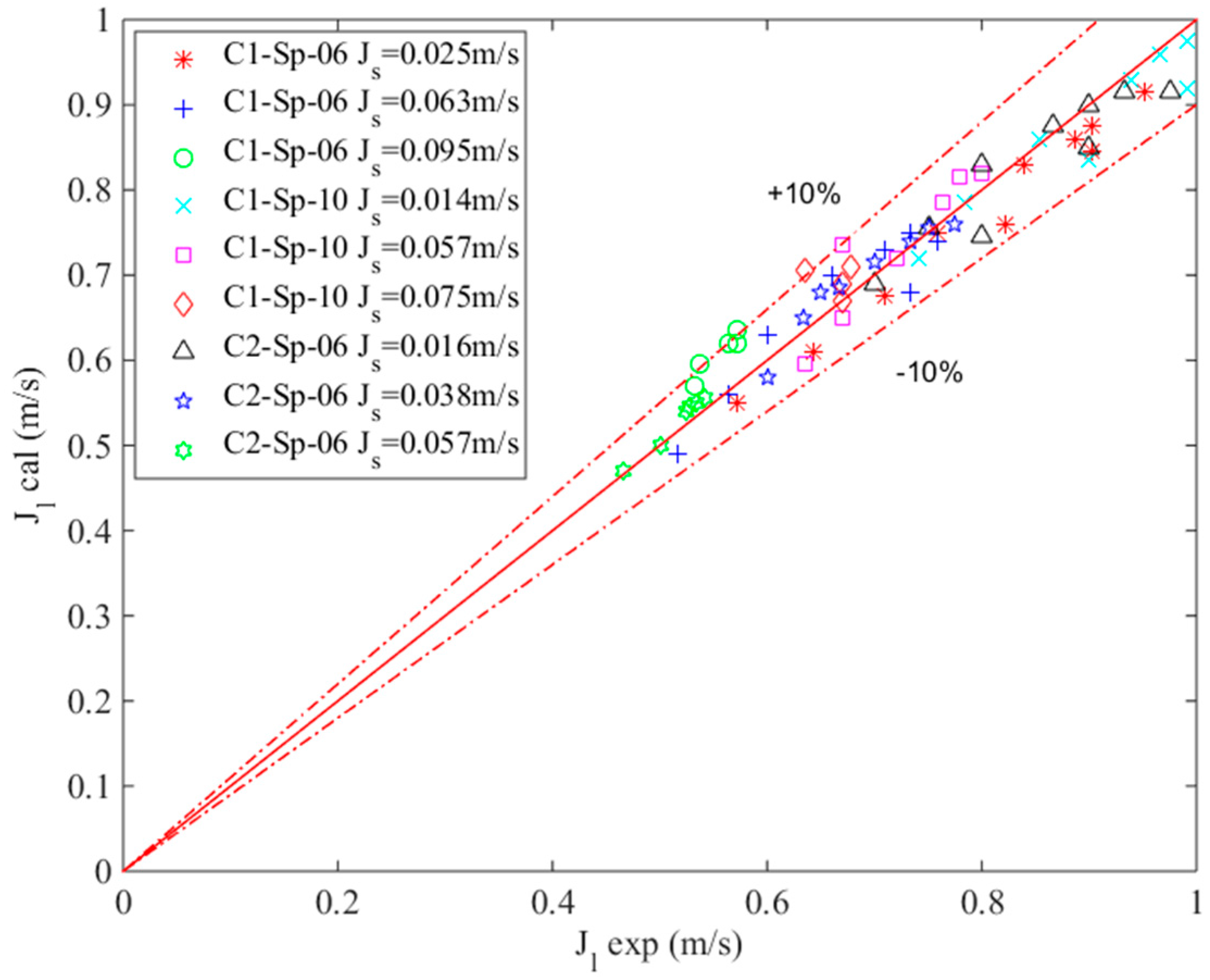
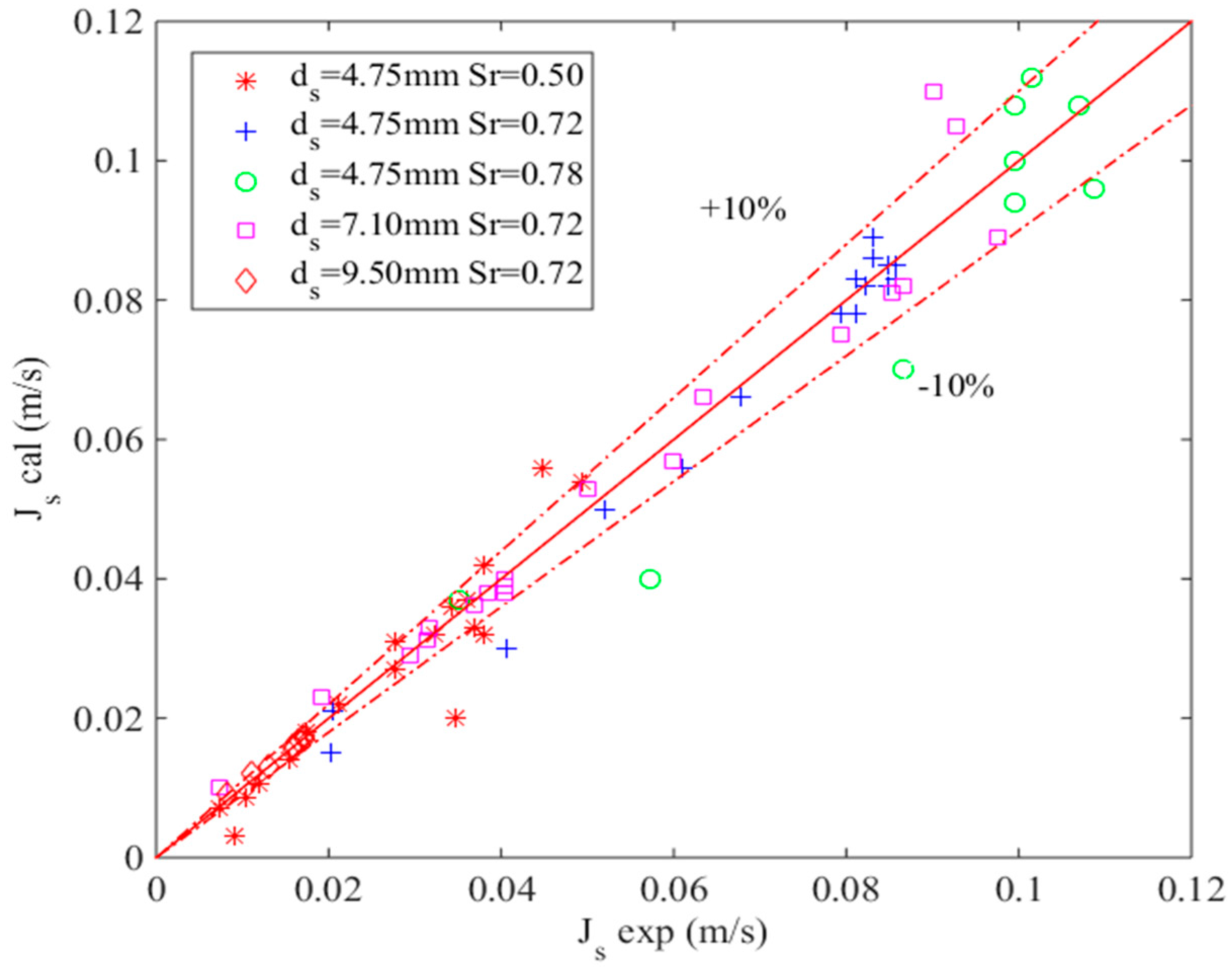
3.1.2. Model Validated by Experimental Data of Kassab et al.
3.1.3. Scale Effect
3.2. Solid Production Rate Analysis
3.3. Energy Consumption per Tonnage of Minerals Analysis
3.4. Profitability per Tonnage of Mineral Analysis
4. Conclusions
- The numerical calculation method considers the compressibility of the gas, which is caused by the large mining depth in engineering conditions, on the basis of the original models of Yoshinaga and Sato, and Kassab et al. Additionally, the numerical calculation method considers complete set of parameters, which consists of the submergence ratio, mining depth, pipe diameter, particle diameter, and gas flux rate.
- A higher submergence ratio of airlifting system in DSM projects has slightly better performances than that with a smaller one in terms of the solid production rate, energy consumption per tonnage of mineral, and the profitability per tonnage of mineral.
- Large pipe diameter can increase the solid production rate significantly; see Figure 6. Analyzing Figure 9a–d, it is notable that airlifting with a larger pipe diameter can be used for a deeper mining depth. Additionally, when airlifting approaches its maximum applicable depth, there may exist a sudden increase of energy consumption per tonnage of mineral, see Figure 9, and a sudden decrease of profitability lifting per tonnage of mineral, see Figure 12. A larger pipe diameter and gas flux rate cannot guarantee a better airlifting performance. It is because for each set of mining depth and pipe diameter, there exists an optimal set of gas flux rate and pipe diameter to obtain the maximum profitability per tonnage of mineral.
- Transporting small particles has a better performance than large particles in terms of its profitability, which is almost correct in terms of total solid production rate and energy consumption per tonnage of mineral.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Amos, A.F.; Roels, O.A. Environment aspects of manganese nodule mining. Mar. Policy 1977, 1, 156–163. [Google Scholar] [CrossRef]
- Pougatch, K.; Salcudean, M. Numerical modelling of deep sea air-lift. Ocean Eng. 2008, 35, 1173–1182. [Google Scholar] [CrossRef]
- Kassab, S.Z.; Kandil, H.A.; Warda, H.A.; Ahmed, W.H. Experimental and analytical investigations of airlift pumps operating in three-phase flow. Chem. Eng. J. 2007, 131, 273–281. [Google Scholar] [CrossRef]
- Birney, K.; Griffin, A.; Gwiazda, J.; Kefauver, J.; Nagai, T.; Varchol, D. Potential deep-sea mining of seafloor massive sulfides: A case study in Papua New Guinea. Master Thesis, Donald Bren School of Environmental Science and Management, Irvine, CA, USA, 2006. [Google Scholar]
- Hatta, N.; Fujimoto, H.; Isobe, M.; Kang, J.S. Theoretical analysis of flow characteristics of multiphase mixtures in a vertical pipe. Int. J. Multiph. Flow 1998, 24, 539–561. [Google Scholar] [CrossRef]
- Yoshinaga, T.; Sato, Y. Performance of an air-lift pump for conveying coarse particles. Int. J. Multiph. Flow 1996, 22, 223–238. [Google Scholar] [CrossRef]
- Hatta, N.; Omodaka, M.; Nakajima, F.; Takatsu, T.; Fujimoto, H.; Takuda, H. Predictable Model for Characteristics of One-Dimensional Solid-Gas-Liquid Three-Phase Mixtures Flow Along a Vertical Pipeline with an Abrupt Enlargement in Diameter. ASME J. Fluids Eng. 1999, 121, 330–342. [Google Scholar] [CrossRef]
- Margaris, D.P.; Papanikas, D.G. A generalized gas-liquid-solid three-phase flow analysis for airlift pump design. Trans. Am. Soc. Mech. Eng. J. Fluid Eng. 1997, 119, 995–1002. [Google Scholar] [CrossRef]
- Hong, S.; Choi, J.S.; Hong, S.W. Experimental study on effects of pipe inclination in airlift water pumping. In Proceedings of the Fifteenth International Offshore and Polar Engineering Conference, Seoul, Korea, 19–25 June 2005; International Society of Offshore and Polar Engineers: Mountain View, CA, USA, 2005; pp. 421–425. [Google Scholar]
- Nam-Cheol, C.; Hwang, I.J.; Chae-Moon, L.E.E.; Jung-Won, P.A.R.K. An experimental study on the airlift pump with air jet nozzle and booster pump. J. Environ. Sci. 2009, 21, S19–S23. [Google Scholar]
- Fan, W.; Chen, J.; Pan, Y.; Huang, H.; Chen, C.T.A.; Chen, Y. Experimental study on the performance of an air-lift pump for artificial upwelling. Ocean Eng. 2013, 59, 47–57. [Google Scholar] [CrossRef]
- Ma, W.; Schott, D.; Lodewijks, G. Continuous line bucket lifting versus pipe lifting. J. Offshore Mech. Arct. Eng. 2017, 139, 051704. [Google Scholar] [CrossRef]
- Dedegil, M.Y. Principles of Air-Lift Techniques. In Encyclopedia Fluid Mechanics; Gulf: Houston, TX, USA, 1987; Chapter 12; p. 4. [Google Scholar]
- Sato, Y.; Yoshinaga, T.; Sadatomi, M. Data and empirical correlation for the mean velocity of coarse particles in a vertical three-phase air-wate~solid particle flow. In Proceedings of the International Conference on Multiphase Flows ’91-Tsukuba, Tsukuba, Japan, 24–27 September 1991; Volume 1, pp. 363–366. [Google Scholar]
- Schulte, S.A. Vertical Transport Methods in Deep Sea Mining; Delft University of Technology: Delft, The Netherlands, 2013; Chapter 4; pp. 96–110. [Google Scholar]
- Reinemann, D.J. A Theoretical and Experimental Study of Airlift Pumping and Aeration with Reference to Aquacultural Applications. Ph.D. Thesis, Cornell University, Ithaca, NY, USA, 1987. [Google Scholar]
- Sharma, R. Deep-sea mining: Economic, technical, technological, and environmental considerations for sustainable development. Mar. Technol. Soc. J. 2011, 45, 28–41. [Google Scholar] [CrossRef]
- Norgate, T.E.; Jahanshahi, S.; Rankin, W.J. Assessing the environmental impact of metal production processes. J. Clean. Prod. 2007, 15, 838–848. [Google Scholar] [CrossRef]
- Stenning, A.H.; Martin, C.B. An analytical and experimental study of air-lift pump performance. J. Eng. Power 1968, 90, 106–110. [Google Scholar] [CrossRef]
- Griffith, P. The Prediction of Low-Quality Boiling Voids. J. Heat Transf. 1964, 86, 327–333. [Google Scholar] [CrossRef]
- Navarro, A.; Begovich, O.; Besançon, G.; Dulhoste, J.F. Real-time leak isolation based on state estimation in a plastic pipeline. Asian J. Control 2017, 19, 255–265. [Google Scholar] [CrossRef]
- Heller, V. Scale effects in physical hydraulic engineering models. J. Hydraulic Res. 2011, 49, 293–306. [Google Scholar] [CrossRef]
- Hoagland, P.; Beaulieu, S.; Tivey, M.A.; Eggert, R.G.; German, C.; Glowka, L.; Lin, J. Deep-sea mining of seafloor massive sulfides. Mar. Policy 2010, 34, 728–732. [Google Scholar] [CrossRef]
- Taitel, Y.; Bornea, D.; Dukler, A.E. Modelling flow pattern transitions for steady upward gas-liquid flow in vertical tubes. AIChE J. 1980, 26, 345–354. [Google Scholar] [CrossRef]
- Doyle, R.L.; Halkyard, J.E. Large scale airlift experiments for application to deep ocean mining. In Proceedings of the 26th International Conference on Offshore Mechanics and Arctic Engineering, San Diego, CA, USA, 10–15 June 2007; American Society of Mechanical Engineers: New York, NY, USA, 2007; pp. 27–36. [Google Scholar]
- Kato, H.; Miyazawa, T.; Timaya, S.; Iwasaki, T. A studyof an air-lift pump for solid particles and its application to marine engineering. JSME 1975, 18, 286–294. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | (-) | (mm) | (m) | (m/s) | H (m) |
|---|---|---|---|---|---|
| Range | 0.985–1.000 | 1.0–50.0 | 0.25–0.40 | 30–180 | 500–6000 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, W.; Van Rhee, C.; Schott, D. Technological and Profitable Analysis of Airlifting in Deep Sea Mining Systems. Minerals 2017, 7, 143. https://doi.org/10.3390/min7080143
Ma W, Van Rhee C, Schott D. Technological and Profitable Analysis of Airlifting in Deep Sea Mining Systems. Minerals. 2017; 7(8):143. https://doi.org/10.3390/min7080143
Chicago/Turabian StyleMa, Wenbin, Cees Van Rhee, and Dingena Schott. 2017. "Technological and Profitable Analysis of Airlifting in Deep Sea Mining Systems" Minerals 7, no. 8: 143. https://doi.org/10.3390/min7080143
APA StyleMa, W., Van Rhee, C., & Schott, D. (2017). Technological and Profitable Analysis of Airlifting in Deep Sea Mining Systems. Minerals, 7(8), 143. https://doi.org/10.3390/min7080143