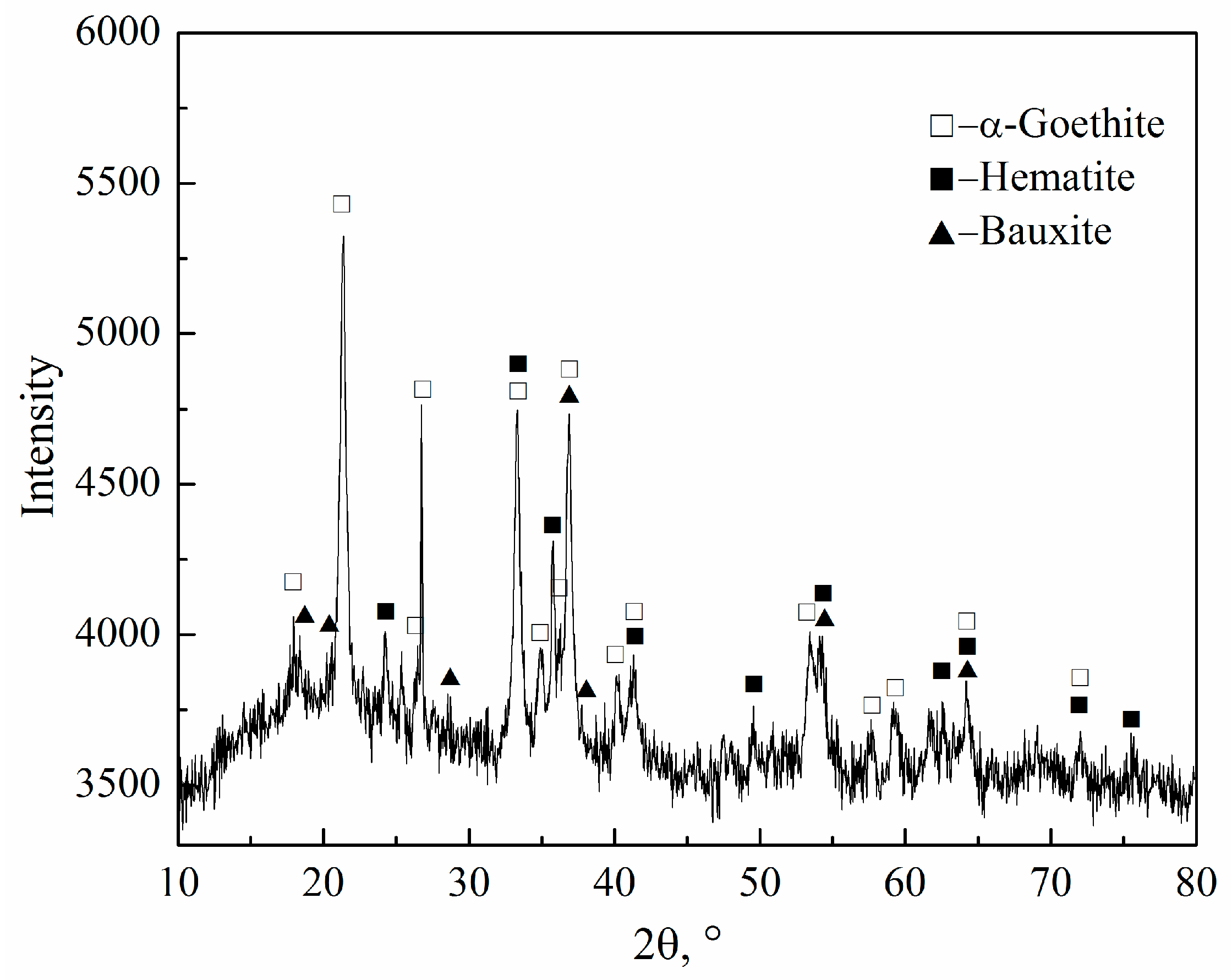
3.1. Pre-Reduction of Iron Oxides in Red Mud
Figure 4 presents the XRD pattern of the red mud. The XRD analysis result indicated that the red mud phase is mainly composed of α-goethite (α-FeO(OH)), hematite (Fe
2O
3) and bauxite (Al
2O
3·
xH
2O). In addition, high amounts of non-crystalline minerals existed.
The reduction roasting of iron oxides in red mud follows a stepwise principle. As it could be observed from Equations (1)–(4), the iron oxides could be converted into metallic iron, according to the sequence of Fe
2O
3→Fe
3O
4→FeO→Fe. Subsequently, the metallic iron could be converted into Fe
3C through a further carburizing reaction.
When the Boudouard reaction, as presented in Equation (5), occurs intensively, the reductant that is in direct contacts with the iron oxide changes to CO [
19]. When the temperature is below 570 °C, the FeO has a decomposition reaction as presented in Equation (6). Therefore, the CO reduction sequence for iron oxides is Fe
2O
3 → Fe
3O
4 → FeO → Fe at temperatures above 570 °C as shown in Equations (7)–(9), while the sequence changes to Fe
2O
3 → Fe
3O
4 → Fe when the temperature is below 570 °C as shown in Equations (7) and (10).
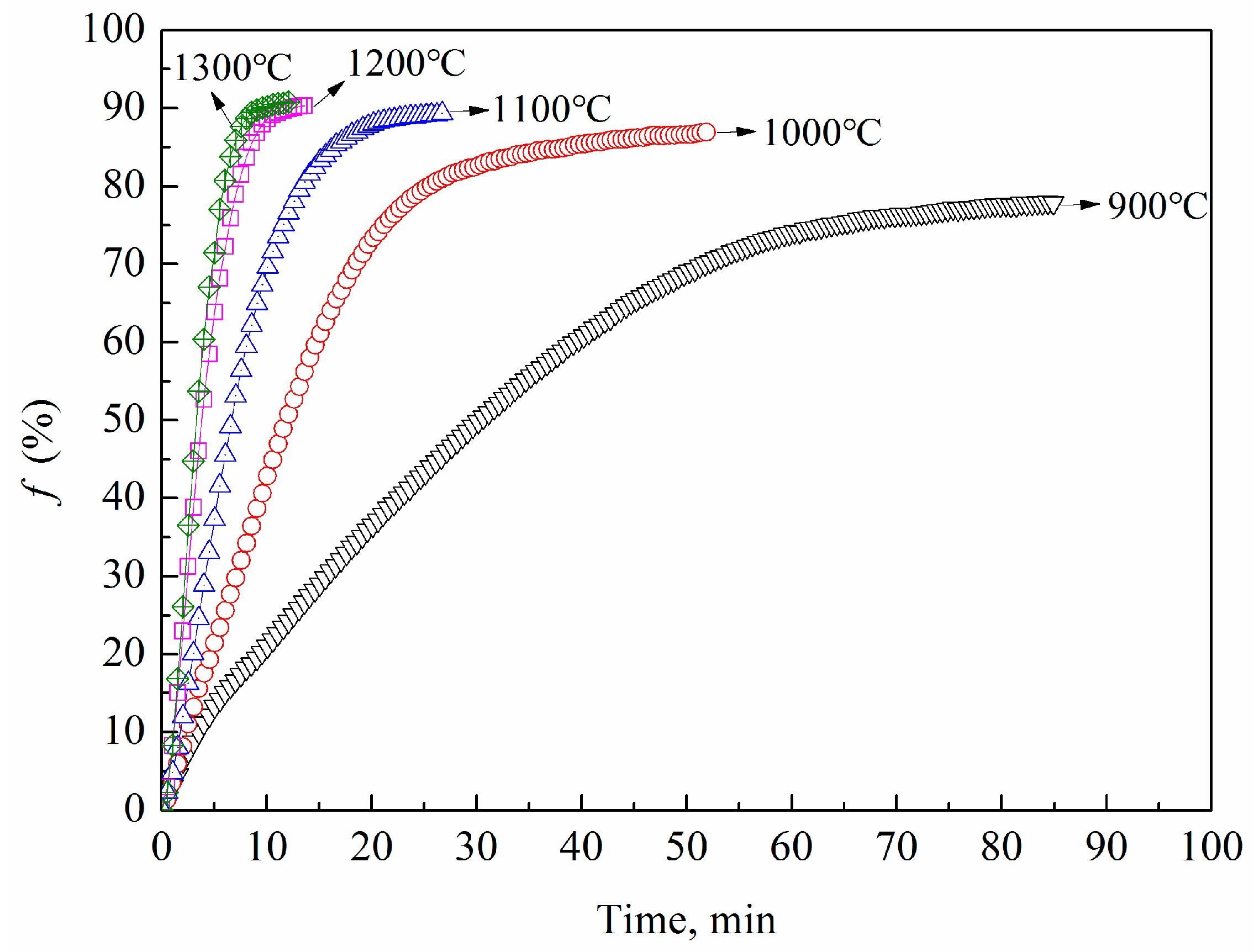
Based on the weight-loss method, the reaction fraction,
f, which represent the reduction degree of iron oxides can be calculated using Equation (11) [
20]. The relationship between the reduction degree and time during the roasting of carbon-bearing red mud pellets was measured through thermogravimetry experiment and is presented in
Figure 5. It could be observed from
Figure 5 that the effect of temperature on reduction was significant. The reduction extent increased as both the temperature and reaction time increased. Also, the reduction was accelerated as the temperature increased.
where
f is the reaction fraction, Δ
Wt is the weight loss at the time of
t (g), Δ
Wmax is the maximum theoretical reduction weight loss (g),
W0 is the initial weight of the pellets (g),
Wt is the weight of the pellets at the time of
t (g),
WO is the oxygen weight of the iron oxides in the pellets (g),
MCO is the molar mass of the carbon monoxide (g·mol
−1),
MO is the molar mass of the oxygen (g·mol
−1).
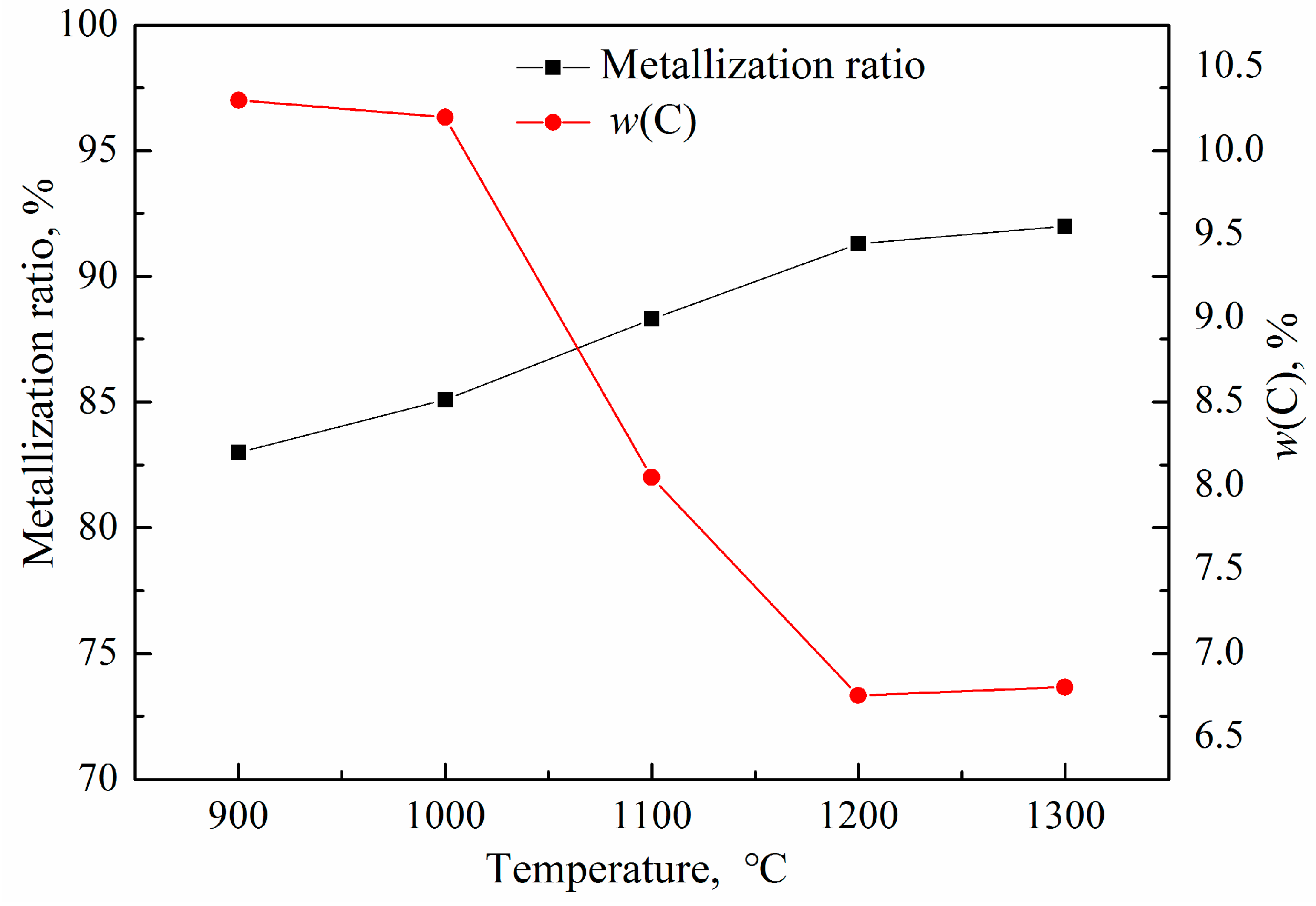
The effects of roasting temperature on the metallization ratio of pellets and the residual carbon content in pellets are presented in
Figure 6. In the temperature range of 900–1200 °C, as the roasting temperature increased, the metallization ratio of the pellets increased. The main reason was that the reduction reaction of iron oxides was an endothermic reaction. Consequently, the higher temperature shifted the reaction to its positive direction. In addition, the temperature increase could promote the gasification reaction of carbon (Boudouard reaction) and the aggregation of metallic iron. If the temperature increased beyond 1200 °C, the metallization ratio of pellets did not apparently vary and it increased by only 0.7%. The reason was that, under high temperature, the FeO reduced from the iron oxides in the red mud was easy to react with SiO
2, consequently forming fayalite (2FeO·SiO
2). The reactions are presented as Equations (12). The fayalite exhibited a liquid phase under high temperature due to its melting point of 1205 °C and the liquid phase trapped portions of red mud and carbon particles. The entrapment prevented the contact between the solid phases or the contact between the gas and solid phases, leading to lower surface area of contact, which resulted in a barrier formation, inhibiting the metallization ratio increase. In addition, the liquid phase filled the pores inside the pellets and increased the diffusion resistance for both CO and CO
2, which deteriorated the kinetic conditions of reduction.
With regards to the aforementioned analysis, the optimal temperature range for reduction roasting was 1100–1200 °C. After reduction for 12–20 min under these temperatures, the metallization ratio of carbon-bearing red mud pellets could reach up to 88%, demonstrating a good reduction.
3.2. Smelting Separation and Final Reduction Following Composition Adjustment
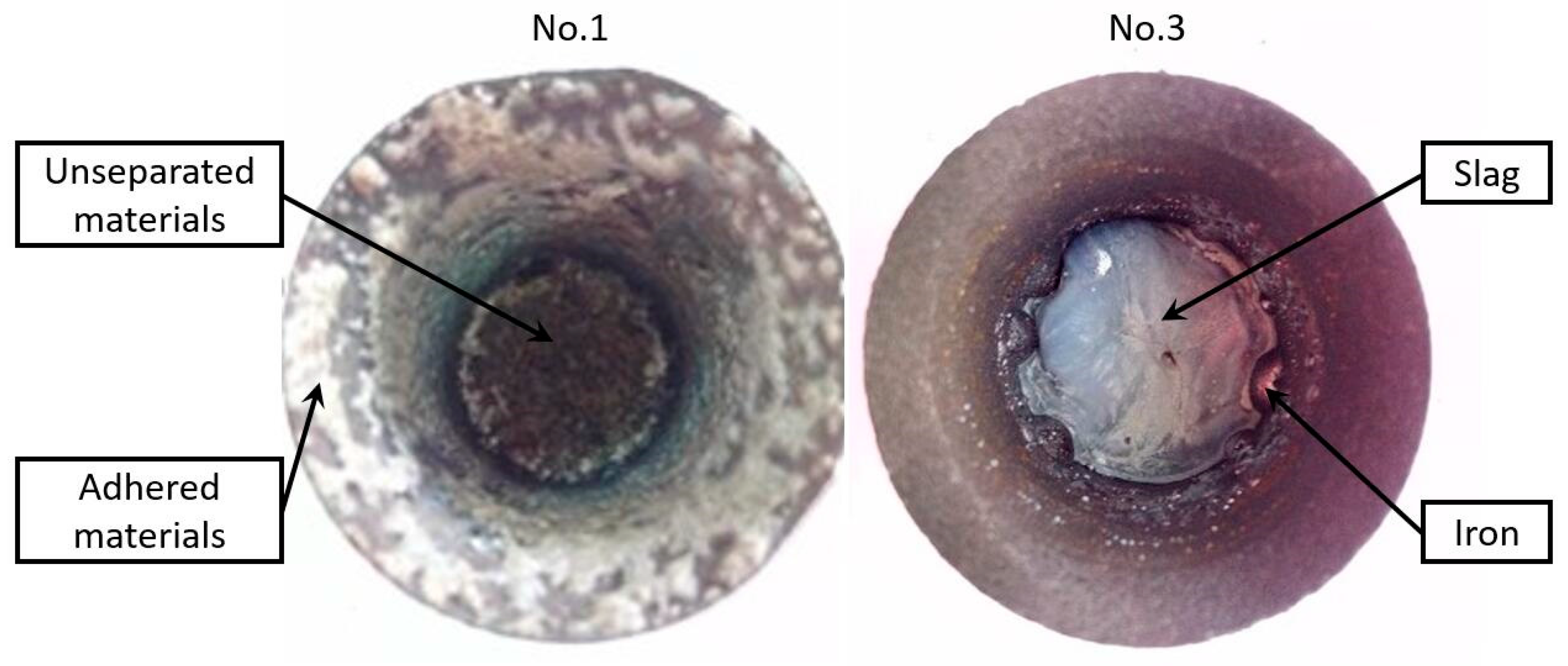
Figure 7 presents the materials inside the crucible after high-temperature smelting separation. The No. 1 experimental sample did not achieve the separation of slag and iron and a high amount of slag particles were adhered on the crucible wall. The morphology indicated that a severe foaming phenomenon of slag occurred at 1550 °C and a portion of slag was spilt over the crucible, along with particles of metallic iron. As presented in the No. 3 experimental sample morphology, the milky white material was slag and the iron droplets settled down and aggregated into iron beads, indicating a better separation of slag and iron. Following smelting separation, the phase composition of iron is presented in
Table 4. According to the Chinese National Standard of GB/T717-1998, the composition of pig iron was in agreement with the “L04” level, consequently belonging to the high-quality raw material for steel making.
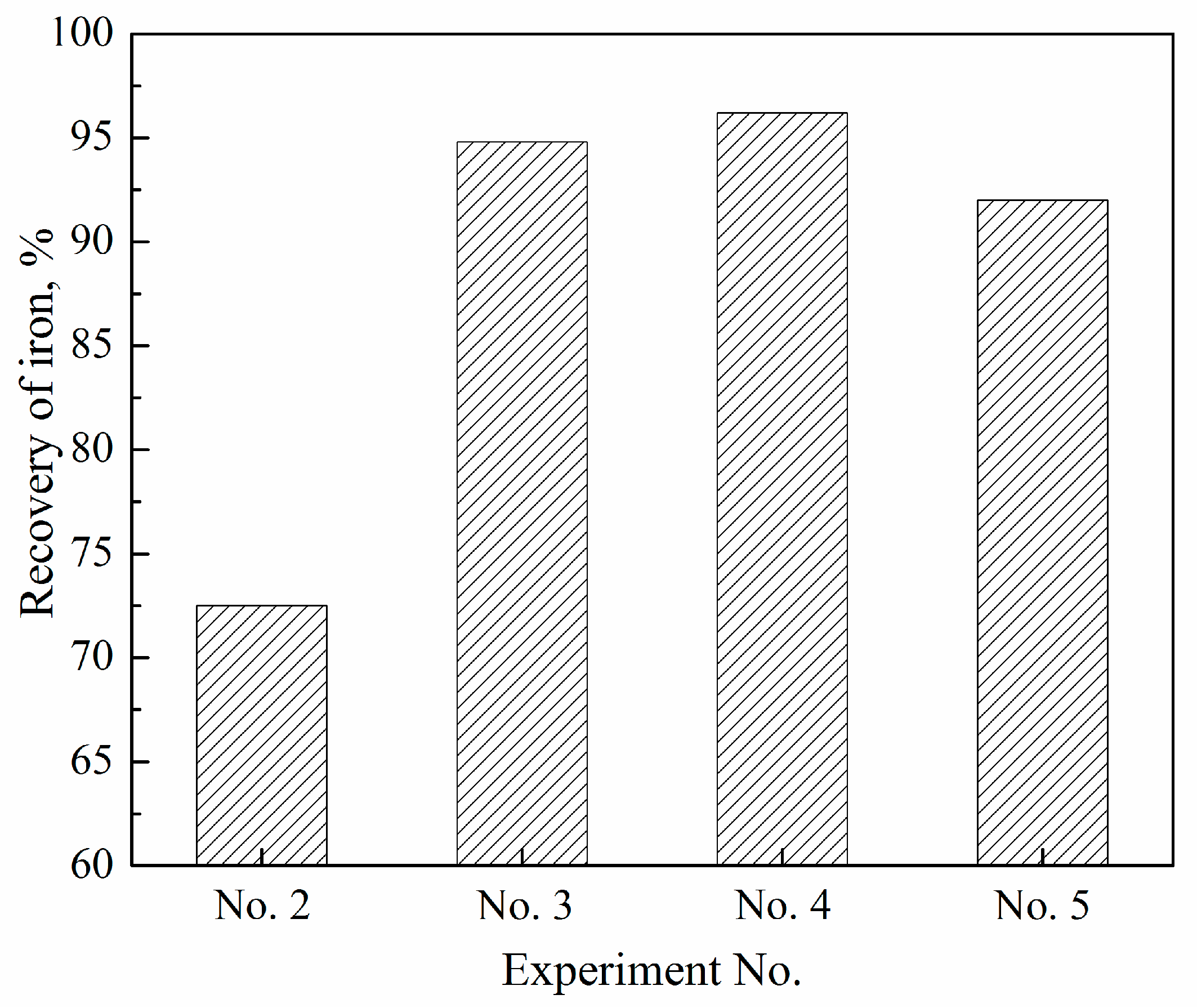
Figure 8 presents the recovery of iron in the metallic phase during the smelting separation of No. 2–No. 5 samples. Except the lower iron recovery (72.5%) of No. 2 sample, all the recoveries of No. 3, No. 4 and No. 5 samples were beyond 92%.
The smelting separation of metallized pellets included two basic physical processes: the smelting of metallized pellets and the slag-metal interface formation. The final reduction of iron oxides accompanied these two physical processes. Consequently, the entire smelting separation could be described as follows:
- (a)
Metallized pellets began to smelt when the melting temperature was reached;
- (b)
As the temperature increased further, the crystalline grains of metallic iron aggregated and grew. The iron began to settle down at the bottom of the graphite crucible, forming liquid iron and becoming separated from the slag, indicating the slag-metal interface formation.
- (c)
The residual iron oxides in the slag at the slag-metal interface could have interfacial chemical reactions with [C] in the liquid iron. The generated gas could float inside the smelting-separation slag and discharge the slag. The newly-formed droplets of liquid iron settled down underneath the slag-metal interface.
The composition of smelting-separation slag is presented in
Table 5. It could be observed from the composition that the contents of T.Fe in the smelting-separation slag were below 0.5%, indicating the good reduction and separation performance for slag and iron. Also, the phosphorus and sulfur contents in the slag were low.
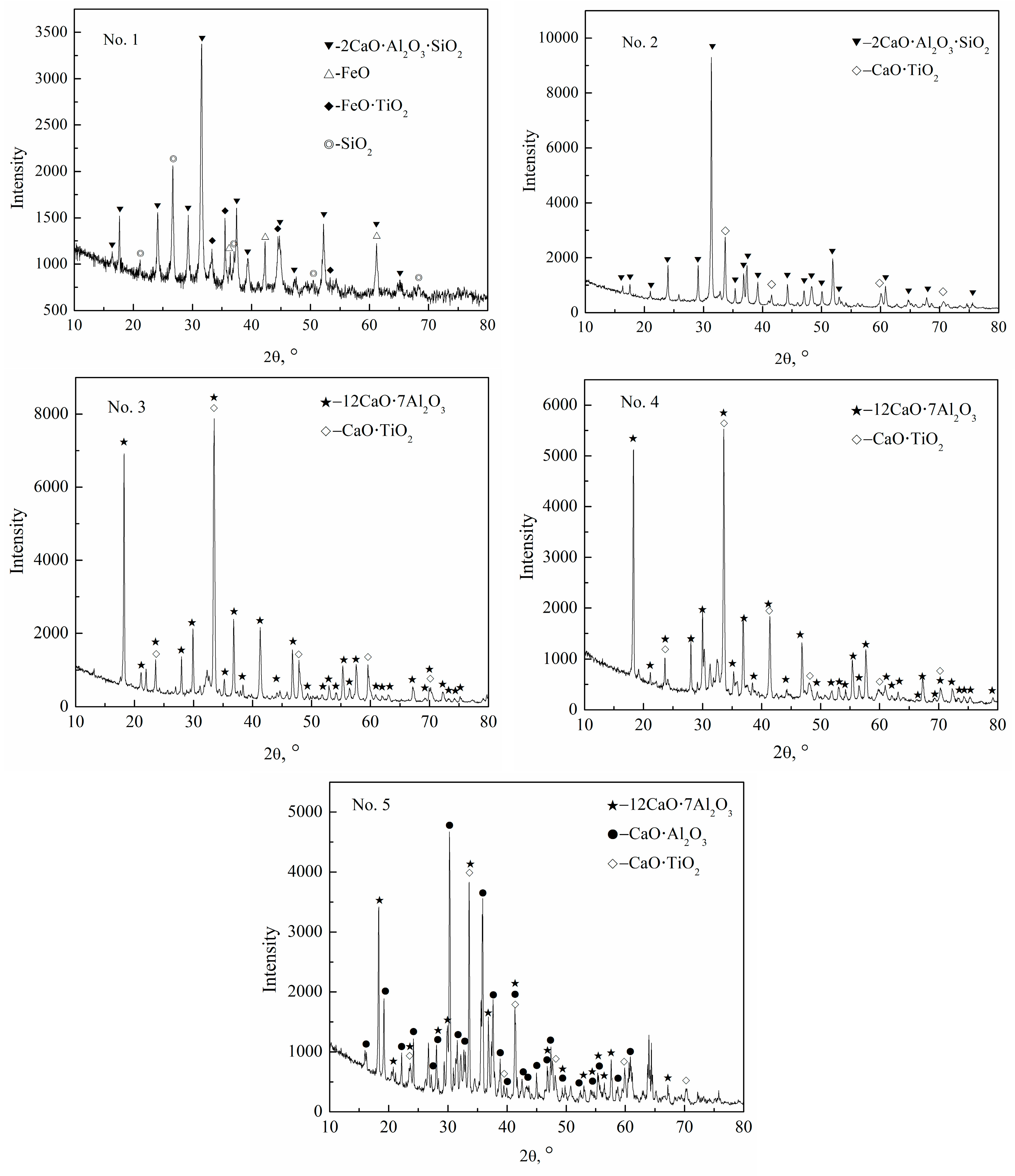
Figure 9 presents the XRD analysis results of the smelting-separation slag. The XRD analysis results demonstrated that the main phase in the No. 1 experimental slag was 2CaO·Al
2O
3·SiO
2, along with the incompletely reduced FeO and ilmenite, formed by the reaction between FeO and TiO
2. In the No. 2 experimental slag, the FeO and FeO·TiO
2 disappeared and the main phases were two phases with high melting points: 2CaO·Al
2O
3·SiO
2 and CaO·TiO
2. The main phases in the No. 3 and No. 4 experimental slags were 12CaO·7Al
2O
3 and CaO·TiO
2, while the former 12CaO·7Al
2O
3 with a low melting temperature was dominant. Besides the 12CaO·7Al
2O
3 and CaO·TiO
2 phases existence, the CaO·Al
2O
3 phase with a relatively higher melting point existed.
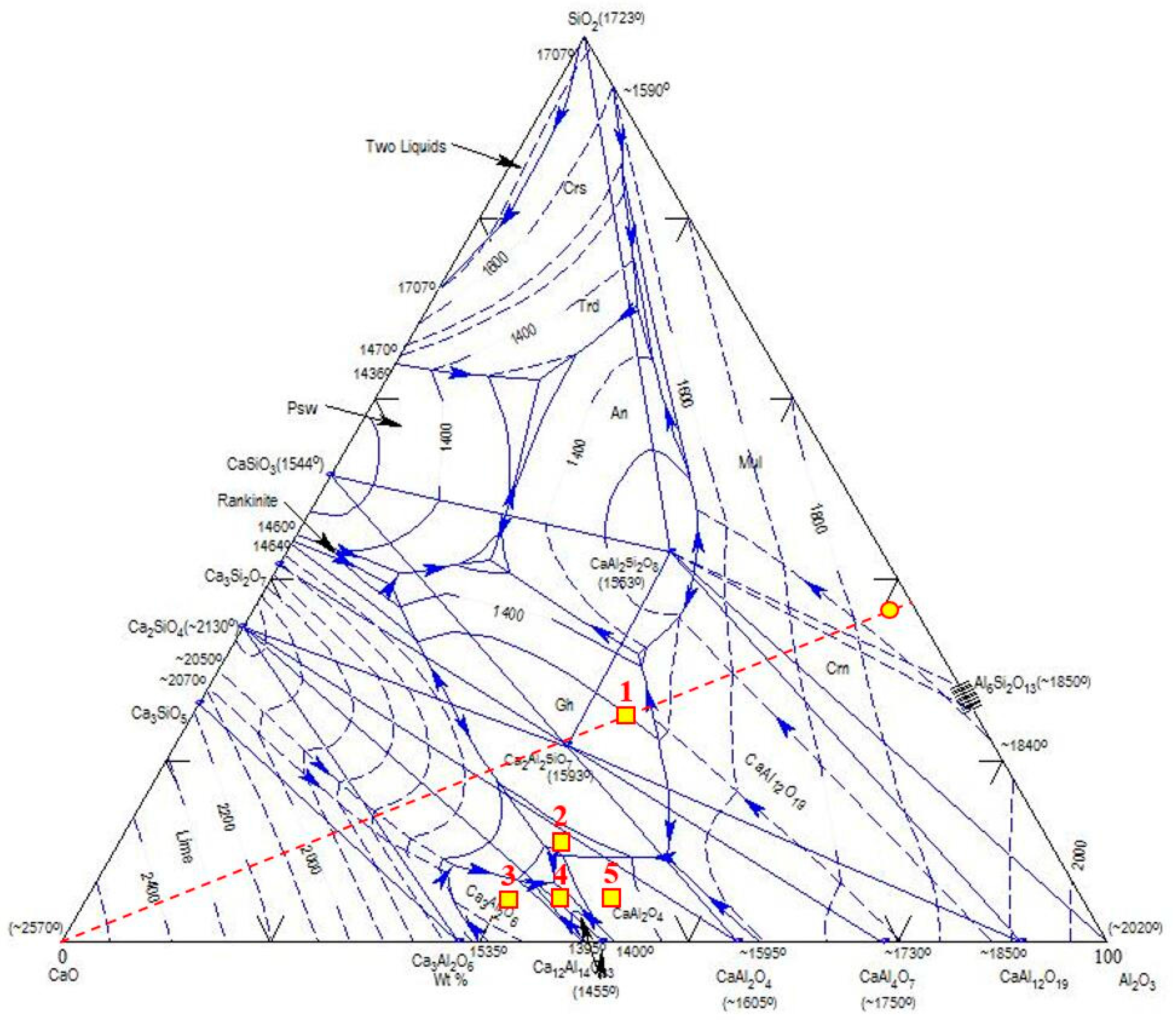
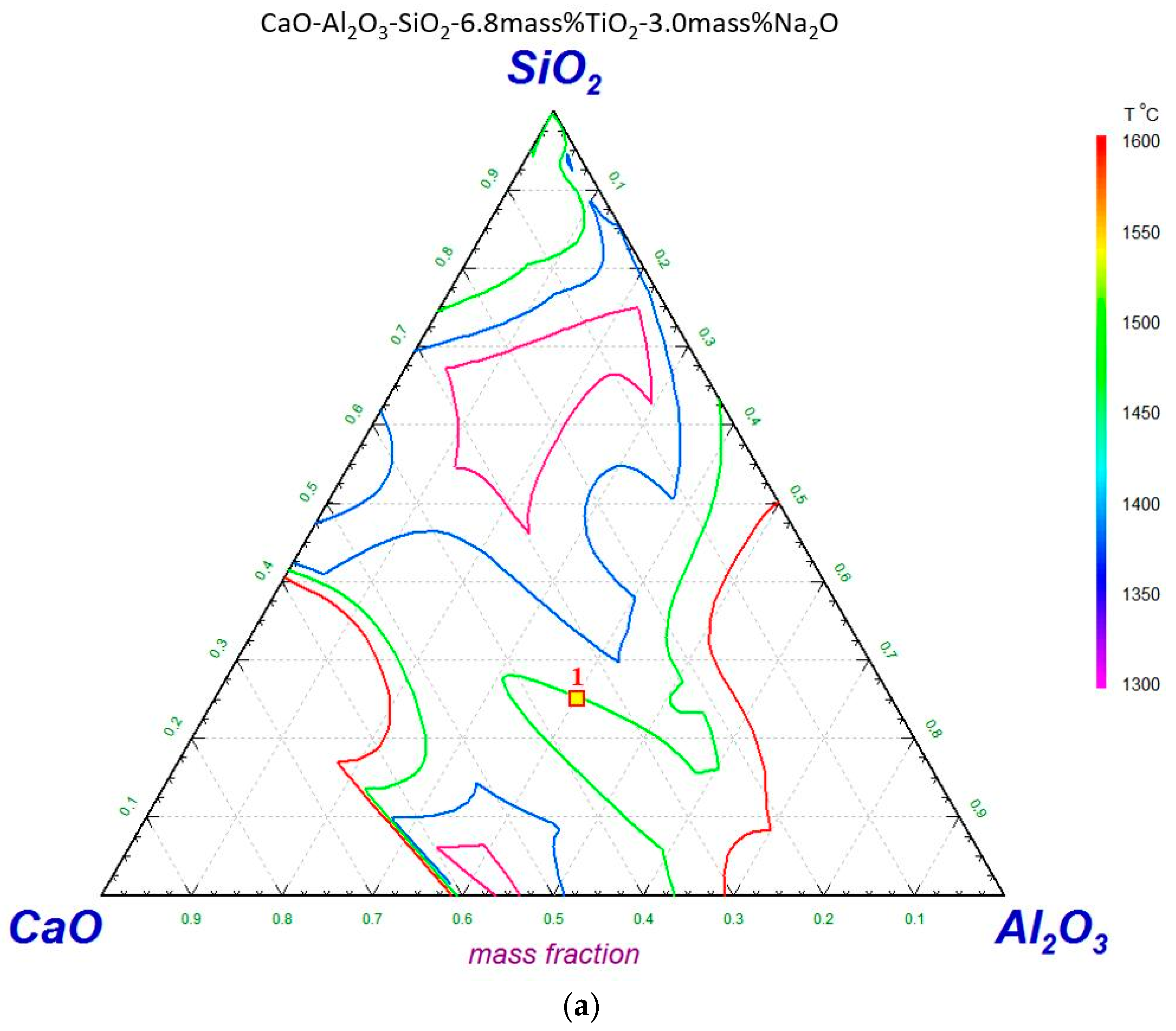
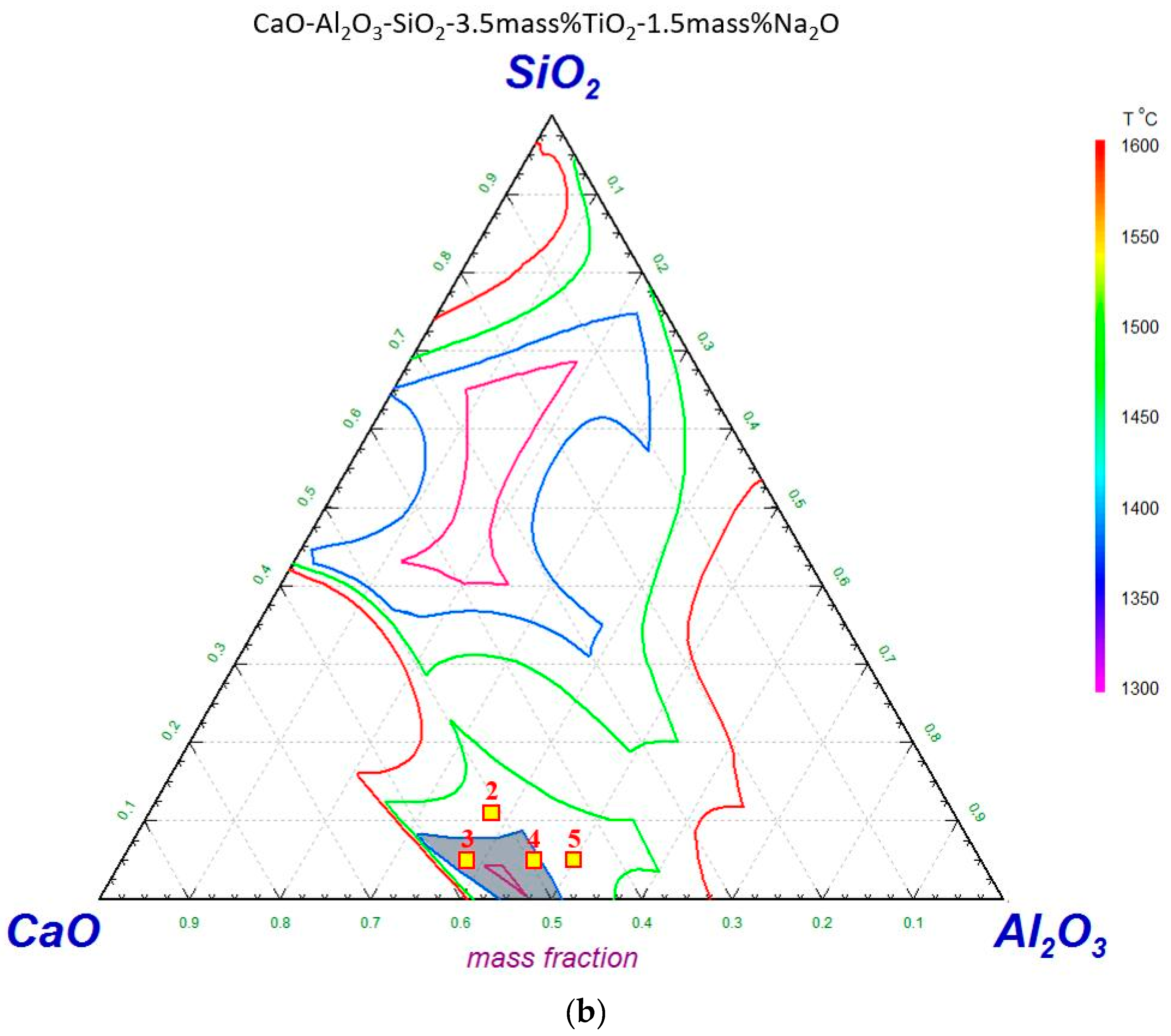
Figure 10 presents the isothermal liquidus curves of the CaO-Al
2O
3-SiO
2-6.8 mass% TiO
2-3.0 mass% Na
2O slag system and CaO-Al
2O
3-SiO
2-3.5 mass% TiO
2-1.5 mass% Na
2O slag system. These isothermal liquidus curves were calculated with the FactSage software (version 7.1) [
21]. It could be observed from
Figure 10 that the No. 1 experimental slag melting point was approximately 1500 °C and the experimental temperature was 1550 °C. Therefore, the degree of superheat was only 50 °C. The lower degree of superheat resulted in higher viscosity and poorer fluidity of the slag, which was unfavorable to the smelting reduction reaction as well as to the separation of slag and iron, consequently leading to unreduced FeO and FeO·TiO
2 existing in the slag as shown in
Figure 9. The presence of 2CaO·Al
2O
3·SiO
2 in the No. 2 experimental slag and CaO·Al
2O
3 in No. 5 experimental slag led to the higher melting points (1400–1500 °C) compared to the No. 3 and No. 4 experimental slags (1300–1400 °C). Correspondingly, the iron recovery of the No. 2 and No. 5 experimental systems was also lower compared to the No. 3 and No. 4 experimental systems. The results indicated that the melting point of the slag system directly affected the separation effect between the slag and the iron. In the gray areas of
Figure 10, the melting points of the slag systems were below 1400 °C. It could be inferred that a better separation effect between slag and iron could be achieved through the smelting-separation slag composition adjustment within the dark area.
3.3. Sulfur Capacity of Smelting-Separation Slag
In the following section, the desulfurization performance of smelting-separation slag was evaluated through the sulfur capacity (CS) calculation.
Duffy et al. proposed the equation for the mean optical basicity calculation of a multi-component slag, as presented in Equations (13) and (14) [
22].
where
is the mean optical basicity of the slag;
is the optical basicity of component
i,
i represents the component in the slag;
is the molar fraction of oxygen ion of component
i in the slag;
is the molar number of oxygen ion in component
i;
is the molar fraction of component
i in the slag.
Table 6 presents the optical basicity of oxides in red mud. The desulfurization capability of slag is related to its optical basicity. The mean optical basicity of the smelting-separation slag was calculated through Equations (13) and (14), while the results are presented in
Table 7.
According to the data calculation results listed in
Table 7, the optical basicity range of the smelting-separation slag was 0.73–0.78. When
< 0.8, the relationship between
CS and
can be presented in Equation (15) [
23].
where
T is the temperature, K; (%SiO
2) is the mass fraction of SiO
2 in the slag, %; (Al
2O
3) is the mass fraction of Al
2O
3 in the slag, %.
With the liquid steel composition consideration, as listed in
Table 8, as the representative of molten steel, the sulfur ratio (
LS) between slag and molten steel at 1600 °C was calculated based on Equation (16) [
24].
where
T is the temperature, K;
is the mass fraction of sulfur in the slag, %;
is the mass fraction of sulfur in the molten steel, %;
is the activity coefficient of sulfur in the molten steel;
is the activity of oxygen in the molten steel.
The activity interaction coefficients of the elements in the molten steel were calculated through the Wagner equation, as presented in Equation (17) and the activities of the elements in the molten steel were calculated through Equation (18). The activity interaction coefficients between sulfur or aluminum and other elements in molten steel are listed in
Table 9.
where
fi is the activity coefficient of element
i in the molten steel,
i represents the dissolved element in the molten steel;
represents the interaction coefficient of
j to
i;
is the mass fraction of element
j in the molten steel, %;
is the activity of element
i in the molten steel.
The
was calculated through the reaction between dissolved aluminum and oxygen in molten steel shown as Equation (19).
where
is the standard Gibbs free energy change of Equation (19);
is the actual Gibbs free energy change of Equation (19);
T is the thermodynamic temperature, K; R is the universal gas constant;
K is the equilibrium constant, which can be expressed in Equation (22) when
is zero.
where
is the activity of Al
2O
3 in the slag;
is the activity of dissolved aluminum in the molten steel, which was calculated through Equations (17) and (18). At 1600 °C, the activity of Al
2O
3 in the slag can be expressed through Equation (23) [
25].
where (%CaO) is the mass fraction of CaO in the slag, %; (%MgO) is the mass fraction of MgO in the slag, %; (%SiO
2) is the mass fraction of SiO
2 in the slag, %; (%Al
2O
3) is the mass fraction of Al
2O
3 in the slag, %.
Finally,
was calculated through Equation (22) and then substituted into Equation (16). The sulfur capacity of smelting-separation slag (
CS) and the equilibrium distribution ratio (
LS) of sulfur between slag and molten steel at 1600 °C can be obtained. The calculated results are presented in
Table 10.
The calculation results in
Table 10 indicated that the lg
CS range of smelting-separation slag was −2.71 to −2.21. It was reported that the lg
CS range of the CaO-SiO
2-CaF
2 slag system was −4.0 to −2.0 and the lg
CS range of the CaO-Al
2O
3-SiO
2-CaF
2 slag system was −3.5 to −2.5 [
26]. The above-mentioned two slag systems are the classic desulfurization flux used in the refining process of steel making. The comparison indicated that the smelting-separation slag had a higher sulfur capacity than the classic desulfurization flux. By comparing the calculation results listed in
Table 10, the No. 3 and No. 4 experimental slags had higher sulfur capacities, with the corresponding distribution ratios of sulfur between slag and iron reaching up to 1086.27 and 372.81, which are sufficient for desulfurization of steel making, respectively.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}