A Novel Method for Improving Low-Temperature Flotation Performance of Nonpolar Oil in the Molybdenite Flotation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Grinding and Flotation of Mo Ore
2.3. Magnetizing Treatment of Kerosene
2.4. Surface Tension Measurements
3. Results and Discussion
3.1. The Influence of Magnetizing Treatment on the Optimized Dosage of Kerosene
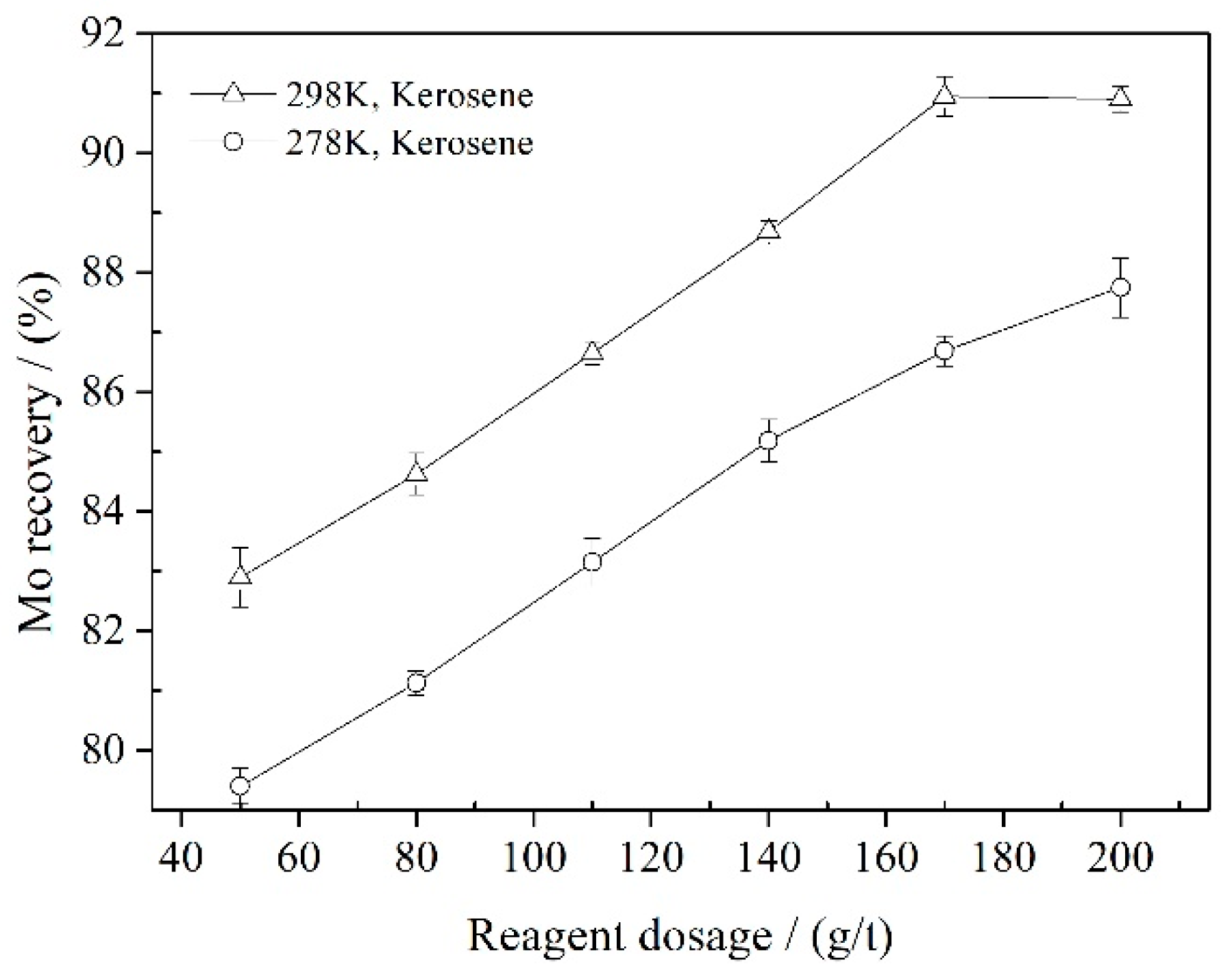
3.2. The Influence of Low-Temperature Pulp on the Flotation Performance of Kerosene/MK
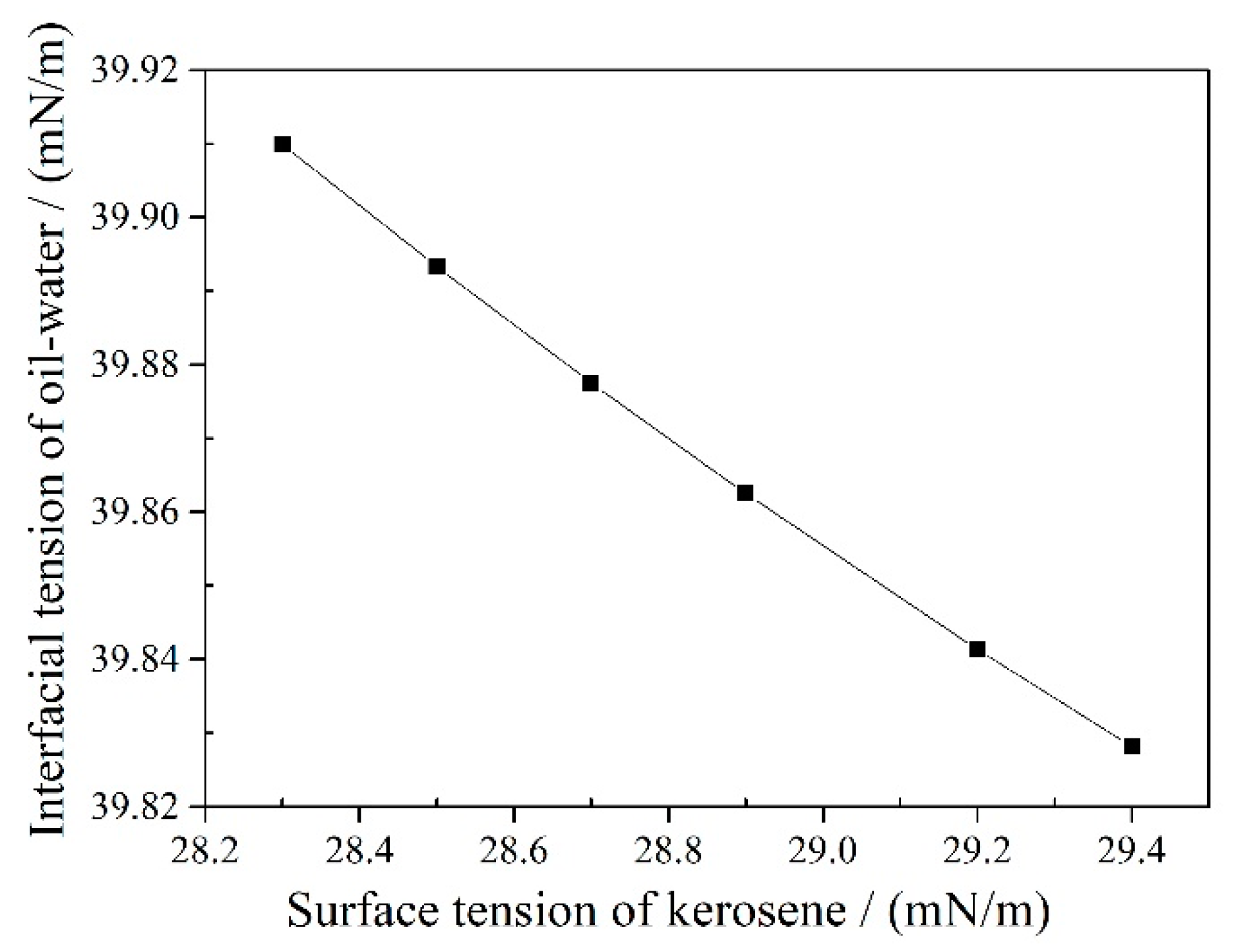
3.3. The Mechanism Analysis of Improving Flotation Performance of Kerosene by Magnetizing Treatment
3.4. Economic Estimate
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, T.S.; Wan, H.; Song, N.P.; Guo, L. The influence of composition of nonpolar oil on flotation of molybdenite. Miner. Eng. 2011, 24, 1513–1516. [Google Scholar] [CrossRef]
- He, T.S.; Li, H.; Jin, J.P.; Peng, Y.J.; Wang, Y.B.; Wan, H. Improving fine molybdenite flotation using a combination of aliphatic hydrocarbon oil and polycyclic aromatic hydrocarbon. Results Phys. 2019, 12, 1050–1055. [Google Scholar] [CrossRef]
- Malhotra, D.; Rowe, R.M.; Bhasin, A.K. Evaluation of collectors for molybdenite flotation. Min. Metall. Explor. 1986, 3, 184–186. [Google Scholar] [CrossRef]
- Ornelas Tabares, J.; Madrid Ortega, I.; Reyes Bahena, J.L.; Sánchez López, A.A.; Valdez Pérez, D.; LópezValdivieso, A. Surface properties and floatability of molybdenite. In Proceedings of the 2006 China-Mexico Workshop on Minerals Particle Technology, San Luis Potosí, Mexico, 5–7 December 2006; pp. 115–124. [Google Scholar]
- Hoover, R.; Malhotra, D. Emulsion flotation of molybdenite. In Flotation; Gaudin Memorial, A.M., Ed.; American Institute of Mining, Metallurgical, and Petroleum Engineers: New York, NY, USA, 1976; Volume 1, pp. 485–503. [Google Scholar]
- Wan, H.; Yang, W.; He, T.S.; Yang, J.B.; Guo, L.; Peng, Y.J. The influence of Ca2+ and pH on the interaction between PAHs and molybdenite edges. Minerals 2017, 7, 104. [Google Scholar] [CrossRef]
- Zhou, L. Molybdenite Flotation. Master’s Thesis, Ian Wark Research Institute and University of South Australia, Mawson Lakes, Australia, May 2010; p. 14. [Google Scholar]
- Smit, F.J.; Bhasin, A.K. Relationship of petroleum hydrocarbon characteristics and molybdenite flotation. Int. J. Miner. Process. 1985, 15, 19–40. [Google Scholar] [CrossRef]
- Crozier, R.D. Flotation reagent practice in primary and by-product molybdenite recovery. Min. Mag. 1979, 140, 174–178. [Google Scholar]
- Wang, H.; Gu, G.H.; Fu, J.G.; Hao, Y. Study of the interfacial interactions in the molybdenite floatation system. J. China Univ. Min. Technol. 2008, 18, 82–87. [Google Scholar] [CrossRef]
- Song, S.X.; Lopez-Valdivieso, A.; Ding, Y.Q. Effects of nonpolar oil on hydrophobic flocculation of hematite and rhodochrosite fines. Powder Technol. 1999, 101, 73–80. [Google Scholar] [CrossRef]
- Kitamura, Y.; Huang, Q.F.; Miyachi, A.; Yoshizako, K.; Takahashi, T. Effect of temperature on interfacial tension in kerosene-surfactant-water systems. J. Colloid Interface Sci. 1992, 154, 249–254. [Google Scholar] [CrossRef]
- Bhattacharya, S.; Pascoe, R.D. Effect of temperature on coal flotation performance—A review. Miner. Process. Extr. Metall. Rev. 2005, 26, 31–61. [Google Scholar] [CrossRef]
- Konar, B.B.; Sarkar, G.G.; Chakrava, A.K. Improved coal flotation by use of diesel oil + low temperature carbonization tar fractions as collecting agents. Indian J. Technol. 1968, 6, 269. [Google Scholar]
- Zhao, M.L. Influence of temperature on flotation of molybdenite and its improvement. Met. Ore Dress. Abroad 1991, 22, 86–89. (In Chinese) [Google Scholar]
- Wei, X.; Zhao, Y.L.; Yang, J.; Ren, Y.X.; Yang, W.; Huang, X.T.; Zhang, L.J. Effect of Sodium Oleate on the Adsorption Morphology and Mechanism of Nanobubbles on the Mica Surface. Langmuir 2019, 35, 9239–9245. [Google Scholar]
- Castro, S.; Lopez-Valdivieso, A.; Laskowski, J.S. Review of the flotation of molybdenite. Part I: Surface properties and floatability. Int. J. Miner. Process. 2016, 148, 48–58. [Google Scholar] [CrossRef]
- Ronzio, R.A. The role of surfactants in the flotation of molybdenite at climax. J. Am. Oil Chem. Soc. 1970, 47, 504A. [Google Scholar] [CrossRef]
- Nishkov, I.; Beas, E.; Henriquez, C. Effect of Surfactant Oil Emulsification on the Flotation of Molybdenite for Porphyry Copper Ores. In Proceedings of the X Balkan Mineral Processing Congress, Varna, Bulgaria, 15–20 June 2003; pp. 205–211. [Google Scholar]
- Nishkov, I.; Lazarov, D.; Marinov, M.; Beas, E.; Henriquez, C. Surfactant-Hydrocarbon Oil Emulsions for Molybdenite Flotation. In Proceedings of the IV Meeting of the Southern Hemisphere on Mineral Techenology and III Latin-American Congreess on Froth Flotation, Concepción, Chile, 20–23 November 1994; pp. 319–329. [Google Scholar]
- He Tian, Z.M.; Zhang, W.Z. Study on molybdenite flotation (Ⅱ)-Study on the use of kerosene in flotation. Met. Ore Dress. Abroad 1965, 02, 1–5. (In Chinese) [Google Scholar]
- Sahinoglu, E.; Uslu, T. Use of ultrasonic emulsification in oil agglomeration for coal cleaning. Fuel 2013, 113, 719–725. [Google Scholar] [CrossRef]
- Guo, Z.G.; Wang, S.R.; Wang, X.Y. Emulsification of bio-oil heavy fraction with diesel by mechanical and ultrasonic technologies. Energy Eng. Environ. Eng. 2013, 316–317, 1133–1137. [Google Scholar] [CrossRef]
- Leong, T.S.H.; Wooster, T.J.; Kentish, S.E.; Ashokkumar, M. Minimising oil droplet size using ultrasonic emulsification. Ultrason. Sonochem. 2009, 16, 721–727. [Google Scholar] [CrossRef] [Green Version]
- Good, R.J.; Elbing, E. Generalization of Theory for Estimation of Interfacial Energies. Ind. Eng. Chem. 1970, 62, 54–78. [Google Scholar] [CrossRef]
- Thareja, P.; Velankar, S.S. Interfacial activity of particles at PI/PDMS and PI/PIB interfaces: Analysis based on Girifalco–Good theory. Colloid Polym. Sci. 2008, 286, 1257–1264. [Google Scholar] [CrossRef]
- Buloua, J.; Raynala, J.M.; Vial, J. An interfacial tension treatment with an improved good—Girifalco equation using solubility parameters. J. Colloid Interface Sci. 1984, 98, 168–174. [Google Scholar]
- Liang, P.Z.; Huang, W.L.; Li, L.F.; Yin, W.Y.; Zhang, B.L. Preliminary research about influence of magnetizing treatment of kerosene on air/oil/water interfacial tensions. Guangzhou Chem. Ind. 2013, 41, 92–94. (In Chinese) [Google Scholar]
- Hunsel, J.V.; Joos, P. Study of the dynamic interfacial tension at the oil/water interface. Colloid Polym. Sci. 1989, 267, 1026–1035. [Google Scholar] [CrossRef]
- Pu, B.Y.; Chen, D.H. A study of the measurement of surface and interfacial tension by the Maximum Liquid Drop Volume Method. J. Colloid Interface Sci. 2001, 235, 265–272. [Google Scholar] [CrossRef]
- Sinzato, Y.Z.; Dias, N.J.S.; Cunha, F.R. An experimental investigation of the interfacial tension between liquid-liquid mixtures in the presence of surfactants. Exp. Therm. Fluid Sci. 2017, 85, 370–378. [Google Scholar] [CrossRef]
- Wilson, A.C.M.; Carlos, L.G. Calculation of Critical Points in Gas−Condensate Mixtures under the Influence of Magnetic Fields. Ind. Eng. Chem. Res. 2010, 49, 7610–7619. [Google Scholar]
- Chen, J.B.; Zhu, X.; Tan, D.H.; Wang, K.J. Influence on Electrons Motion by the Magnetic Field Perpendicular to the Motion Plane and New Explanation of Diamagnetism. J. Logist. Eng. Univ. 2015, 31, 66–71. (In Chinese) [Google Scholar]
- Guo, R. An improved method to explain the diamagnetism of materials. College Phys. 2019, 38, 14–18. (In Chinese) [Google Scholar]
- Zhu, W.Z.; Ke, J.X. An investigation into the magnetization mechanism of fuel oil. J. Jimei Navig. Inst. 1994, 12, 37–40 + 21. (In Chinese) [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Mo | WO3 | Pb | Cu | Zn | TFe 1 | S |
|---|---|---|---|---|---|---|---|
| Content | 0.11 | 0.10 | 0.006 | 0.01 | 0.018 | 11.23 | 2.11 |
| Composition | SiO2 | CaO | Al2O3 | MgO | Na2O | K2O | |
| Content | 50.12 | 22.70 | 8.42 | 2.67 | 1.25 | 1.12 |
| Composition | Molybdenite | Powellite | Scheelite | Pyrite |
|---|---|---|---|---|
| Content | 0.16 | 0.04 | 0.11 | 2.82 |
| Composition | Sphalerite | Chalcopyrite | Galena | Magnetite |
| Content | 0.03 | 0.03 | trace | 2.76 |
| Composition | Garnet | Quartz | Diopside | Wollastonite |
| Content | 25.55 | 17.60 | 15.50 | 13.60 |
| Composition | Biotite | Feldspar | Calcite | Loss |
| Content | 11.50 | 7.70 | 2.10 | 0.5 |
| Reagents | Molecular Formula | Role in Molybdenite Flotation | Purity |
|---|---|---|---|
| Kerosene | - | Collector | Industrial grade |
| Magnetized kerosene (MK) | - | Collector | Industrial grade |
| Pine oil | - | Frother | Industrial grade |
| Sodium silicate | Na2O·nSiO2, n = 2.4 | Dispersant and depressant | Analytical grade |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wan, H.; Qu, J.; Li, H.; He, T.; Bu, X.; Yang, W. A Novel Method for Improving Low-Temperature Flotation Performance of Nonpolar Oil in the Molybdenite Flotation. Minerals 2019, 9, 609. https://doi.org/10.3390/min9100609
Wan H, Qu J, Li H, He T, Bu X, Yang W. A Novel Method for Improving Low-Temperature Flotation Performance of Nonpolar Oil in the Molybdenite Flotation. Minerals. 2019; 9(10):609. https://doi.org/10.3390/min9100609
Chicago/Turabian StyleWan, He, Juanping Qu, Hui Li, Tingshu He, Xianzhong Bu, and Wei Yang. 2019. "A Novel Method for Improving Low-Temperature Flotation Performance of Nonpolar Oil in the Molybdenite Flotation" Minerals 9, no. 10: 609. https://doi.org/10.3390/min9100609
APA StyleWan, H., Qu, J., Li, H., He, T., Bu, X., & Yang, W. (2019). A Novel Method for Improving Low-Temperature Flotation Performance of Nonpolar Oil in the Molybdenite Flotation. Minerals, 9(10), 609. https://doi.org/10.3390/min9100609