4.1. The Classical Model
4.1.1. Construction and Study of the Classical Model for Different Laws on the Distribution of Failures of the Complex Technical System
Let us denote
as a finite set of states in which a specific sample of the CTS can be located. The readiness coefficient of the CTS, the operation process of which is described by the semi-Markov model [
2], is calculated by the formula:
where
is the relative fraction of the number of steps during which the CTS is in state
,
is the mathematical expectation of the time of operation of the CTS in state
, and
is the mathematical expectation of the time that the CTS stays in state
.
At the same time:
,
,
where
are the elements of the state transition probability matrix
,
is the transition probability distribution function, and
is the mathematical expectation of the transition time.
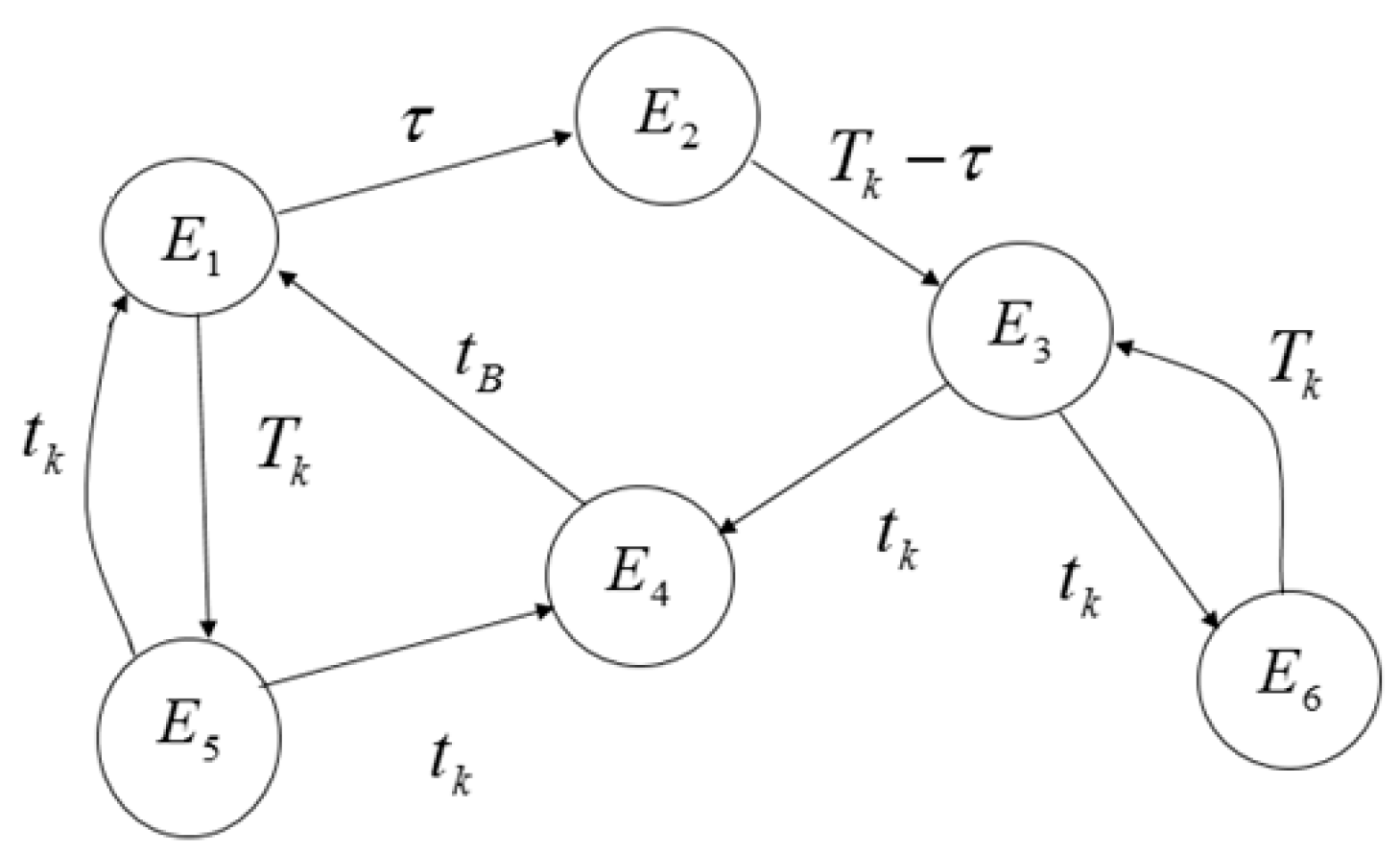
A continuously operating CTS with periodic verification of the technical condition is ready for use at that time
if it is operational at that moment and is not under verification or repair. The results of the control are used to make a decision on the possibility of further application of the CTS. If the CTS is recognized as workable, according to the results of the verification, then it is included in the work. If the CTS is found to have failed, then its repair is carried out, as a result of which a complete restoration of its operability occurs. The transition graph is shown in
Figure 1.
Possible conditions of the CTS: is workable, is unworkable (failure), is verification of the failed CTS, is recovery, is verification of a workable CTS, and is undetected failure.
The transition probability matrix has the following form:
where
is the integral function of the distribution of the failure time,
is the probability of failure during the time between two verifications,
is the time interval between verifications (TIBV) of the technical condition,
is the conditional probability of a false failure, and
is the conditional probability of an undetected failure.
We assume that the duration of the control (verification of the technical condition) and the duration of the restoration (repair) are deterministic values equal to and , respectively.
The system of equations for finding
,
has the form:
The solution of the system has the form:
where
.
The values
,
are equal to:
Assuming that
,
,
,
,
,
, and substituting (2) and (3) into (1), we obtain the formula for calculating the CTS readiness coefficient:
where
,
.
Next, we will conduct a study of the readiness coefficient for various laws on the distribution of the failure time. The failure time of the CTS is considered as a random variable. Analysis of statistical data has shown that the most suitable laws for describing the failure time are the exponential law, Rayleigh’s law, the Weibull distribution and the truncated normal distribution, with the appropriate choice of parameters for these distributions. The statistical function of the distribution of the failures is located inside the “curved band” covering the theoretical distribution functions.
In the case of the exponential distribution law, the expression for the readiness coefficient (4) takes the form:
For Rayleigh’s law, the integral can be calculated numerically or using the standard Laplace function, for Weibull’s law it can be calculated numerically or using the gamma function; and for the truncated normal distribution it can be calculated numerically or using the standard Laplace function.
The calculations were carried out using the following values from the initial data:
,
,
,
, and
for the different values of
.
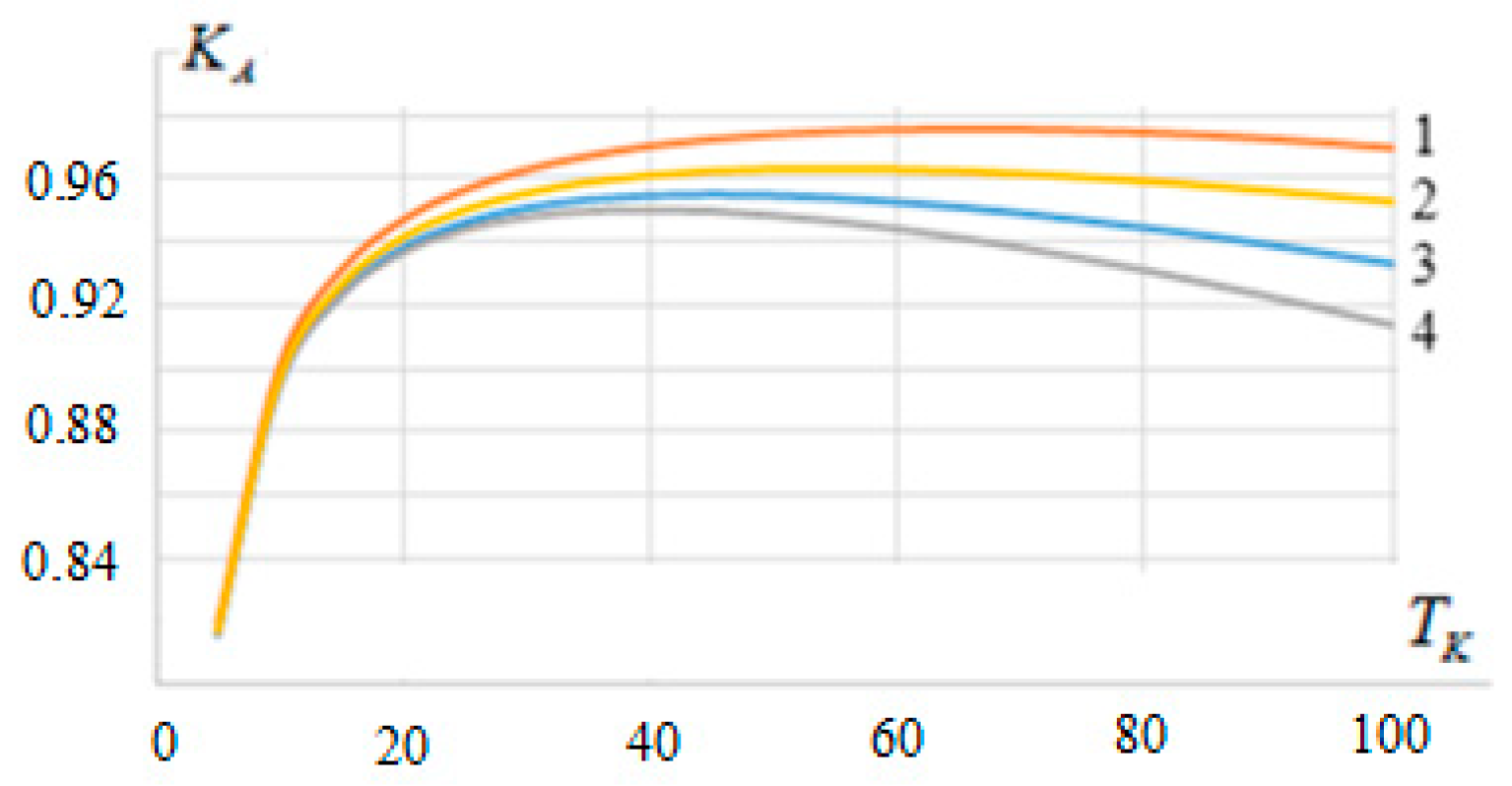
Figure 2 shows the dependences of the readiness coefficients
on the periodicity of the verification
, for the distribution laws described above. The maximum values of
for the Rayleigh, normal, exponential and Weibull laws are equal to: 0.976, 0.963, 0.955, and 0.950, respectively, and reach values equal to 65, 55, 50, and 40. Note that the maximum value of the coefficient for each distribution law is reached at a single point. It can be seen that
is “practically insensitive” to
. So, in a fairly wide range of changes to
, the readiness coefficient takes values close to the maximum. In particular, when changes to
take place in the range
, the variation of
is no more than 2–3%.
The low sensitivity of the maximum value of the readiness coefficient to the periodicity of the technical condition monitoring makes it possible to develop strategies that are “non-strict” and easy to implement in practice, for carrying out checks on the technical condition of the CTS with metrological support.
4.1.2. Development of the Classical Model: The Model of False and Undetected Failures
The probabilities of false and undetected failures [
8] for the specific samples of the CTS depend on the corresponding probabilities of false and undetected failures of the individual components of the CTS (1), (2), on the configuration of the CTS using methods on the redundancy of the components, nodes and blocks of the CTS.
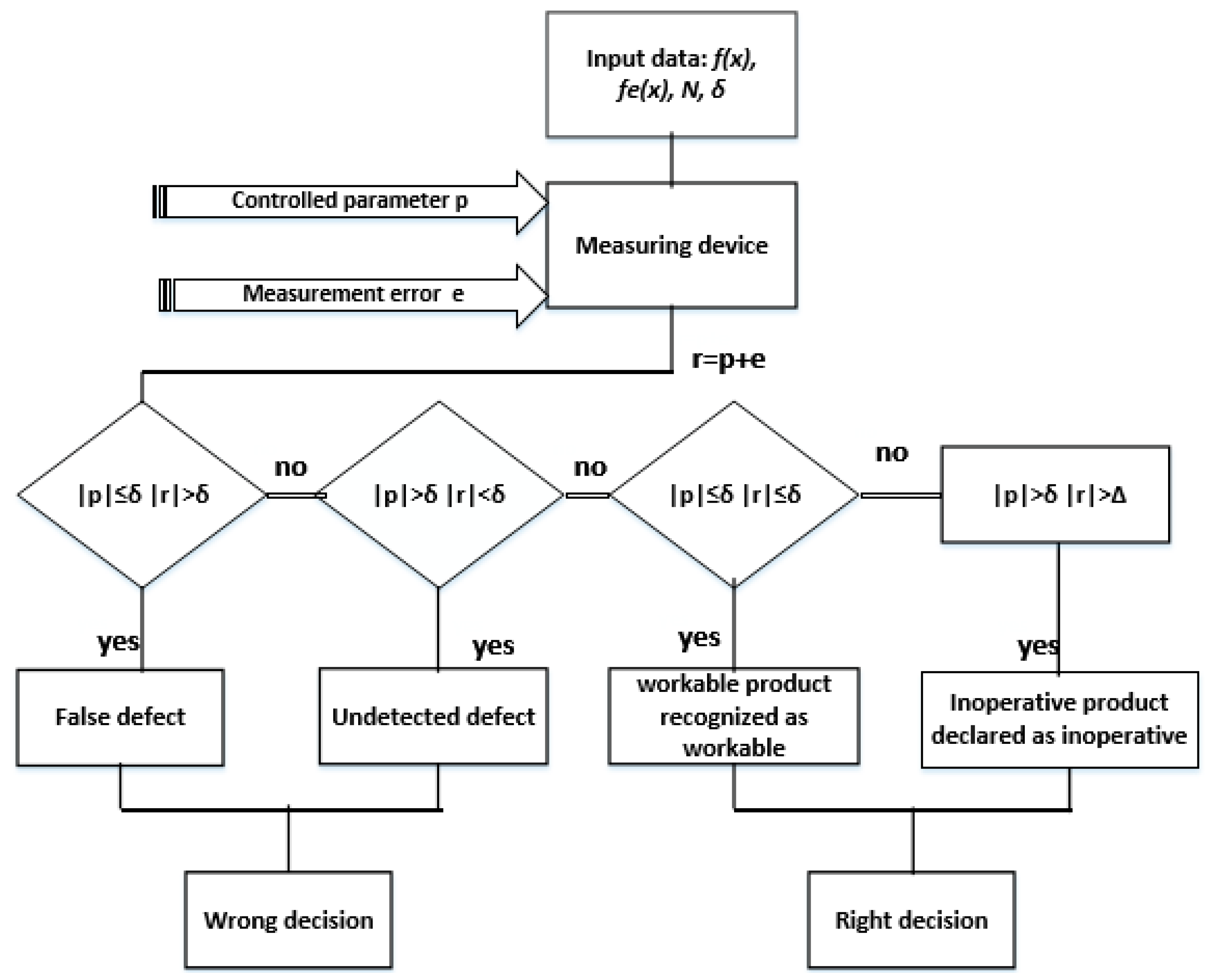
Let
be the actual value of the measured (controlled) parameter and
be the measurement error. The measurement result is presented in the form
. The general scheme of the diagnosis and decision-making based on the one-parameter method of tolerance control is shown in
Figure 3.
Here is the tolerance for the controlled parameter, and and are the distribution density functions of the measured parameter and the measurement error, respectively. It can be seen that the probability of making the right decision can be increased (within certain limits) by reducing the total error of the erroneous decision.
The different physical nature and, consequently, the heterogeneous range of the changes in the measured values leads to the need to introduce dimensionless standardized operational parameters for the MI. As a normalizing element, we take the mean square deviation of the measured parameter ; is the relative operational tolerance, where Δ is the technical tolerance; is the relative parametric measurement error, is the mean square deviation of the MI error.
The model is based on formulas for the conditional probabilities of false and undetected failures, respectively [
8]:
where
and
are the functions of the distribution densities of the measured value and the MI error, respectively.
For normally distributed measured values and MI errors, Formulas (5) and (6) take the form:
For other distribution laws on the measured value and measurement error, the model (5), (6) were investigated in [
8].
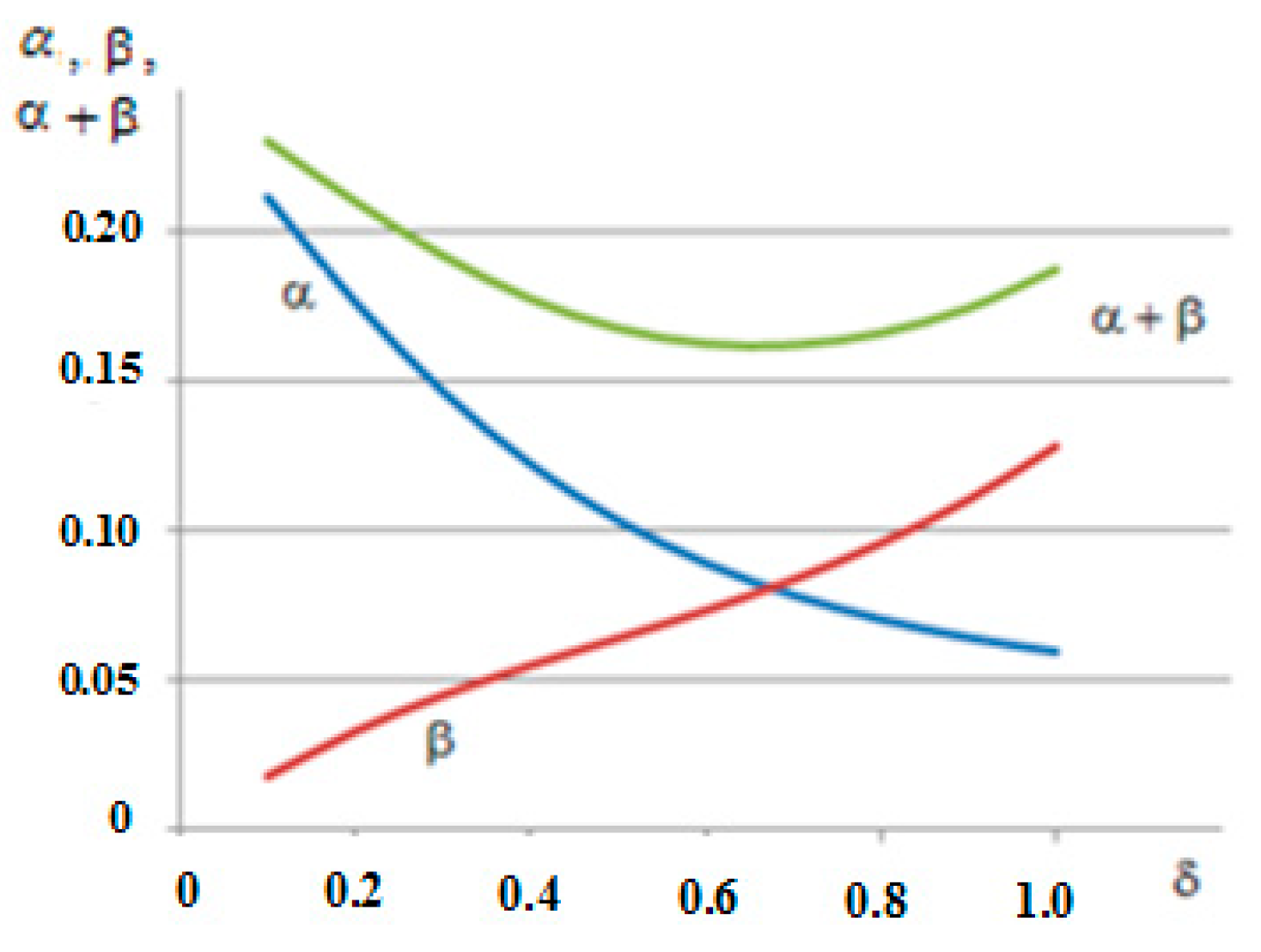
The dependences of the probabilities
and
, as well as the probability
of an erroneous decision
on the tolerance value at
are shown in
Figure 4.
Note also that the error solution function reaches its minimum at some internal point , as is the case with the normal distribution of the measured value and the measurement error.
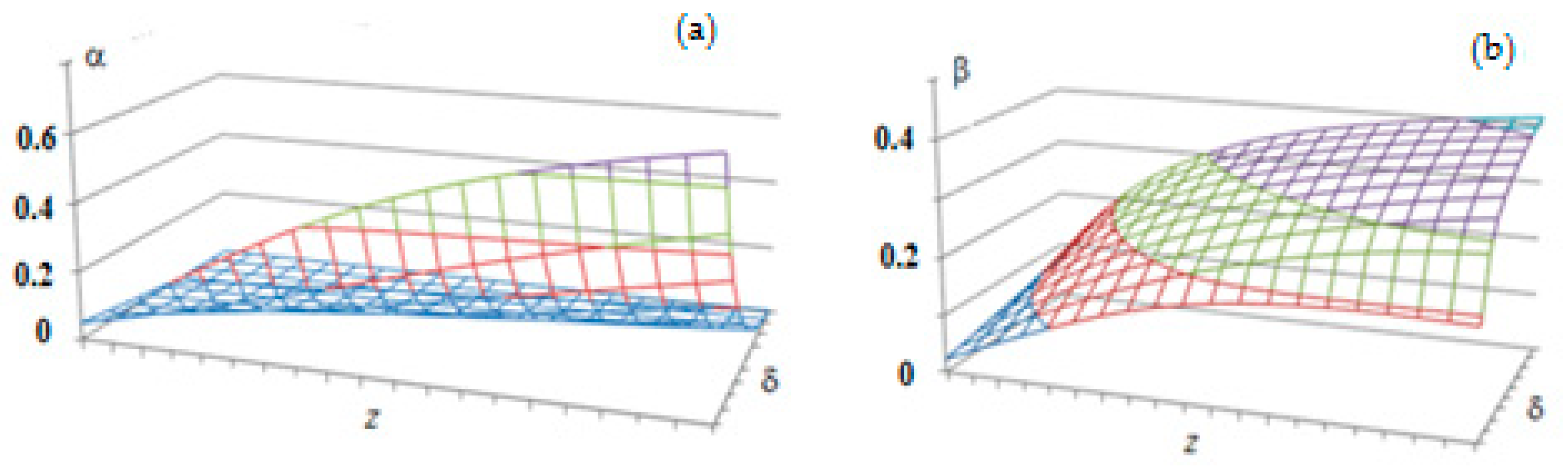
The two-dimensional dependences of the probabilities of false and undetected failures on the magnitude of the dimensionless measurement error
and the dimensionless tolerance for the controlled parameter
are shown in
Figure 5a,b.
4.1.3. Development of the Classical Model: Models of Failures and Degradation of the Complex Technical System
All failure models that allow for the taking into account of the degradation processes occurring in the CTS can be conditionally divided into probabilistic, empirical, and probabilistic physical models, that includes among other things, the Markov models of degradation and failures.
In the fan model [
9,
10,
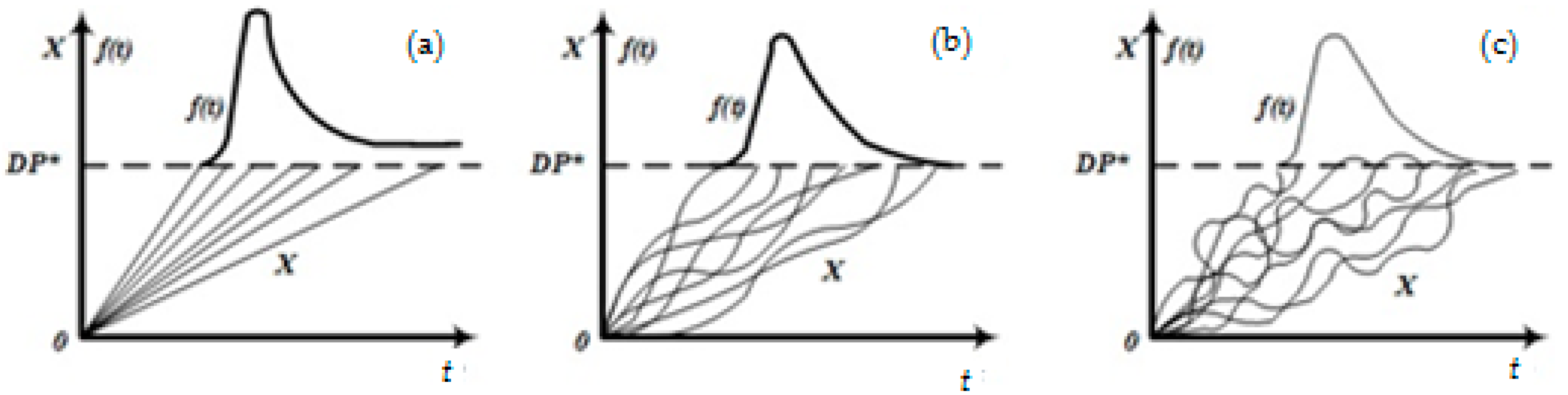
11], also called a distribution and belonging to the category of probabilistic models, the defining parameter (DP) is represented as a linear function of time, shown in
Figure 6a.
Here, is the operating time for the failure; is random variable of the DP; DP* is the normalized value of the DP at which the failure occurs; and is the function of density of the distribution of the operating time for the failure.
The distribution function of the operating time up to a given level
DP* is given by the distribution function [
9,
10,
11]:
where
is the normalized normal distribution function;
is the parameter of the scale of degradation,
is the mathematical expectation of the rate of change of the
DP (the average rate of the degradation process), normalized to the limit value; and
is the shape parameter (coefficient of the variation of the degradation process).
The empirical model of the “drift of metrological characteristics” [
6,
7] is based on the assumption on a linear law of change of the MI zero mark and an exponential law of increasing measurement error:
where
is the value of the initial error,
is the average initial velocity of the error increase,
is the parameter characterizing the acceleration of the error increase,
is the initial value of the zero drift (usually assumed to be zero), and
is the average velocity of the zero drift.
Let us now consider the Markov models of degradation and failures, widely used in applied problems. In these models, it is assumed that the degradation process can be approximated by a continuous Markov process of the diffusion type [
9,
10,
11] and is described by a stochastic differential equation of the Ito type:
where
is the value of the
DP;
and
are deterministic functions characterizing the change in the mean value and variance of the
DP (drift coefficient and diffusion coefficient); and
is a random variable of the Gaussian type.
The problem of determining the distribution of time before the first failure of the MI, in this case, is reduced to solving the problem of the first achievement of the upper limit of the
DP* (see
Figure 6b,c). This problem can be solved if the conditional probability density
of the process transition from one state to another is known.
For a Markov diffusion-type processes, a partial differential equation (the Fokker–Planck–Kolmogorov equation) follows from (11):
where
and
are the coefficients of the equation depending on the operating conditions of the MI, and the physical and chemical processes occurring in the materials from which the MI is made. To solve (12), it is necessary to set boundary conditions that depend on the type of implementation of a random process, in particular, on their monotonic nature (
Figure 6b) or non-monotonic nature (
Figure 6c). You also need to set the initial conditions:
,
.
After finding the function
, satisfying the given initial conditions, the density function
of the distribution of the time to reach the boundary
DP* (the density function of the distribution of the time to failure) can be calculated by the formula [
11]:
In case of one
DP, Equation (12) can be integrated analytically. The distribution function for the diffusion monotone distribution (
DM distribution) has the form [
11]:
Here,
.
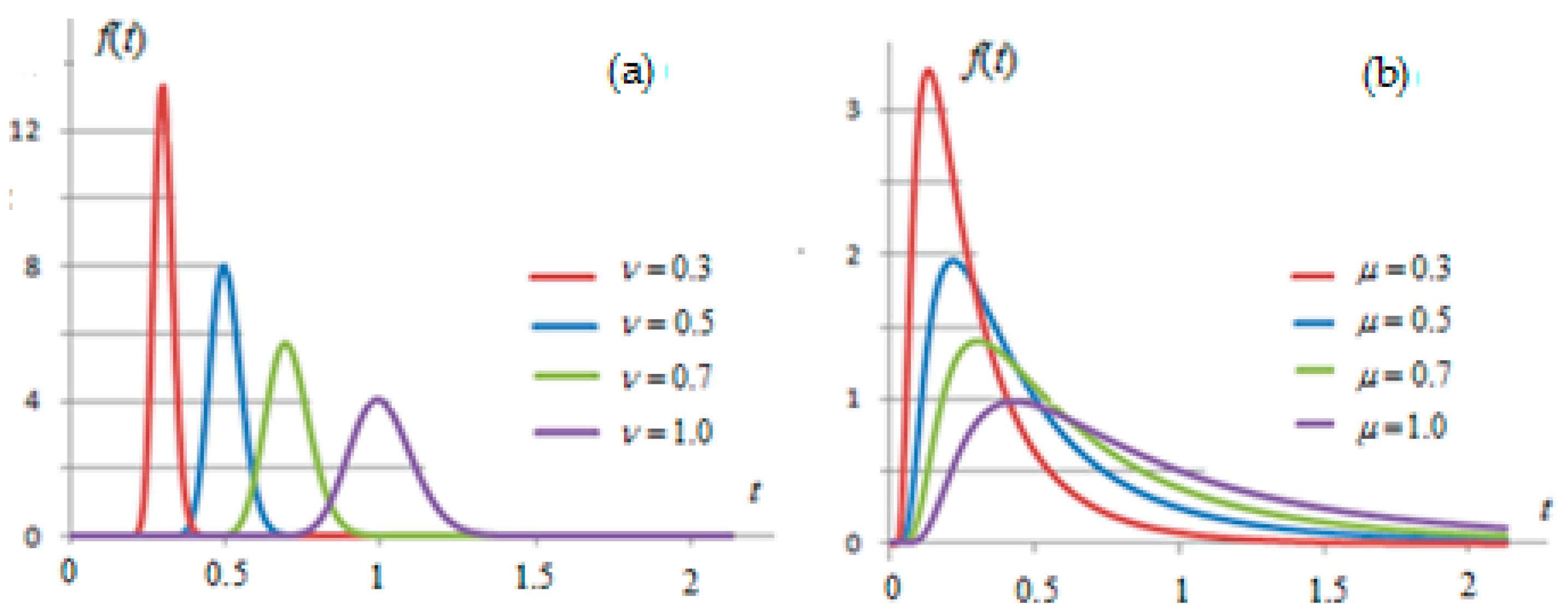
The distribution density function
for (13) at
is shown in
Figure 7a.
The distribution function for the diffusion non-monotonic distribution (
DN distribution) has the form [
11]:
The corresponding distribution density functions
for (14) at
are shown in
Figure 7b.
The failure rates for
DM distribution and
DN distribution have the form:
Thus, distribution density functions , distribution functions , and failure rate functions , are calculated using finite analytical formulas using the standard Laplace function .
In case of several DP distribution densities , distribution functions , and failure rates , can only be calculated numerically.
The process of degradation of the mechanical components of the CTS, due to the irreversibility of the destruction processes (mechanical wear, fatigue straining, etc.), is considered to be a process with monotonous realizations of a random variable.
DM distribution is used for CTS nodes containing electromechanical elements (relay and connector contacts, sliding electrical contacts, gears, etc.) [
11].
The process of degradation of the CTS, which include integrated circuits and complex electronic devices, also has non-monotonic implementations of a random variable. Therefore, the degradation of such CTS is described by the
DN distribution [
11].
We will analyze the models of failures and degradation of the CTS. Degradation and failures models differ significantly from a physical point of view. In particular, the fan process assumes that its characteristics are completely determined by the initial state (the quality of the manufacturing samples of the components of the CTS), and do not depend on the mechanical, physical and chemical degradation processes occurring in the circuits and mechanisms of the components of the CTS, under the influence of external conditions and time.
The drift model of metrological characteristics [
10], clearly demonstrates the departure of the zero mark of the MI and CTS with the increase in measurement error over time. The model assumes preliminary processing of statistical data in order to determine estimates of the drift parameters.
The Markov models (12), (13) are based on the use of probabilistic characteristics, the operating conditions of the CTS, as well as on the use of the physical and chemical properties of the materials. The advantage of Markov models [
12,
13] is that they have accurate analytical expressions for all statistical characteristics, including statistical moments. In addition, there are no analytical expressions for the statistical moments of the fan
distribution law. These moments are determined by approximate dependencies, which complicates the use of a fan distribution in practice.
The density distribution function of the DM distribution occupies an intermediate position between the, widely used in practice, normal distribution (which is symmetrical) and the more elongated distribution.
The density curves of the DN distribution have a more significant insensitivity threshold, a more positive kurtosis and are more asymmetric than the DM distribution.
The intensities of the diffusion distributions have finite limits:
Here, are some important properties of diffusion distributions for practical application:
1. Where a random variable is described by a DM distribution of the form , then the random variable () is also described by a DM distribution of the form .
2. Where a random variable is described by a DM distribution of the form , then the random variable is also described by a DM distribution of the form .
3. Where a random variable is described by a DN distribution of the form , then the random variable () is also described by a DN distribution of the form .
4. The sum of random variables obeying the distribution of the form is described by the DN distribution of the form .
5. The sum of n random variables obeying a distribution of the form is described by a DN distribution of the form .
6. The sum of random variables obeying the DN distribution of the form is described by the DN distribution of the form .
The proof of properties 1–6 can be carried out by replacing the variables and definitions of functions (13)–(14).
Some additional properties of diffusion distributions are described in [
11].
Analysis of the graphs on the distribution functions shows that distributions (9), (12), (13) have different zones of high reliability. This means that the estimation of small-level quantiles, i.e., the assignment of a gamma-percent resource, significantly depends on the selected type of failure model of the CTS.
Diffusion models can be parameterized quite simply in the presence of statistical information. For example, when parameterizing based on statistical data on the moments of failure
, the estimates of the parameters
and
calculated using the maximum likelihood method for the
DM distribution have the form:
and for
DN distributions have the form:
Thus, diffusion models are more preferable (adequate), since, unlike the fan distribution and the drift model of metrological characteristics, they can be used to control the degradation and reliability of the CTS, based on the taking into account of the physical patterns implemented through time-dependent variable coefficients and in Equation (12). The task of developing models of physical processes for the purpose of constructing coefficients and is an independent scientific task and is not considered in this article.
4.2. The Model of Operation of a Complex Technical System Fleet with a Fully Recoverable Resource
The attribution of a set of CTS to one or another degradation group is carried out on the basis of structural and functional analysis of the metrological reliability indicators [
2,
6,
7], which includes the types of failures, the consequences of the failures, as well as determination and analysis of the rational composition of the controlled parameters and an assessment of the required recovery time of the CTS. In this paper, the controlled states of the CTS will be evaluated using the probabilities of a false failure
, an undetected failure
and the time
required for recovery after the failure is detected (the recovery time depends on the “severity” of the malfunction detected during monitoring). At low values of these estimated indicators, we will refer the CTS to the first group of degradation. As the degradation increases (as these indicators increase), we will refer the CTS to the second, third and fourth groups of degradation, respectively. Without going into the details of assigning parameters of criteria for attribution to a particular degradation group, we note that the number of degradation levels is determined by a set of types and types of CTS under consideration, their characteristic features, as well as the specific task being solved.
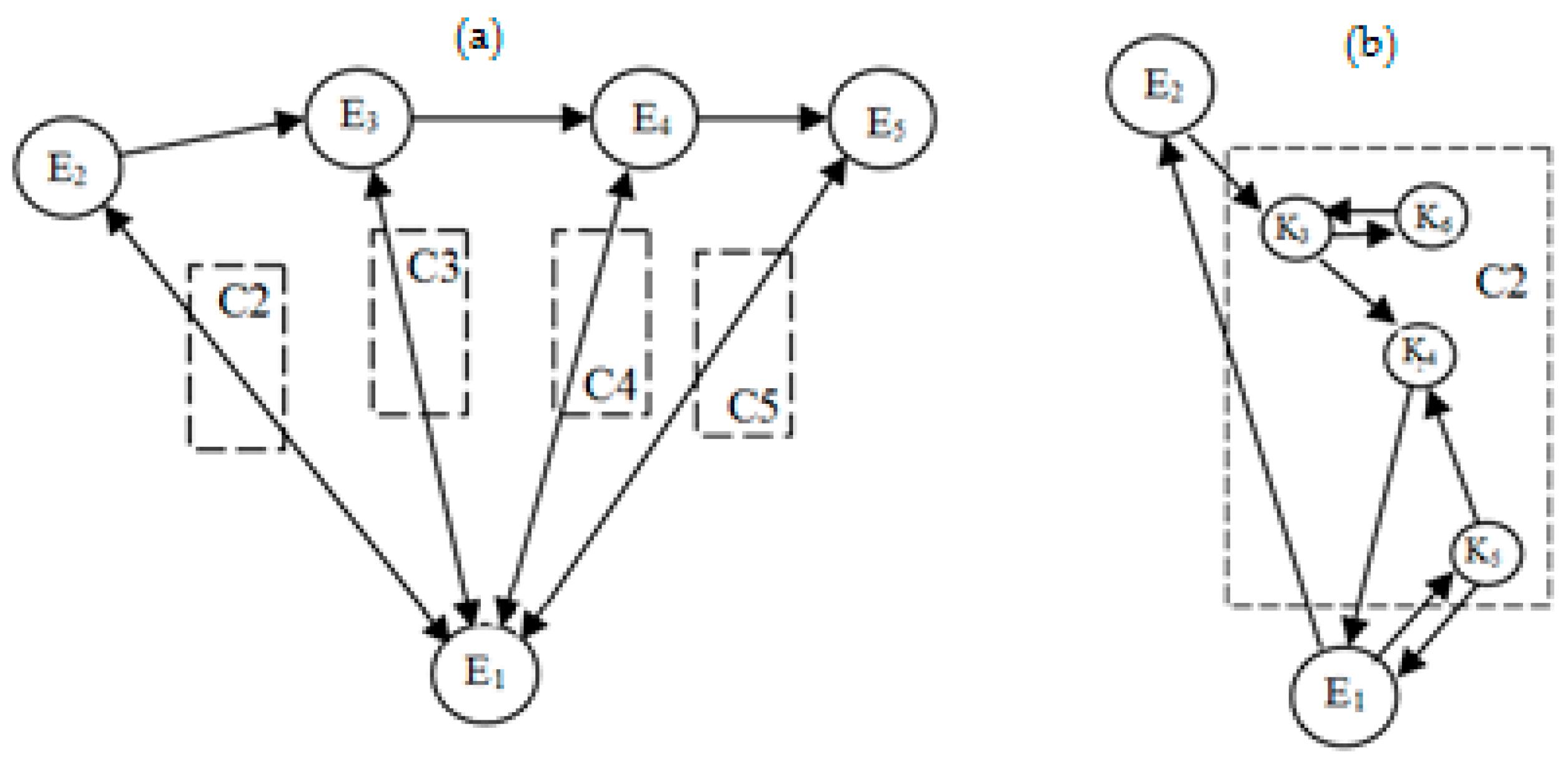
Figure 8a shows a graph with one fully workable state
and four states corresponding to different levels of degradation (malfunction):
,
,
and
[
6]. Let us distinguish the three parts in the classical model [
2]: the initial operational state
, the failure state
and the subgraph corresponding to the control function (highlighted in
Figure 8b by rectangle C2). Then, the classical model can be represented as a “serial connection”
, C2 and
[
14,
15]. The states of the subgraph:
is verification of a failed MI,
is the restoration of the CTS,
is verification of a working MI and
is the state of an undetected failure of the CTS. The probabilistic characteristics of the state transition are the same as in the classical model [
2].
Note that if the control subgraph is completely removed from the graph in
Figure 8b and the probabilistic characteristics are set on the edges of the remaining graph, then a simple model will be obtained that describes the operation of a small gun [
6].
Figure 8a uses the notation:
E1 is a fully functional state and four states corresponding to different levels of degradation of the CTS;
E2 is the first group of degradation (functional state with minor deviations of the normalized metrological characteristics);
E3 is the second group of degradation (a state with some deviations of the metrological characteristics, from which it is possible to return to a fully functional state with small resource costs);
E4 is the third group degradation (a state from which it is possible to return to a fully functional state with costs associated with sufficiently resource-intensive maintenance); and
E5 is the fourth “heavier” group of degradation. As the degradation group number increases, returning to the state
E1 becomes more and more resource intensive.
Let us “attach” four metrological control systems, C2, C3, C4 and C5, between the fully functional state
and the other four states, similar to the one shown in
Figure 8a (“fan connection”). We will use the corresponding upper indices for the probabilistic and deterministic parameters of the model of each subsystem, describing samples of the CTS with different levels of degradation.
Then, the system of equations describing the semi-Markov stationary model will take the form [
6]:
Here, , () is the conditional probability of a false failure, is the conditional probability of an undetected failure and are the probability of a transition from a state of degradation to the next, more severe, state number .
Model (15) is a system of 21 equations. The rank of the system is 20. Exclude one of the equations (for example, the last equation of the system (15)) and add a normalization condition, as follows:
Then, the resulting system of linear inhomogeneous Equations (15) and (16) will have a unique solution that can be obtained using standard algorithms and methods for solving the corresponding systems [
5,
6].
Initial data: the total number of states is 21 and the number of degradation levels is four. As the CTS degrades, the duration of the verification and recovery time increase, and reliability decreases.
As generalized parameters characterizing the distribution of the control volumes by the degradation groups, the duration TIBV
for each of the four degradation groups was selected. As a result of the calculations, the dependence of the readiness coefficient on the TIBV was constructed:
and the analysis of the influence of the TIBV of the different degradation groups (
i = 1, 2, 3, 4) on the readiness coefficient was carried out. When constructing the dependence (17), the probabilities of false and undetected failures were set as average values for each of the degradation groups, namely:
,
.
The calculations have shown that if three arguments out of four are fixed in function (17), for example
,
,
,
then the dependence of function (17) on the remaining variable
will have the form shown in
Figure 9. If two arguments out of four are fixed in function (17), for example
and
then the readiness coefficient
, as functions of two variables, will be convex upwards (
Figure 9). The maximum of the readiness coefficient
is reached at a single internal point. Here and further, an asterisk in the upper index means that the corresponding value is set and fixed.
The calculations have shown that the maximum value of the readiness coefficient is achieved if the TIBV for the fourth degradation group is about 1.3 times less than for the third group.
The developed model allows us to calculate the optimal duration of the TIBV for the CTS of different degradation groups. If it is impossible to provide optimal TIBV values for some degradation groups in practice, then in (17) “possible” TIBV values should be set for these groups and local optimum TIBV durations for the remaining degradation groups should be calculated.
Note that the model of interaction of the CTS with the MI with a simplified form of technical condition control can be represented as a graph (
Figure 8a), if you remove the control subgraphs C2–C5 and set the probabilistic characteristics of the state transitions on the edges of the remaining graph. Such a model, supplemented with a formula for calculating the average total resource costs
(where
are unit costs and
are probabilities of the state transitions), was used in [
6] when calculating the technical and economic indicators of the metrological support system, when forming programs for the long-term development of the CTS fleet.
The models described in
Section 4.1 and 4.2 do not allow modeling processes of CTS fleet renewal, and do not allow for the taking into account of the procurement of new CTS samples, or the modernization of existing CTS samples and the development of promising CTS samples. The model presented in
Section 4.3 of the article allows modeling for all stages of the life cycle, including procurement, modernization and development of advanced CTS samples.
4.3. The Model of Operation of the Complex Technical System Fleet with a Partially Recoverable Resource
Next, we will distribute the CTS into three degradation groups [
7]: the first is the start of operation of the CTS, the sample remains operational and the changes are insignificant; the second is where the operation and resource consumption of the CTS sample continue, the changes in characteristics are significant and the rate of change is average; and the third is a long-term operation, where the changes in characteristics are very significant and the rate of change is high. The number of degradation groups is determined by a set of types and the types of CTS under consideration, as well as the specific task being solved.
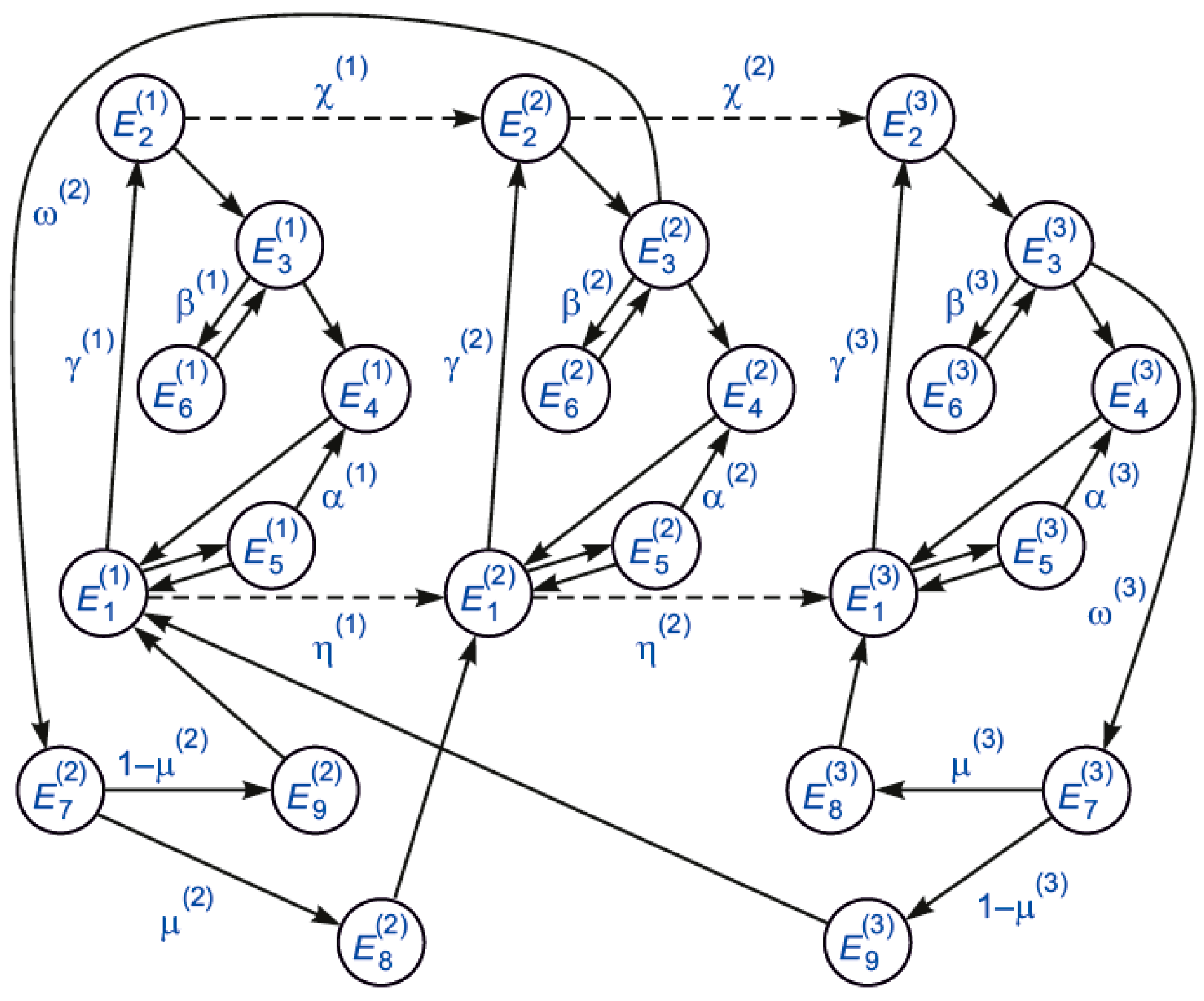
Figure 10 presents a graph of the operation model of the updated CTS fleet, with three degradation groups and two subgraphs modeling the process of updating the CTS fleet. The upper indices in parentheses indicate the number of the degradation group. Each degradation group will be modeled using the classical model [
2], described in
Section 4.1.1.
Each of the two subgraphs describing the upgrade process include three states:
are the in-depth diagnostics of the technical condition;
is the repair of the CTS; and
is the purchase (or development and production) of a new similar model of the CTS. The probabilistic parameters of the main state transitions are shown in
Figure 10, in Greek letters. Certain shares of the CTS, from the second ω
(2) and third ω
(3) degradation groups, in case of failure of the CTS are sent for in-depth diagnostics of the technical condition, in order to determine the feasibility of updating (replacing with a new model of the CTS) or continuing operation after repair. To simplify, some probabilistic characteristics are not indicated in
Figure 10, but they can be easily restored, taking into account that the sum of the probabilities of the transitions from each vertex of the graph are equal to one. If one edge comes out of the vertex, then the corresponding transition probability is one, and if two edges come out of the vertex, and the probability of one transition is written on the graph, then the probability of the second transition is equal to the difference of one and the known probability of the first transition.
The model of the management of the CTS fleet is presented structurally in the form of four systems of equations:
Here are the stationary probabilities of finding the CTS in the corresponding states; , are the conditional probabilities of false and undetected failures, respectively; is the probability of failure during the time interval between the verifications; is exponential distribution function; and () are the probabilities of the transitions of the corresponding states from the degradation group to the next () group. The first three systems (18) describe the processes of the CTS operation for the three degradation groups, and the fourth system (18) describes the process of updating the CTS fleet.
Model (18) is a homogeneous system of 24 linear algebraic equations. The rank of the system is 23. Exclude one of the equations (for example, the last equation of the system (18)) and add a normalization condition instead, as follows:
Then, the resulting system of linear inhomogeneous algebraic equations (18) will have a unique solution [
7].
The readiness coefficient
of the fleet of the CTS is calculated by the formula [
2]:
Here is the mathematical expectation of the time (average time) of the CTS being in the corresponding states (assumed to be known). In the numerator (20), summation by index is performed for all workable states, and in the denominator (20) is the summation by both index and index for all states (the index is responsible for unworkable states).
As parameters characterizing the distribution of the metrological control volumes and the quality of the metrological control by degradation groups, the duration of the TIVB for each of the three degradation groups, the relative values of the operational tolerances for the controlled parameters and the relative measurement errors , were selected.
As a result of the solution for system (18), the dependence of the CTS readiness coefficient for use on the above metrological parameters, organizational, technical and technical parameters is constructed:
moreover, the functions of the conditional probabilities of false failures and undetected failures depend on the relative operational tolerance and relative measurement errors:
that are calculated using Formulas (5)–(8).
In (21), the following parameters are presented: , are the proportion of samples sent for in-depth diagnostics of the CTS samples from the number of samples received for verification; and , are the parameters characterizing the process of updating the CTS fleet (so, for example, in special cases , where all inoperable CTS samples are changed to new ones, and where they are repaired). The parameters , are conditionally attributed to the organizational and technical categories. The readiness coefficient also depends on other technical parameters, for example , , , , which characterize the degradation process of the CTS fleet (operational parameters), and the average time spent by the CTS sample in various states. These parameters are determined based on the processing of the available statistical information and the relevant criteria for classifying the CTS into different degradation groups.
Note that the parameters (time spent in the state ) allow you to model both the purchase and development of new samples of CTS. To simulate the procurement of new samples of CTS we have to set sufficiently small, and to simulate the development of new samples, we have to set the CTS at medium and large.
Note that the constructed dependence (21), like (17), is smooth, so its extreme properties can be effectively investigated using standard gradient methods.
On the basis of solving a series of problems on the extremum of a function of several variables (21), the influence of the TIBV of the CTS from different degradation groups and the relative tolerances on controlled parameters on the readiness coefficient are analyzed .
Consider the effect of the duration of the TIBV on the readiness coefficient
. Let us fix all the arguments (21), with the exception of three:
. If we additionally, fix any two arguments
out of three, for example
,
, then the dependence of function (21) on the remaining argument
will have the form given in [
2]: convex upwards with a single maximum.
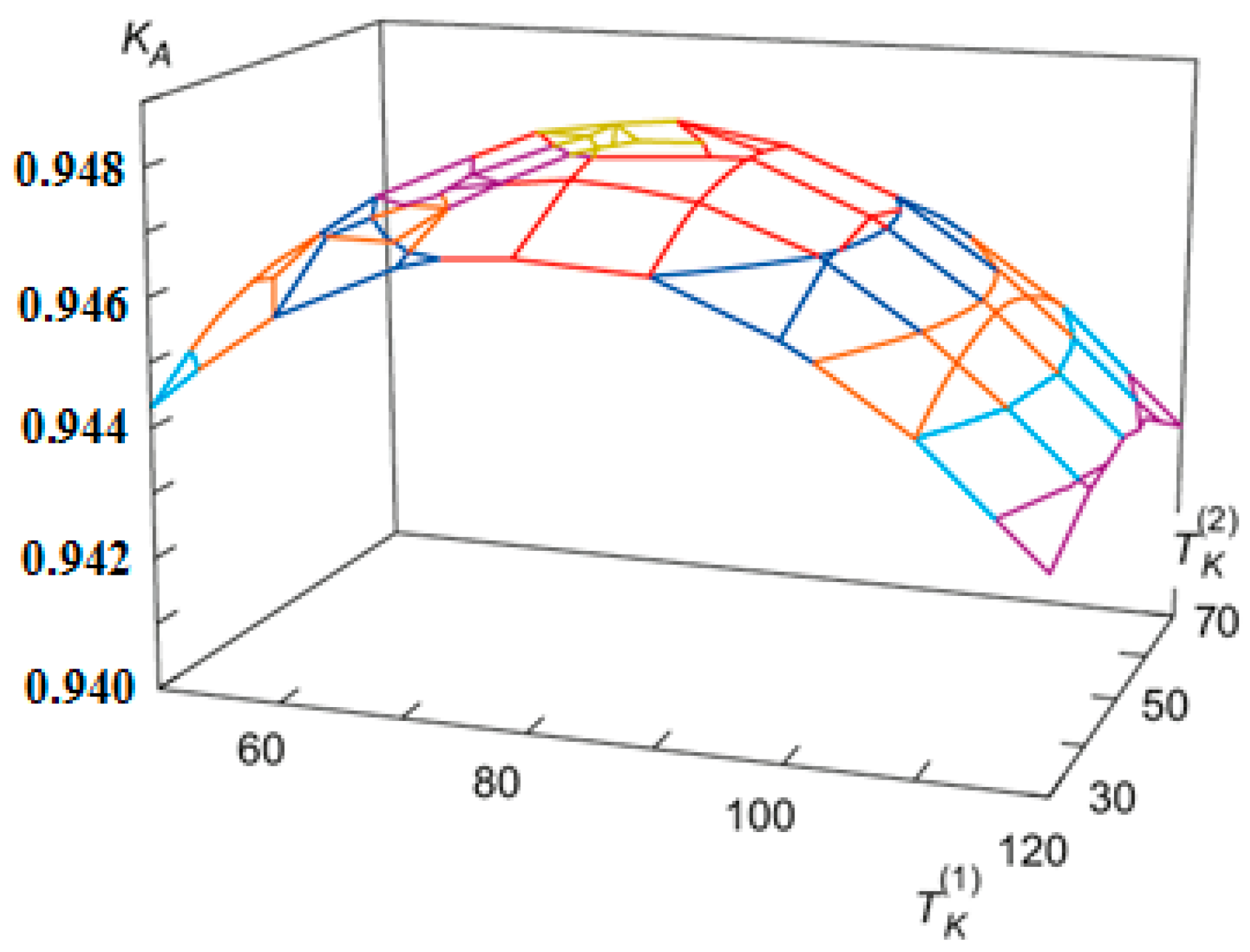
An asterisk in the upper index means that the corresponding value is set and fixed. If one of the three arguments is fixed in function (21) (for example,
), then the readiness coefficient curve
, as well as the functions of the other two arguments,
and
, will be convex upwards (
Figure 11). The maximum of the readiness coefficient
will be reached at a single internal point in the parameter plane,
. The dependences of the readiness coefficient
on the frequency of the control for the first and third groups, and for the second and third groups of degradation, have a similar form.
Optimization (21) for three groups of degradation showed that the characteristic ratio of the TIBV durations is 80:45:30, thus, the higher the degradation group, the more often CTS verifications are required.
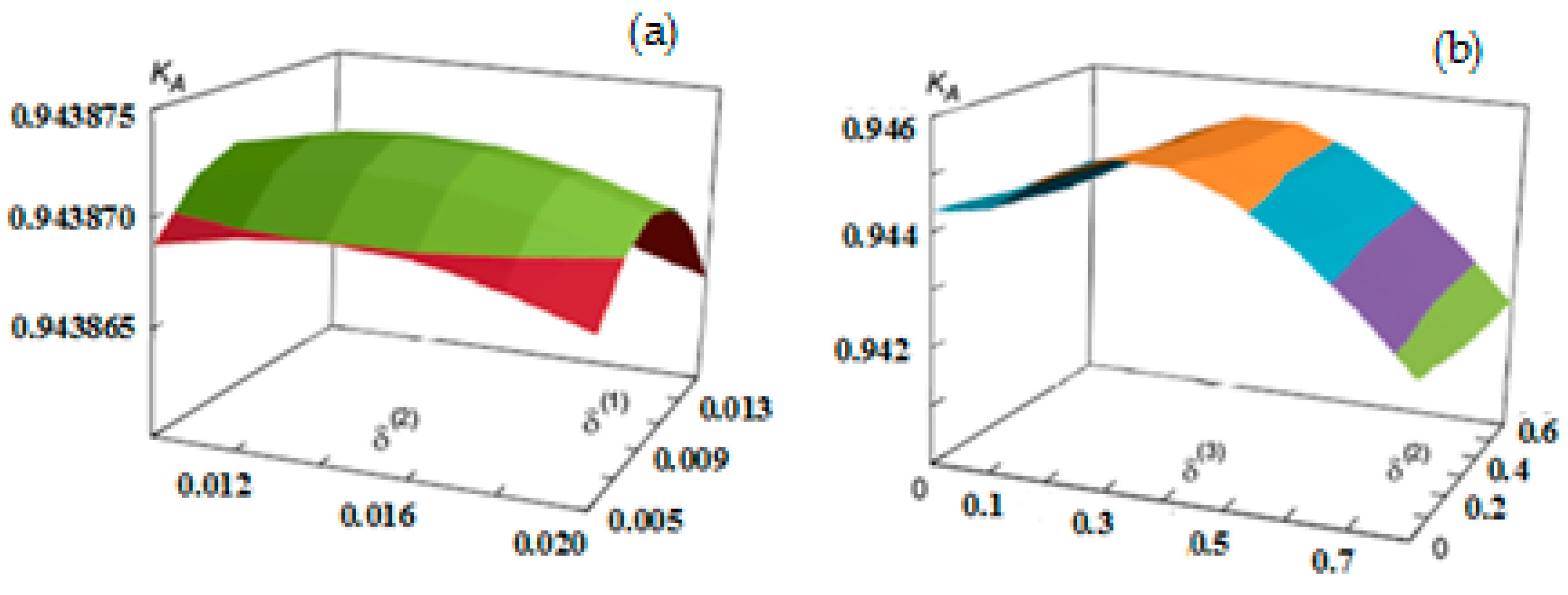
Consider the effect of the relative operating tolerances on . Similarly to the above, we fix all the arguments (21), with the exception of three . Then, the dependence of the readiness coefficient on relative operational tolerances is similar to its dependence on the TIBV, .
The calculations have shown that the general form of dependence
on two tolerances, at a fixed value of the third tolerance, has the form of surfaces shown in
Figure 12. The surface of the readiness coefficient
as a function of two arguments will be convex upwards, where the maximum is reached at a single internal point in the parameter plane,
,
or
. Optimization of the
of three relative tolerances simultaneously showed that their characteristic ratio is 0.07:0.09:0.13, thus, the higher the degradation group, the greater the tolerance.
The study of the joint dependence on the TIBV and tolerances showed that the maximum of the function of six variables is achieved at a single internal point of a set of parameters, . The optimal values of the arguments were: , , , , and . At the same time, the optimal values of the probabilities of false and undetected failures were: , , , , and . The calculations have shown that with an increase in the number of the degradation group, the TIBV decreases, the tolerances for controlled parameters and the probabilities of false and undetected failures increase. The probabilities of false failures slightly exceed the corresponding probabilities of undetected failures for each degradation group.
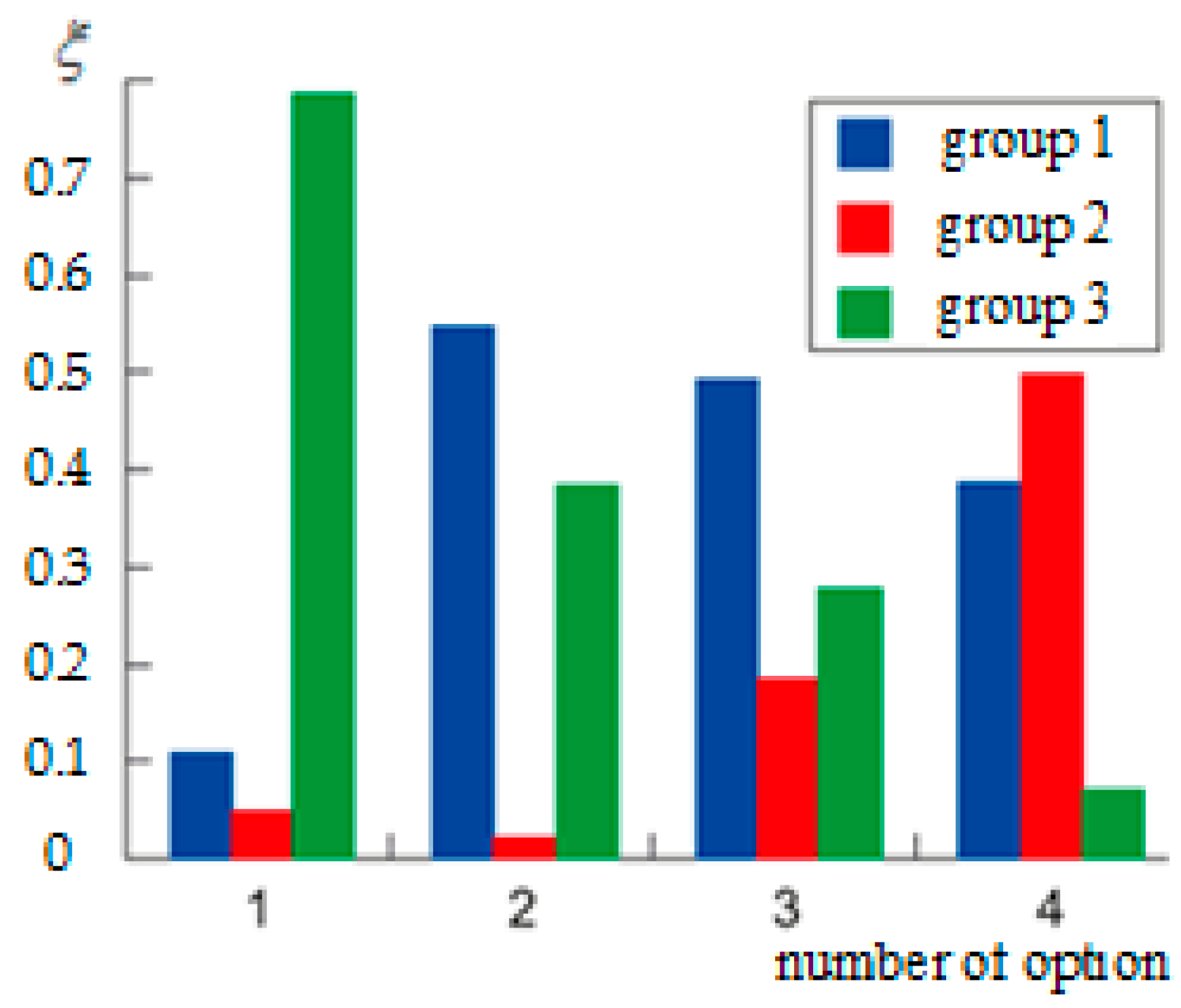
We describe the results of a study on the stationary distribution of the CTS samples in different degradation groups, depending on the rate of degradation processes. The rate of degradation is determined using transition probabilities
,
. The lower the corresponding probability, the slower the degradation processes proceed. Four variants differing in the rate of degradation were investigated:
,
,
,
(option 1);
,
,
,
(option 2);
,
,
,
(option 3); and
,
;
,
(option 4). Note that the variants are arranged in order of decreasing degradation rate. The distribution of the proportion of working samples of the CTS by degradation groups at different values of these parameters is shown in
Figure 13.
The probability of the CTS staying in the first degradation group for option 2 is about 5.5 times higher compared to option 1. At the same time, the ratio of the probability of being in the third group compared to the probability of being in the first group remains approximately the same.
The probability of the CTS staying in the first degradation group monotonically decreases, and the probability of being in the second group monotonically increases with sequential consideration of options from 2 to 4.
Next, we investigate the dependence
on the total production capacity of the metrological units in which the MI and CTS are verified and checked. The production capacity of a metrological unit may be temporarily limited for one reason or another. The specified restriction was set in the form of an inequality,
, where
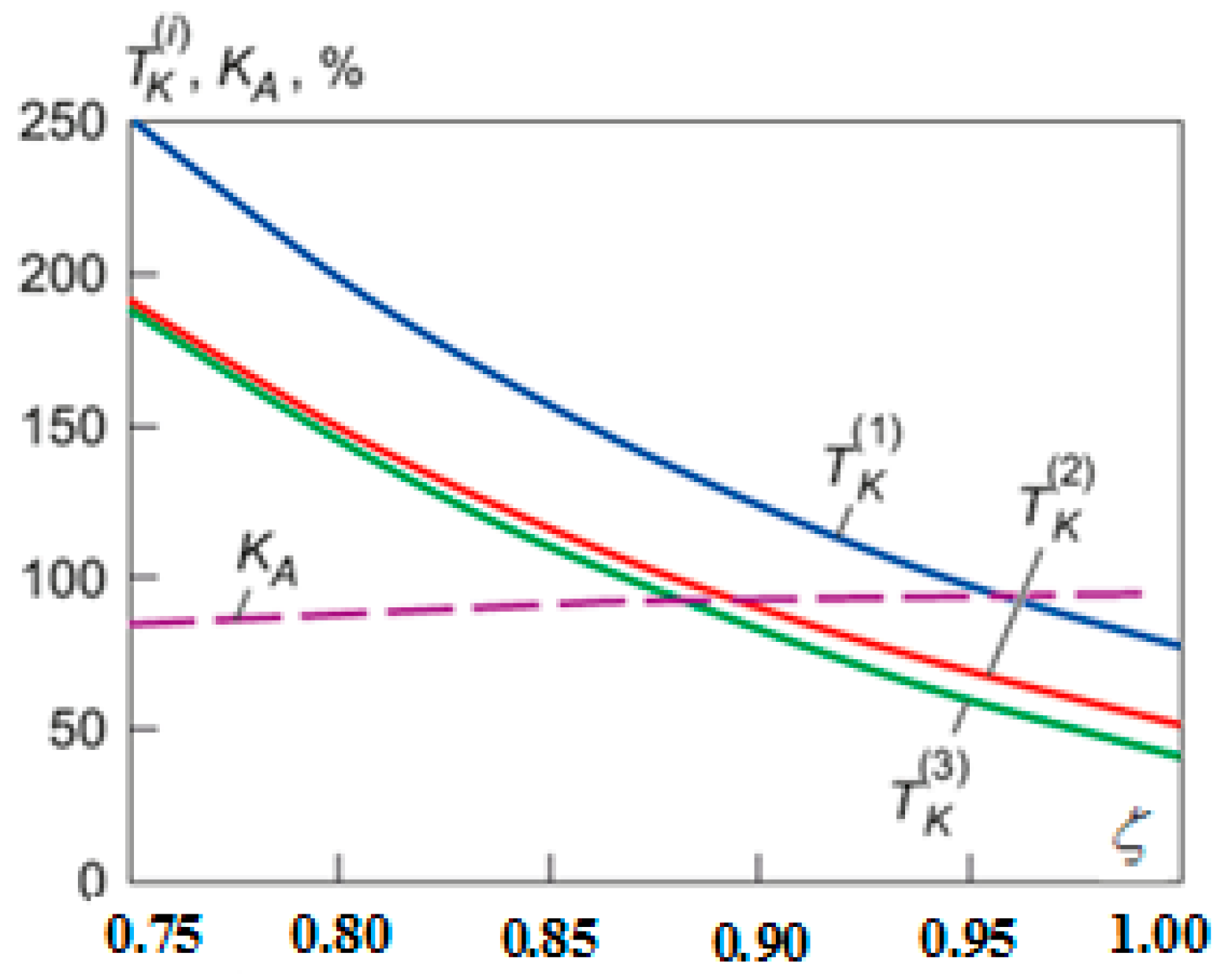
is the conditional production capacity of the metrological unit, and the problem of conditional optimization was solved. In
Figure 14 the dependences of the TIBV on the total conditional production capacity
of the metrological units and the readiness coefficient corresponding to these intervals (in percent) are presented.
If the production capacities of the metrological division do not allow for the checking of the required number of CTS, then it is possible to operate a fleet of CTS with increased TIBV. With a decrease in the production capacity of the metrological unit from 100% to 75%, the readiness coefficient decreases from 0.9514 to 0.8402.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













