
Research on the Influence of Tip Clearance of Axial-Flow Pump on Energy Characteristics under Pump and Turbine Conditions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Calculation Model and Numerical Simulation Calculation
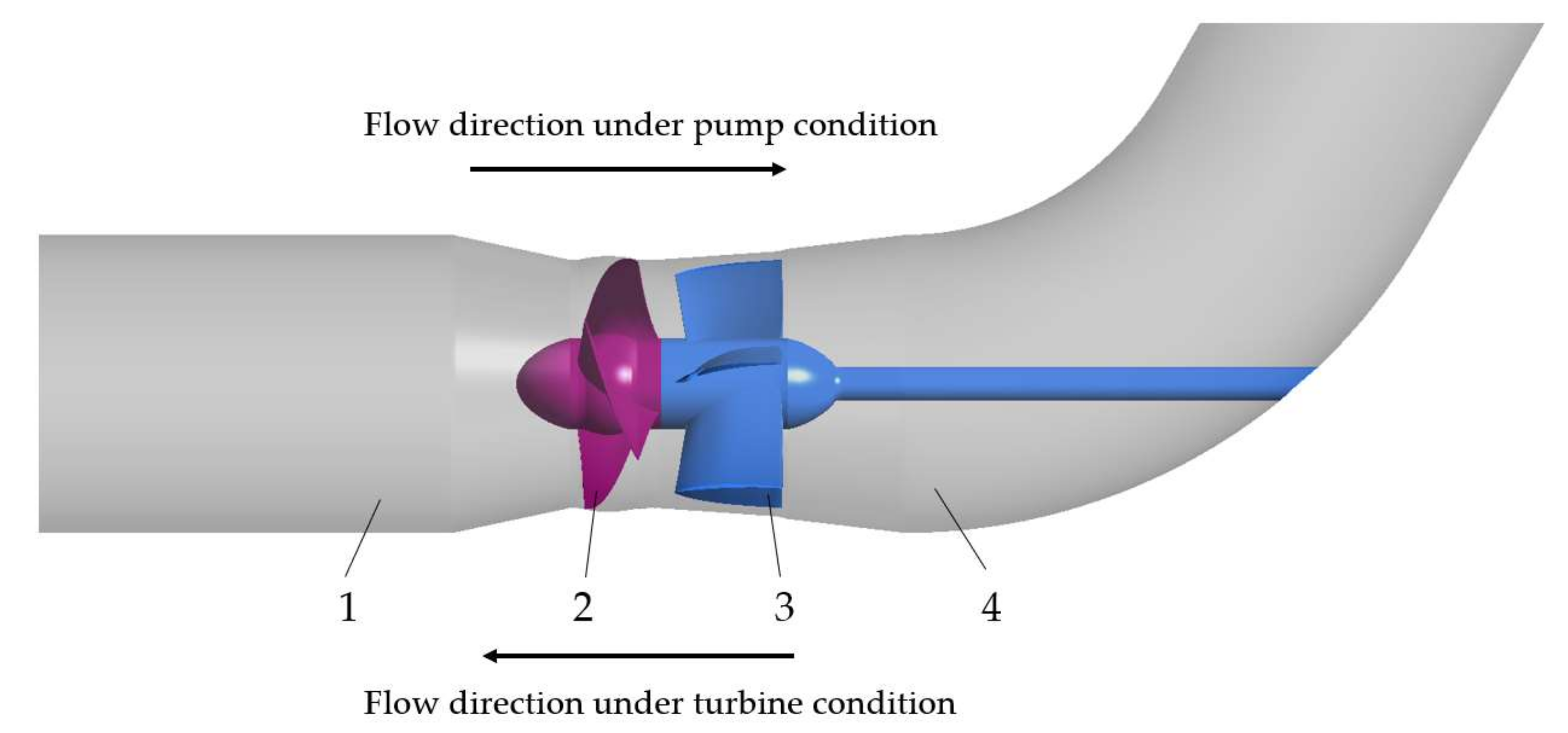
2.1. Three-Dimensional (3D) Modeling and Mesh Division
2.2. Setting of Boundary Conditions
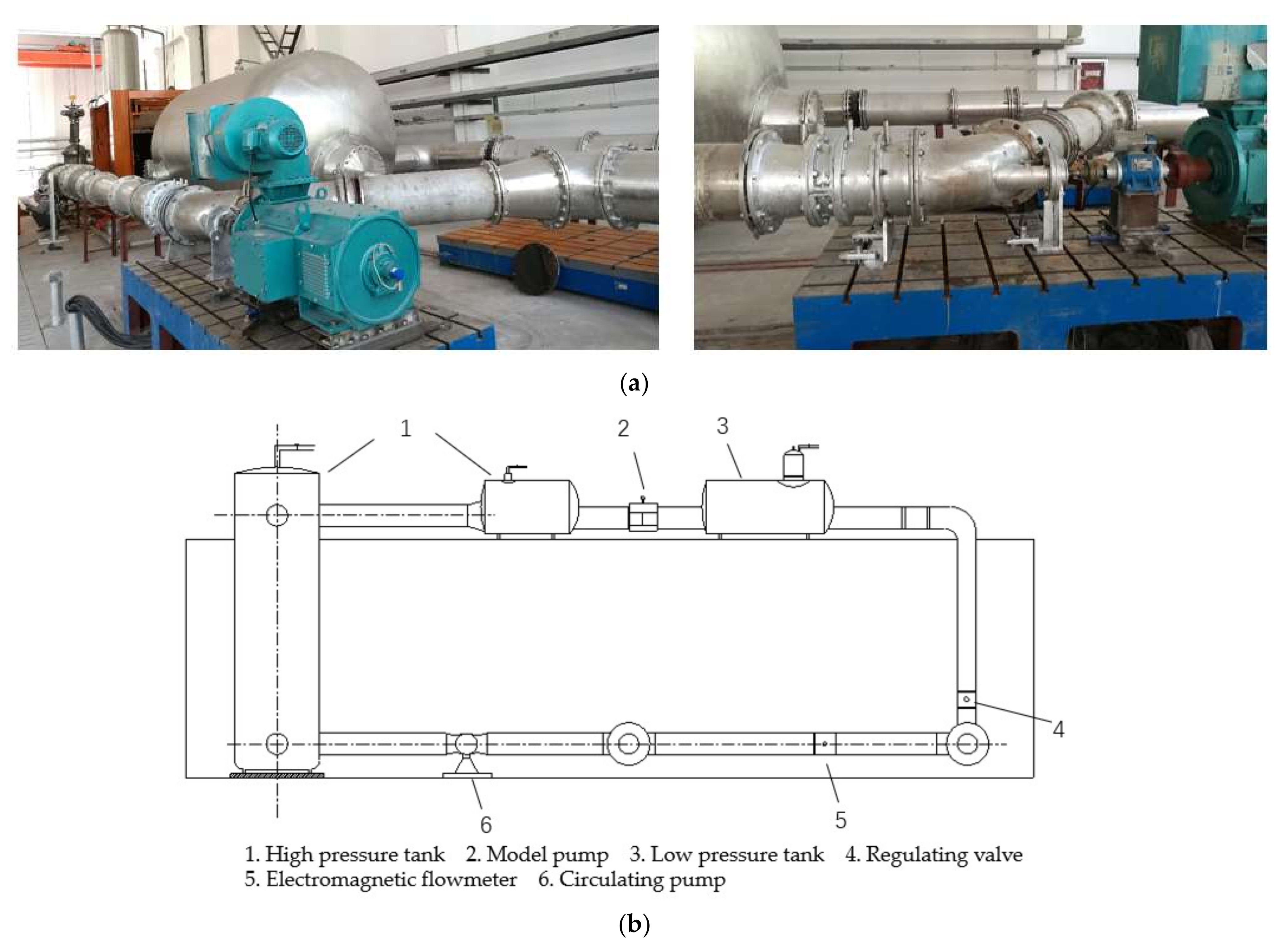
2.3. Comparative Analysis of Calculation Results and Experiments
3. Entropy Production Analysis of Axial-Flow Pump with Different Tip Clearances under Pump and Turbine Conditions
3.1. Entropy Production Theory
3.2. Analysis of Calculation Results
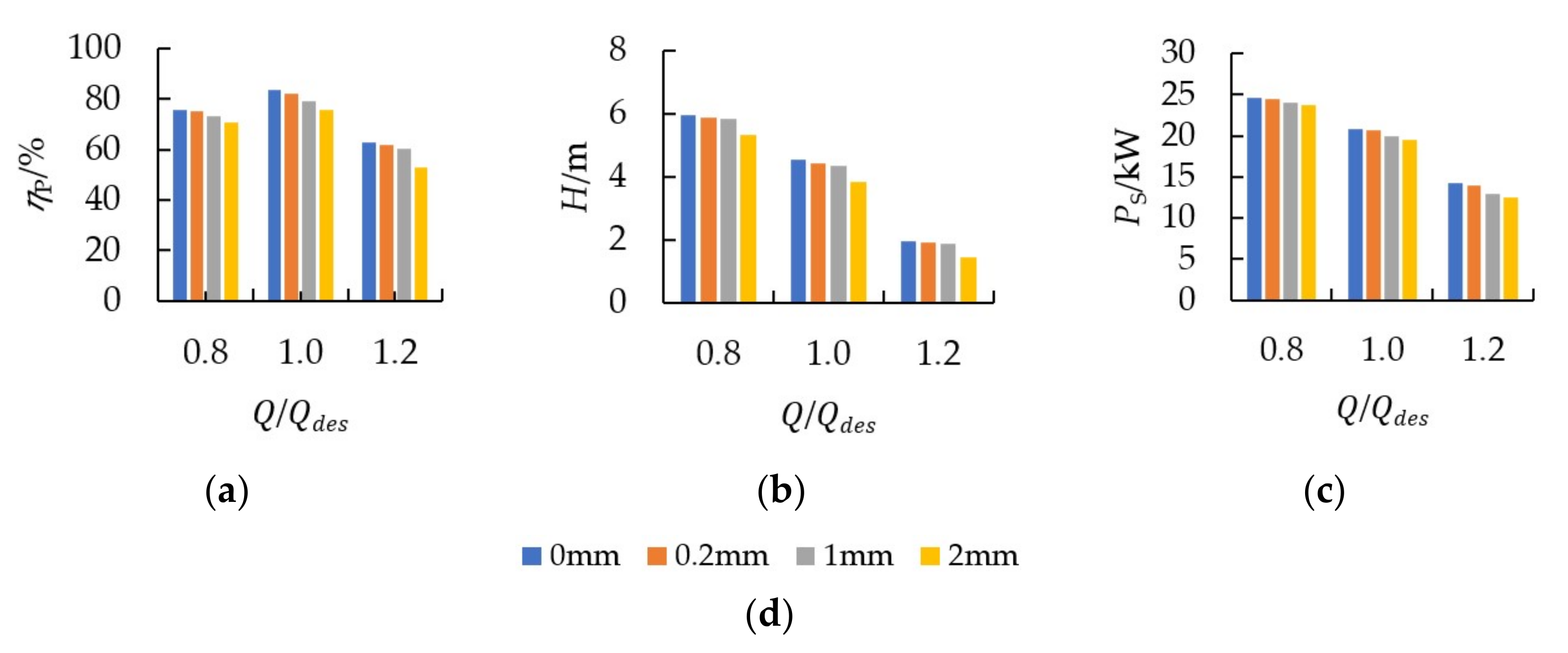
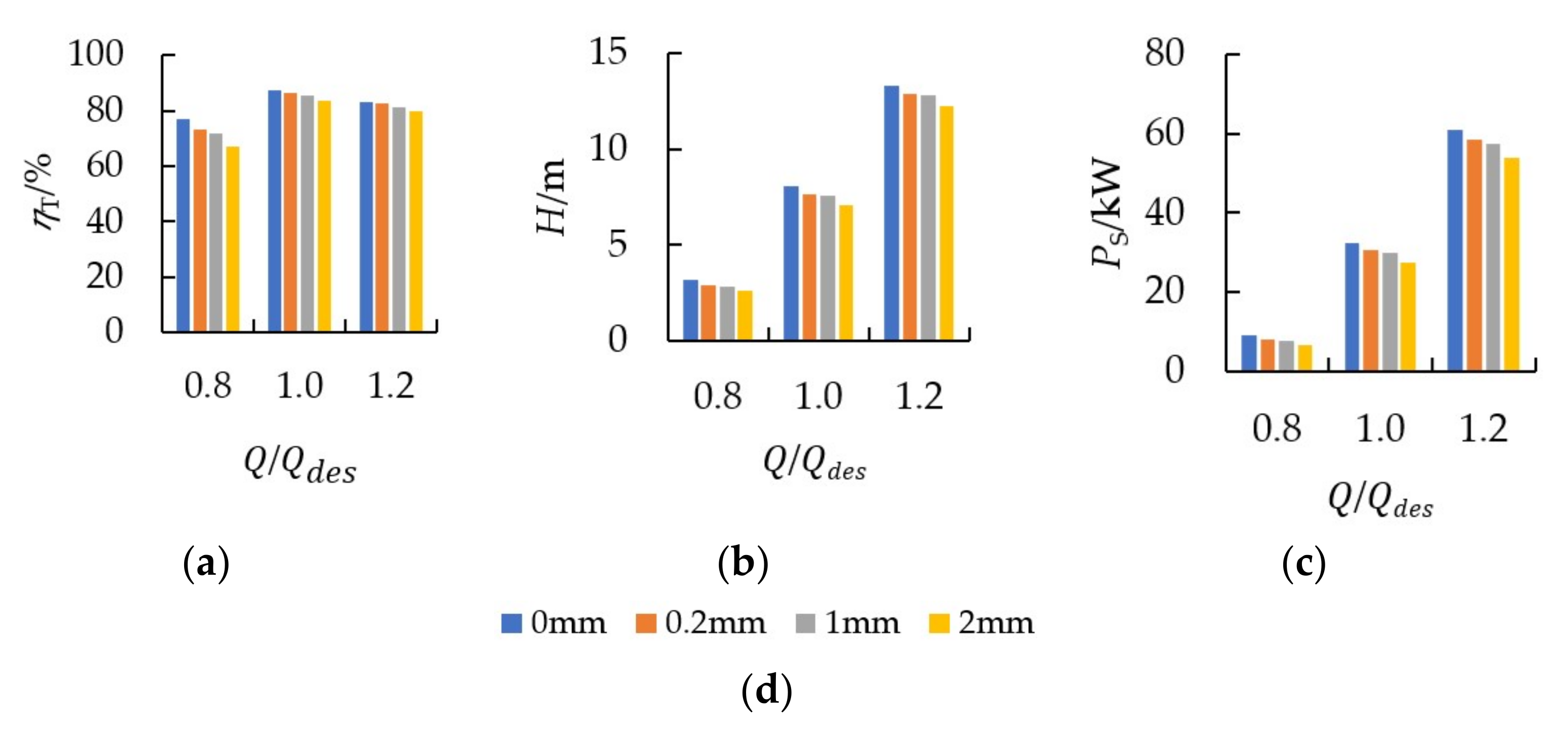
3.2.1. Influence of Tip Clearance on External Characteristics
3.2.2. Dissipation Distribution Based on Entropy Production Theory
4. Conclusions
- The efficiency, head and shaft power of the axial-flow pump under pump and turbine conditions all showed a downward trend with the increase in tip clearance. The maximum decline occurred at the 1.2 flow rate under pump condition and the 0.8 flow rate under turbine condition. Compared with the 0 mm clearance, the maximum decreases in pump efficiency, head and shaft power under 2 mm tip clearance were 15.3%, 25.7% and 12.3%, respectively, under the pump condition, and 12.7%, 18.5% and 28.8% under the turbine condition.
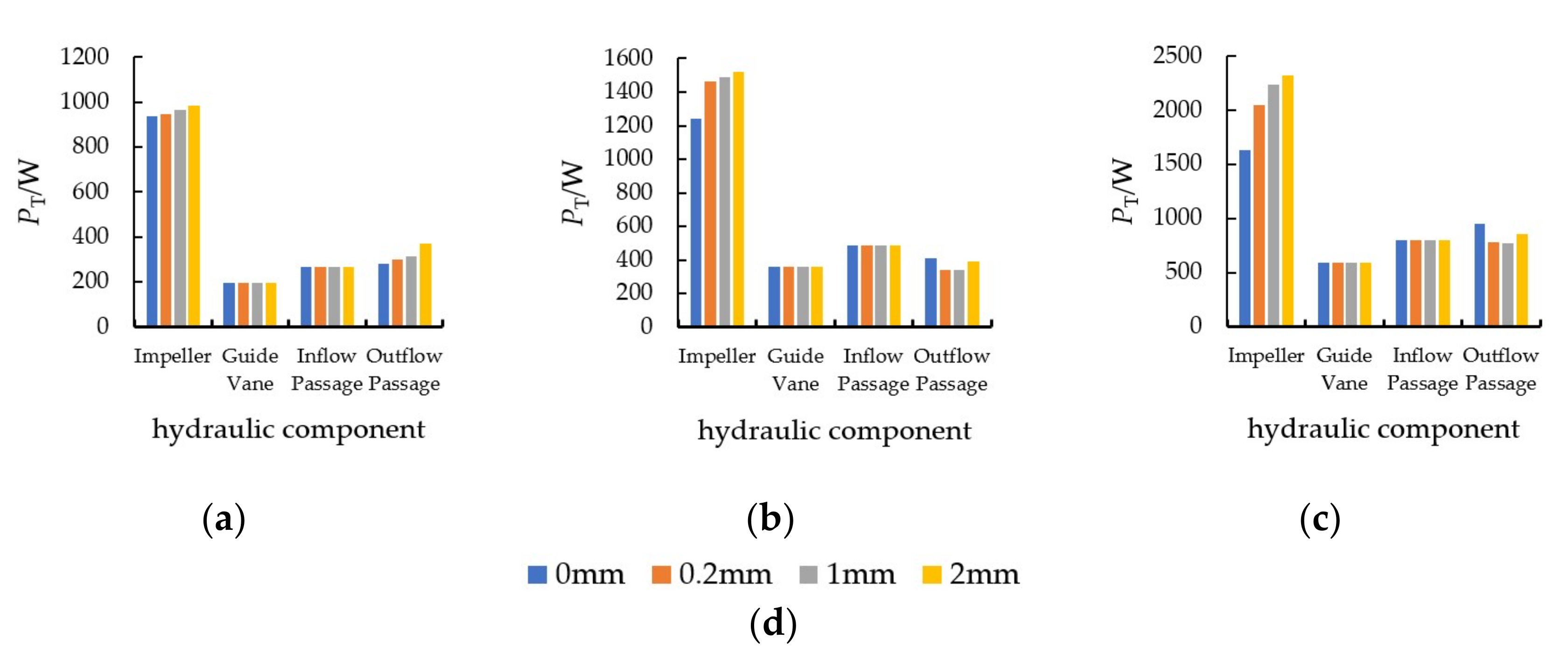
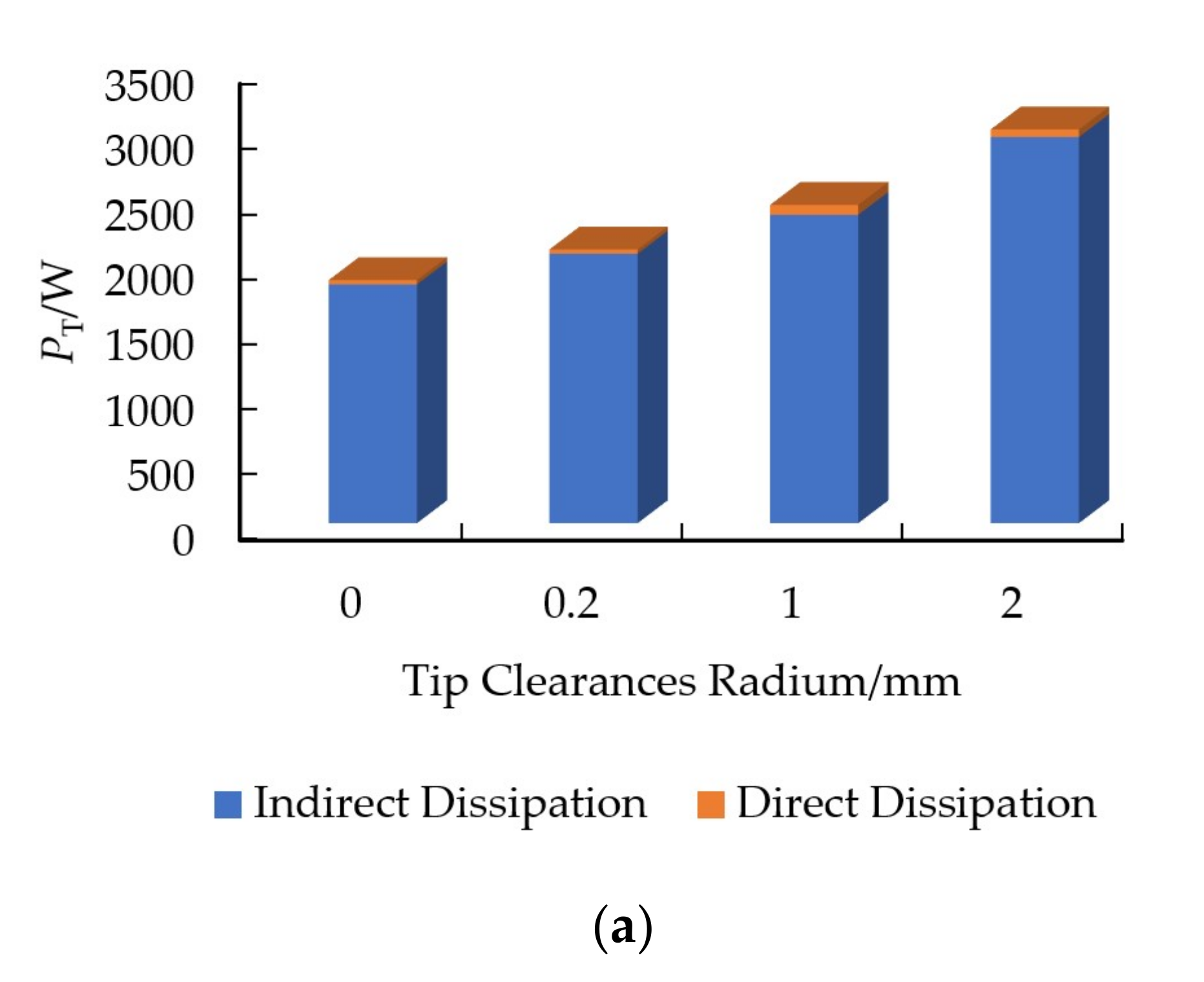
- Under the pump condition of the axial-flow pump, the change in tip clearance had an obvious effect on the total dissipation of the impeller, guide vane and outlet passage. Under the flow rate of 1.0, the maximum variation in the total dissipation of the impeller, guide vane and outlet passage was 53.9%, 32.1% and 54.2%, respectively. Under the turbine condition of the axial-flow pump, the change in tip clearance had an obvious effect on the total dissipation of the impeller and outlet passage. Under the flow rate of 1.0, the maximum variation in the total dissipation of the impeller and outlet passage was 22.7% and 17.4%, respectively. The total dissipation of the axial-flow pump increased with the increase in tip clearance under both pump and turbine conditions, in addition, under the flow rate of 1.0, the change in the total dissipation under the pump condition with the increase in tip clearance was significantly greater than that under the turbine condition, and the total dissipation was 45.0% and 10.5%, respectively.
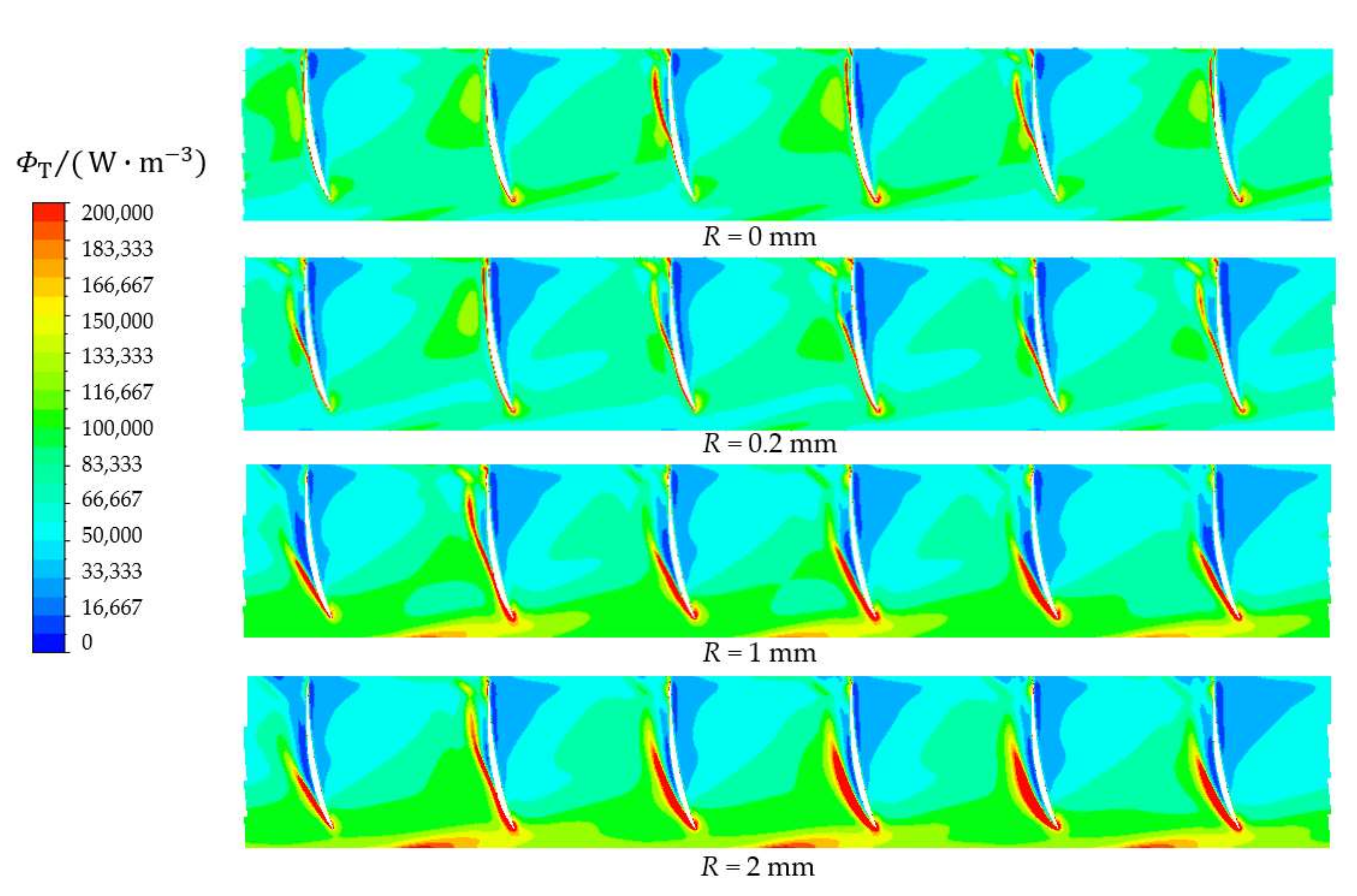
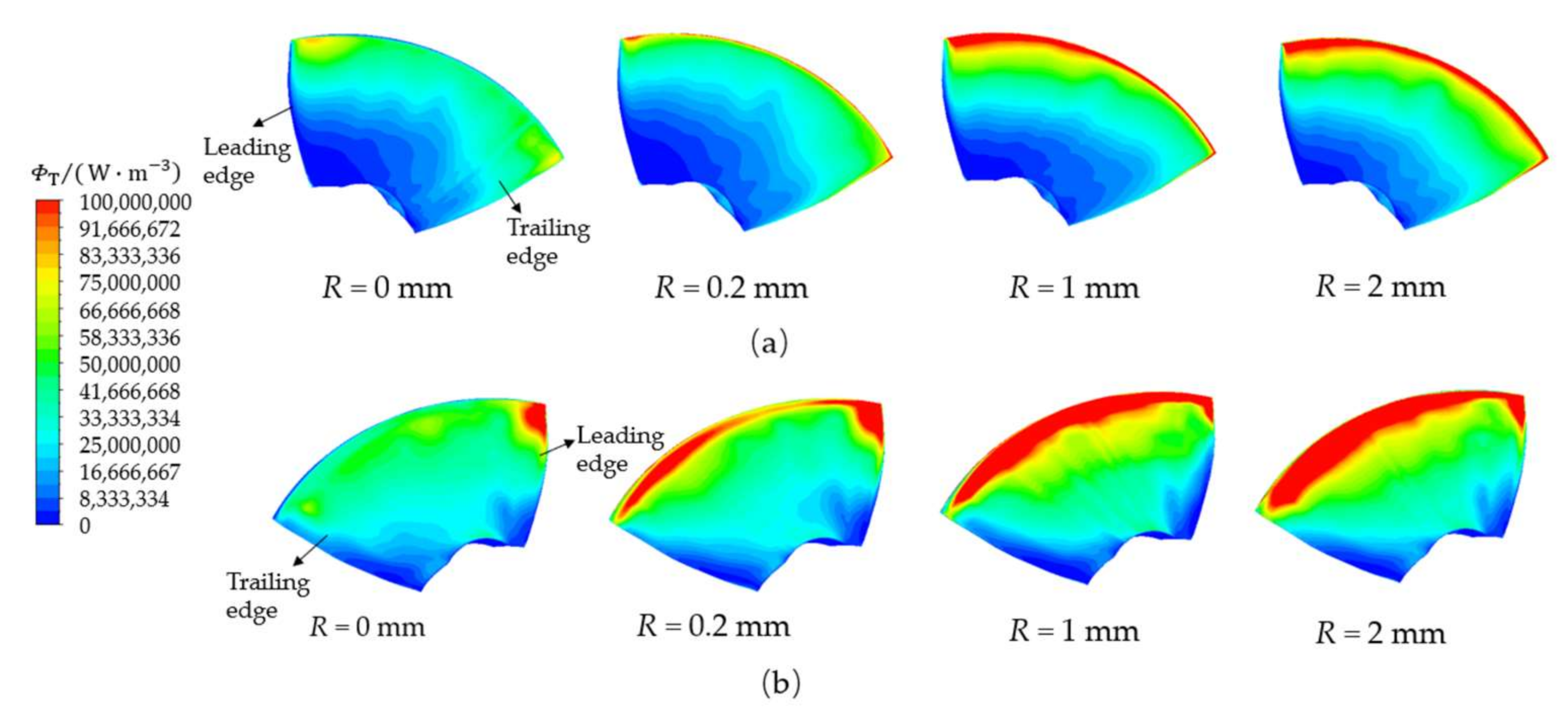
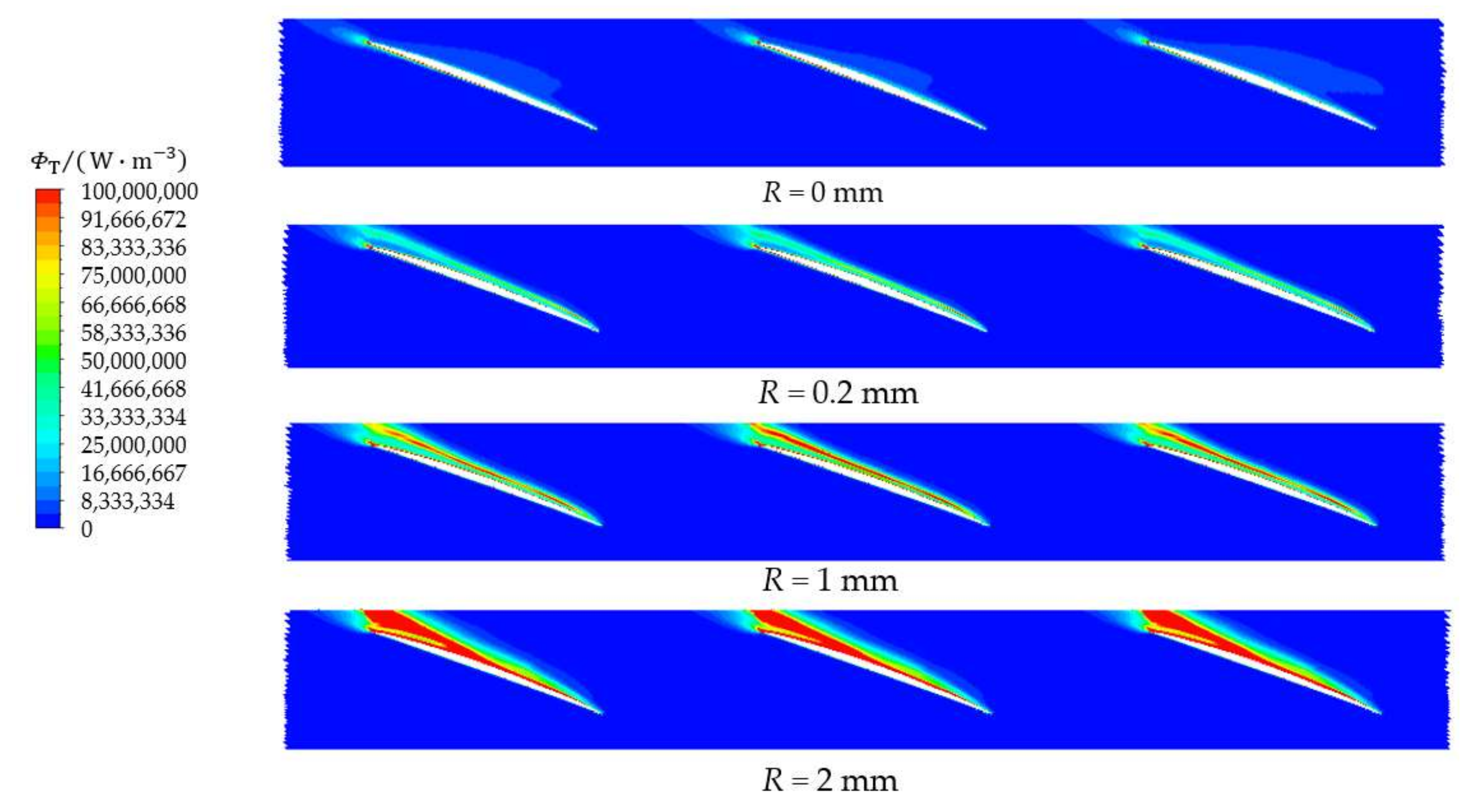
- At the design flow rate, when the axial-flow pump ran under both pump and turbine conditions, the dissipation rate of the pressure side was lower than that of the suction side. When the axial-flow pump operated under the pump condition, there was a high dissipation area at the rim of the impeller, the impeller inlet. When the axial-flow pump operated under the turbine condition, at the rim impeller, the impeller outlet produced a high dissipation area. With the increase in tip clearance, total dissipation in the impeller increased gradually.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| design flow rate under pump condition | |
| design flow rate under turbine condition | |
| rotational speed | |
| tip clearance radius | |
| direct dissipation | |
| turbulent dissipation | |
| , , | time average velocity on the coordinate axes |
| , , | velocity pulsations on the axes |
| dynamic viscosity | |
| time average temperature | |
| fluid density | |
| dissipation rate of turbulent kinetic energy | |
| direct dissipation rate | |
| turbulent dissipation rate | |
| direct dissipation | |
| turbulent dissipation | |
| total dissipation rate | |
| total dissipation | |
| head | |
| total pressure of outlet | |
| total pressure of inlet | |
| fluid density | |
| acceleration of gravity | |
| shaft power | |
| efficiency of axial-flow pump | |
| efficiency of axial-flow pump as a turbine | |
| flow rate | |
| torque of impeller | |
| rotating speed | |
| radius of the cylinder | |
| radius of the hub | |
| radius of the rim |
References
- Wang, W.; Wang, W.; Zhang, L.; Zhao, L.; Lu, J.; Feng, J.; Luo, X. Mechanism for end-wall slots to improve hump in an axial flow pump. Trans. Chin. Soc. Agric. Eng. 2020, 36, 12–20. (In Chinese) [Google Scholar]
- Wang, X.H.; Yang, J.H.; Shi, F.X. Status and prospect of study on energy recovery hydraulic turbines. J. Drain. Irrig. Mach. Eng. 2014, 32, 742–747. [Google Scholar]
- Yang, S.S.; Derakhshan, S.; Kong, F.Y. Theoretical, numerical and experimental prediction of pump as turbine performance. Renew. Energy 2012, 48, 507–513. [Google Scholar] [CrossRef]
- Yang, S.S.; Kong, F.Y.; Jiang, W.M.; Qu, X.Y. Effects of impeller trimming influencing pump as turbine. Comput. Fluids 2012, 67, 72–78. [Google Scholar] [CrossRef]
- Yang, S.S.; Liu, H.L.; Kong, F.Y.; Xia, B.; Tan, L.W. Effects of the radial gap between impeller tips and volute tongue influencing the performance and pressure pulsations of pump as turbine. J. Fluids Eng. 2014, 136, 054501. [Google Scholar] [CrossRef]
- Singh, P.; Nestmann, F. An optimization routine on a prediction and selection model for the turbine operation of centrifugal pumps. Exp. Therm. Fluid Sci. 2010, 34, 152–164. [Google Scholar] [CrossRef]
- Singh, P.; Nestmann, F. Internal hydraulic analysis of impeller rounding in centrifugal pumps as turbines. Exp. Therm. Fluid Sci. 2011, 35, 121–134. [Google Scholar] [CrossRef]
- Joshi, S.; Gordon, A.; Holloway, L.; Chang, L. Selecting a high specific speed pump for low head hydro-electric power generation. In Proceedings of the Canadian Conference on Electrical and Computer Engineering, Saskatoon, SK, Canada, 1–4 May 2005; pp. 603–606. [Google Scholar]
- Qian, Z.; Wang, F.; Guo, Z.; Lu, J. Performance evaluation of an axial-flow pump with adjustable guide vanes in turbine mode. Renew. Energy 2016, 99, 1146–1152. [Google Scholar] [CrossRef]
- Li, D.; Wang, H.; Qin, Y.; Han, L.; Wei, X.; Qin, D. Entropy production analysis of hysteresis characteristic of a pump-turbine model. Energy Convers. Manag. 2017, 149, 175–191. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Hou, H.C.; Xu, C.; He, W.; Li, Z. Application of entropy production method to centrifugal pump energy loss evaluation. J. Drain. Irrig. Mach. Eng. 2017, 288, 277–282. [Google Scholar]
- Pei, J.; Meng, F.; Li, Y.; Yuan, S.; Chen, J. Effects of distance between impeller and guide vane on losses in a low head pump by entropy production analysis. Adv. Mech. Eng. 2016, 8, 1687814016679568. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Gong, R.; Wang, H.; Xiang, G.; Wei, X.; Qin, D. Entropy Production Analysis for Hump Characteristics of a Pump Turbine Model. Chin. J. Mech. Eng. 2016, 29, 803–812. [Google Scholar] [CrossRef]
- Gong, R.; Wang, H.; Chen, L.; Li, D.; Zhang, H.; Wei, X. Application of entropy production theory to hydro-turbine hydraulic analysis. Sci. China Technol. Sci. 2013, 56, 1636–1643. [Google Scholar] [CrossRef]
- Shi, W.; Li, T.; Zhang, D.; Wang, G.; Zhou, L. Numerical simulation on cavitating characteristic in impeller of axial-flow pump. Trans. CSAE 2012, 28, 88–93. (In Chinese) [Google Scholar]
- Li, W.; Qiao, W.; Xu, K.; Luo, H. Numerical simulation of active control on tip leakage flow in axial turbine. Chin. J. Aeronaut. 2009, 22, 129–137. [Google Scholar] [CrossRef] [Green Version]
- Shi, W.D.; Li, T.T.; Zhang, D.S.; Tian, F.; Zhang, G.J. Numerical Simulation of Tip Clearance Leakage Vortex Flow Characteristic in Axial Flow Pump; Institute of Physics Publishing: Bristol, UK, 2012. [Google Scholar]
- Shen, S.; Qian, Z.; Ji, B.; Agarwal, R.K. Numerical investigation of tip flow dynamics and main flow characteristics with varying tip clearance widths for an axial-flow pump. Proc. Inst. Mech. Eng. Part. A J. Power Energy 2018, 233, 476–488. [Google Scholar] [CrossRef]
- Chen, G.T.; Greitzer, E.M.; Tan, C.S.; Marble, F.E. Similarity Analysis of Compressor Tip Clearance Flow Structure. J. Turbomach. 1991, 113, 260–271. [Google Scholar] [CrossRef]
- Li, W.; Qiao, W.Y.; Xu, K.F.; Luo, H.L. Numerical simulation of tip clearance flow passive control in axial turbine. J. Therm. Sci. 2008, 17, 147–155. [Google Scholar] [CrossRef]
- Han, W.; Liu, Y.; Gong, C.; Su, Y.; Guo, P.; Su, M.; Wei, Z. Effect of tip clearance on performance of contra-rotating axial flow water-jet propulsion pump. Mod. Phys. Lett. B 2020, 34, 2050094. [Google Scholar] [CrossRef]
- Shi, L.; Zhu, J.; Tang, F.; Wang, C. Multi-Disciplinary optimization design of axial-flow pump impellers based on the approximation model. Energies 2020, 13, 779. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Long, B.; Wang, C.; Han, C.; Li, L. Effects of the impeller blade with a slot structure on the centrifugal pump performance. Energies 2020, 13, 1628. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, C.; Zhang, Y.; Xiang, W.; He, Z.; Shi, W. Numerical study of coupled flow in blocking pulsed jet impinging on a rotating wall. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 508. [Google Scholar] [CrossRef]
- Fujun, W. Computational Fluid Dynamics Analysis—CFD Principles and Application; Tsinghua University Press: Beijing, China, 2004. [Google Scholar]
- Yang, Y.; Zhou, L.; Zhou, H.; Lv, W.; Wang, J.; Shi, W.; He, Z. Orthogonal optimum design method for high specific-speed axial-flow pumps. J. Vib. Shock. 2018, 37, 115–121. (In Chinese) [Google Scholar]
- Feng, J.; Luo, X.; Guo, P.; Wu, G. Influence of tip clearance on pressure fluctuations in an axial flow pump. J. Mech. Sci. Technol. 2016, 30, 1603–1610. [Google Scholar] [CrossRef]
- Yang, S.; Kong, F.; Chen, B. Research on Pump Volute Design Method Using CFD. Int. J. Rotating Mach. 2011, 2011, 137860. [Google Scholar] [CrossRef]
- Kock, F.; Herwig, H. Entropy production calculation for turbulent shear flows and their implementation in cfd codes. Int. J. Heat Fluid Flow 2005, 26, 672–680. [Google Scholar] [CrossRef]
- Kock, F.; Herwig, H. Local entropy production in turbulent shear flows: A high-Reynolds number model with wall functions. Int. J. Heat Mass Transf. 2004, 47, 2205–2215. [Google Scholar] [CrossRef]
- Herwig, H.; Kock, F. Direct and indirect methods of calculating entropy generation rates in turbulent convective heat transfer problems. Heat Mass Transf. 2007, 43, 207–215. [Google Scholar] [CrossRef]
- Herwig, H.; Kock, F. Local entropy production in turbulent shear flows: A tool for evaluating heat transfer performance. J. Therm. Sci. 2006, 15, 159–167. [Google Scholar] [CrossRef]























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Lin, Q.; Meng, F.; Zheng, Y.; Xu, X. Research on the Influence of Tip Clearance of Axial-Flow Pump on Energy Characteristics under Pump and Turbine Conditions. Machines 2022, 10, 56. https://doi.org/10.3390/machines10010056
Li Y, Lin Q, Meng F, Zheng Y, Xu X. Research on the Influence of Tip Clearance of Axial-Flow Pump on Energy Characteristics under Pump and Turbine Conditions. Machines. 2022; 10(1):56. https://doi.org/10.3390/machines10010056
Chicago/Turabian StyleLi, Yanjun, Qixu Lin, Fan Meng, Yunhao Zheng, and Xiaotian Xu. 2022. "Research on the Influence of Tip Clearance of Axial-Flow Pump on Energy Characteristics under Pump and Turbine Conditions" Machines 10, no. 1: 56. https://doi.org/10.3390/machines10010056
APA StyleLi, Y., Lin, Q., Meng, F., Zheng, Y., & Xu, X. (2022). Research on the Influence of Tip Clearance of Axial-Flow Pump on Energy Characteristics under Pump and Turbine Conditions. Machines, 10(1), 56. https://doi.org/10.3390/machines10010056