
In Situ Ultrasonic Testing for Wire Arc Additive Manufacturing Applications

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
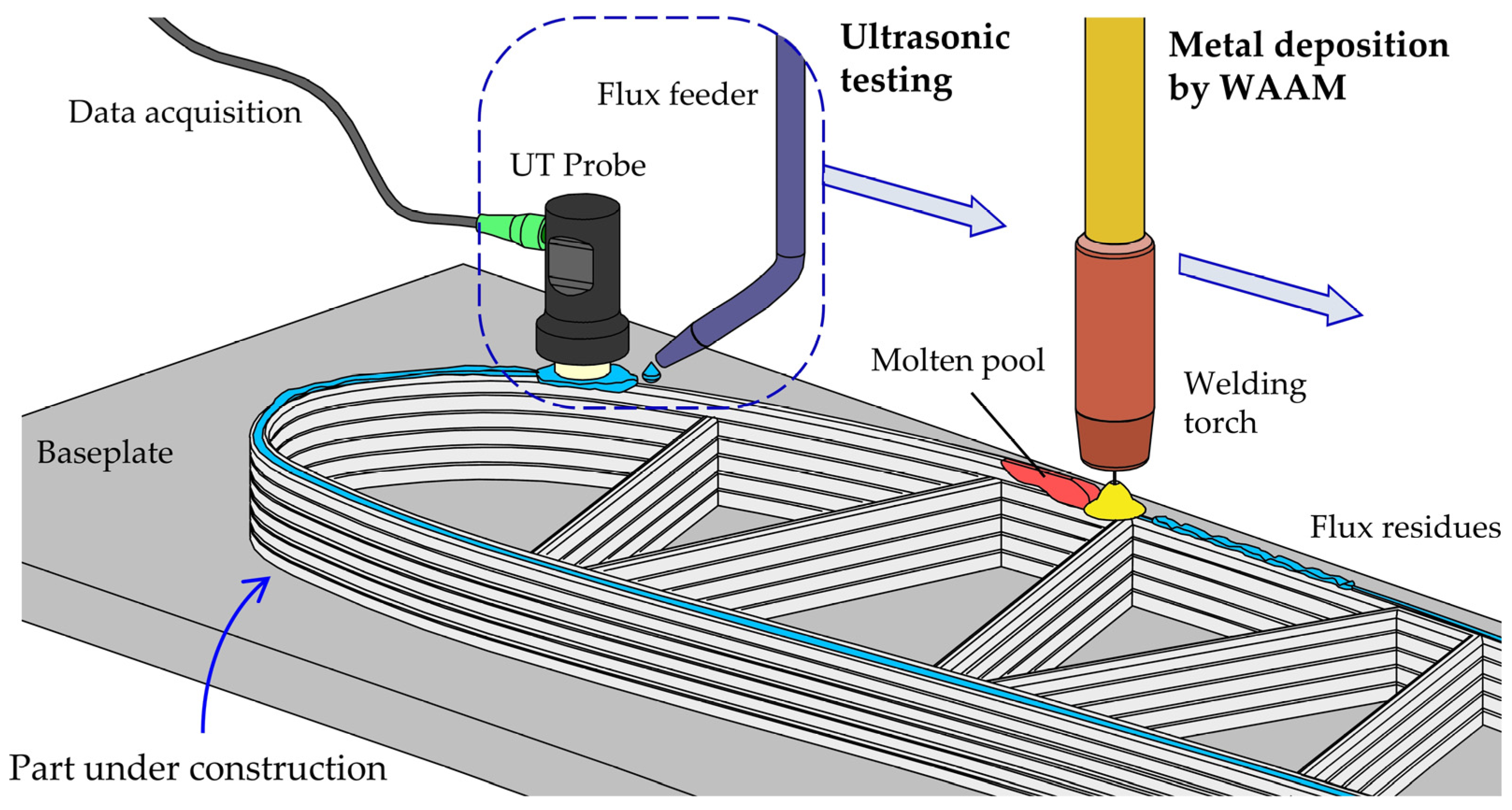
2.1. Metal Deposition
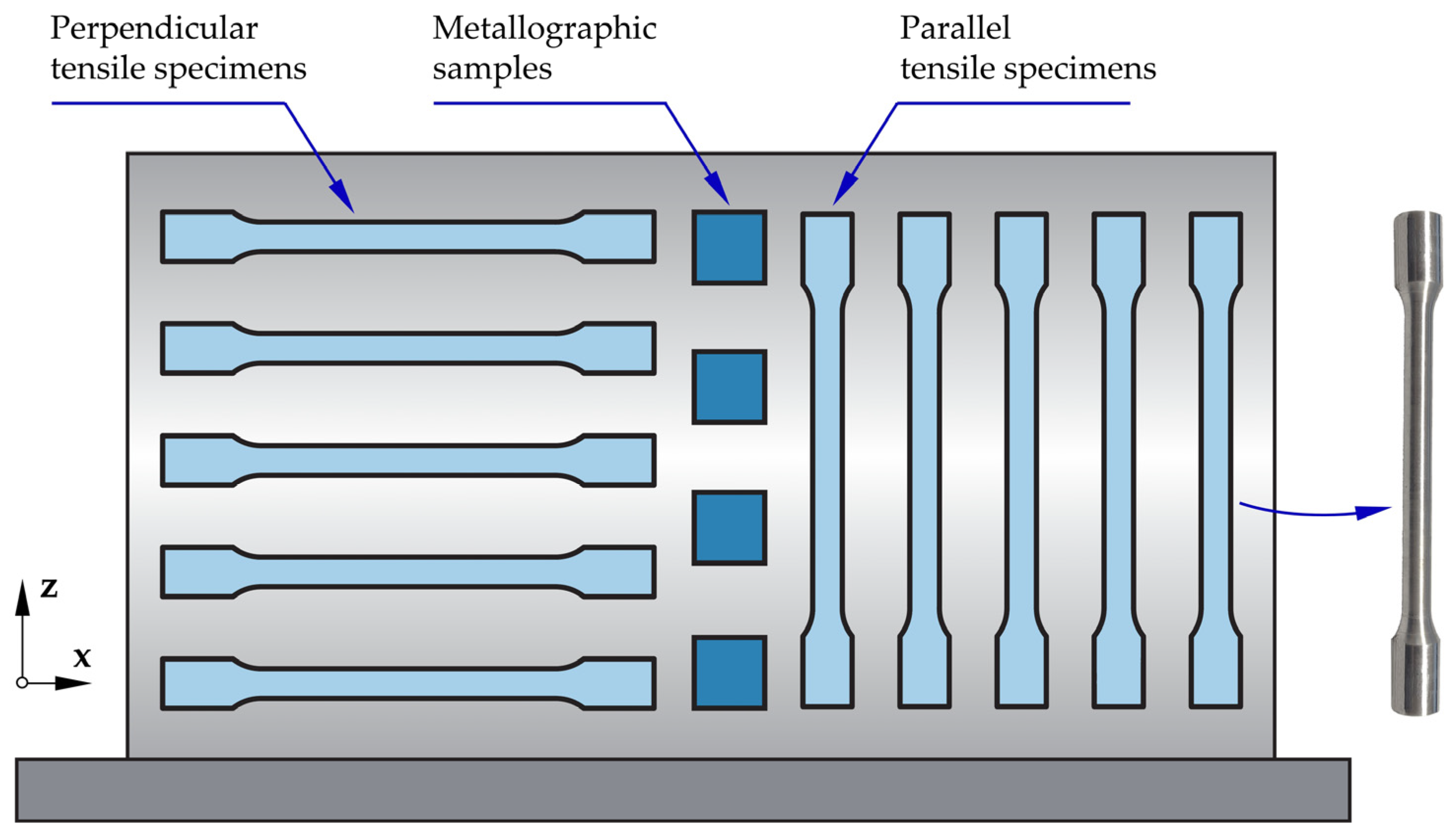
2.2. Characterization Tests
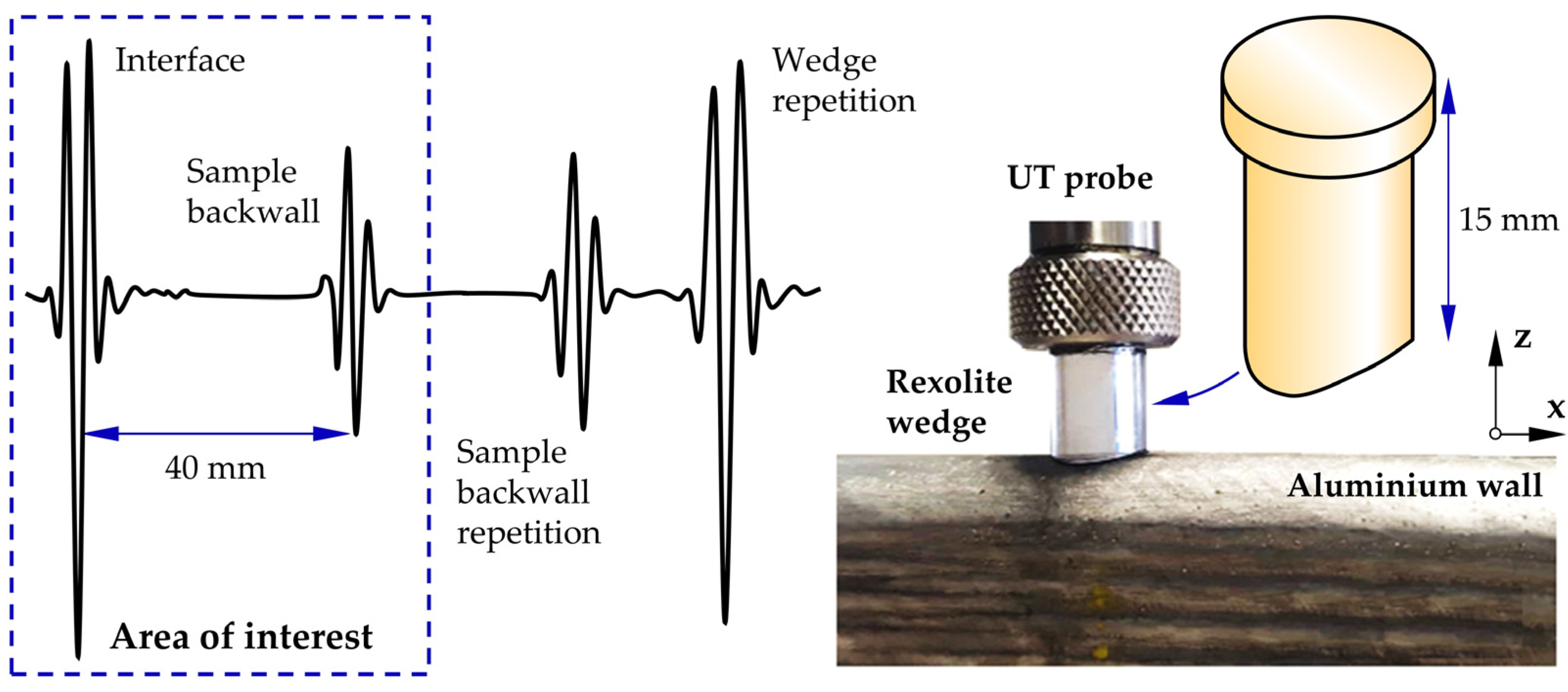
2.3. Non-Destructive Testing
3. Results and Discussion
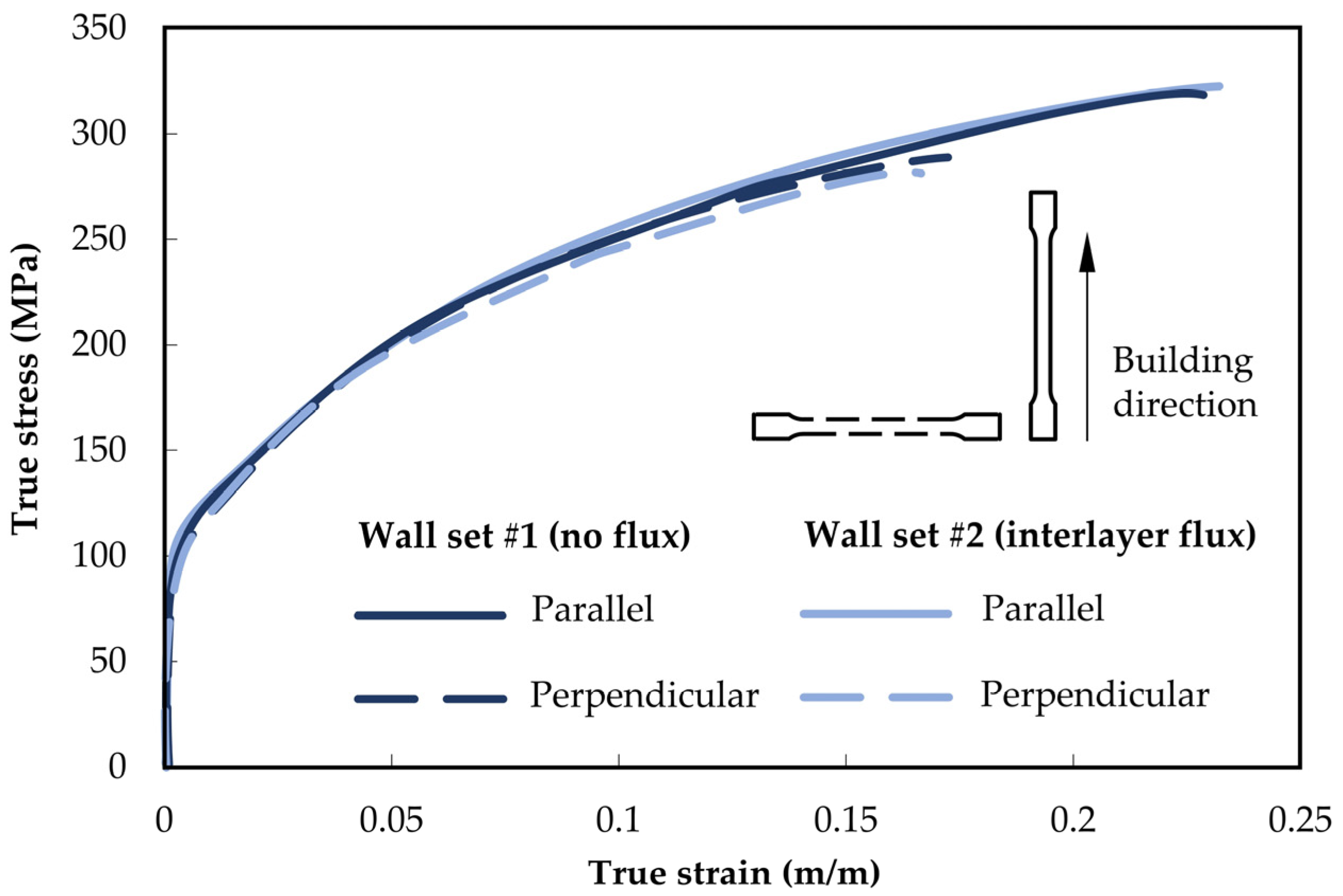
3.1. Material Properties
3.2. Ultrasonic Testing
3.3. Solder Flux vs. Water as a Coupling Medium
4. Conclusions
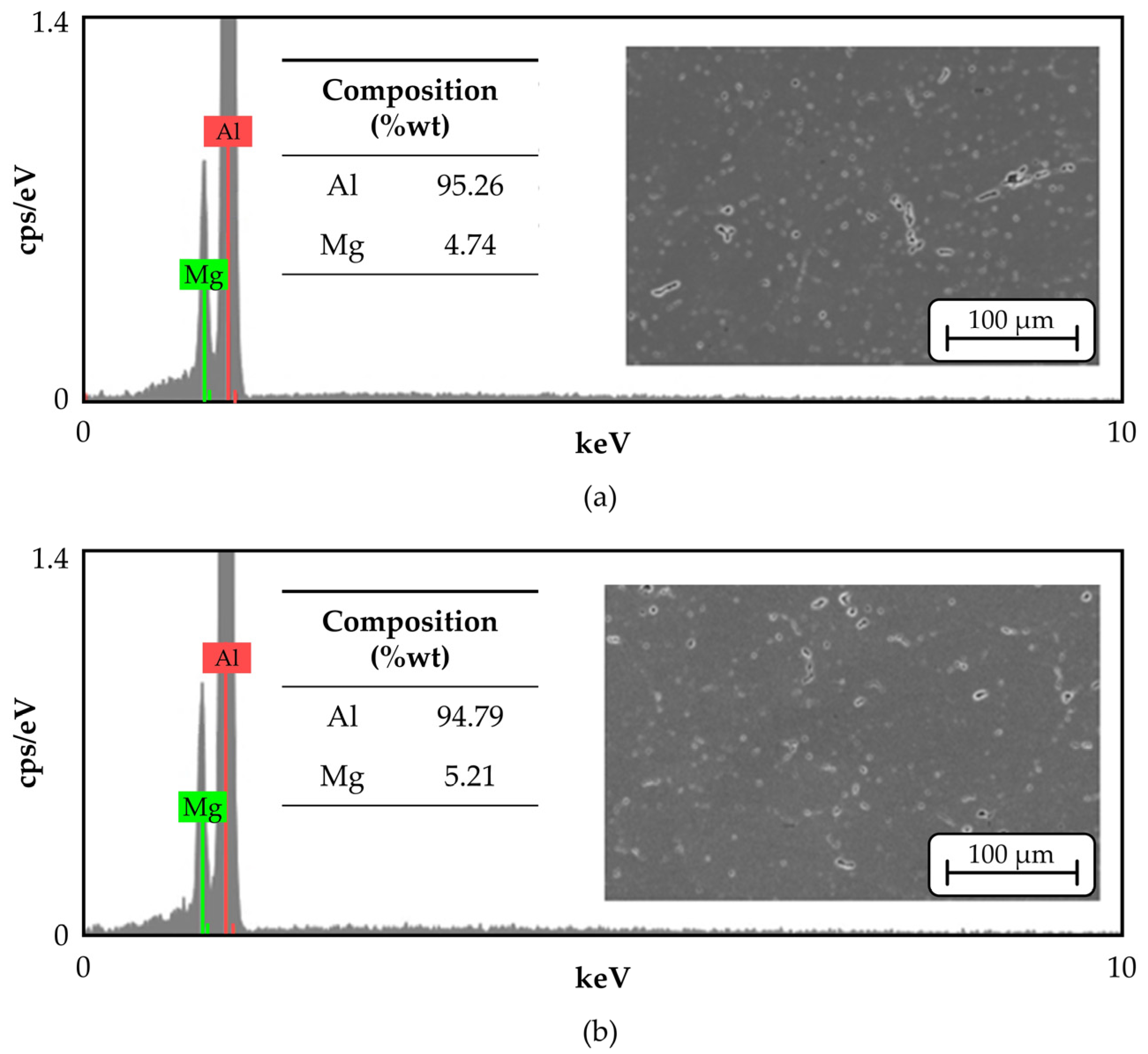
- The FL50 solder flux used in the experiments behaved as a neutral agent in terms of material characteristics of the deposited ER5356 aluminum walls when applied between layers, indicating that the deposited material induced no reaction whatsoever with the solder flux, even when UT was to be applied after deposition of each wall layer.
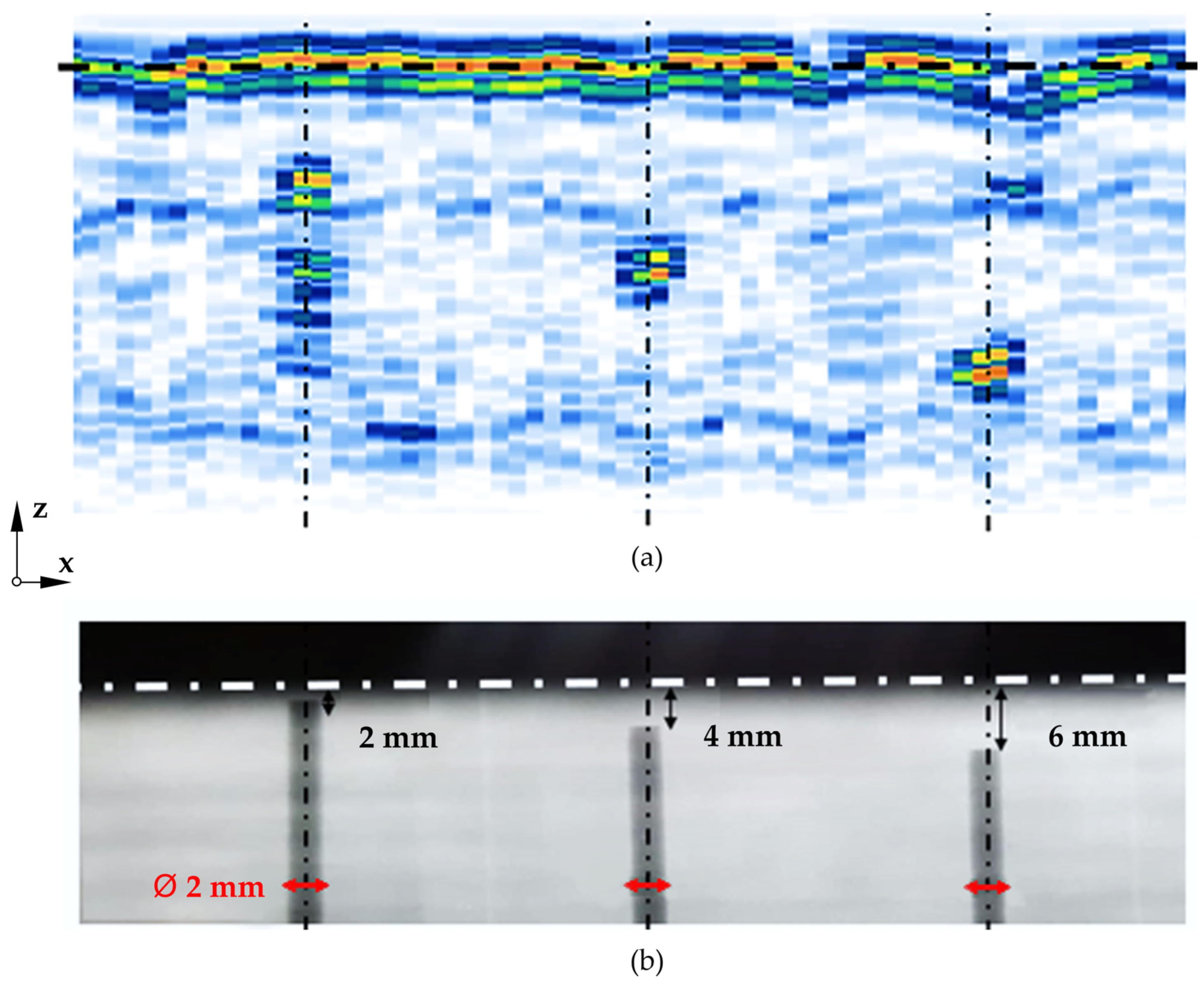
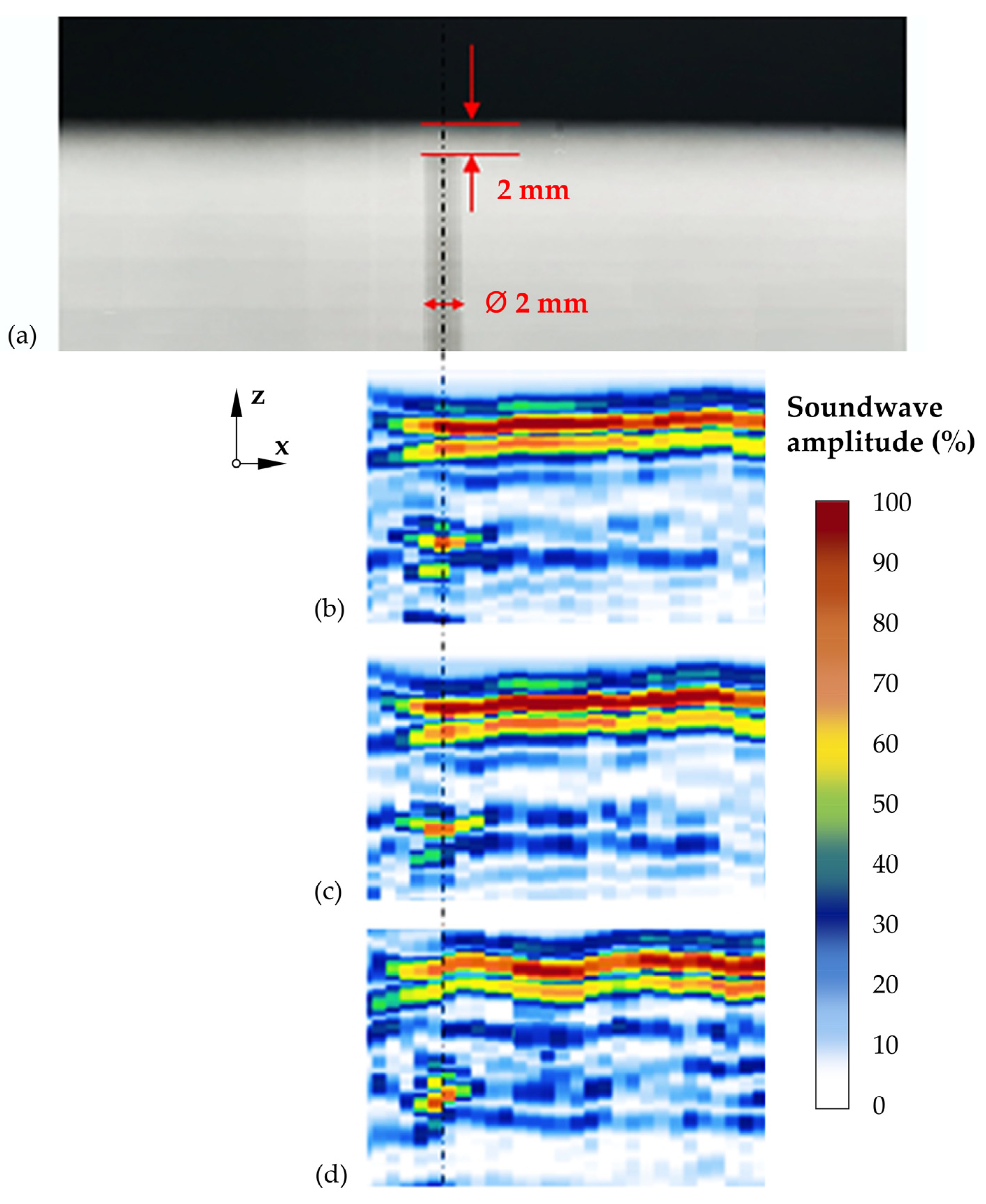
- Detection of defects with the proposed UT technique using solder flux as a coupling medium is compatible with reference results obtained by conventional immersion UT and DR.
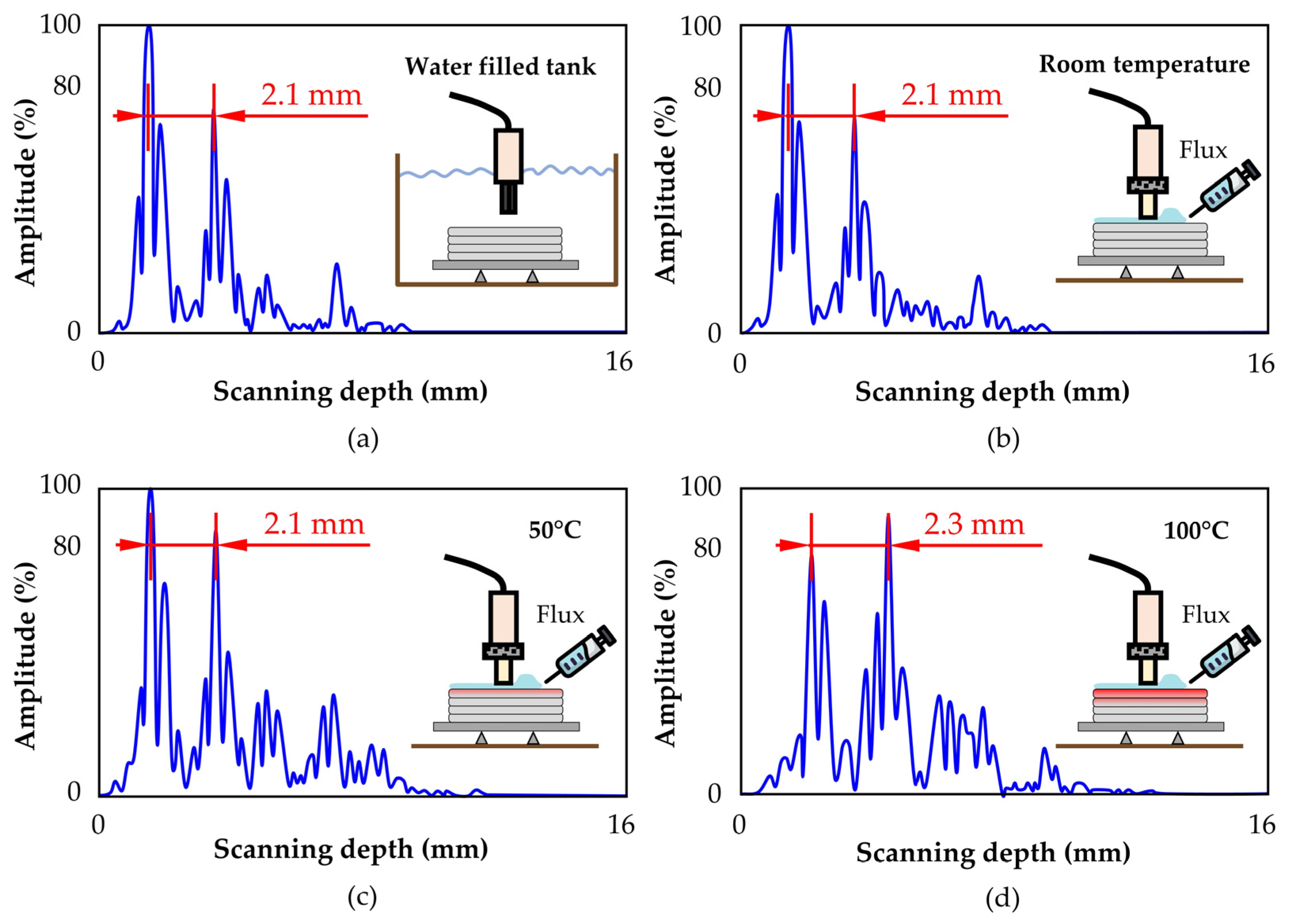
- The performance of the solder flux as a coupling medium was shown to be slightly affected by high temperatures in terms of reflection delays and noise amplitude. Still, it achieved satisfactory accuracy in detecting the reflected soundwave amplitude at temperatures around 100 °C, indicating that the proposed UT technique can be implemented without having to wait for the deposited material to cool down to room temperature.
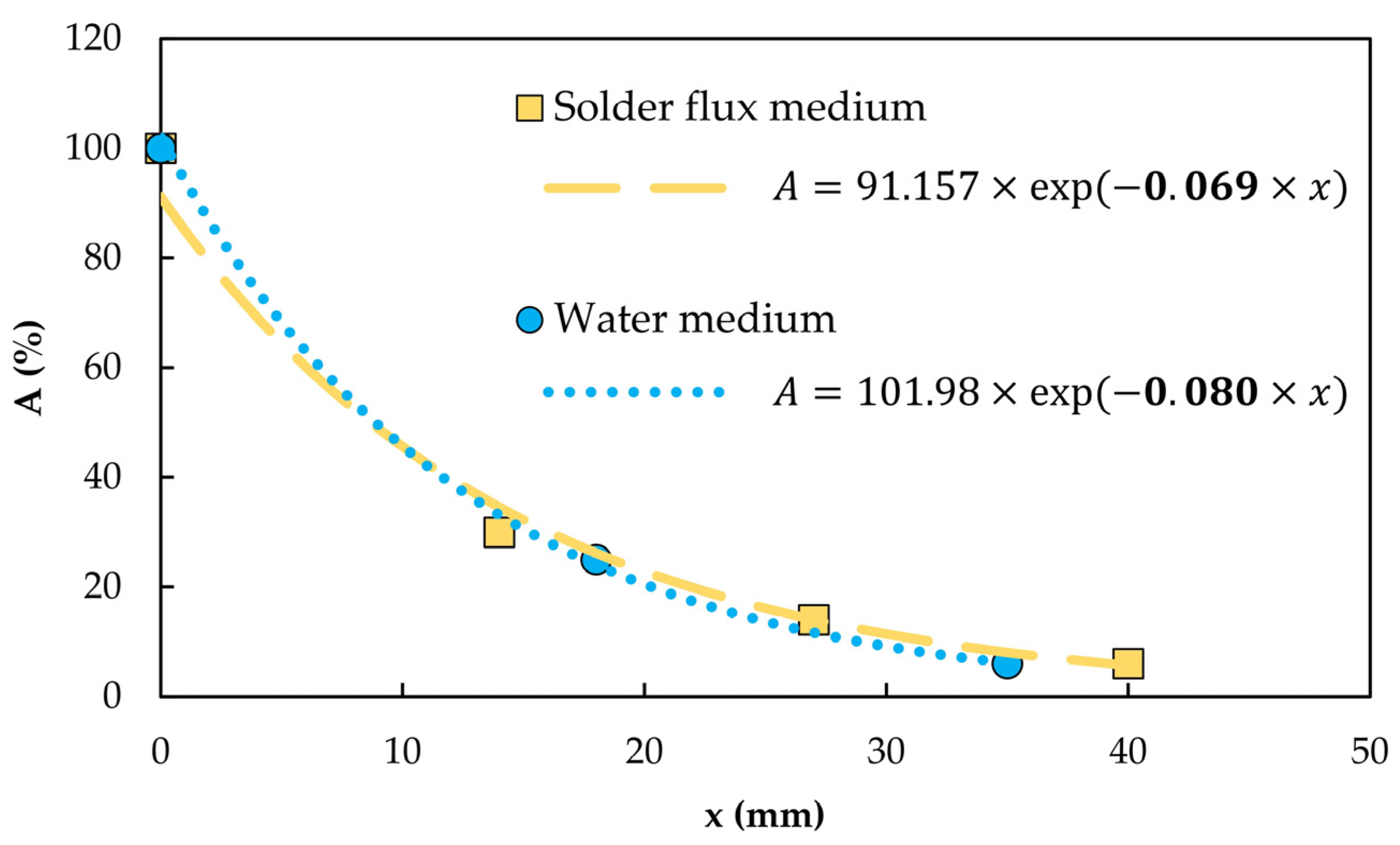
- The acoustic characteristics of the solder flux were shown to be slightly superior to those of commercial water-based coupling media in terms of acoustic attenuation and transmission.
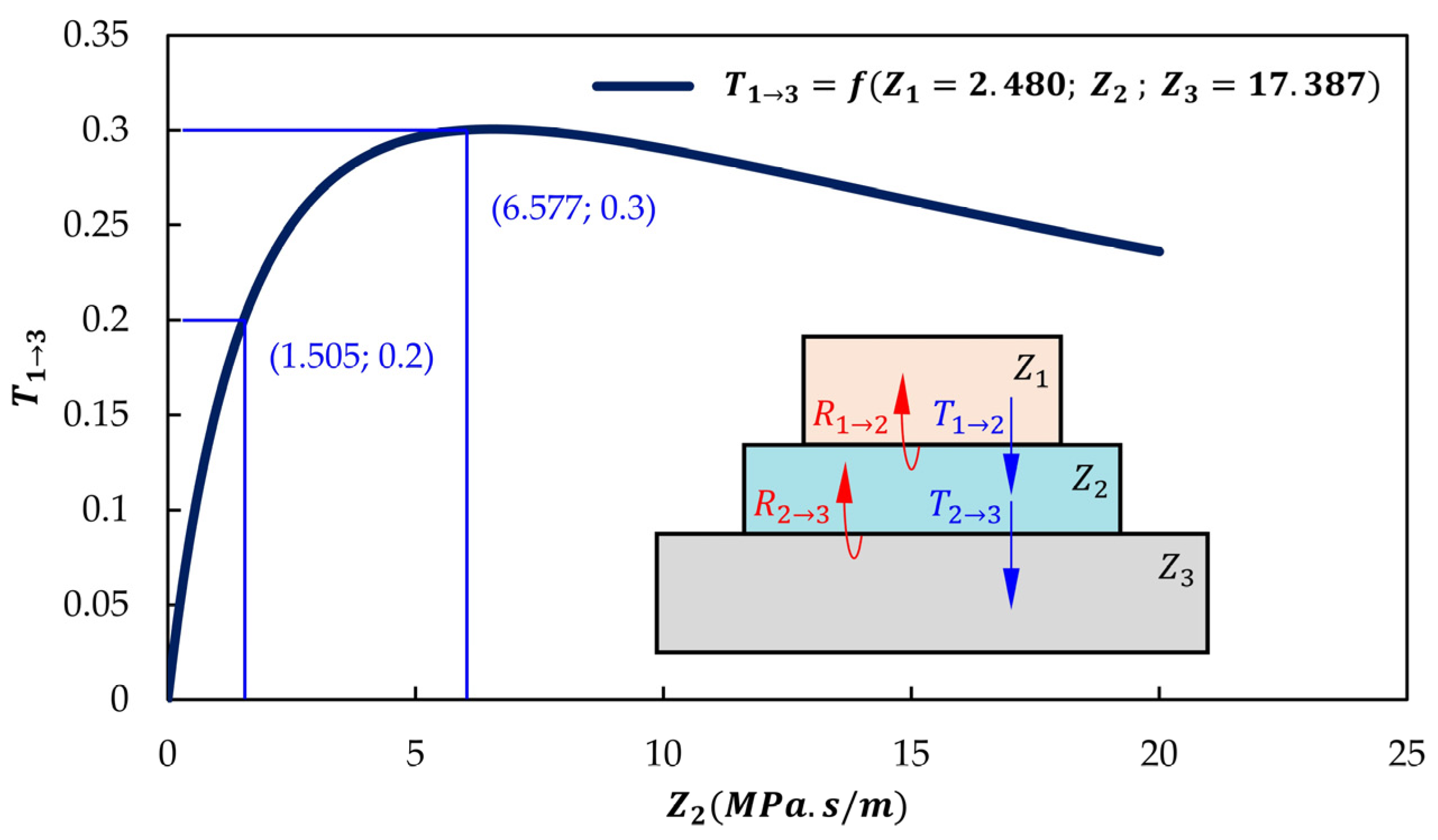
- Estimations on the transmission coefficient for the experimental setup show that other coupling media with higher acoustic impedances may further increase the transmitted pressure energy from the UT probe up to 50%. Therefore, although the utilized solder flux is suitable for in situ UT during WAAM, other coupling media may alternatively be used to achieve further improvements in the accuracy and detection scale of defects.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dias, M.; Pragana, J.P.M.; Ferreira, B.; Ribeiro, I.; Silva, C.M.A. Economic and Environmental Potential of Wire-Arc Additive Manufacturing. Sustainability 2022, 14, 5197. [Google Scholar] [CrossRef]
- Derekar, K.S. A review of wire arc additive manufacturing and advances in wire arc additive manufacturing of aluminium. Mater. Sci. Technol. 2018, 34, 895–916. [Google Scholar] [CrossRef]
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid metal additive manufacturing: A state–of–the-art review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Pragana, J.P.; Bragança, I.M.; Silva, C.M.; Martins, P.A. Integration of tube end forming in wire arc additive manufacturing: An experimental and numerical investigation. Int. J. Adv. Manuf. Technol. 2021, 117, 2715–2726. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of Materials Qualification Needs for Metal Additive Manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef] [Green Version]
- Pragana, J.P.; Bragança, I.M.; Reis, L.; Silva, C.M.; Martins, P.A. Formability of wire-arc deposited AISI 316L sheets for hybrid additive manufacturing applications. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 2839–2850. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Duarte, V.R.; Rodrigues, T.A.; Machado, M.A.; Pragana, J.P.M.; Pombinha, P.; Coutinho, L.; Silva, C.M.A.; Miranda, R.M.; Goodwin, C.; Huber, D.E.; et al. Benchmarking of Nondestructive Testing for Additive Manufacturing. 3D Print. Addit. Manuf. 2021, 8, 263–270. [Google Scholar] [CrossRef]
- Lopez, A.; Bacelar, R.; Pires, I.; Santos, T.G.; Sousa, J.P.; Quintino, L. Non-destructive testing application of radiography and ultrasound for wire and arc additive manufacturing. Addit. Manuf. 2018, 21, 298–306. [Google Scholar] [CrossRef]
- Javadi, Y.; MacLeod, C.N.; Pierce, S.G.; Gachagan, A.; Lines, D.; Mineo, C.; Ding, J.; Williams, S.; Vasilev, M.; Mohseni, E.; et al. Ultrasonic phased array inspection of a Wire + Arc Additive Manufactured (WAAM) sample with intentionally embedded defects. Addit. Manuf. 2019, 29, 100806. [Google Scholar] [CrossRef]
- Drinkwater, B.W.; Wilcox, P.D. Ultrasonic arrays for non-destructive evaluation: A review. NDT E Int. 2006, 39, 525–541. [Google Scholar] [CrossRef]
- Elmer, J.W.; Fisher, K.; Gibbs, G.; Sengthay, J.; Urabe, D. Post-build thermomechanical processing of wire arc additively manufactured stainless steel for improved mechanical properties and reduction of crystallographic texture. Addit. Manuf. 2022, 50, 102573. [Google Scholar] [CrossRef]
- Lopez, A.B.; Santos, J.; Sousa, J.P.; Santos, T.G.; Quintino, L. Phased Array Ultrasonic Inspection of Metal Additive Manufacturing Parts. J. Nondestruct. Eval. 2019, 38, 62. [Google Scholar] [CrossRef]
- Yehorov, Y.; da Silva, L.J.; Scotti, A. Balancing WAAM Production Costs and Wall Surface Quality through Parameter Selection: A Case Study of an Al-Mg5 Alloy Multilayer-Non-Oscillated Single Pass Wall. J. Manuf. Mater. Process. 2019, 3, 32. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Li, W.; Li, W.; Li, S. Research on Ultrasonic Array Testing Method for Additive-Manufactured Titanium Alloy. In Proceedings of the International Symposium on Structural Health Monitoring and Nondestructive Testing, Saarbruecken, Germany, 4–5 October 2018. [Google Scholar]
- Guo, J.; Huang, A.; Hu, R.; Xu, H.; Yang, G.; Pang, S. An in-situ monitoring system for electron beam wire-feed additive manufacturing. Sens. Actuators A Phys. 2020, 307, 111983. [Google Scholar] [CrossRef]
- Hehr, A.; Dapino, M.J. Dynamics of ultrasonic additive manufacturing. Ultrasonics 2017, 73, 49–66. [Google Scholar] [CrossRef] [Green Version]
- Geng, H.; Li, J.; Xiong, J.; Lin, X. Optimisation of interpass temperature and heat input for wire and arc additive manufacturing 5A06 aluminium alloy. Sci. Technol. Weld. Join. 2017, 22, 472–483. [Google Scholar] [CrossRef]
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2010; pp. 1–27. [CrossRef]
- Bento, J.B.; Lopez, A.; Pires, I.; Quintino, L.; Santos, T.G. Non-destructive testing for wire + arc additive manufacturing of aluminium parts. Addit. Manuf. 2019, 29, 100782. [Google Scholar] [CrossRef]
- Cadot, C.; Saillant, J.-F.; Dulmet, V. Method for Acoustic Characterization of Materials in Temperature. In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- Birks, A.S.; Green, R.E.; McIntire, P. Nondestructive Testing Handbook. Volume 7, Ultrasonic Testing, 2nd ed.; The American Society For Nondestructive Testing: Columbus, OH, USA, 1991. [Google Scholar]
- Langelandsvik, G.; Akselsen, O.M.; Furu, T.; Roven, H.J. Review of Aluminum Alloy Development for Wire Arc Additive Manufacturing. Materials 2021, 14, 5370. [Google Scholar] [CrossRef] [PubMed]
- Pragana, J.P.M.; Rosa, L.G.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Expansion of Additive-Manufactured Tubes: Deformation and Metallurgical Analysis. Steel Res. Int. 2022, 93, 2100362. [Google Scholar] [CrossRef]
- Oh, S.; Cheong, Y.; Kim, D.; Kim, K. On-Line Monitoring of Pipe Wall Thinning by a High Temperature Ultrasonic Waveguide System at the Flow Accelerated Corrosion Proof Facility. Sensors 2019, 19, 1762. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Slongo, J.S.; Gund, J.; Passarin, T.A.R.; Pipa, D.R.; Ramos, J.E.; Arruda, L.V.; Junior, F.N. Effects of Thermal Gradients in High-Temperature Ultrasonic Non-Destructive Tests. Sensors 2022, 22, 2799. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (%wt) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Si | Cu | Fe | Zn | Mg | Mn | Cr | Ti | Al |
| 0.03 | 0.01 | 0.15 | 0.01 | 4.83 | 0.14 | 0.11 | 0.09 | Balance |
| Current (A) | Voltage(V) | Wire Feed Speed (m/min) | Travel Speed (m/min) | Gas Flow Rate(l/min) |
|---|---|---|---|---|
| 100 | 16 | 8 | 0.8 | 20 |
| Wall Set ID | Construction Procedure |  |
| #1 | Metal deposition without solder flux | |
| #2 | Metal deposition with interlayer application of solder flux | |
| #3 | Metal deposition combined with drilled artificial defects |
| Orientation | Wall Set ID | ||||
|---|---|---|---|---|---|
| Parallel | #1 | 70 | 104 | 249 | 0.27 |
| #2 | 69 | 105 | 250 | 0.27 | |
| Perpendicular | #1 | 64 | 103 | 240 | 0.19 |
| #2 | 68 | 103 | 241 | 0.20 |
| Medium | Rexolite | Water | Solder flux | Aluminum |
|---|---|---|---|---|
| 1050 | 1000 | 1043 | 2840 | |
| 2362 | 1483 | 1443 | 6122 | |
| 2.480 | 1.483 | 1.505 | 17.387 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lopez, A.B.; Sousa, J.P.; Pragana, J.P.M.; Bragança, I.M.F.; Santos, T.G.; Silva, C.M.A. In Situ Ultrasonic Testing for Wire Arc Additive Manufacturing Applications. Machines 2022, 10, 1069. https://doi.org/10.3390/machines10111069
Lopez AB, Sousa JP, Pragana JPM, Bragança IMF, Santos TG, Silva CMA. In Situ Ultrasonic Testing for Wire Arc Additive Manufacturing Applications. Machines. 2022; 10(11):1069. https://doi.org/10.3390/machines10111069
Chicago/Turabian StyleLopez, Ana Beatriz, José Pedro Sousa, João P. M. Pragana, Ivo M. F. Bragança, Telmo G. Santos, and Carlos M. A. Silva. 2022. "In Situ Ultrasonic Testing for Wire Arc Additive Manufacturing Applications" Machines 10, no. 11: 1069. https://doi.org/10.3390/machines10111069
APA StyleLopez, A. B., Sousa, J. P., Pragana, J. P. M., Bragança, I. M. F., Santos, T. G., & Silva, C. M. A. (2022). In Situ Ultrasonic Testing for Wire Arc Additive Manufacturing Applications. Machines, 10(11), 1069. https://doi.org/10.3390/machines10111069