
Stiffness-Performance-Based Redundant Motion Planning of a Hybrid Machining Robot


 ,
, 
Abstract
:1. Introduction
2. Kinematic Modeling of the Hybrid Machining Robot
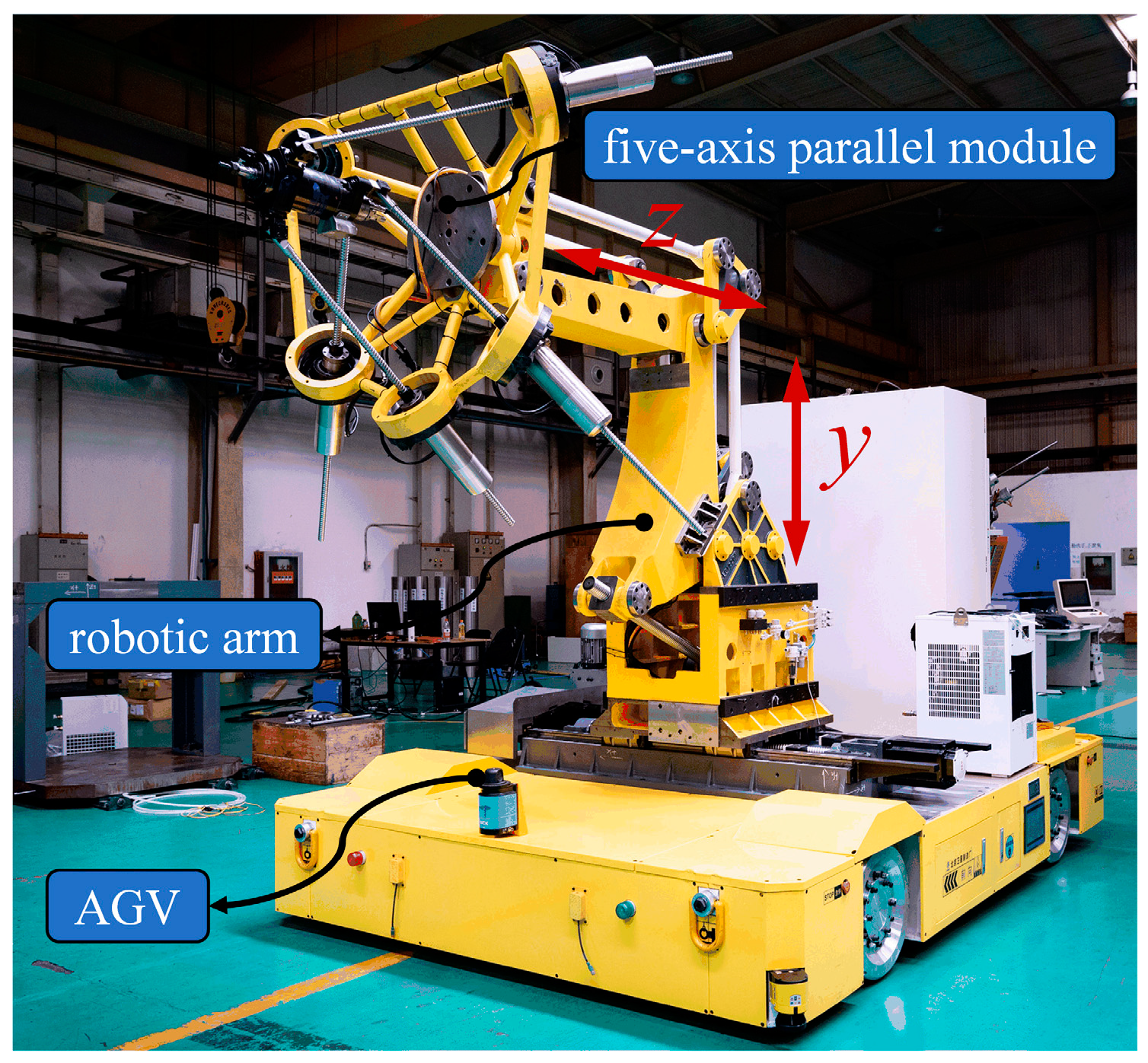
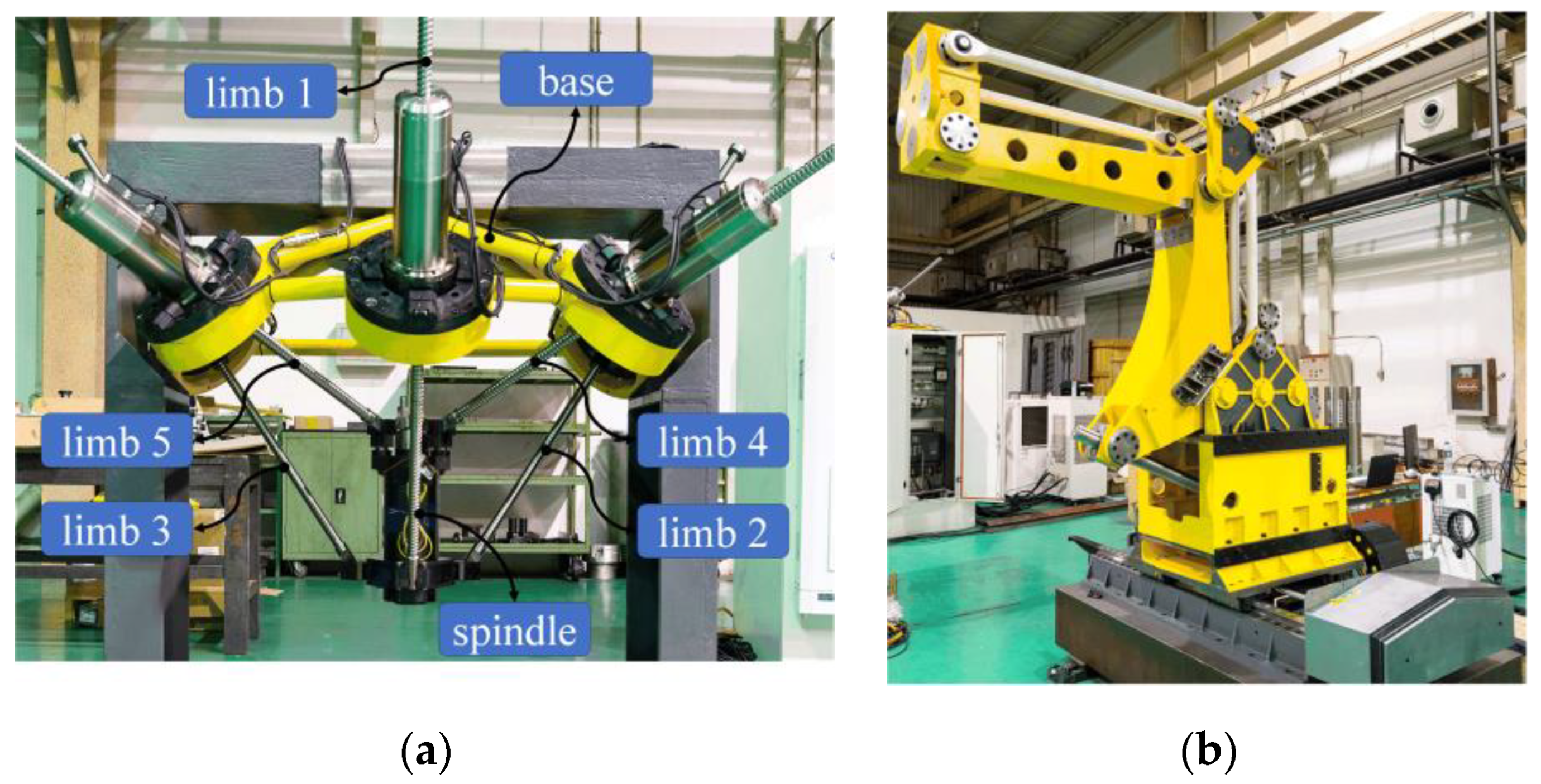
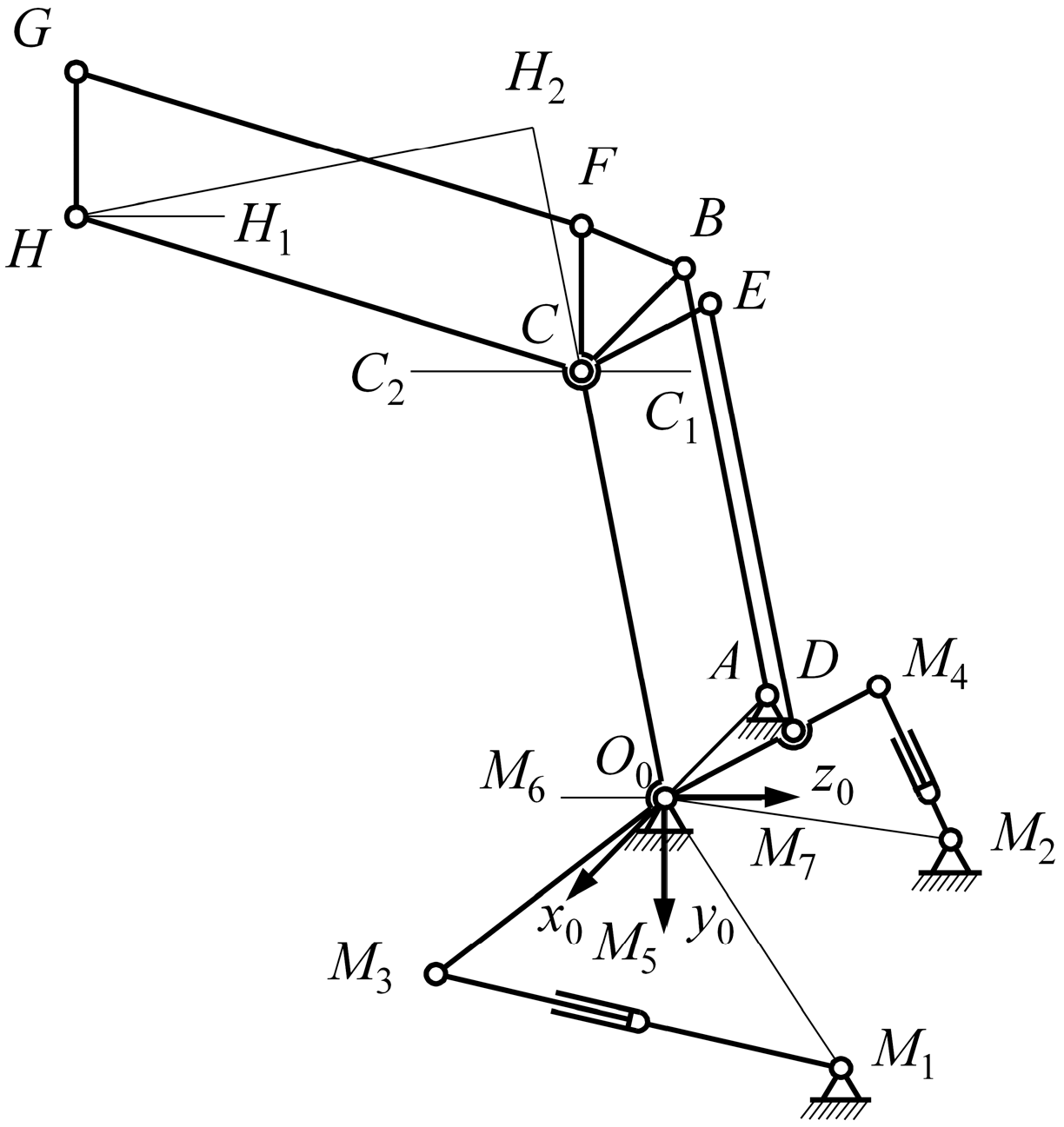
2.1. Introduction to the Hybrid Machining Robot
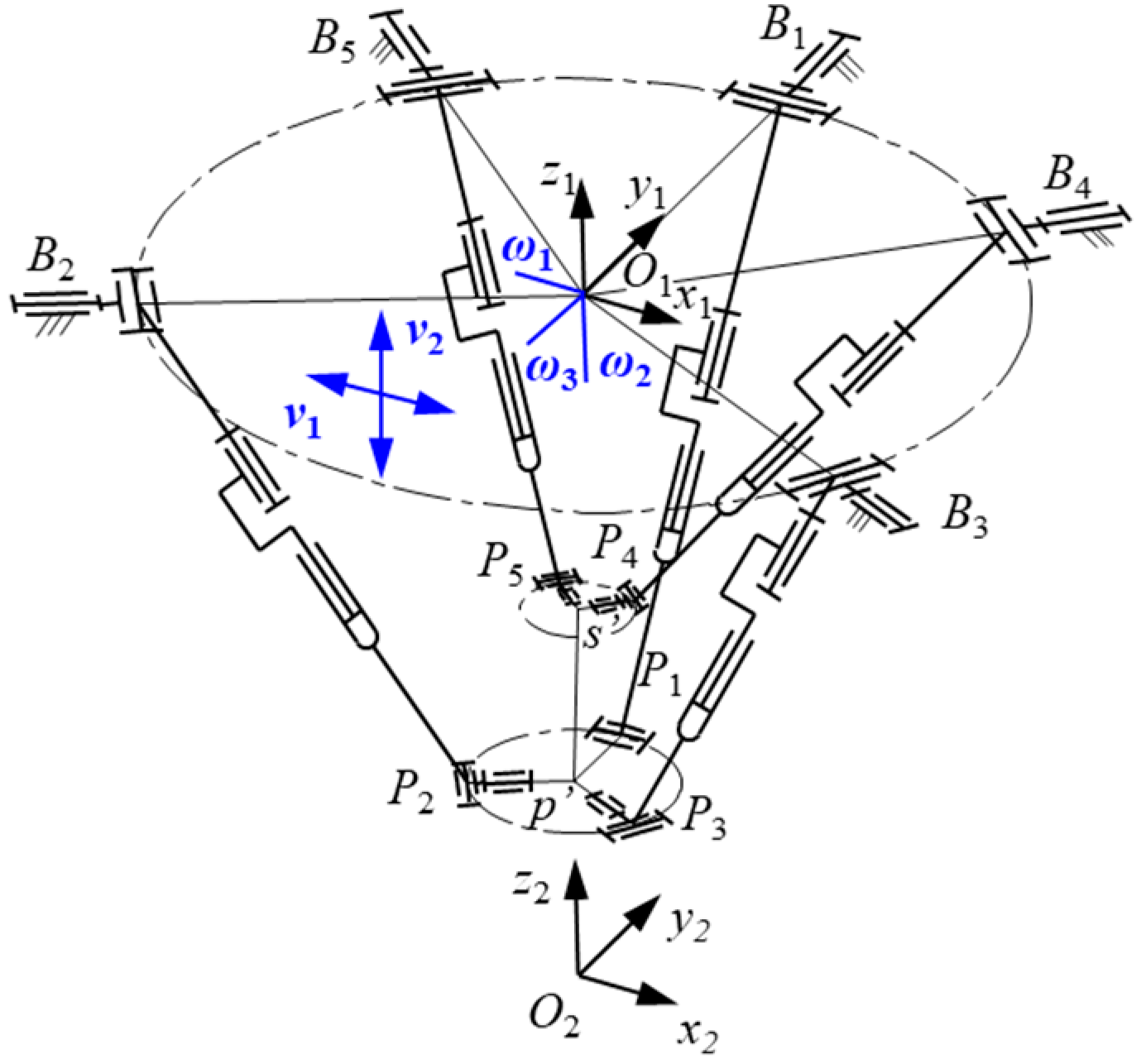
2.2. Kinematic Modeling of the Five-Axis Parallel Module
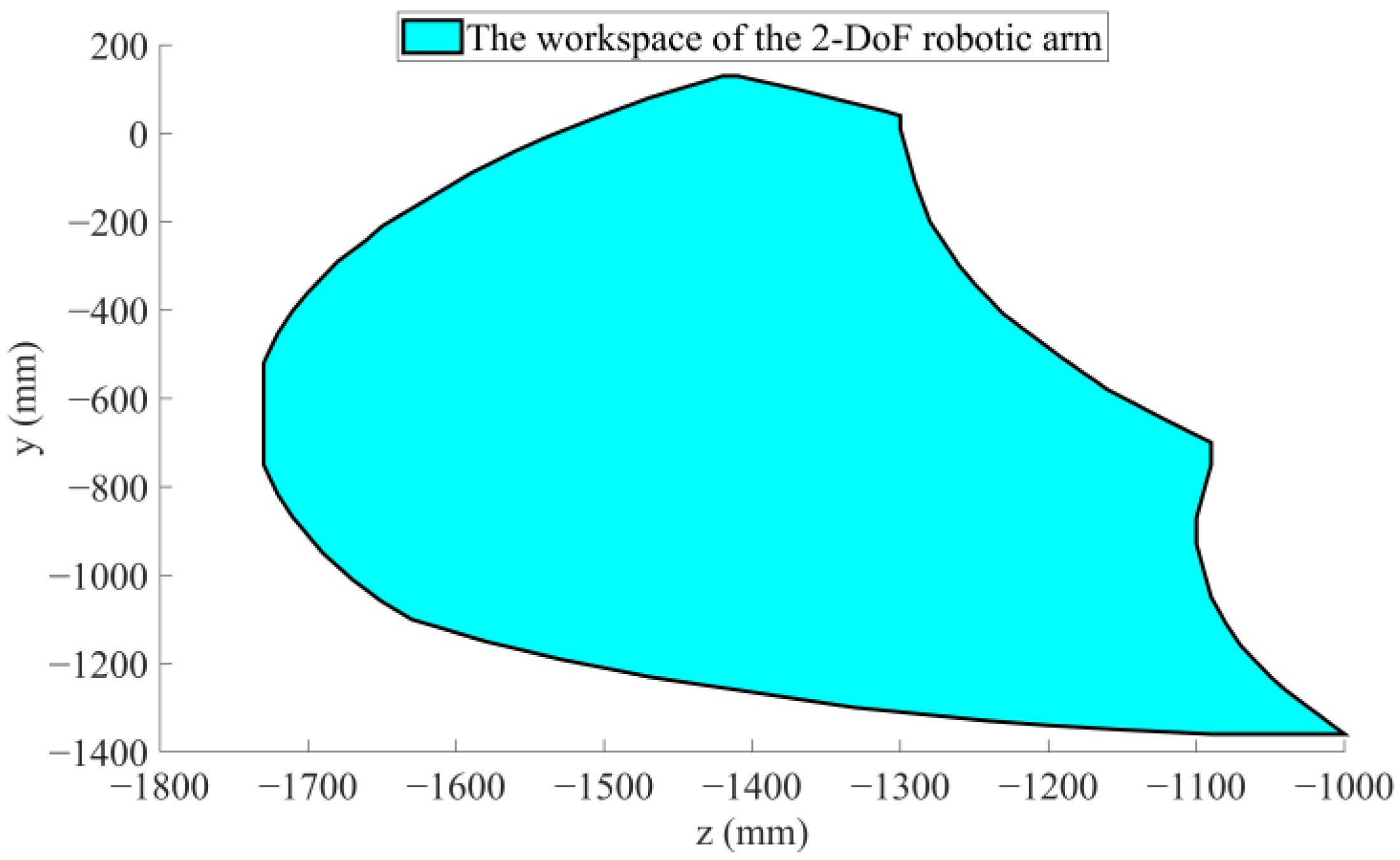
2.3. Kinematic Modeling of the Two-DoF Robotic Arm
2.4. Kinematic Modeling of the Hybrid Machining Robot
3. Stiffness Modeling
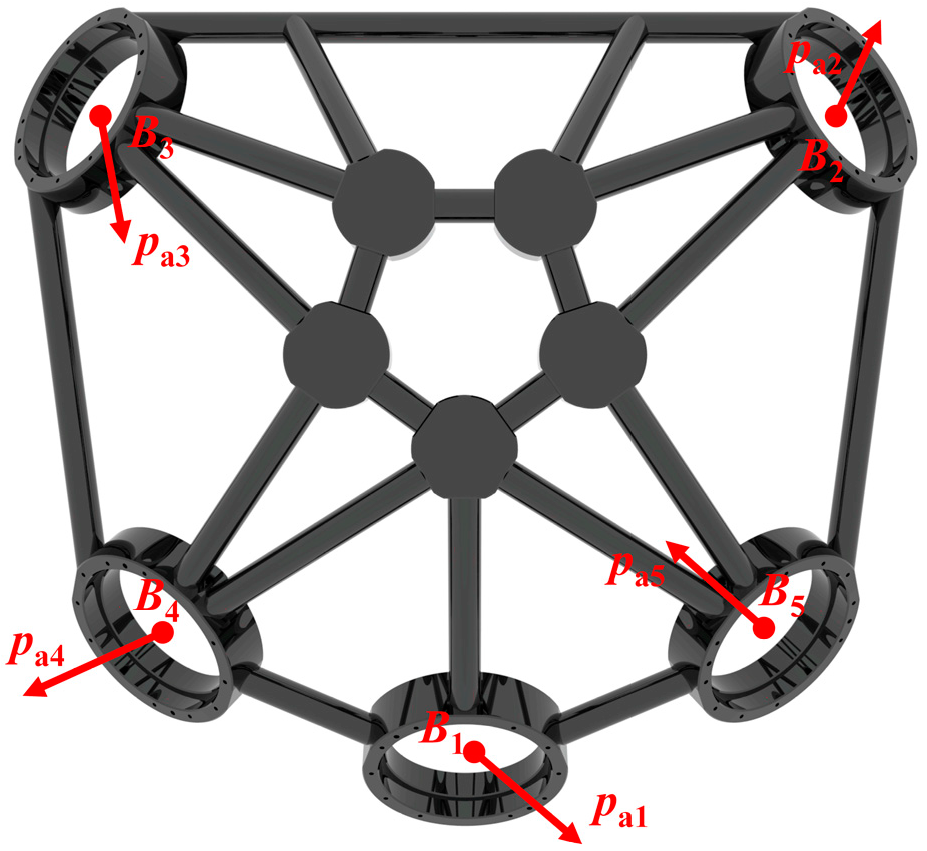
3.1. Stiffness Modeling of the Five-Axis Parallel Module
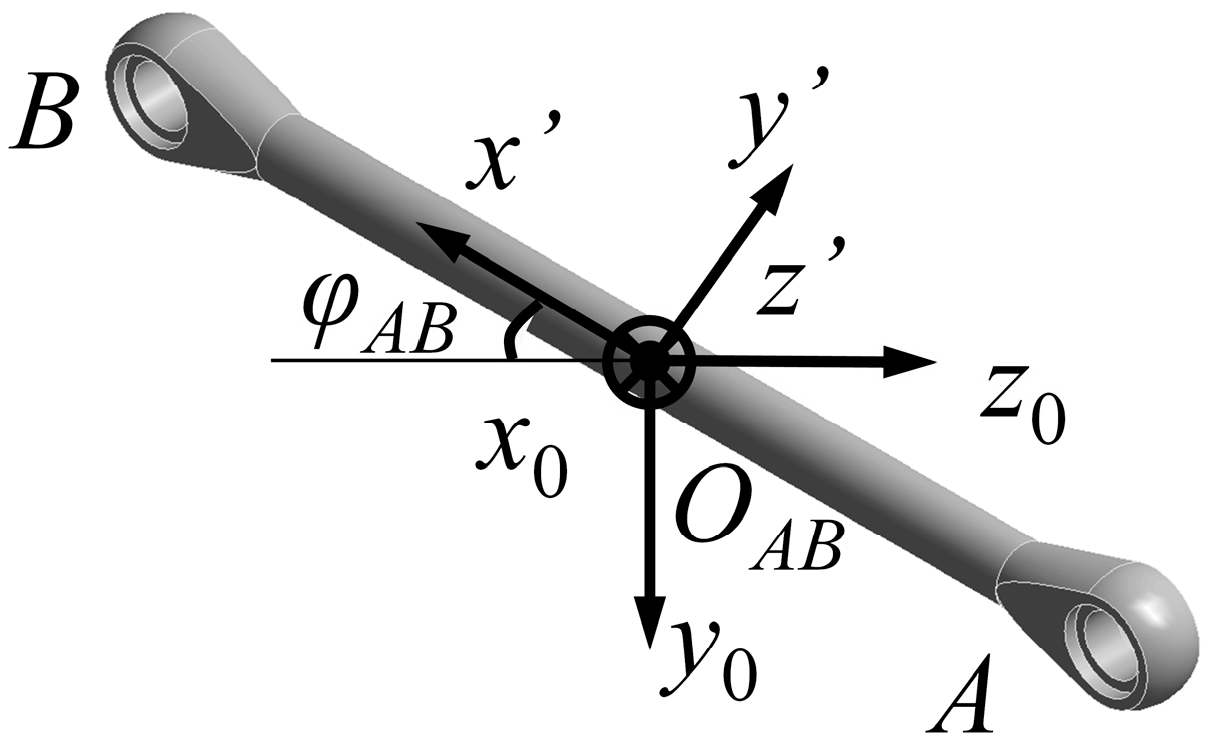
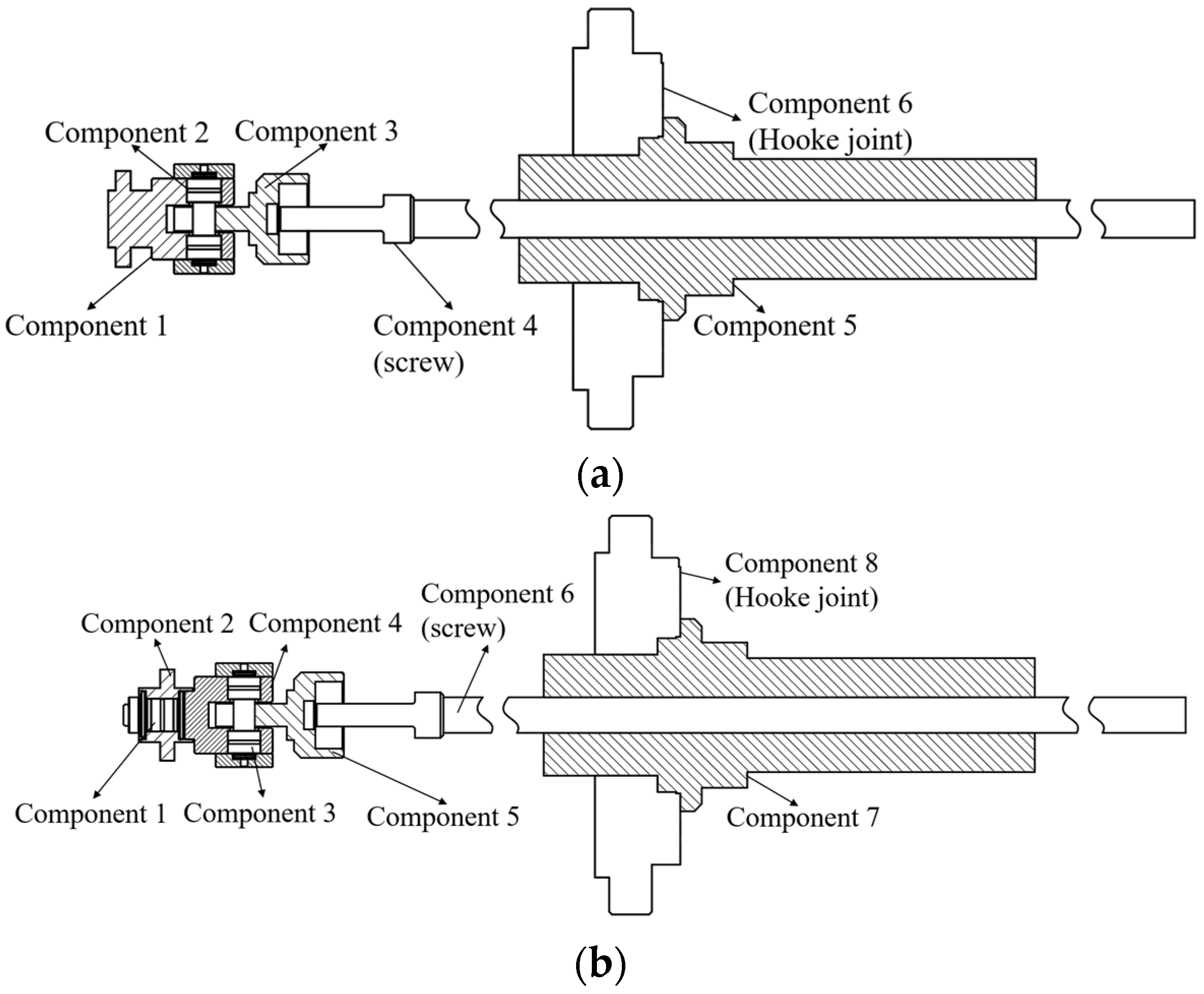
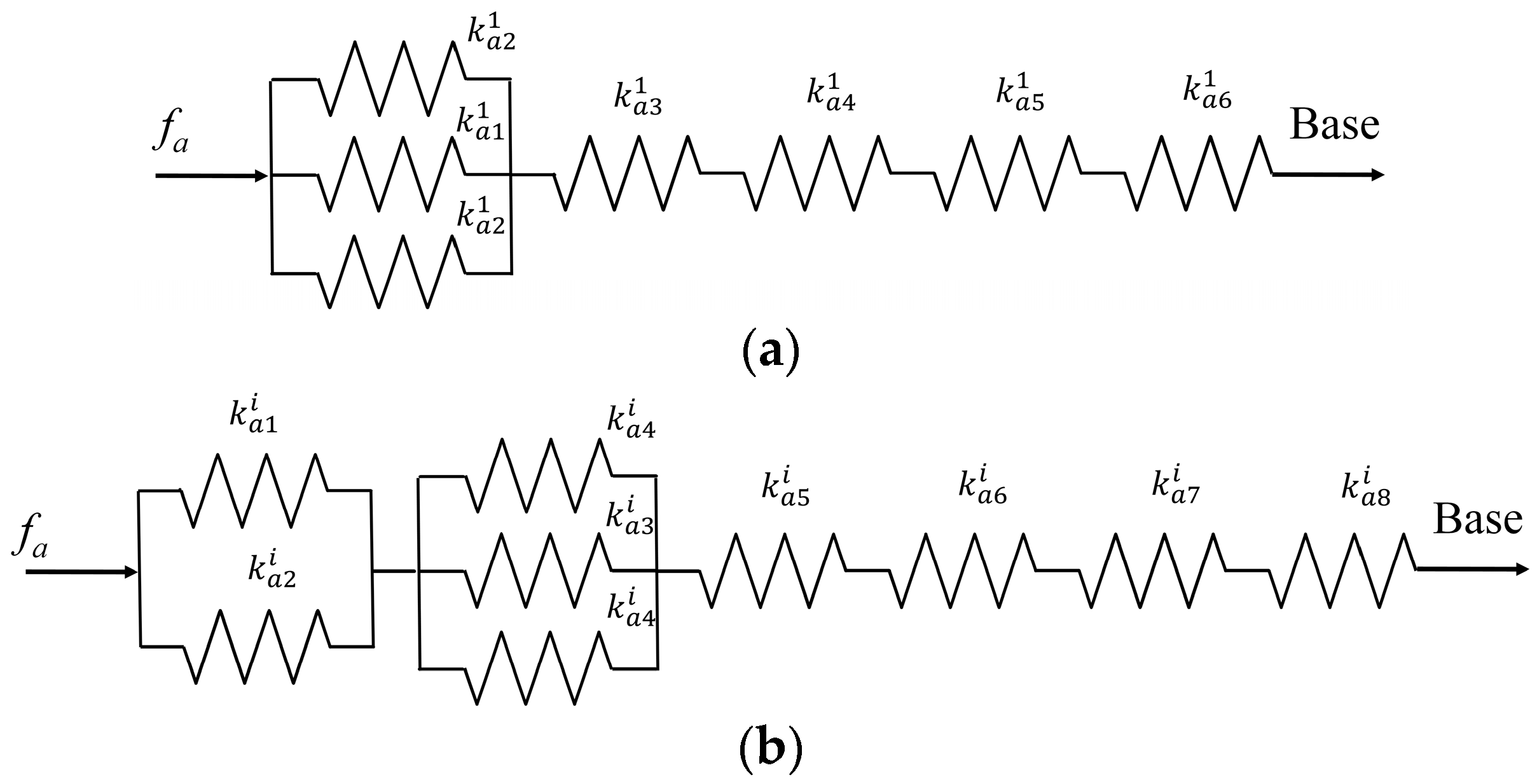
3.1.1. Stiffness Modeling of the Limbs
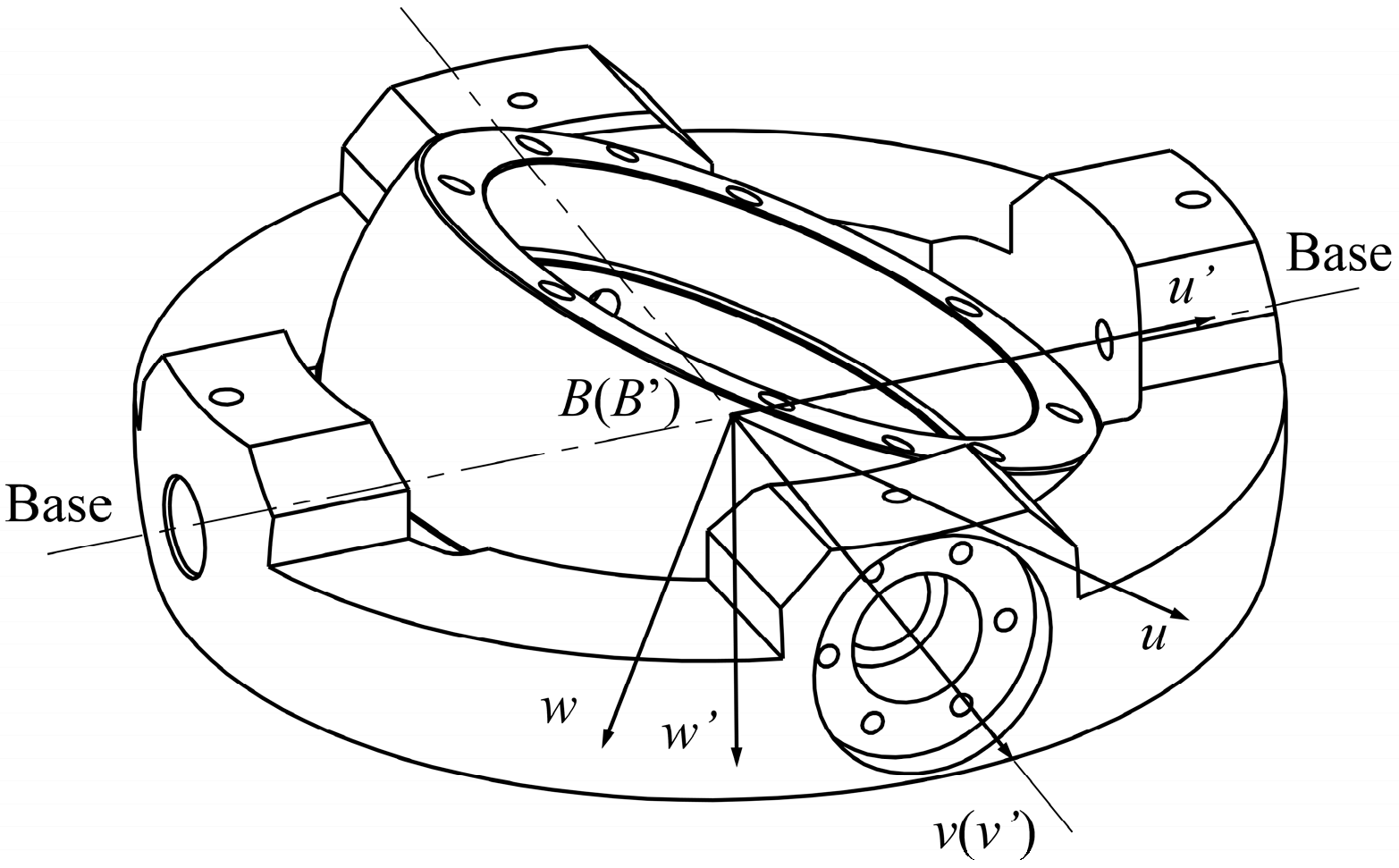
3.1.2. Stiffness Modeling of the Base
3.2. Stiffness Modeling of the Two-DoF Robotic Arm
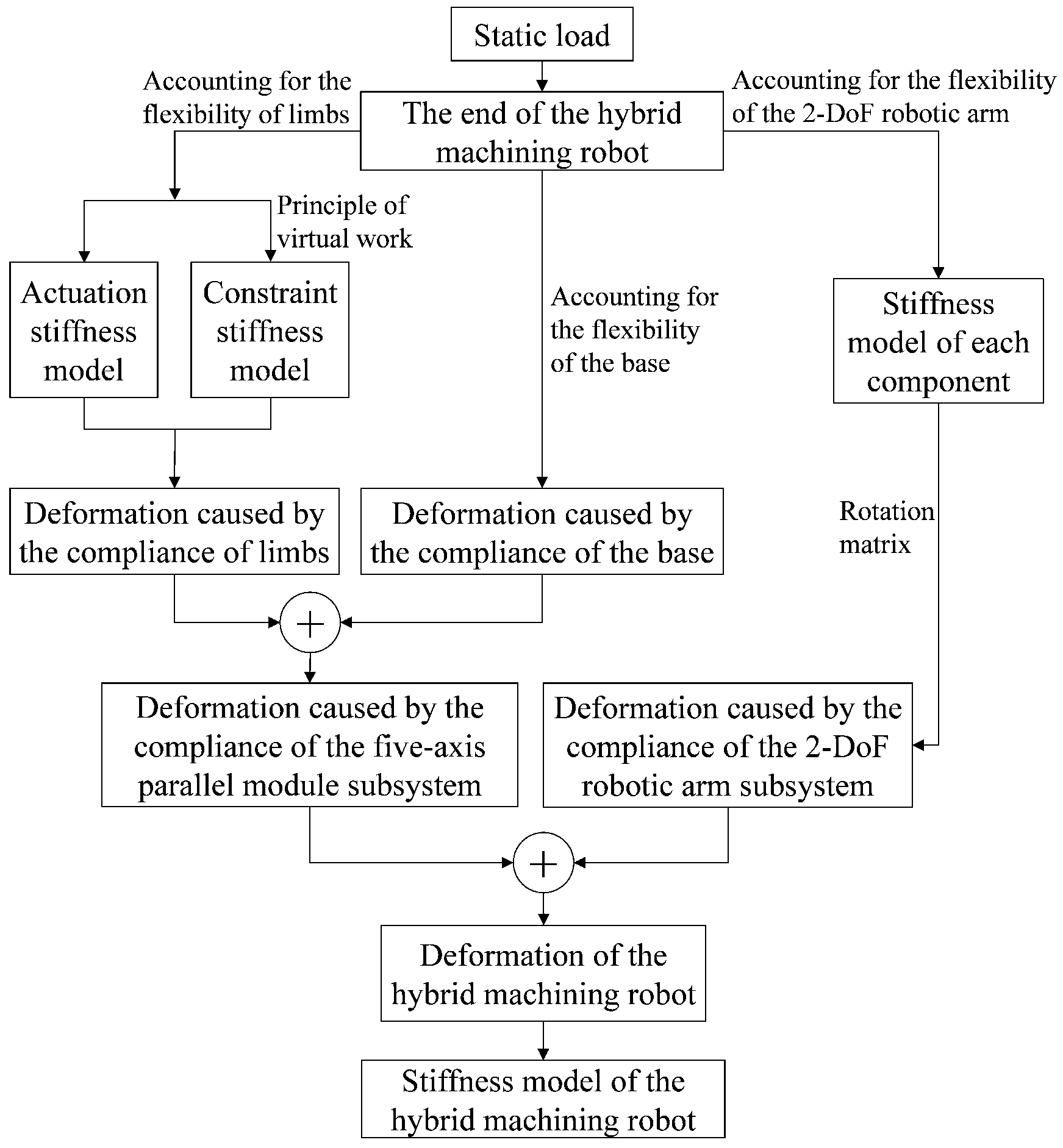
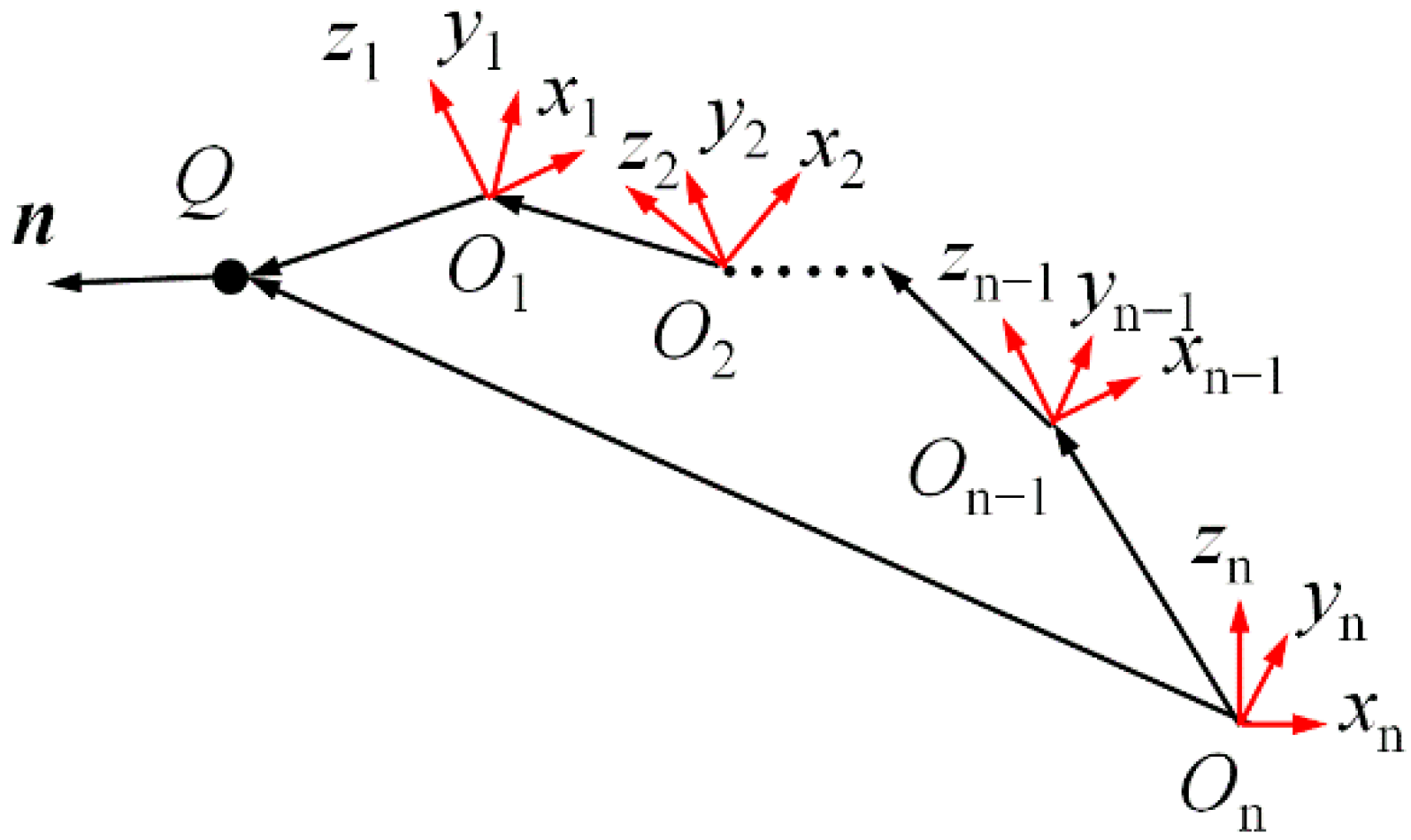
3.3. Stiffness Modeling of the Hybrid Machining Robot
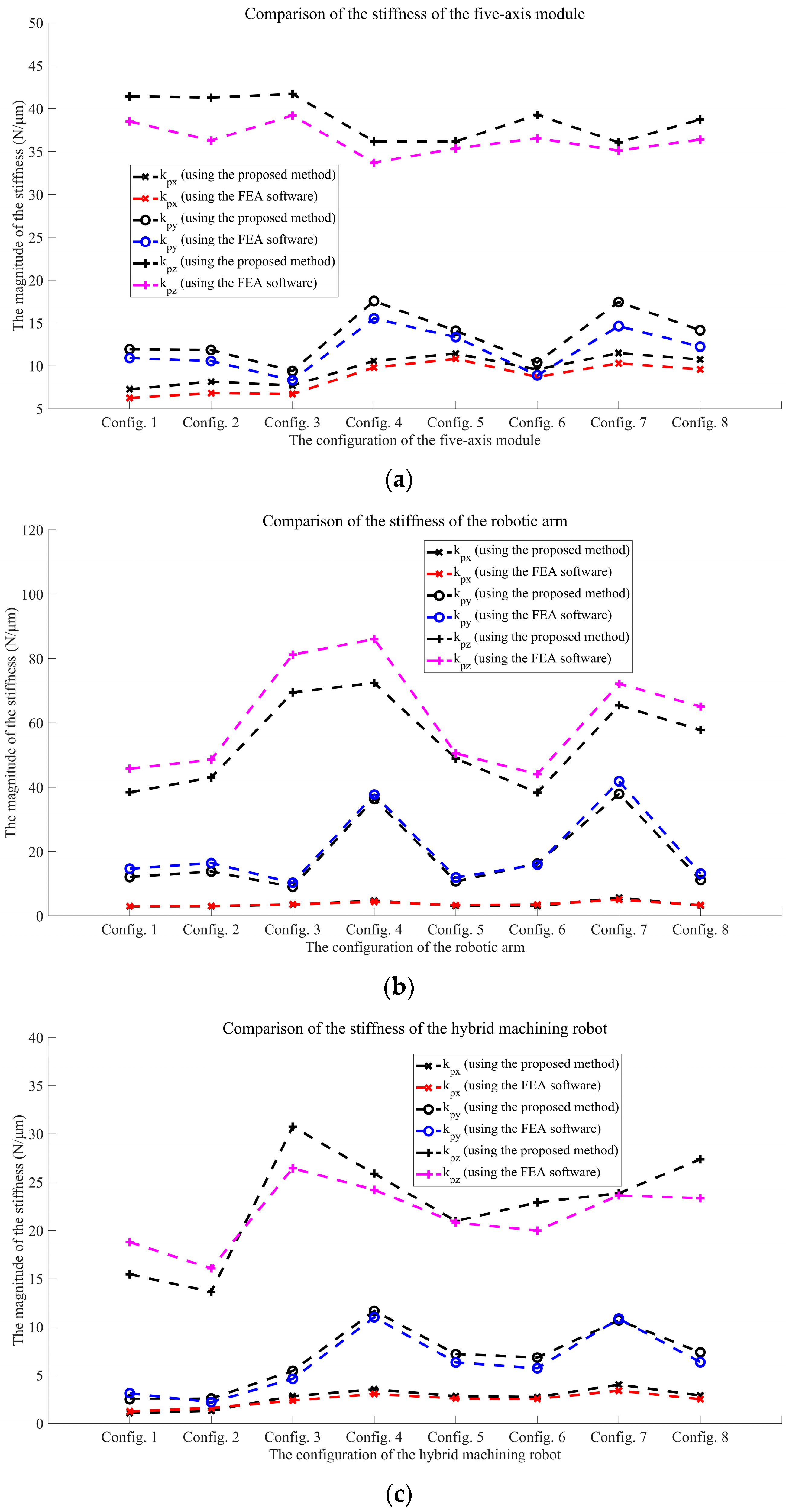
3.4. Simulation Experiment
4. Stiffness-Performance Evaluation and Redundant Motion Planning
4.1. Mathematical Description of Redundant Motion
4.2. Stiffness Evaluation
4.3. Redundant Motion Planning
- (1)
- Fix the AGV and obtain the magnitude of x0, y0, and z0.
- (2)
- Make the spindle axis perpendicular to the workpiece surface by adjusting f and θ.
- (3)
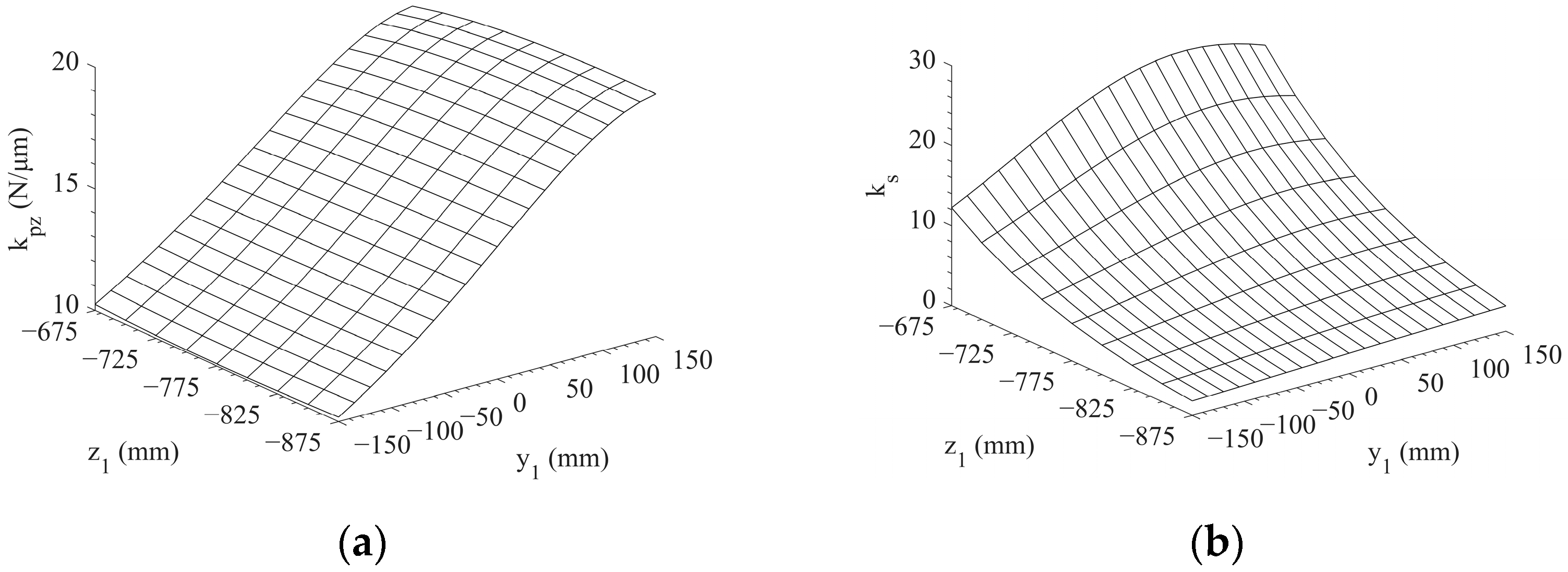
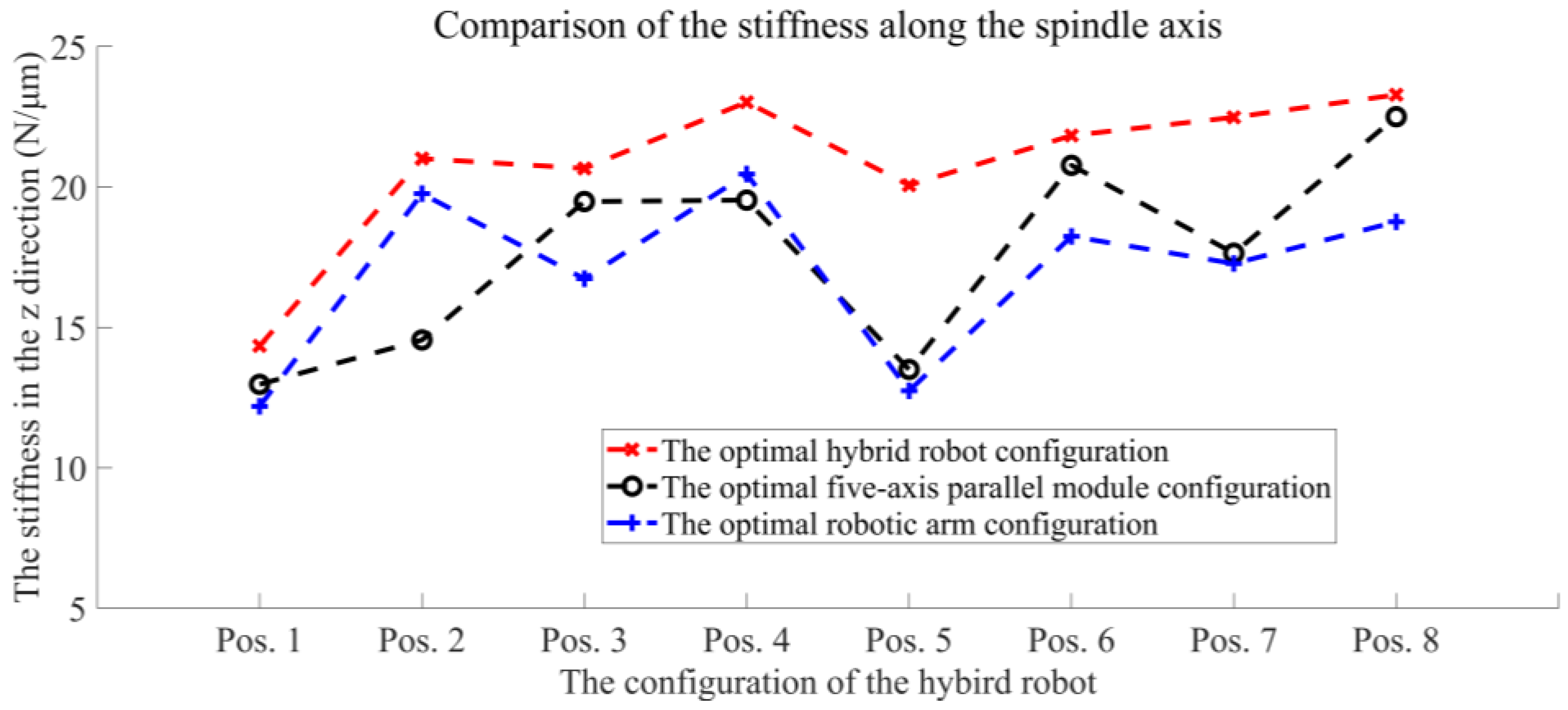
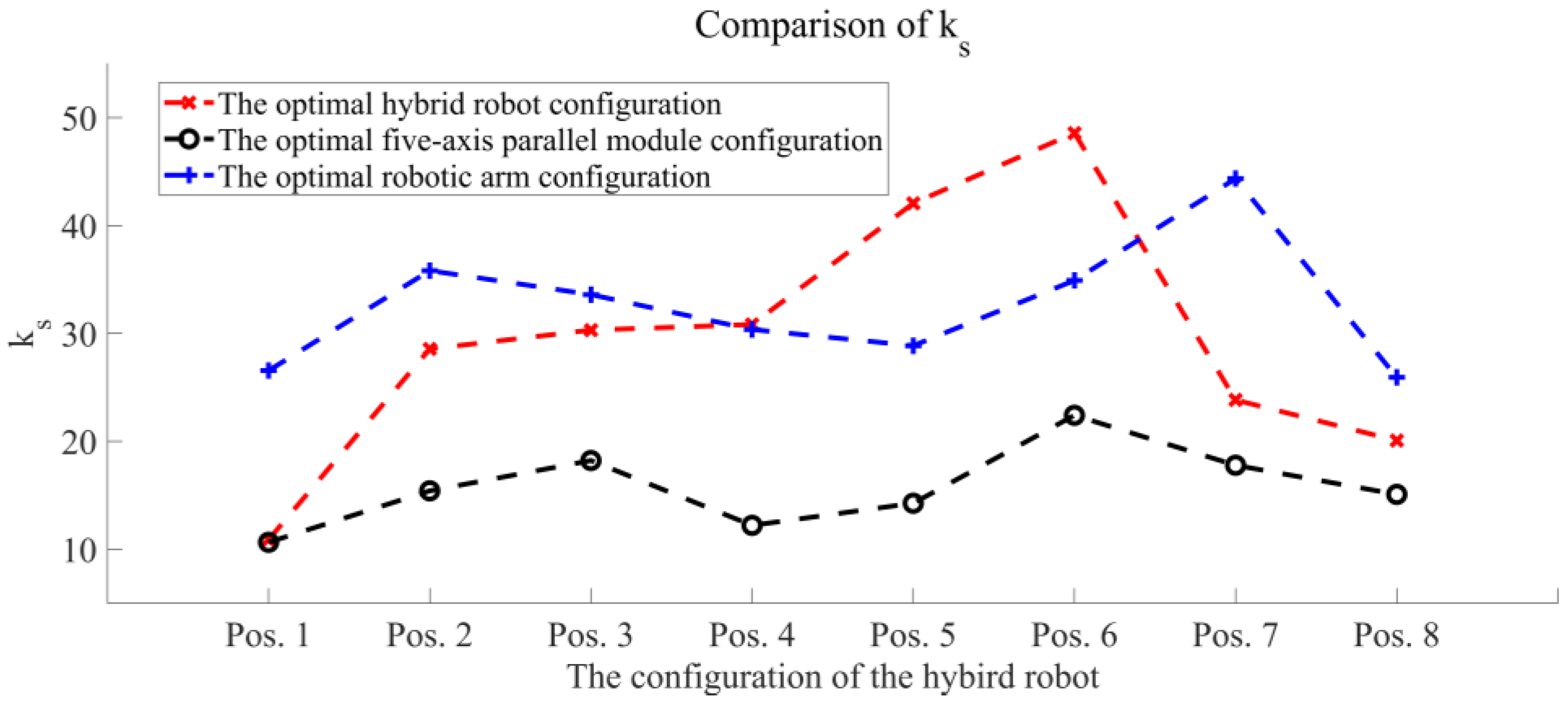
- Figure out how kpz and ks vary with the configuration of the hybrid machining robot.
- (4)
- Select a set of robot configurations that make the magnitude of kpz high.
- (5)
- Determine a unique robot configuration that makes the magnitude of ks the highest among the robot configurations in Step 4.
4.4. Case Study
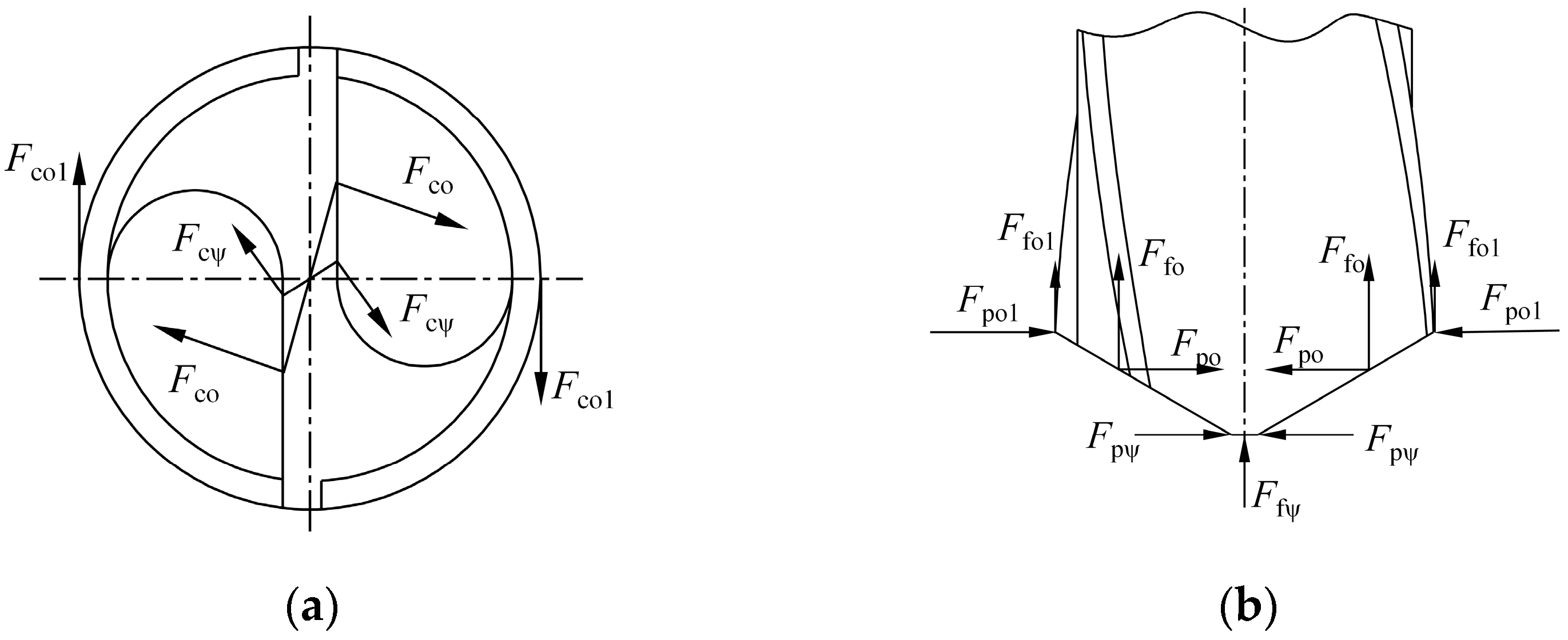
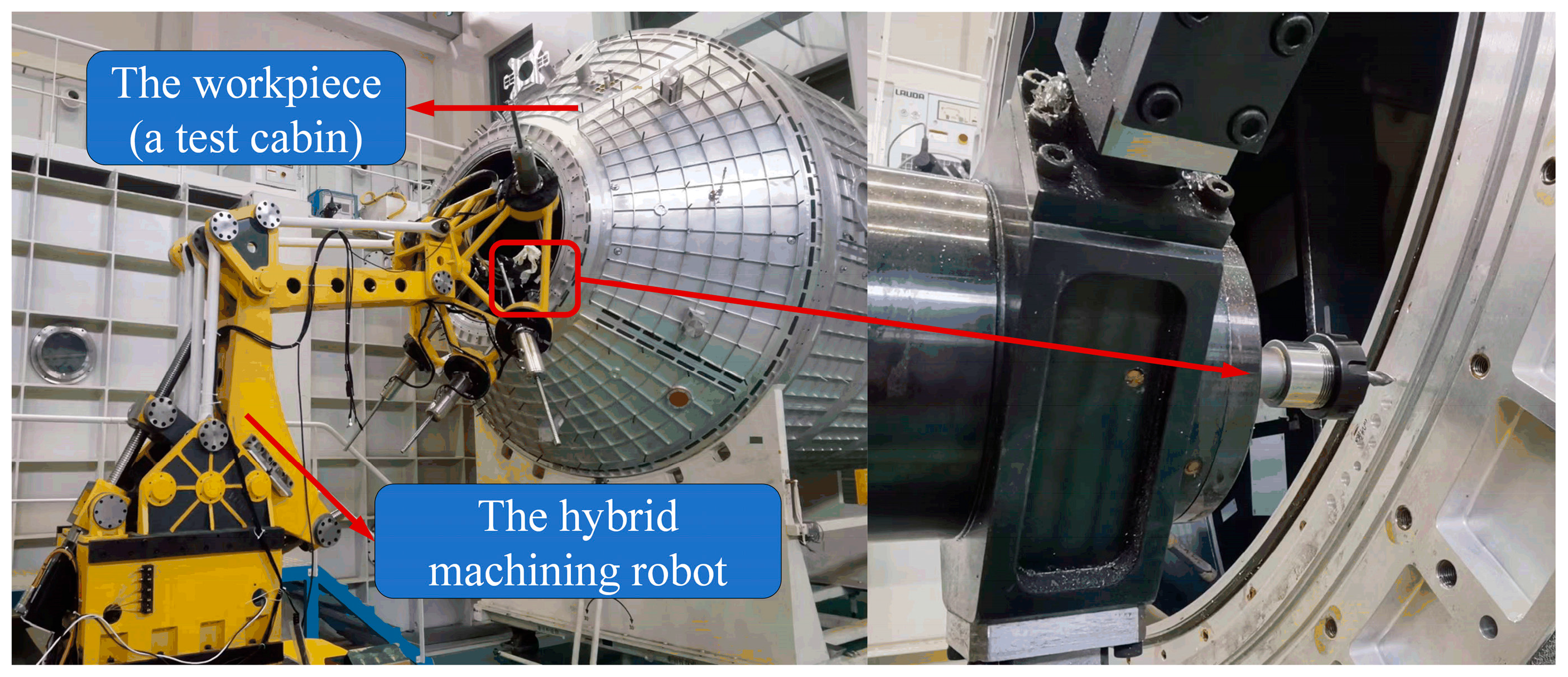
5. Drilling Experimental Verification
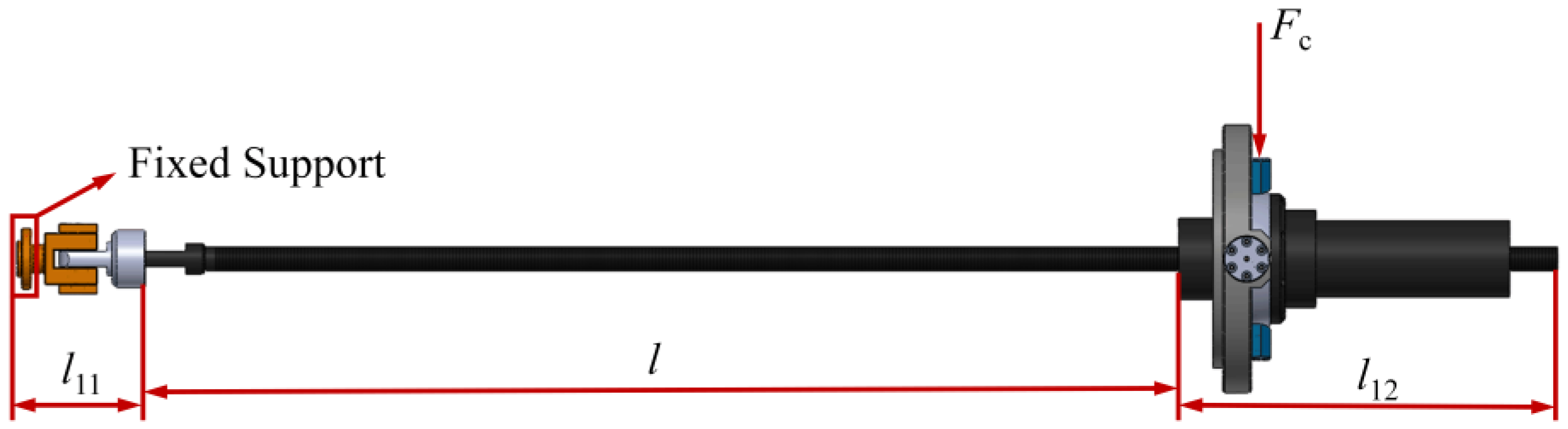
5.1. Design of Drilling Comparative Experiment
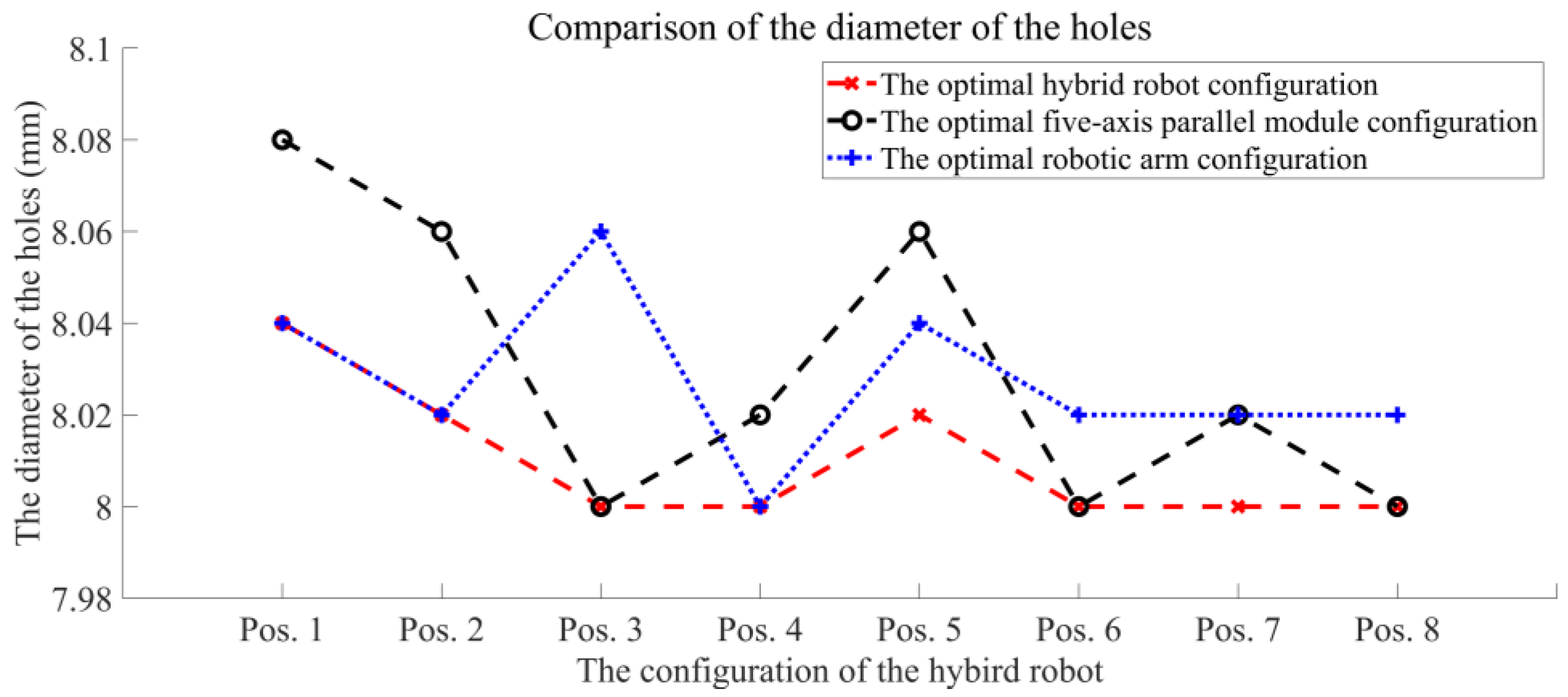
5.2. Experiment Result and Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
The List of Symbols and Nomenclature
| Symbol | Explanation |
| R | The mapping matrix of the spindle |
| Δρ | The deformation of actuation and constraint directions of the limbs |
| Δp | The deformation of the end effector |
| J′ | Overall Jacobian matrix of the limbs |
| The position of the spindle in the coordinate frame O0-x0y0z0 | |
| The orientation of the spindle in the coordinate frame O0-x0y0z0 | |
| The position of the spindle in the coordinate frame O1-x1y1z1 | |
| The orientation of the spindle in the coordinate frame O1-x1y1z1 | |
| Ka | The actuation stiffness matrix |
| Kc | The constraint stiffness |
| The stiffness matrix of the limbs | |
| KPKM | The stiffness matrix of the five-axis parallel module |
| kai | The axial stiffness coefficient of limb i |
| kepw | The equivalent translational stiffness of the Hooke joint along the axial direction of the limb |
| kpw | The axial stiffness of the Hooke joint inner ring in the coordinate frame |
| R′ | The rotation matrix of the coordinate frame B′-u′v′w′ |
| R″ | The rotation matrix of the coordinate frame B-uvw |
| JfB | The Jacobian matrix of the base |
| The interface stiffness matrix of the base | |
| KQf | The stiffness matrix of the base mapped to the five-axis parallel module |
| The rotation matrix of component i | |
| Klimb | The stiffness matrix of the robotic arm |
| Kh | The stiffness matrix of the hybrid machining robot |
| The mapping matrix of the deformation of the nth subsystem’s end effector |
References
- Lei, P.; Zheng, L.Y. An automated in-situ alignment approach for finish machining assembly interfaces of large-scale components. Robot. Comput. Integr. Manuf. 2017, 46, 130–143. [Google Scholar] [CrossRef]
- Zhao, X.; Tao, B.; Ding, H. Multimobile Robot Cluster System for Robot Machining of Large-Scale Workpieces. IEEE ASME Trans. Mechatron. 2022, 27, 561–571. [Google Scholar] [CrossRef]
- Chen, K.X. A Thesis Submitted in Partial Fulfillment of the Requirements for the Degree for the Master of Engineering. Master’s Thesis, Huazhong University of Science & Technology, Wuhan, China, 2021. [Google Scholar]
- Tao, B.; Zhao, X.W.; Ding, H. Mobile-robotic machining for large complex components: A review study. Sci. China. Tech. Sci 2019, 62, 1388–1400. [Google Scholar] [CrossRef]
- Zhao, X.; Tao, B.; Han, S.; Ding, H. Accuracy analysis in mobile robot machining of large-scale workpiece. Robot. Comput. Integr. Manuf. 2021, 71, 102153. [Google Scholar] [CrossRef]
- DeVlieg, R.; Sitton, K.; Feikert, E.; Inman, J. ONCE (ONe-sided Cell End effector) robotic drilling system. In Proceedings of the 2002 SAE Automated Fastening Conference & Exhibition, Chester, UK, 1–3 October 2002. [Google Scholar]
- Zhang, Z.Y.; Jiang, Q. Research on integration technology of wing box robot drilling system for large aircraft. Aeros. Manuf. Tech. 2018, 61, 16–23. [Google Scholar]
- Brahmia, A.; Kelaiaia, R.; Company, O.; Chemori, A. Kinematic sensitivity analysis of manipulators using a novel dimensionless index. Rob. Auton. Syst. 2022, 150, 104021. [Google Scholar] [CrossRef]
- Metrom. Available online: https://metrom.com/on-site-machining-robot/ (accessed on 3 September 2022).
- Wang, Y.Y. Stiffness Modeling Theory and Approach of the Spherical Coordinate Hybrid Robot. Ph.D. Thesis, Tianjin University, Tianjin, China, 2008. [Google Scholar]
- Xie, F.G.; Mei, B.; Liu, X.J.; Zhang, J.B.; Yue, Y. Novel mode and equipment for machining large complex components. J. Mech. Eng. 2020, 56, 70–78. [Google Scholar]
- Brahmia, A.; Kelaiaia, R.; Chemori, A.; Company, O. On Robust Mechanical Design of a PAR2 Delta-Like Parallel Kinematic Manipulator. J. Mech. Robot. 2022, 14, 11001. [Google Scholar] [CrossRef]
- Jiao, J.C.; Tian, W.; Liao, W.H.; Zhang, L.; Bu, Y. Processing configuration off-line optimization for functionally redundant robotic drilling tasks. Robot. Auton. Syst. 2018, 110, 112–123. [Google Scholar] [CrossRef]
- Yan, S.J.; Ong, S.K.; Nee, A.Y.C. Stiffness analysis of parallelogram-type parallel manipulators using a strain energy method. Robot. Comput. Integr. Manuf. 2016, 37, 13–22. [Google Scholar] [CrossRef]
- Shanmugasundar, G.; Sivaramakrishnan, R.; Meganathan, S.; Balasubramani, S. Structural optimization of a five degrees of freedom (T-3R-T) robot manipultor using finite element analysis. Mater. Today Proc. 2019, 16, 1325–1332. [Google Scholar] [CrossRef]
- Klimchik, A.; Pashkevich, A.; Chablat, D. Fundamentals of manipulator stiffness modeling using matrix structural analysis. Mech. Mach. Theory 2019, 133, 365–394. [Google Scholar] [CrossRef]
- Delblaise, D.; Hernot, X.; Maurine, P. A systematic analytical method for PKM stiffness matrix calculation. In Proceedings of the 2006 IEEE International Conference on Robotics and Automation, Orlando, FL, USA, 15–19 May 2006. [Google Scholar]
- Cammarata, A. Unified formulation for the stiffness analysis of spatial mechanisms. Mech. Mach. Theory 2016, 105, 272–284. [Google Scholar] [CrossRef]
- Yu, G.; Wang, L.P.; Wu, J.; Wang, D.; Hu, C.J. Stiffness modeling approach for a 3-DOF parallel manipulator with consideration of nonlinear joint stiffness. Mech. Mach. Theory 2018, 123, 137–152. [Google Scholar] [CrossRef]
- Gosselin, C. Stiffness mapping for parallel manipulators. IEEE Trans. Robot. Autom. 1990, 6, 377–382. [Google Scholar] [CrossRef]
- Zhao, C.; Guo, H.W.; Zhang, D.; Liu, R.Q.; Li, B.; Deng, Z.Q. Stiffness modeling of n(3RRlS) reconfigurable series-parallel manipulators by combining virtual joint method and matrix structural analysis. Mech. Mach. Theory 2020, 152, 103960. [Google Scholar] [CrossRef]
- Görgülü, İ.; Carbone, G.; Dede, M.İ.C. Time efficient stiffness model computation for a parallel haptic mechanism via the virtual joint method. Mech Mach Theory 2020, 143, 103614. [Google Scholar] [CrossRef]
- Cao, W.; Yang, D.; Ding, H. A method for stiffness analysis of overconstrained parallel robotic mechanisms with Scara motion. Robot. Comput. Integr. Manuf. 2018, 49, 426–435. [Google Scholar] [CrossRef]
- Chen, J.K.; Xie, F.G.; Liu, X.J.; Bi, W.Y. Stiffness evaluation of an adsorption robot for large-scale structural parts processing. J. Mech. Robot. 2021, 13, 40907. [Google Scholar] [CrossRef]
- Wang, M.M.; Luo, J.J.; Fang, J.; Yuan, J.P. Optimal trajectory planning of free-floating space manipulator using differential evolution algorithm. Adv. Space Res. 2018, 61, 1525–1536. [Google Scholar] [CrossRef]
- Nouri Rahmat Abadi, B.; Mahzoon, M.; Farid, M. Singularity-free trajectory planning of a 3-RPRR planar kinematically redundant parallel mechanism for minimum actuating effort. Iran. J. Sci. Technol. Trans. Mech. Eng. 2019, 43, 739–751. [Google Scholar] [CrossRef]
- Chembuly, V.V.M.J.; Voruganti, H.K. Trajectory planning of redundant manipulators moving along constrained path and avoiding obstacles. Procedia Comput. Sci. 2018, 133, 627–634. [Google Scholar] [CrossRef]
- Liao, Z.Y.; Li, J.R.; Xie, H.L.; Wang, Q.H.; Zhou, X.F. Region-based toolpath generation for robotic milling of freeform surfaces with stiffness optimization. Robot. Comput. Integr. Manuf. 2020, 64, 101953. [Google Scholar] [CrossRef]
- Bu, Y.; Liao, W.H.; Tian, W.; Zhang, L.; Dawei, L.I. Modeling and experimental investigation of Cartesian compliance characterization for drilling robot. Int. J. Adv. Manuf. Technol. 2017, 91, 3253–3264. [Google Scholar] [CrossRef]
- Bu, Y.; Liao, W.H.; Tian, W.; Zhang, J.; Zhang, L. Stiffness analysis and optimization in robotic drilling application. Precis. Eng. 2017, 49, 388–400. [Google Scholar] [CrossRef]
- Görgülü, İ.; Dede, M.İ.C. A new stiffness performance index: Volumetric isotropy index. Machines 2019, 7, 44. [Google Scholar] [CrossRef] [Green Version]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coefficients | C1 | C2 | C3 | C4 |
|---|---|---|---|---|
| Magnitude | 2.26 × 10−7 | −3.18 × 10−4 | 0.184 | −33.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Xie, F.; Liu, X.-J.; Xie, Z.; Zhao, H.; Yue, Y.; Li, M. Stiffness-Performance-Based Redundant Motion Planning of a Hybrid Machining Robot. Machines 2022, 10, 1157. https://doi.org/10.3390/machines10121157
He Y, Xie F, Liu X-J, Xie Z, Zhao H, Yue Y, Li M. Stiffness-Performance-Based Redundant Motion Planning of a Hybrid Machining Robot. Machines. 2022; 10(12):1157. https://doi.org/10.3390/machines10121157
Chicago/Turabian StyleHe, Yuhao, Fugui Xie, Xin-Jun Liu, Zenghui Xie, Huichan Zhao, Yi Yue, and Mingwei Li. 2022. "Stiffness-Performance-Based Redundant Motion Planning of a Hybrid Machining Robot" Machines 10, no. 12: 1157. https://doi.org/10.3390/machines10121157
APA StyleHe, Y., Xie, F., Liu, X. -J., Xie, Z., Zhao, H., Yue, Y., & Li, M. (2022). Stiffness-Performance-Based Redundant Motion Planning of a Hybrid Machining Robot. Machines, 10(12), 1157. https://doi.org/10.3390/machines10121157