
Effect of Process Parameters on Stress Field of Laser Additive Manufacturing

Abstract
:1. Introduction
2. Modeling of LAM
2.1. Finite Element Model
2.2. Basic Assumption
- The interaction between laser heat source and material follows the traditional heat transfer theory [23].
- The materials in this paper are considered as isotropic and the effect of temperature on density is not considered.
- The influence of molten pool flow and vaporization on temperature is neglected.
- Since the deformation of the material has little effect on the temperature, the effect of material deformation on temperature is neglected.
- The effect of substrate deformation on the relaxation of the residual stresses is neglected.
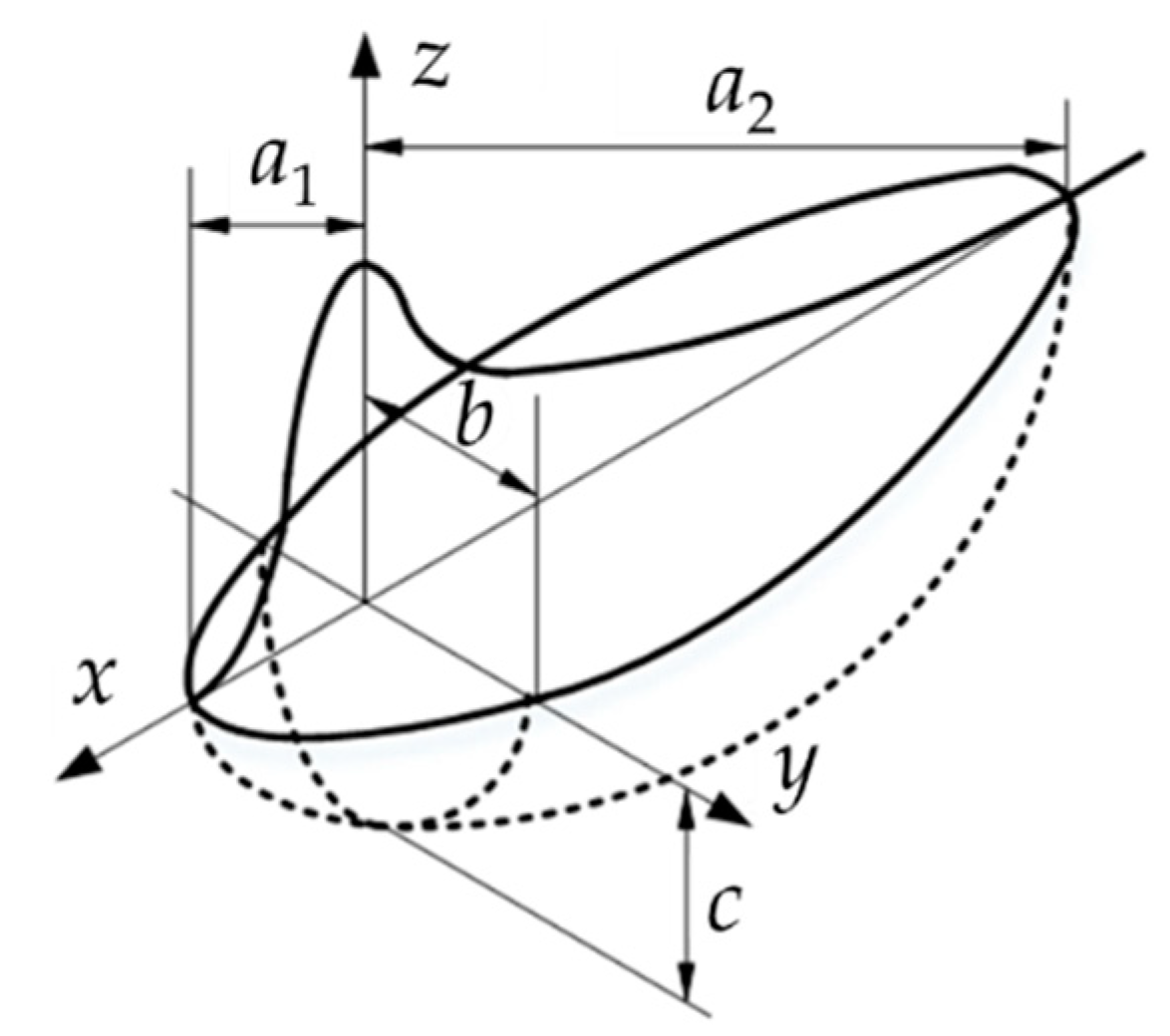
2.3. Heat Source Model
2.4. Material Model
3. Analysis of Thermal Stress Field of LAM
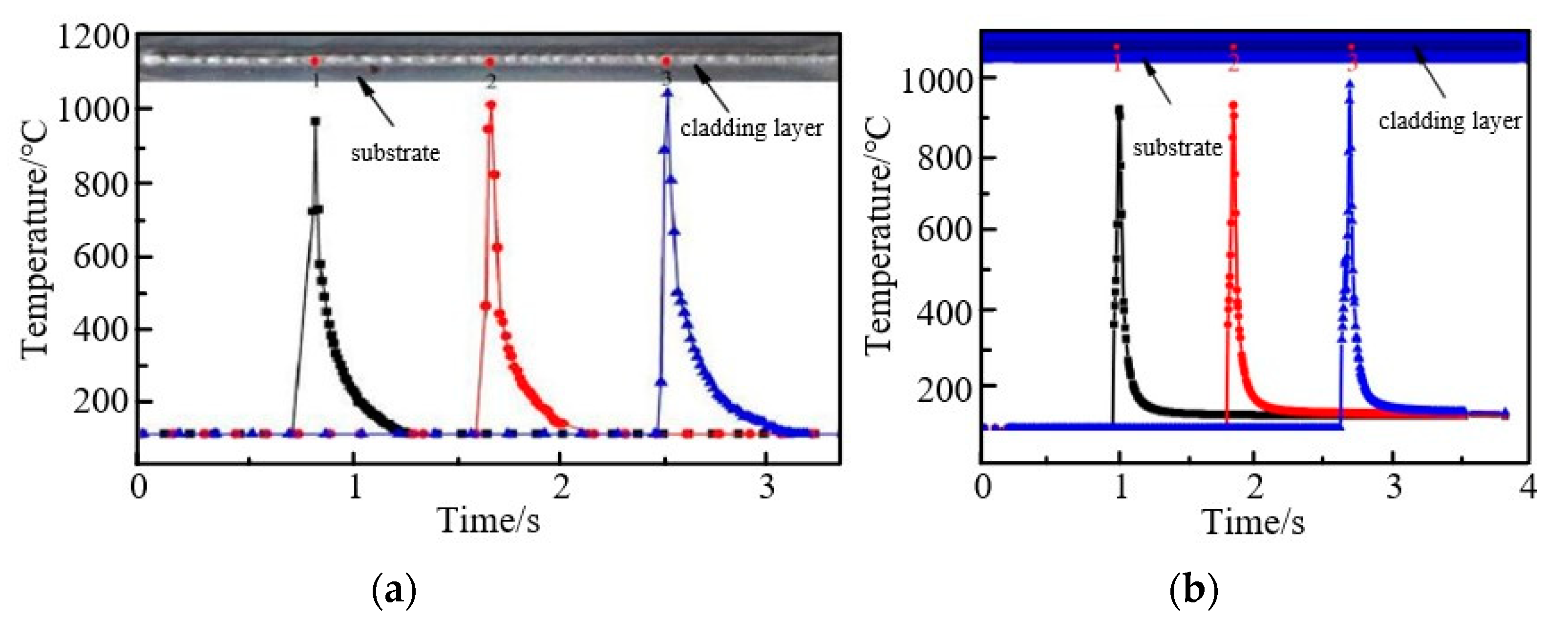
3.1. Model Validation
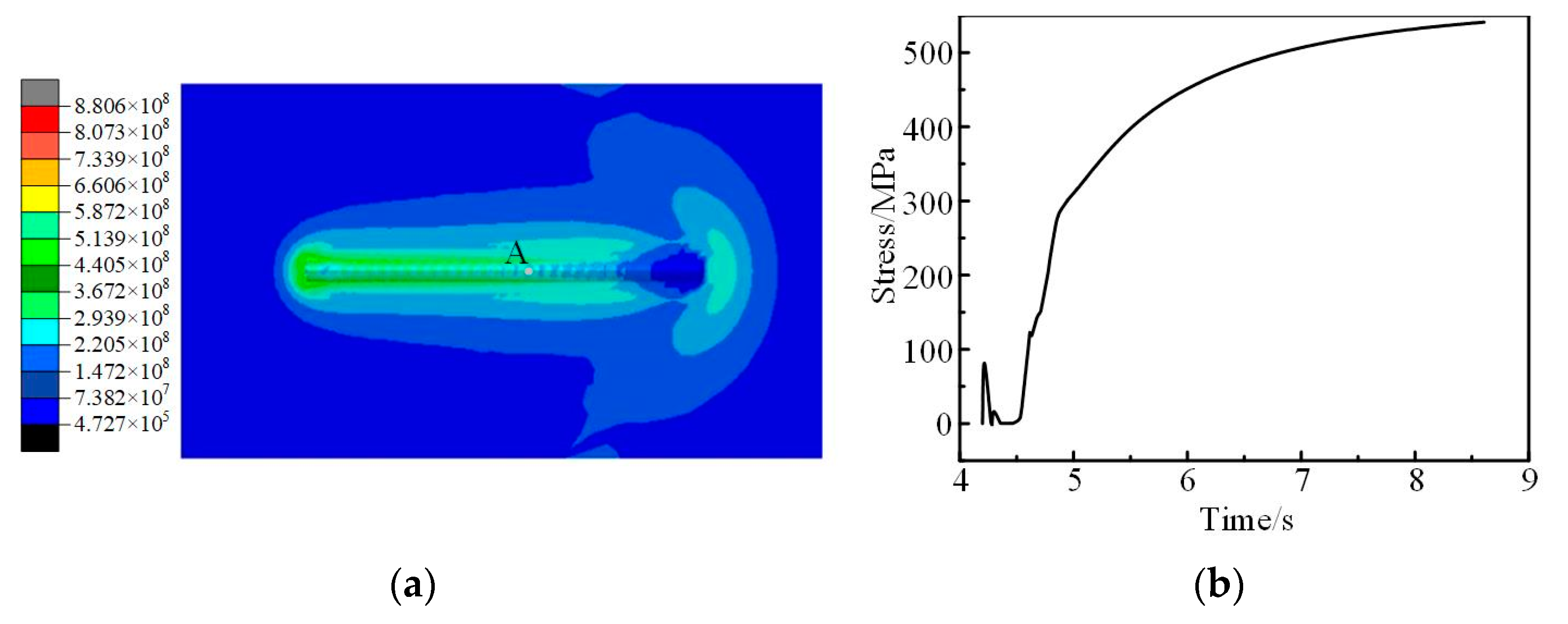
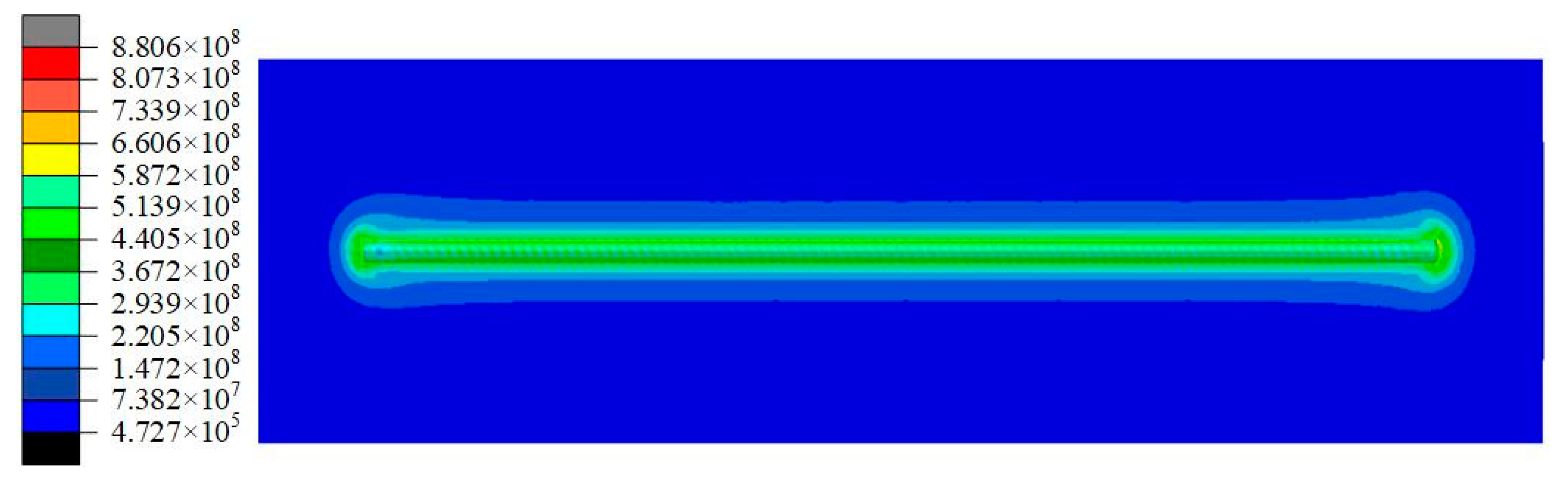
3.2. Results of Stress Field
4. Influence of Different Parameters on Stress Field of Formed Parts
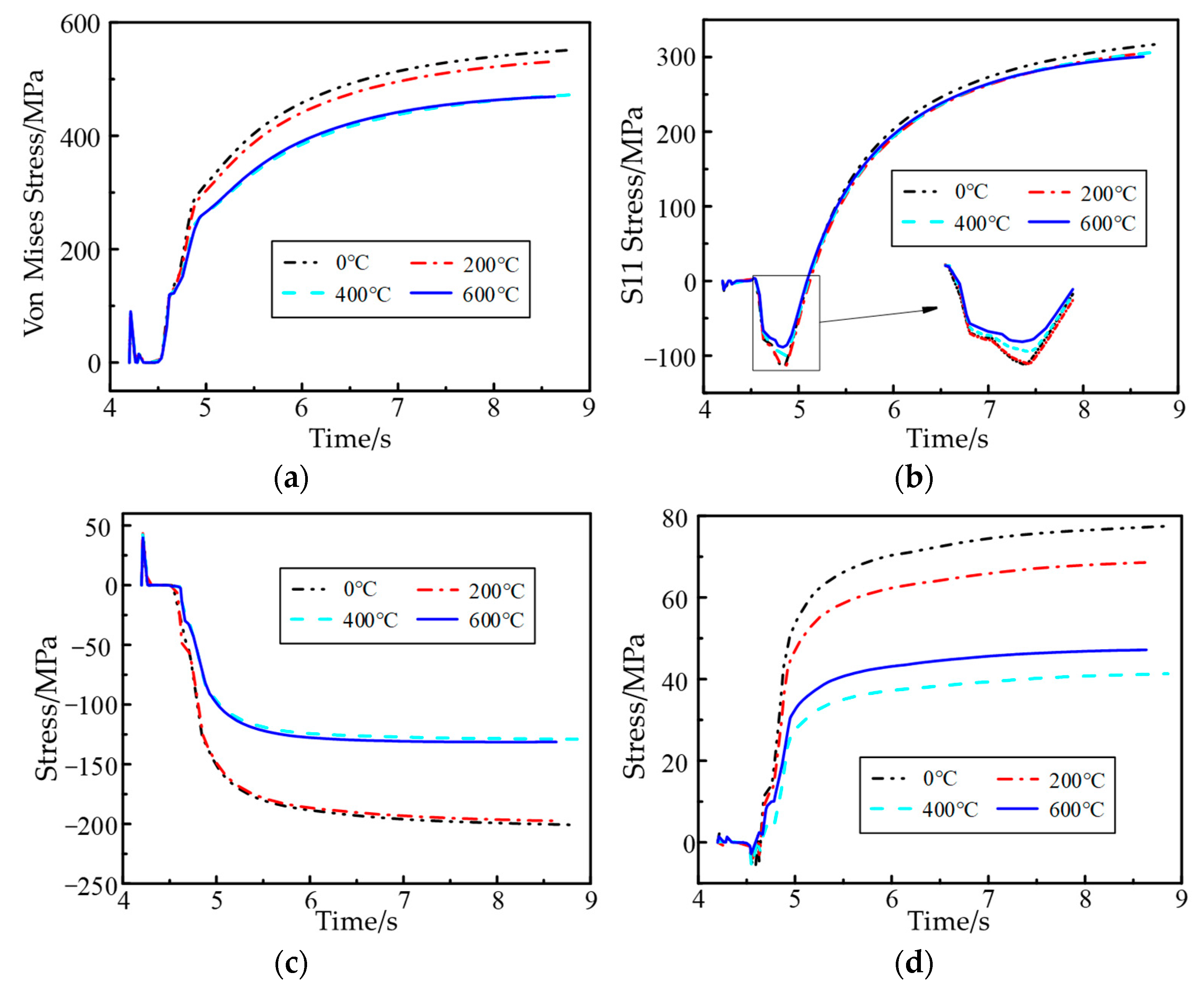
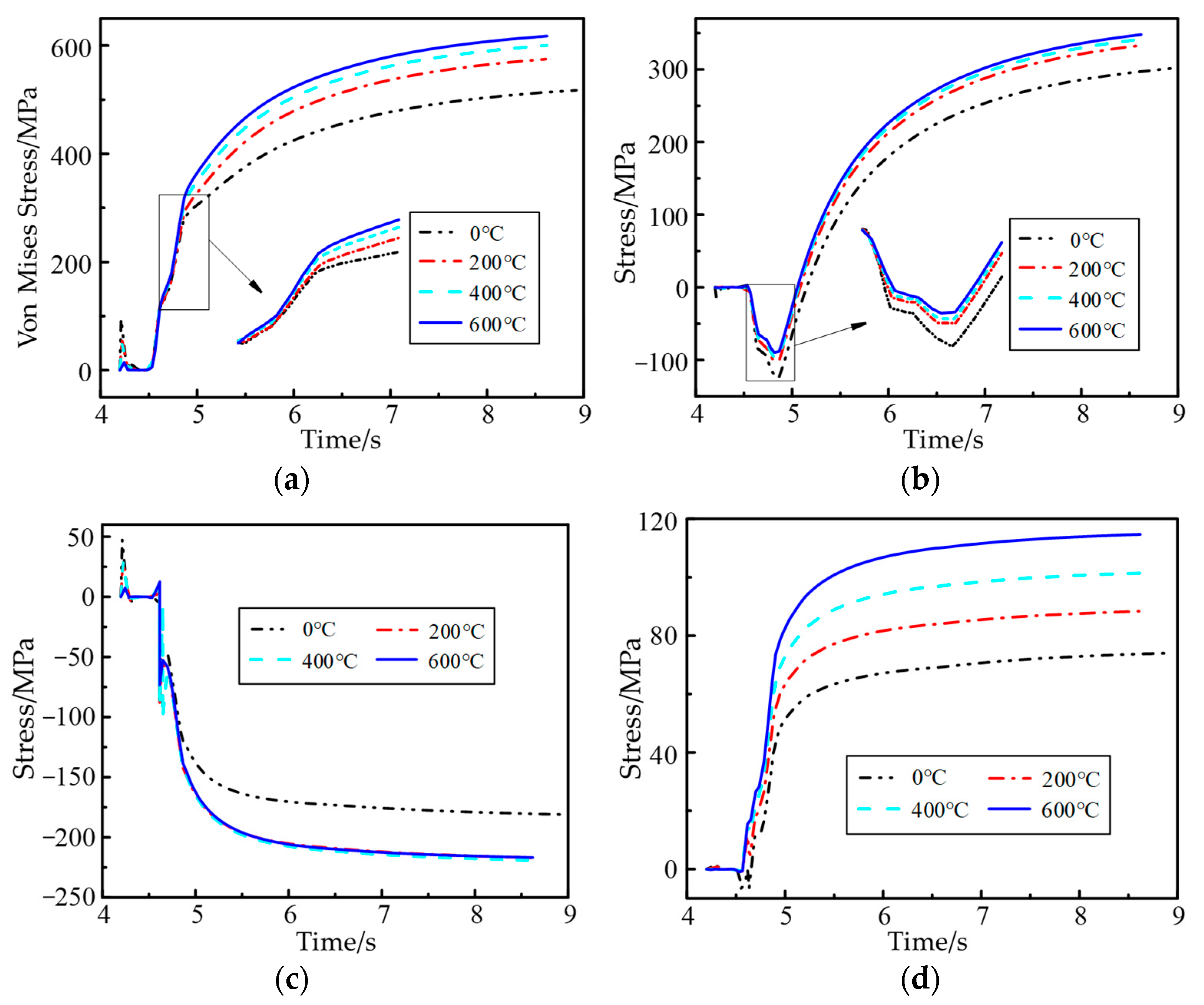
4.1. Ambient Temperature
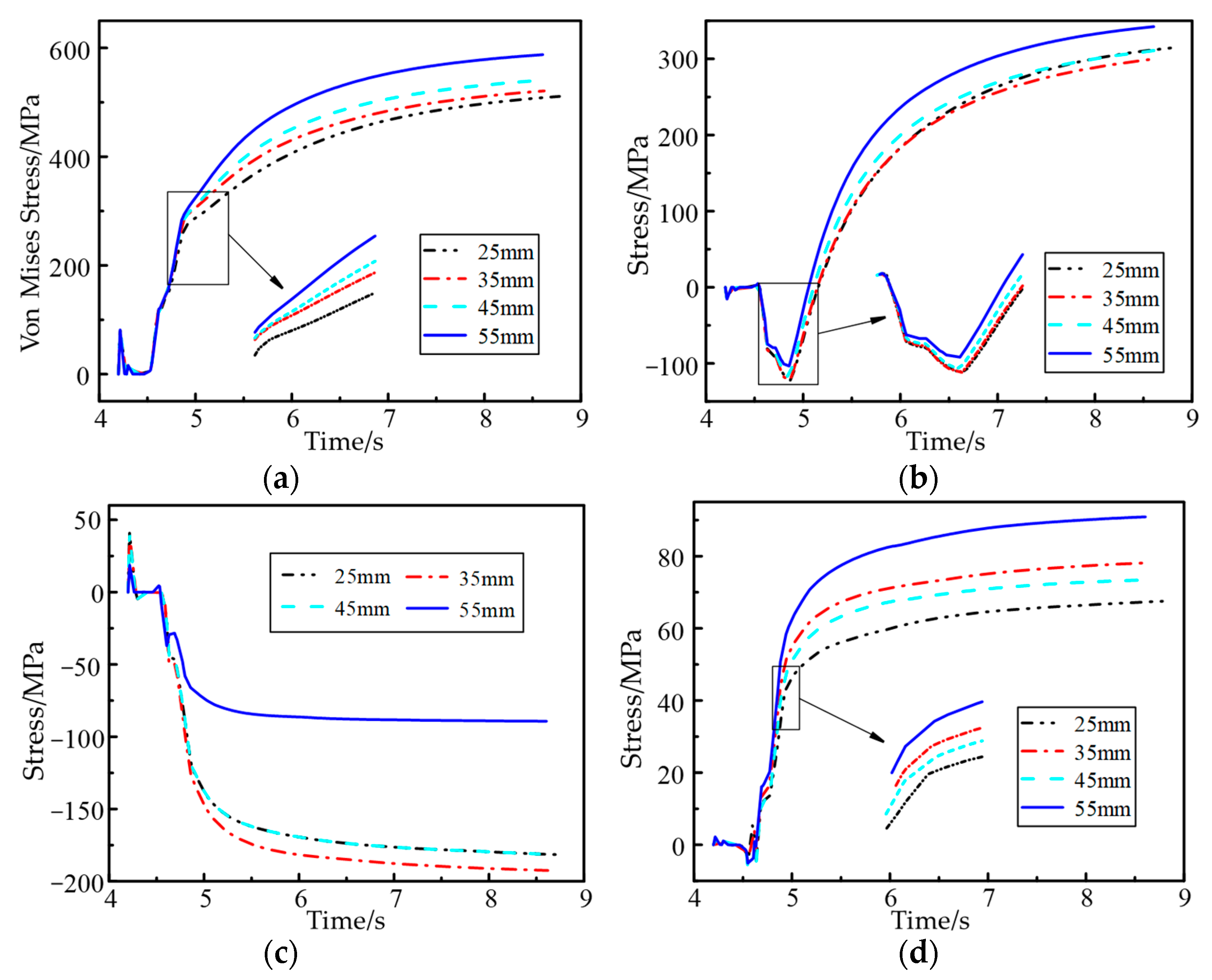
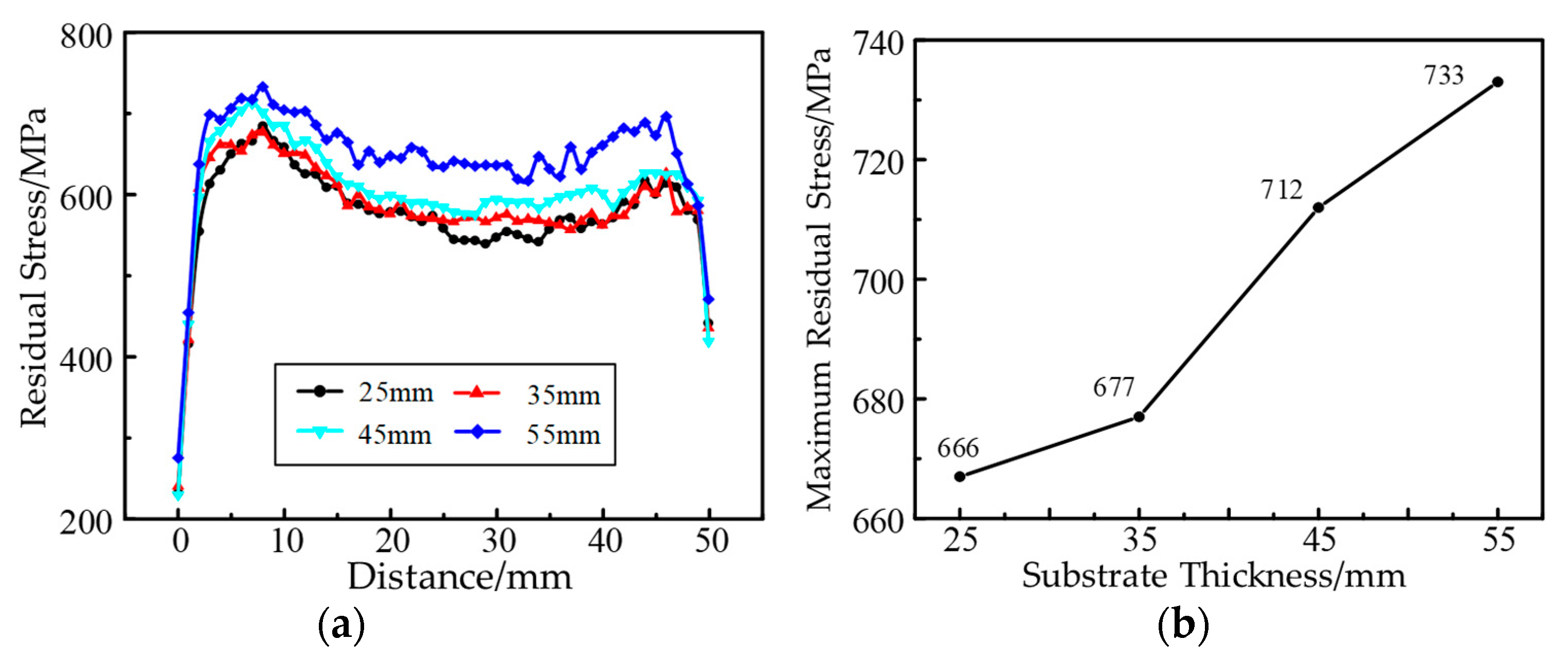
4.2. Substrate Thickness
4.3. Wire Temperature
5. Conclusions
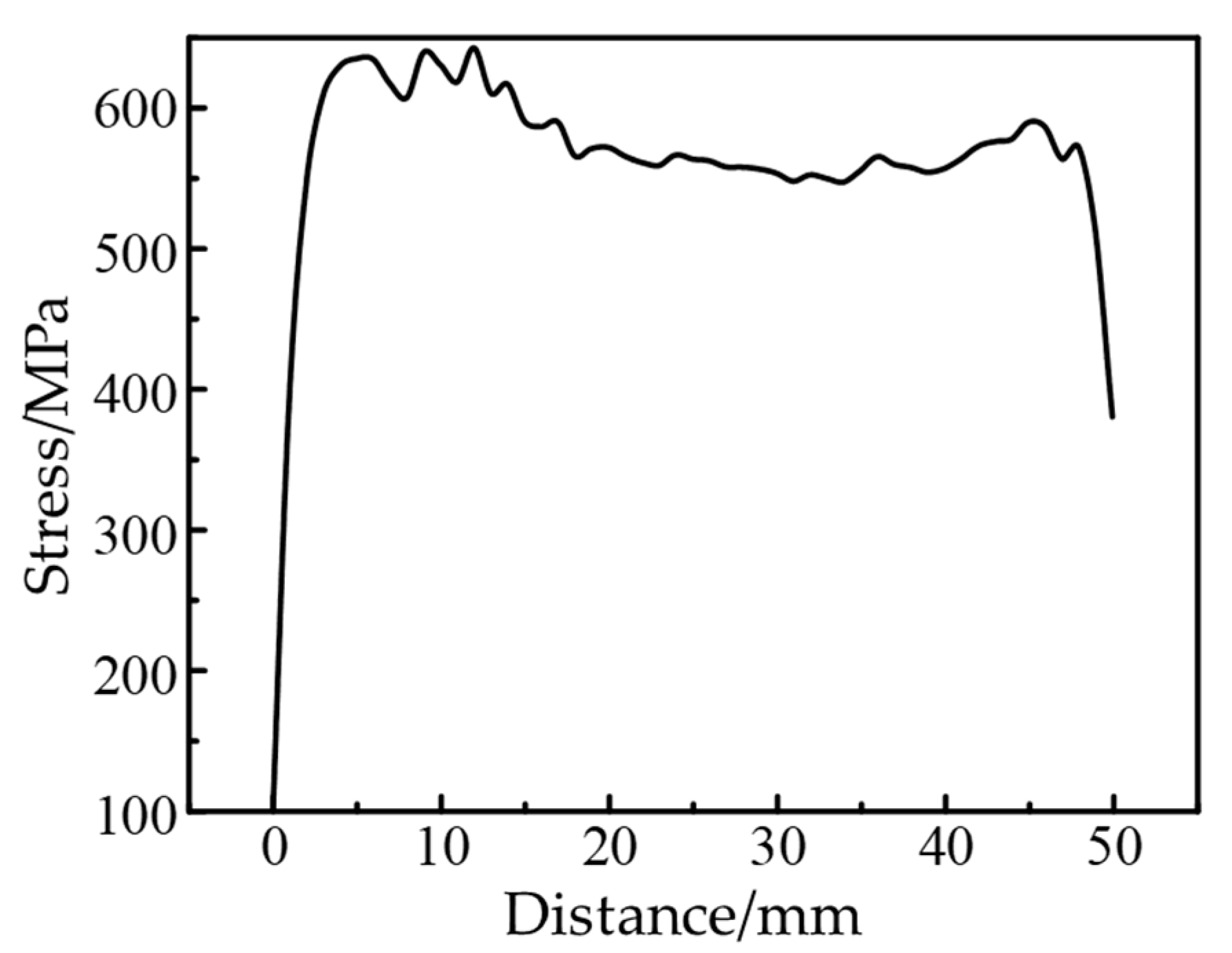
- In the AM process, in a certain range of clamping conditions, temperature and substrate thickness, the residual stress basically increases first, then decreases and finally gradually increases and tends to be stable. The residual stress of the forming direction has the most influence on von Mises stress.
- When the temperature increases from 0 °C to 600 °C, the maximum residual stress of the cladding layer basically decreases linearly. The maximum residual stress is decreased about 36.0% from 706 MPa to 452 MPa. When the substrate thickness is increased from 25 mm to 55 mm, the maximum residual stress of cladding layers is gradually increased by 10.0%. When the wire temperature increases from 0 °C to 600 °C, the maximum residual stress of the cladding layer is increased by 7.48%.
- Through the comprehensive comparisons of residual stress of final formed parts affected by ambient temperature, substrate thickness and wire temperature, it can be found that the ambient temperature has the most influence, then the substrate thickness, and the wire temperature has the least influence.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Microstructure and Mechanical Properties of a Novel β Titanium Metallic Composite by Selective Laser Melting. Acta Mater. 2014, 68, 150–158. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.; Kovacevic, R. A Laser-Based Vision System for Weld Quality Inspection. Sensors 2011, 11, 506–521. [Google Scholar] [CrossRef] [PubMed]
- Zhou, C.Y.; Luo, L.; Liu, Y.; Wu, J. Research Status of Additive Manufacturing Technology for Metal. Hot Work. Technol. 2018, 47, 9–14. [Google Scholar]
- Song, B.; Dong, S.J.; Liao, H.L.; Coddet, C. Process Parameter Selection for Selective Laser Melting of Ti6Al4V Based on Temperature Distribution Simulation and Experimental Sintering. Int. J. Adv. Manuf. Technol. 2012, 61, 967–974. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Biest, O.V.D. Wire Based Additive Layer Manufacturing: Comparison of Microstructure and Mechanical Properties of Ti-6Al-4V Components Fabricated by Laser-Beam Deposition and Shaped Metal Deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Mok, S.H.; Bi, G.; Folkes, J.; Pashby, L. Deposition of Ti-6Al-4V Using a High Power Diode Laser and Wire, Part I: Investigation on the Process Characteristics. Surf. Coat. Technol. 2008, 202, 3933–3939. [Google Scholar] [CrossRef]
- Peng, Q.; Dong, S.Y.; Yan, S.X.; Men, P.; Wang, B. An Overview of Defects in Laser Melting Deposition Forming Products and the Corresponding Controlling Methods. Mater. Rep. 2018, 32, 2666–2671+2682. [Google Scholar]
- Victor, C.; Philippe, Q.; Wilson, M.; Eric, C. Comparative Study of Fatigue Properties of Ti-6Al-4V Specimens Built by Electron Beam Melting (EBM) and Selective Laser Melting (SLM). Mater. Charact. 2018, 143, 76–81. [Google Scholar]
- Sun, Q.J.; Sang, H.B.; Liu, Y.B.; Feng, J.C. Section Scanning Trajectory Planning Based on Arc Additive Manufacturing. Trans. China Weld. Inst. 2017, 38, 21–24+65. [Google Scholar]
- Shen, J.Q.; Hu, S.S.; Liu, W.L.; Han, J.H. Effects of Time Interval in Rapid Prototyping of Al-alloy Based on Welding. Trans. China Weld. Inst. 2008, 29, 112–115+121. [Google Scholar]
- Ogino, Y.; Asai, S.; Hirata, Y. Numerical Simulation of WAAM Process by a GMAW Weld Pool Model. Weld. World 2018, 62, 393–401. [Google Scholar] [CrossRef]
- Daniel, R.; Thorsten, S.; Robert, F.S.; Paul, S.; Carolin, K.; Julia, M. Macroscopic Simulation and Experimental Measurement of Melt Pool Characteristics in Selective Electron Beam Melting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 88, 1309–1317. [Google Scholar]
- Zinoviev, A.; Zinovieva, O.; Ploshikhin, V.; Romanova, V.; Balokhonov, R. Evolution of Grain Structure During Laser Additive Manufacturing. Simulation by a Cellular Automata Method. Mater. Des. 2016, 106, 321–329. [Google Scholar] [CrossRef]
- Chu, Y. Temperature Field Simulation of Dual-Beam Cladding Al2O3 and Design of Optical System. Master’s Thesis, Dalian University of Technology, Dalian, China, 2014. [Google Scholar]
- Loh, L.E.; Chua, C.K.; Yeong, W.Y.; Song, J.; Mapar, M.; Sing, S.L.; Liu, Z.H.; Zhang, D.Q. Numerical Investigation and an Effective Modelling on the Selective Laser Melting (SLM) Process with Aluminium Alloy 6061. Int. J. Heat Mass Transf. 2015, 80, 288–300. [Google Scholar] [CrossRef]
- Dubrov, A.V.; Mirzade, F.K.; Dubrov, V.D. Mathematical Modeling of Thermal Behavior for Additive Manufacturing with Metal Powder Injection. Procedia Eng. 2017, 201, 478–488. [Google Scholar] [CrossRef]
- Zhao, H.H.; Zhang, G.J.; Yin, Z.Q.; Liu, W. A 3D Dynamic Analysis of Thermal Behavior During Single-pass Multi-layer Weld-based Rapid Prototyping. J. Mater. Process. Technol. 2011, 211, 488–495. [Google Scholar] [CrossRef]
- Miranda, R.M.; Lopes, G.; Quintino, L.; Rodrigues, J.P.; Williams, S. Rapid Prototyping with High Power Fiber Lasers. Mater. Des. 2008, 29, 2072–2075. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, C.; Zhang, J.; Mo, G.; Liu, C. Measurement of Residual Stress in Laser Additive Manufacturing TC4 Titanium Alloy with the Laser Ultrasonic Technique. Mater. Sci. Eng. A 2019, 762, 138093. [Google Scholar] [CrossRef]
- Fan, P.; Pan, J.; Ge, Y.; Zhan, Y. Finite Element Analysis of Residual Stress in TC4/TC11 Titanium Alloy Gradient Material Produced by Laser Additive Manufacturing. Chin. J. Lasers 2021, 48, 110–118. [Google Scholar]
- Samodurova, M.; Logachev, I.; Shaburova, N.; Samoilova, O.; Radionova, L.; Zakirov, R.; Pashkeev, K.; Myasoedov, V.; Trofimov, E. A Study of the Structural Characteristics of Titanium Alloy Products Manufactured Using Additive Technologies by Combining the Selective Laser Melting and Direct Metal Deposition Methods. Materials 2019, 12, 3269. [Google Scholar] [CrossRef]
- Li, H.M. Study on the Process Characteristics of Wire Based Laser Additive Manufacturing. Master’s Thesis, Chongqing University, Chongqing, China, 2017. [Google Scholar]
- Yin, B. Experimental Study on Laser Welding Technology of Invar Thick Plate Materials. Master’s Thesis, Dalian University of Technology, Dalian, China, 2009. [Google Scholar]
- Filippo, M.; Giuseppe, V.; Antonio, S.; Gianni, C. Finite Element Modelling of Wire-arc-additive-manufacturing Process. Procedia CIRP 2016, 55, 109–114. [Google Scholar]
- Yuan, D.; Gao, H.B.; Sun, X.J.; Zhou, C.P.; Sun, L.B.; Chen, Y.J.; Guo, C.H.; Niu, Z.Y.; Jiang, F.C. Methods and Techniques for Improving Microstructure and Performance of Metal Additively Manufactured Materials. Aeronaut. Manuf. Technol. 2018, 61, 40–48. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | V | Fe | C | Ti |
|---|---|---|---|---|---|
| wire | 5.8 | 3.8 | 0.09 | 0.01 | Bal |
| substrate | 5.5 | 4.8 | 0.4 | 0.2 | Bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Li, Q.; Ren, Z.; Jiang, Z.; Luo, H.; Zhang, X. Effect of Process Parameters on Stress Field of Laser Additive Manufacturing. Machines 2022, 10, 1197. https://doi.org/10.3390/machines10121197
Liu Y, Li Q, Ren Z, Jiang Z, Luo H, Zhang X. Effect of Process Parameters on Stress Field of Laser Additive Manufacturing. Machines. 2022; 10(12):1197. https://doi.org/10.3390/machines10121197
Chicago/Turabian StyleLiu, Yulin, Qi Li, Zhaohui Ren, Zeyu Jiang, Hengfa Luo, and Xingwen Zhang. 2022. "Effect of Process Parameters on Stress Field of Laser Additive Manufacturing" Machines 10, no. 12: 1197. https://doi.org/10.3390/machines10121197
APA StyleLiu, Y., Li, Q., Ren, Z., Jiang, Z., Luo, H., & Zhang, X. (2022). Effect of Process Parameters on Stress Field of Laser Additive Manufacturing. Machines, 10(12), 1197. https://doi.org/10.3390/machines10121197