
Fixed Abrasive Polishing in an Anhydrous Environment: A Material Removal Model for Fused Silica


Abstract
:1. Introduction
2. Experiment
2.1. Particle Size Distribution and Pellet Preparation
2.2. Polishing
2.3. Surface Measurement
3. Results
3.1. Particle Size Distribution
3.2. Roughness Measurement
3.3. Material Removal Rate Measurement
4. Discussion
4.1. Material Removal Model
4.2. Calculations of the Number of Abrasive Particle Projections
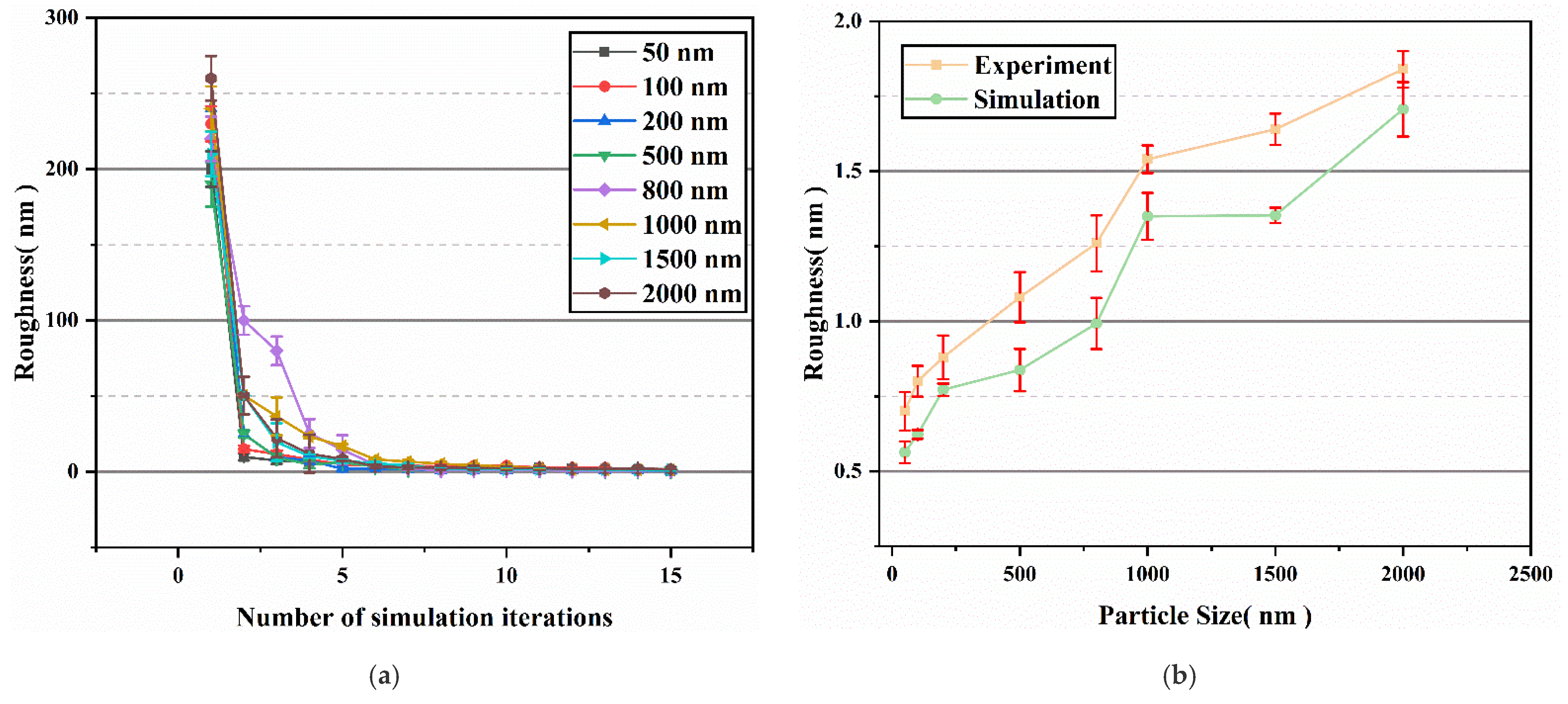
4.3. Roughness Simulation and Experiment Validation for the Material Removal Model
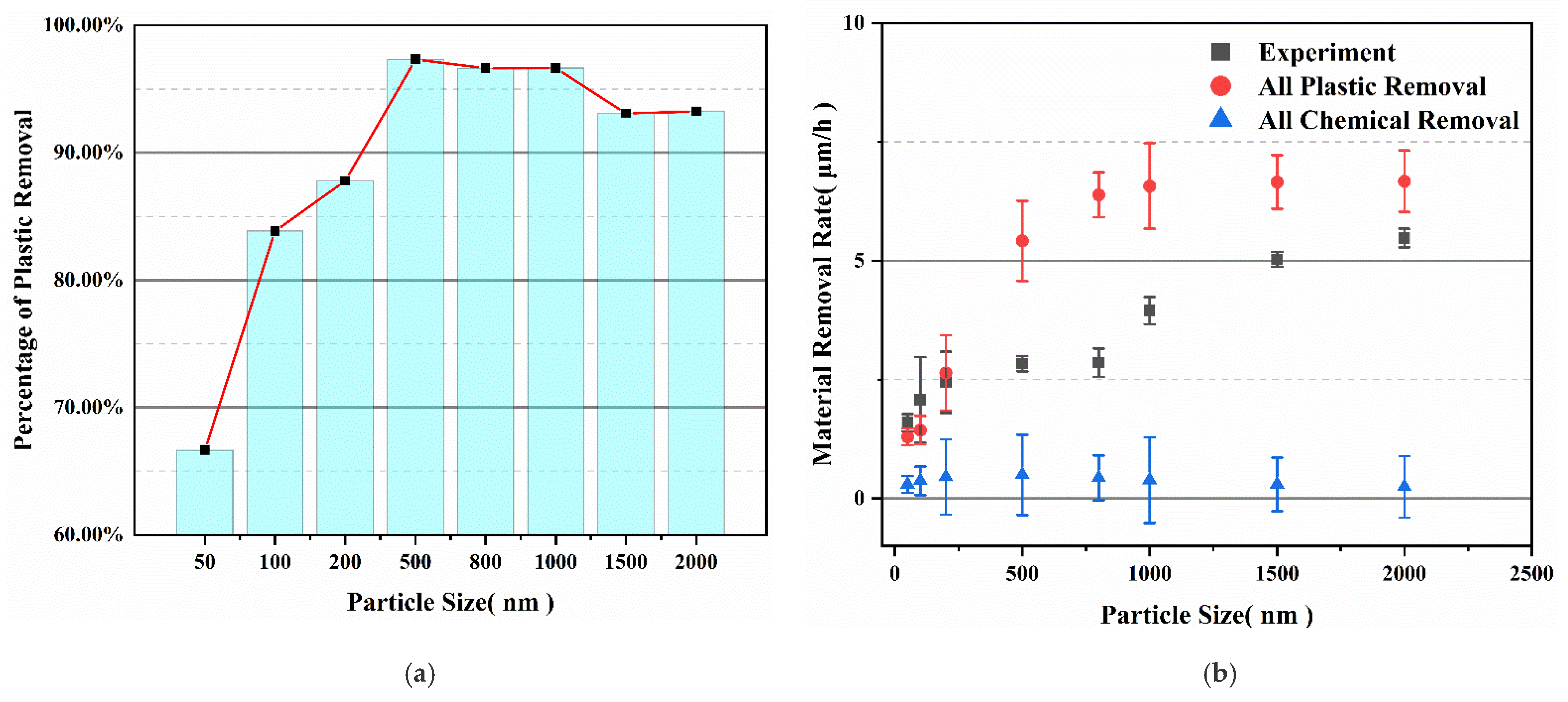
4.4. Material Removal Rate Experiment Validation for the Material Removal Model
4.5. Burning and Wear
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.; Jing, H.; Qiao, X.; Jian, W.; Guo, Y.J.O.E. The characteristics of optics polished with a polyurethane pad. Opt. Express 2008, 16, 10285–10293. [Google Scholar] [CrossRef]
- Berggren, R.R.; Schmell, R.A. Pad polishing for rapid production of large flats. In Optical Manufacturing and Testing II; SPIE: Bellingham, WA, USA, 1997. [Google Scholar]
- Tesar, A.A.; Fuchs, B.A. Removal rates of fused silica with cerium oxide/pitch polishing. In Advanced Optical Manufacturing and Testing II; International Society for Optics and Photonics: Bellingham, WA, USA, 1992. [Google Scholar]
- Li, Y.G.; Wang, J. Surface characteristics of an optical component manufactured with a polyurethane lap. Appl. Opt. 2009, 48, 737–742. [Google Scholar] [CrossRef] [PubMed]
- Bulsara, V.H.; Ahn, Y.; Chandrasekar, S.; Farris, T.N. Mechanics of polishing. J. Appl. Mech.-Trans. ASME 1998, 65, 410–416. [Google Scholar] [CrossRef]
- Gillman, B.E.; Jacobs, S.D. Bound-abrasive polishers for optical glass. Appl. Opt. 1998, 37, 3498–3505. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, L.; Eda, H.; Shimizu, J.; Kamiya, S.; Iwase, H.; Kimura, S. Defect-free fabrication for single crystal silicon substrate by chemo-mechanical grinding. CIRP Ann.-Manuf. Technol. 2006, 55, 313–316. [Google Scholar] [CrossRef]
- Zhou, L.; Shiina, T.; Qiu, Z.; Shimizu, J.; Yamamoto, T.; Tashiro, T. Research on chemo-mechanical grinding of large size quartz glass substrate. Precis. Eng. 2009, 33, 499–504. [Google Scholar] [CrossRef]
- Tashiro, Y.; Zhou, L.; Shimizu, J.; Shinoda, N.; Mikami, Y. Research on Chemo-Mechanical-Grinding (CMG) of Si wafer. J. Jpn. Soc. Precis. Eng. 2005, 71, 466–470. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.G.; Wu, Y.B.; Zhou, L.B.; Fujimoto, M.; Wang, J.; Xu, Q.; Sasaki, S.; Kemmochi, M. Chemo-Mechanical Manufacturing of Fused Silica by Combining Ultrasonic Vibration with Fixed-Abrasive Pellets. Int. J. Precis. Eng. Manuf. 2012, 13, 2163–2172. [Google Scholar] [CrossRef]
- Li, Y.G.; Wu, Y.B.; Wang, J.; Yang, W.; Guo, Y.B.; Xu, Q. Tentative investigation towards precision polishing of optical components with ultrasonically vibrating bound-abrasive pellets. Opt. Express 2012, 20, 568–575. [Google Scholar] [CrossRef]
- Li, Y.G.; Wu, Y.B.; Zhou, L.B.; Fujimoto, M. Vibration-assisted dry polishing of fused silica using a fixed-abrasive polisher. Int. J. Mach. Tools Manuf. 2014, 77, 93–102. [Google Scholar] [CrossRef]
- Wu, K.; Zhou, L.; Onuki, T.; Shimizu, J.; Yamamoto, T.; Yuan, J. Study on the finishing capability and abrasives-sapphire interaction in dry chemo-mechanical-grinding (CMG) process. Precis. Eng. 2018, 52, 451–457. [Google Scholar] [CrossRef]
- Wu, K.; Zhou, L.; Shimizu, J.; Onuki, T.; Yamamoto, T.; Ojima, H.; Yuan, J. Study on the potential of chemo-mechanical-grinding (CMG) process of sapphire wafer. Int. J. Adv. Manuf. Technol. 2017, 91, 1539–1546. [Google Scholar] [CrossRef]
- Wang, J.; Wu, K.; Maezaki, T.; Zhou, L.; Onuki, T.; Shimizu, J.; Zhu, Y. Development of binder-free CMG abrasive pellet and finishing performance on mono-crystal sapphire. Precis. Eng. 2020, 62, 40–46. [Google Scholar] [CrossRef]
- Jun, L.W.; Wei, Y.; Biao, G.Y. Characteristic of bound-abrasive polishing for fused silica glass in anhydrous environment. In Proceedings of the 9th International Symposium on Advanced Optical Manufacturing and Testing Technologies-Advanced Optical Manufacturing Technologies, Chengdu, China, 26–29 June 2018. [Google Scholar]
- Tang, H.Y.; Yang, W.; Liu, W.J.; Ma, J.L.; Luo, X.Y. Characteristic of fixed abrasive polishing for fused silica in anhydrous environment. Optik 2020, 202, 163623. [Google Scholar] [CrossRef]
- Luo, X.Y.; Yang, W.; Qian, Y. Fixed abrasive polishing: The effect of particle size on the workpiece roughness and sub-surface damage. Int. J. Adv. Manuf. Technol. 2021, 115, 3021–3035. [Google Scholar] [CrossRef]
- Wang, C.; Yang, W.; Wang, Z.; Yang, X.; Hu, C.; Zhong, B.; Guo, Y.; Xu, Q. Dwell-time algorithm for polishing large optics. Appl. Opt. 2014, 53, 4752–4760. [Google Scholar] [CrossRef]
- Wang, J.B.; Zhu, Y.W.; Wang, Z.K.; Gao, H.J.K.E.M. Mechanism on lapping sapphire single crystal waferwith fixed abrasive pad. Key Eng. Mater. 2015, 670, 181–186. [Google Scholar] [CrossRef]
- Koshy, P.; Jain, V.K.; Lal, G.K. A Model for the Topography of Diamond Grinding Wheels. Wear 1993, 169, 237–242. [Google Scholar] [CrossRef]
- Koshy, P.; Jain, V.K.; Lal, G.K. Stochastic simulation approach to modelling diamond wheel topography. Int. J. Mach. Tools Manuf. 1997, 37, 751–761. [Google Scholar] [CrossRef]
- Popov, V. Contact Mechanics and Friction: Physical Principles and Applications; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar] [CrossRef]
- Chen, H.; Xu, Q.; Wang, J.; Li, P.; Yuan, J.; Lyu, B.; Wang, J.; Tokunaga, K.; Yao, G.; Luo, L.; et al. Effect of surface quality on hydrogen/helium irradiation behavior in tungsten. Nucl. Eng. Technol. 2021, 1738–5733. [Google Scholar] [CrossRef]
- Hang, W.; Wei, L.; Debela, T.T.; Chen, H.; Zhou, L.; Yuan, J.; Ma, Y. Crystallographic orientation effect on the polishing behavior of LiTaO3 single crystal and its correlation with strain rate sensitivity. Ceram. Int. 2021, 48, 7766–7777. [Google Scholar] [CrossRef]
- Luo, J.F.; Dornfeld, D.A. Material removal mechanism in chemical mechanical polishing: Theory and modeling. IEEE Trans. Semicond. Manuf. 2001, 14, 112–133. [Google Scholar] [CrossRef]
- Luo, J.F.; Dornfeld, D.A. Material removal regions in chemical mechanical planarization for submicron integrated circuit fabrication: Coupling effects of slurry chemicals, abrasive size distribution, and wafer-pad contact area. IEEE Trans. Semicond. Manuf. 2003, 16, 45–56. [Google Scholar] [CrossRef]
- Suratwala, T.; Steele, W.; Wong, L.; Feit, M.D.; Miller, P.E.; Dylla-Spears, R.; Shen, N.; Desjardin, R. Chemistry and Formation of the Beilby Layer During Polishing of Fused Silica Glass. J. Am. Ceram. Soc. 2015, 98, 2395–2402. [Google Scholar] [CrossRef]
- Shen, N.; Feigenbaum, E.; Suratwala, T.; Steele, W.; Wong, L.N.; Feit, M.D.; Miller, P.E. Nanoplastic removal function and the mechanical nature of colloidal silica slurry polishing. J. Am. Ceram. Soc. 2019, 102, 3141–3151. [Google Scholar] [CrossRef]
- Suratwala, T.; Steele, R.; Wong, L.; Miller, P.; Feigenbaum, E.; Shen, N.; Ray, N.; Feit, M. Towards predicting removal rate and surface roughness during grinding of optical materials. Appl. Opt. 2019, 58, 2490–2499. [Google Scholar] [CrossRef]
- Suratwala, T.; Feit, M.; Steele, W.; Wong, L.; Shen, N.; Dylla-Spears, R.; Desjardin, R.; Mason, D.; Geraghty, P.; Miller, P.; et al. Microscopic Removal Function and the Relationship between Slurry Particle Size Distribution and Workpiece Roughness during Pad Polishing. J. Am. Ceram. Soc. 2014, 97, 81–91. [Google Scholar] [CrossRef] [Green Version]
- Inasaki, I.J.C.A.-M.T. Grinding Process Simulation Based on the Wheel Topography Measurement. CIRP Ann. 1996, 45, 347–350. [Google Scholar] [CrossRef]
- Wang, Y.D.; Moon, K.S. A methodology for the multi-resolution simulation of grinding wheel surface. Wear 1997, 211, 218–225. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ceria Particle Size (nm) | 50 | 100 | 200 | 500 | 800 | 1000 | 1500 | 2000 |
| Named | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 |
| Parameter | Condition |
|---|---|
| 150 rpm | |
| 150 rpm | |
| Eccentricity e | 32 mm |
| Pressure P | 50 kPa |
| Processing time t | 70 min |
| Parameter | Variable | Source | Value |
|---|---|---|---|
| Particle size distribution | Measured | See Figure 3 | |
| Modulus and Poisson’s ratio of workpiece | [31] | ||
| Modulus and Poisson’s ratio of ceria | [31] | ||
| Plastic removal depth | [31] | ||
| Molecular removal depth | [31] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, Y.; Yang, W.; Chen, C.; Yu, X. Fixed Abrasive Polishing in an Anhydrous Environment: A Material Removal Model for Fused Silica. Machines 2022, 10, 147. https://doi.org/10.3390/machines10020147
Qian Y, Yang W, Chen C, Yu X. Fixed Abrasive Polishing in an Anhydrous Environment: A Material Removal Model for Fused Silica. Machines. 2022; 10(2):147. https://doi.org/10.3390/machines10020147
Chicago/Turabian StyleQian, Yuan, Wei Yang, Chaoxu Chen, and Xiaoluo Yu. 2022. "Fixed Abrasive Polishing in an Anhydrous Environment: A Material Removal Model for Fused Silica" Machines 10, no. 2: 147. https://doi.org/10.3390/machines10020147
APA StyleQian, Y., Yang, W., Chen, C., & Yu, X. (2022). Fixed Abrasive Polishing in an Anhydrous Environment: A Material Removal Model for Fused Silica. Machines, 10(2), 147. https://doi.org/10.3390/machines10020147