
Influence of Fit Clearance and Tightening Torque on Contact Characteristics of Spindle–Grinding Wheel Flange Interface



Abstract
:1. Introduction
2. Modeling of Contact Stiffness for the Spindle–GWF Interface
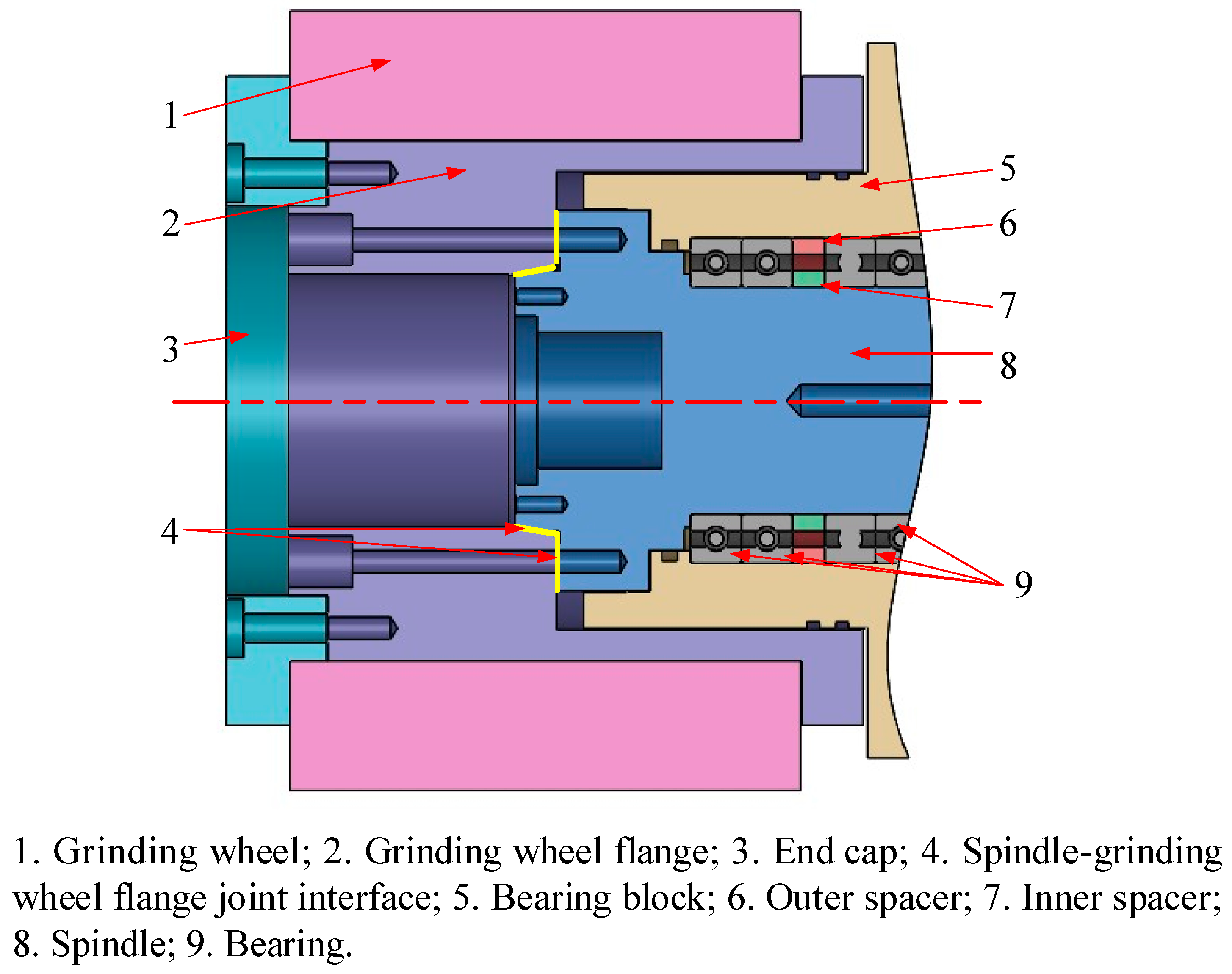
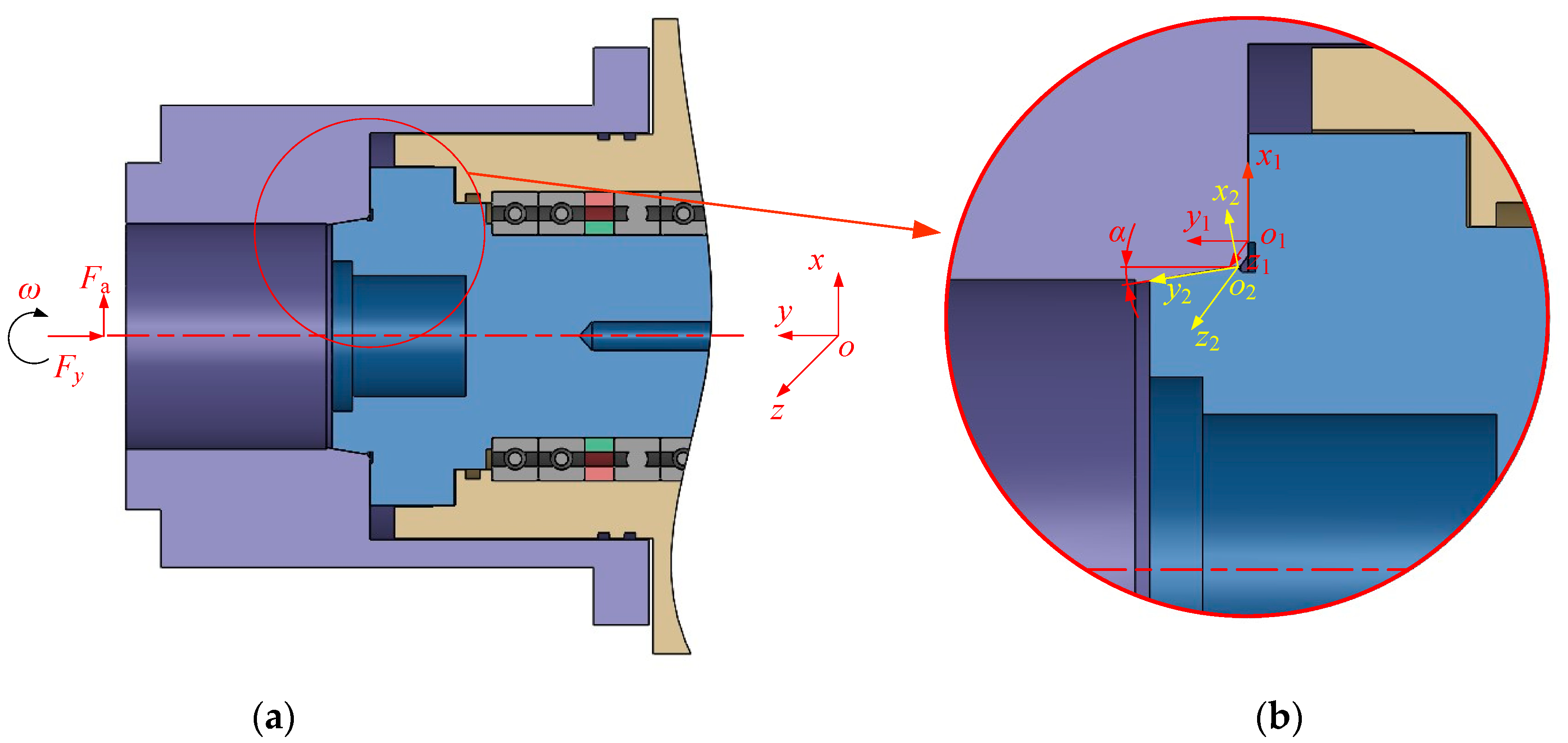
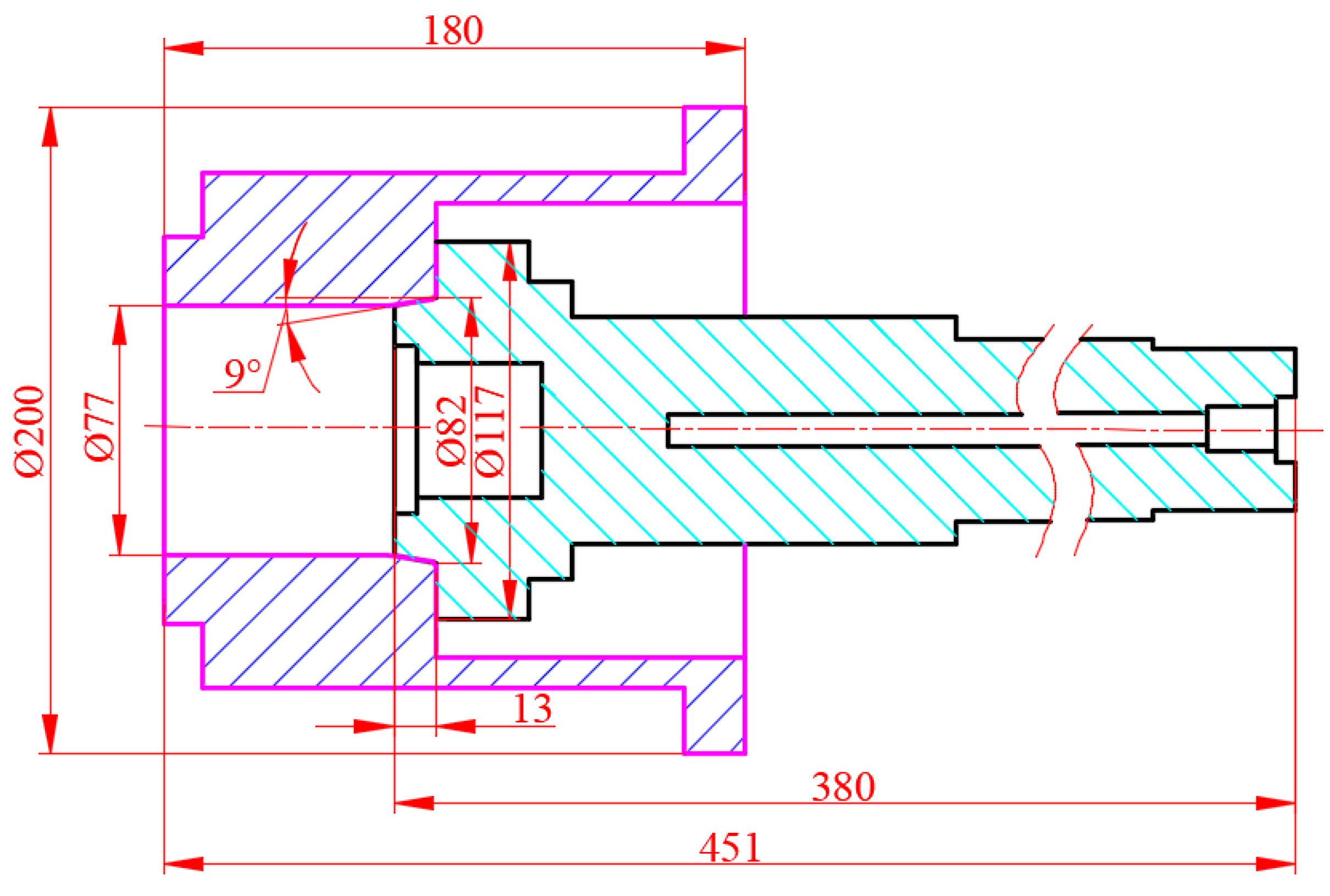
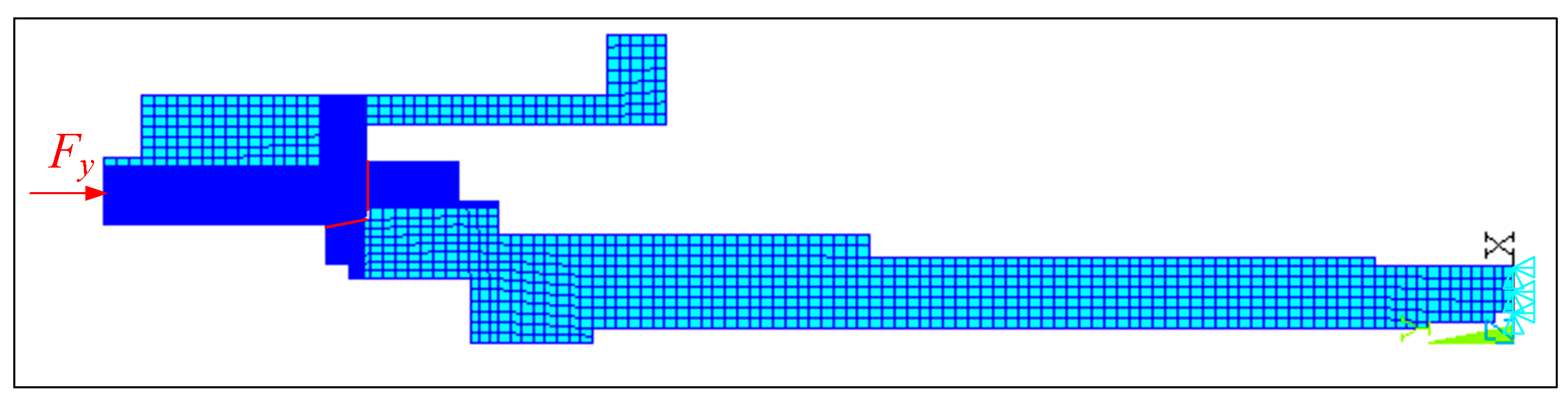
2.1. Applied Load Analysis of the Spindle–GWF
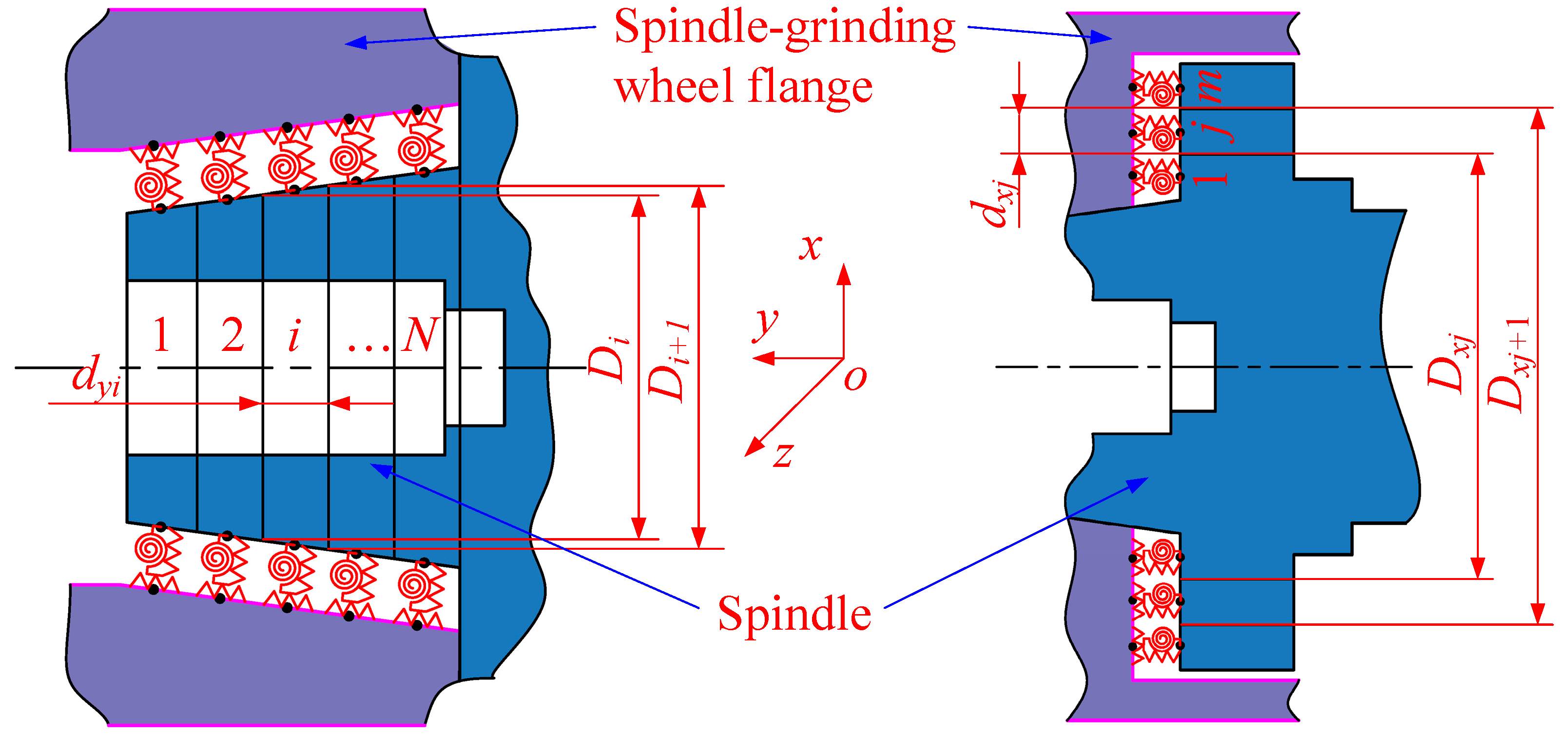
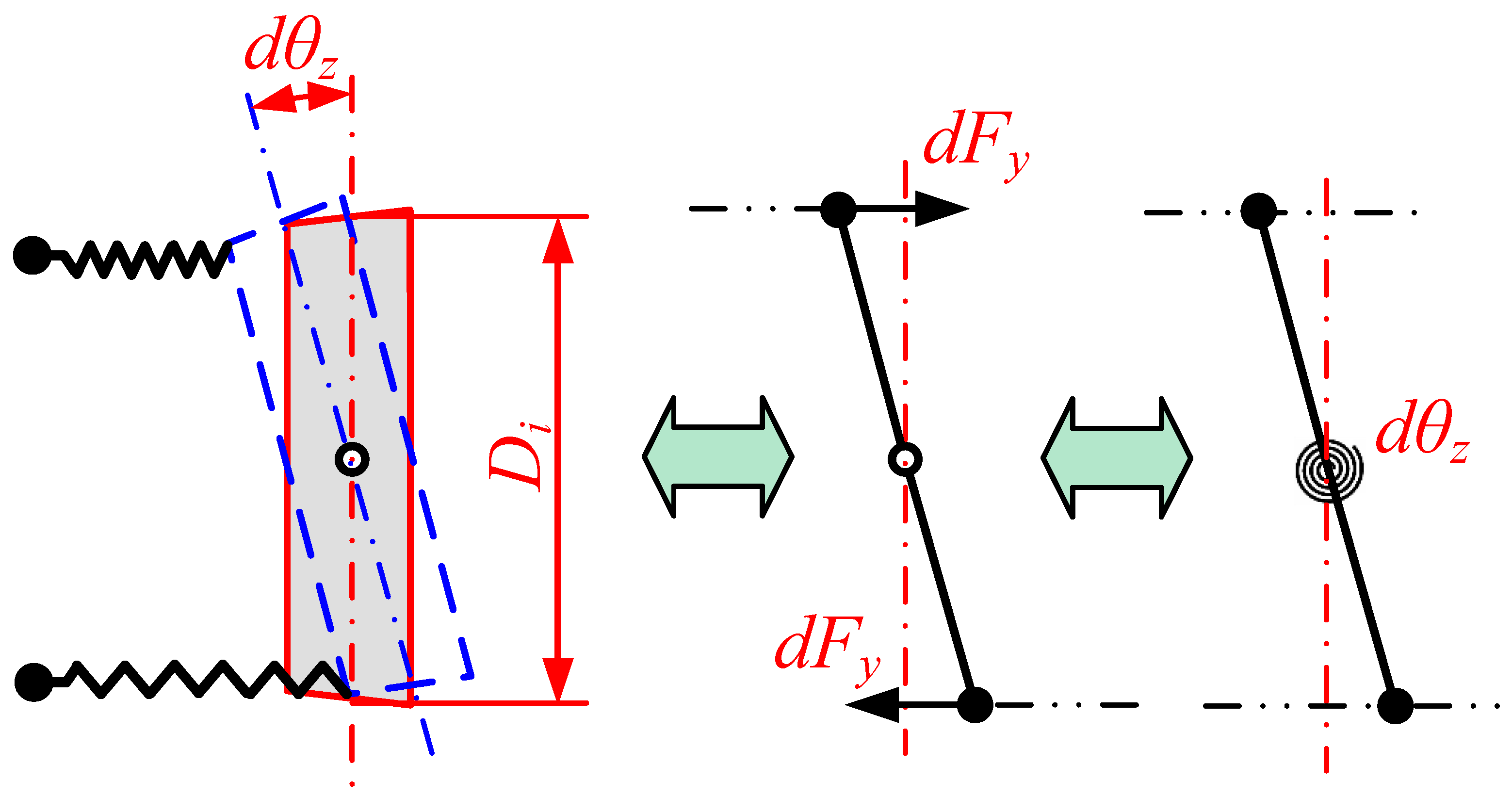
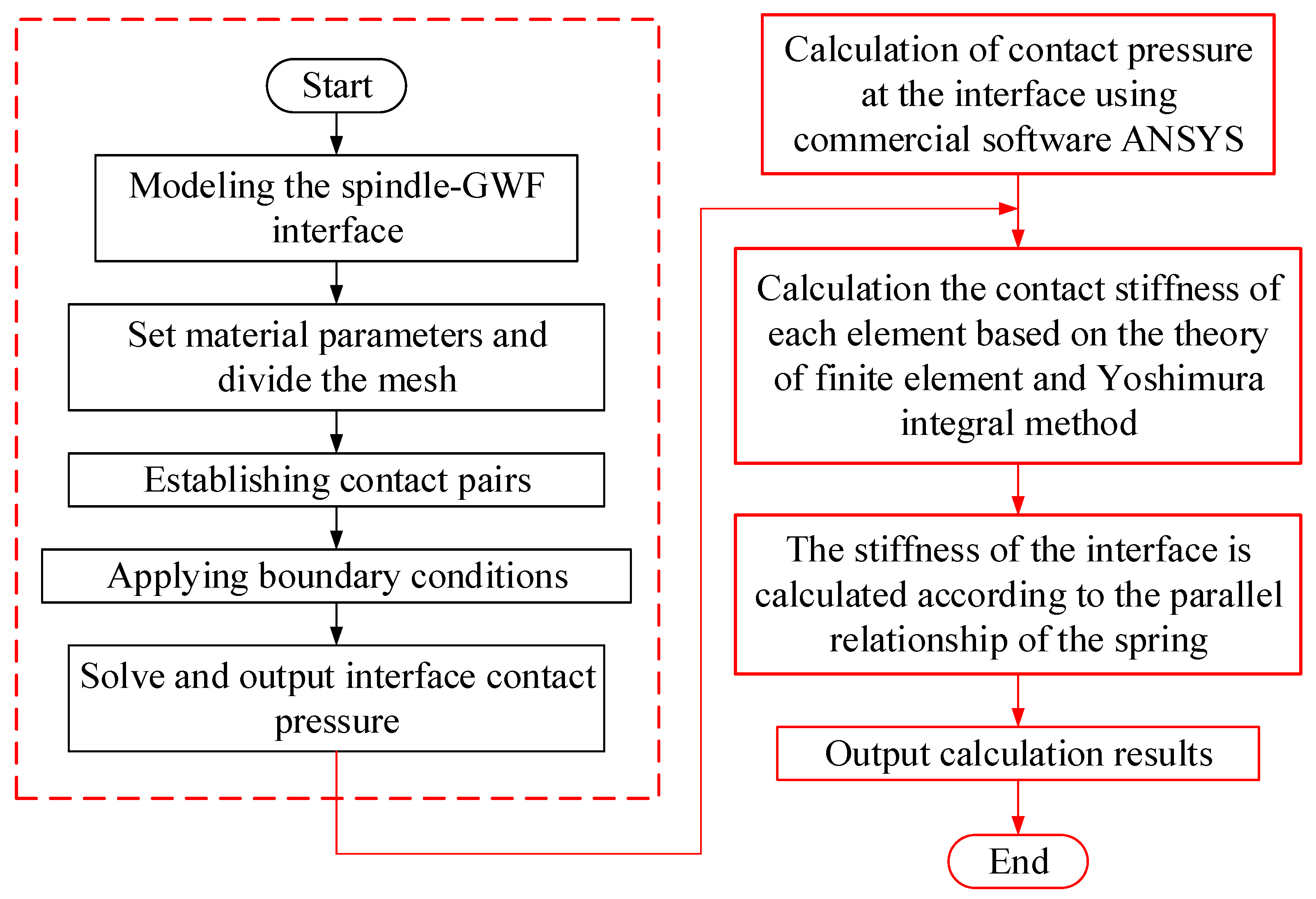
2.2. Spindle–GWF Interface Contact Stiffness Calculation
3. Results and Discussions
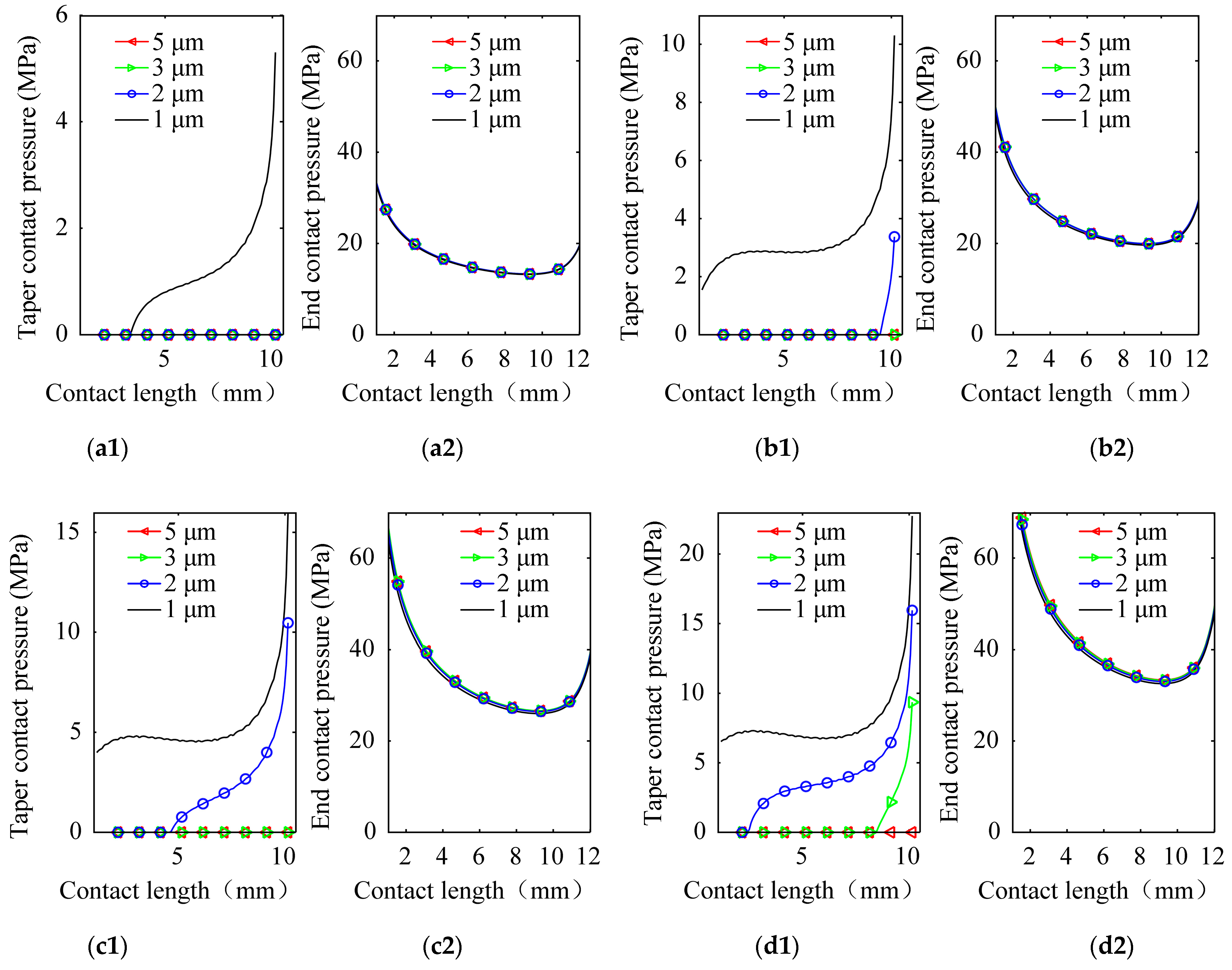
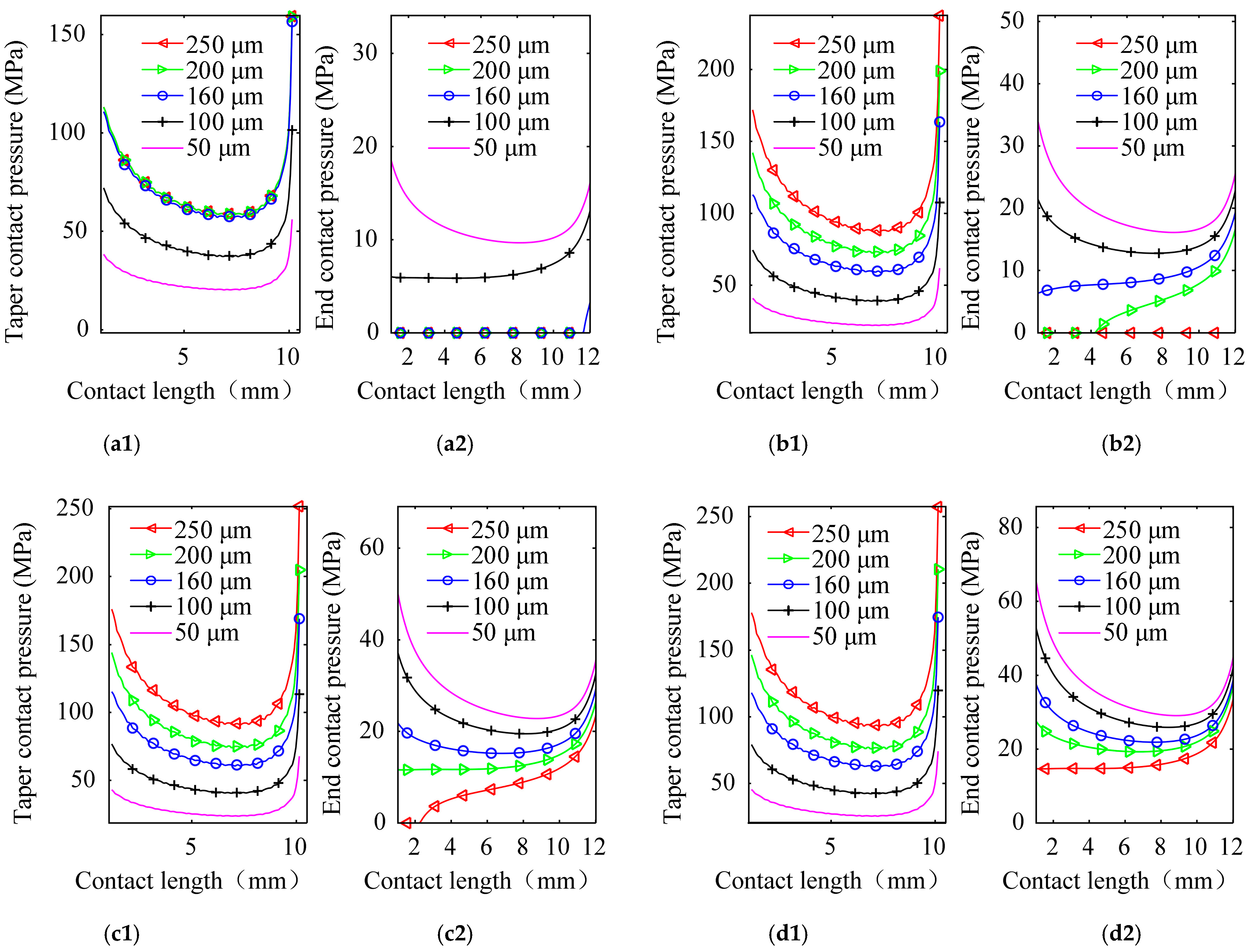
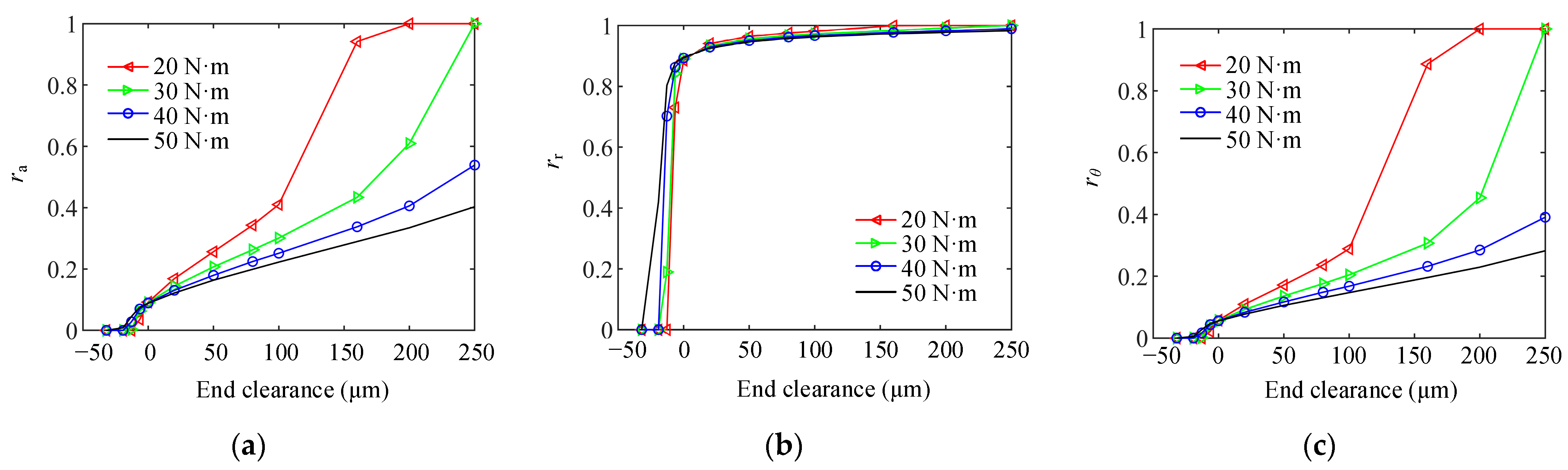
3.1. Contact State Analysis of the Spindle–GWF Interface
- (1)
- End contact
- (2)
- Tapered contact
- (3)
- Two-sided contact
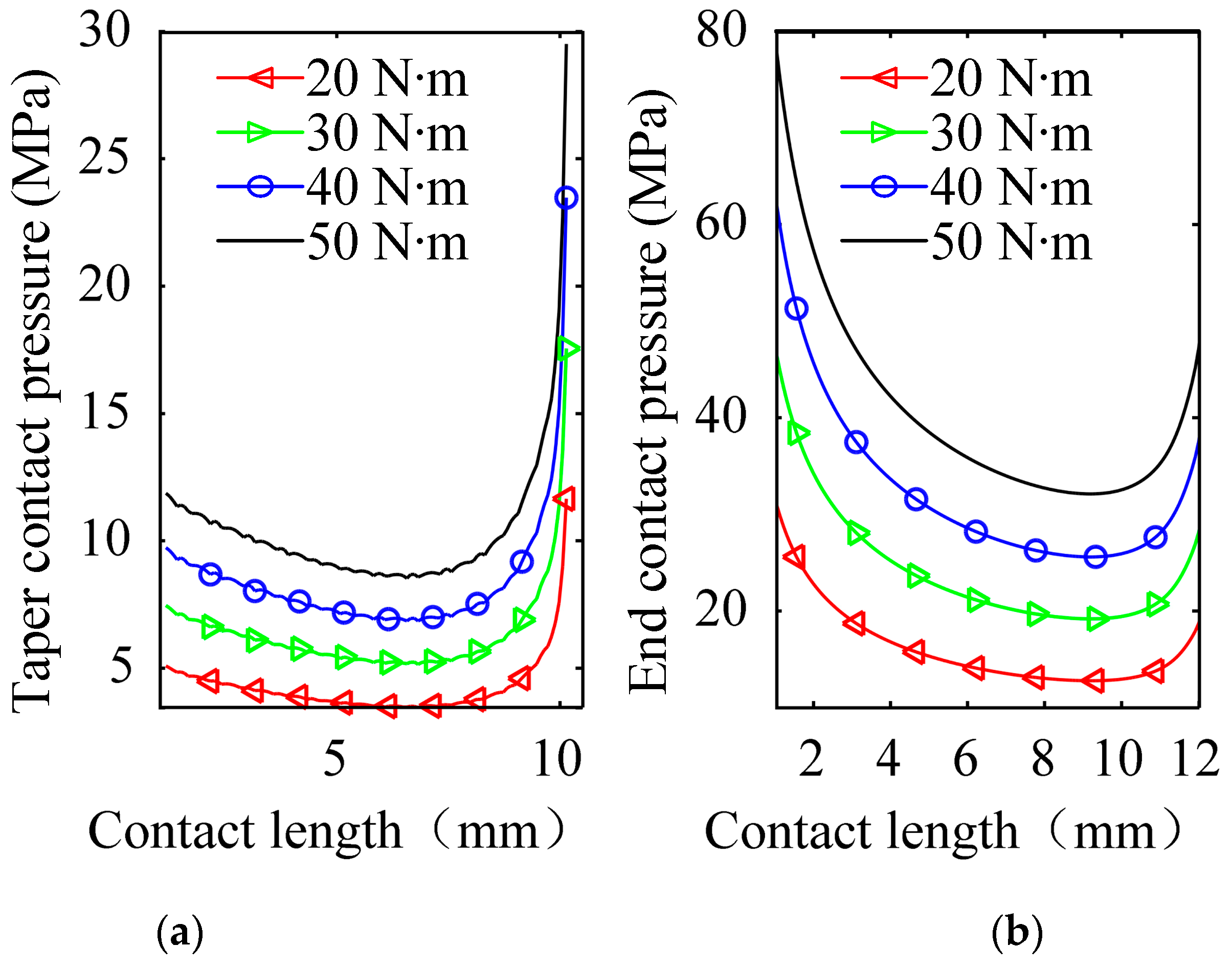
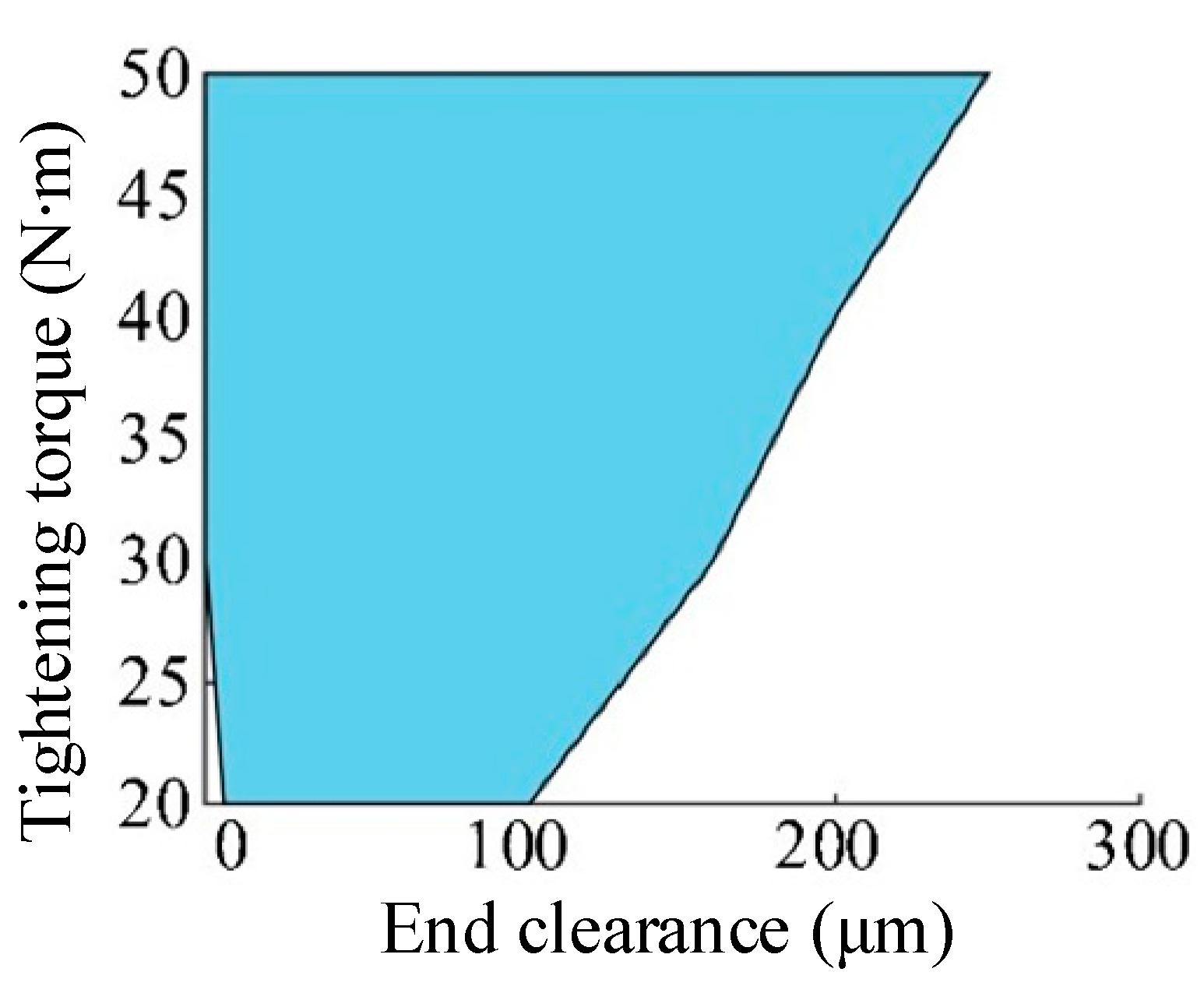
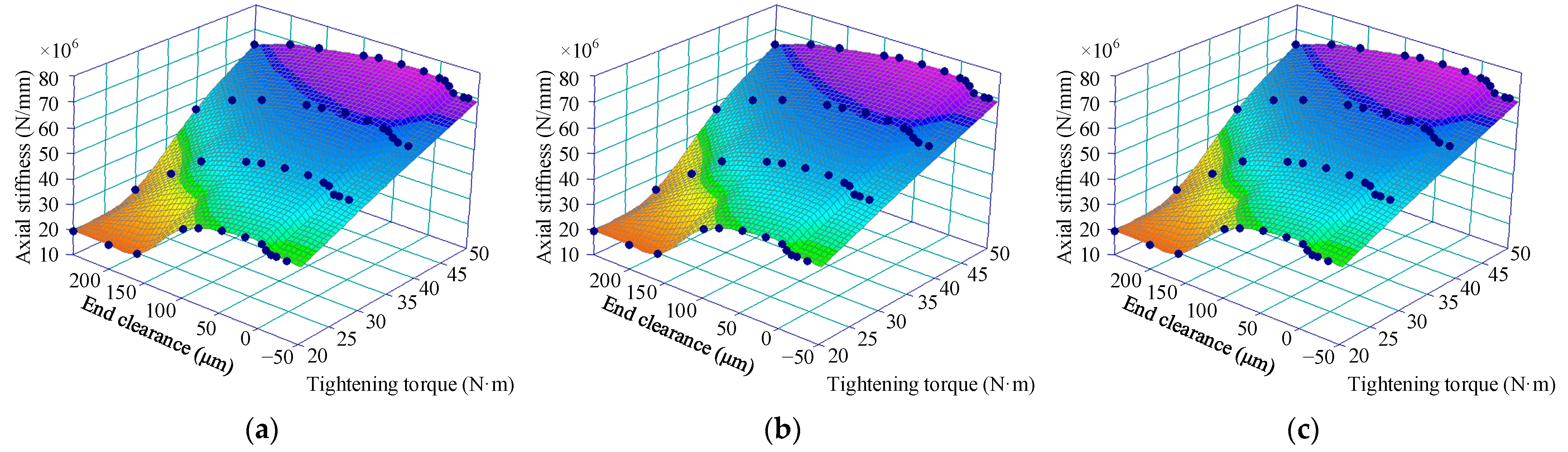
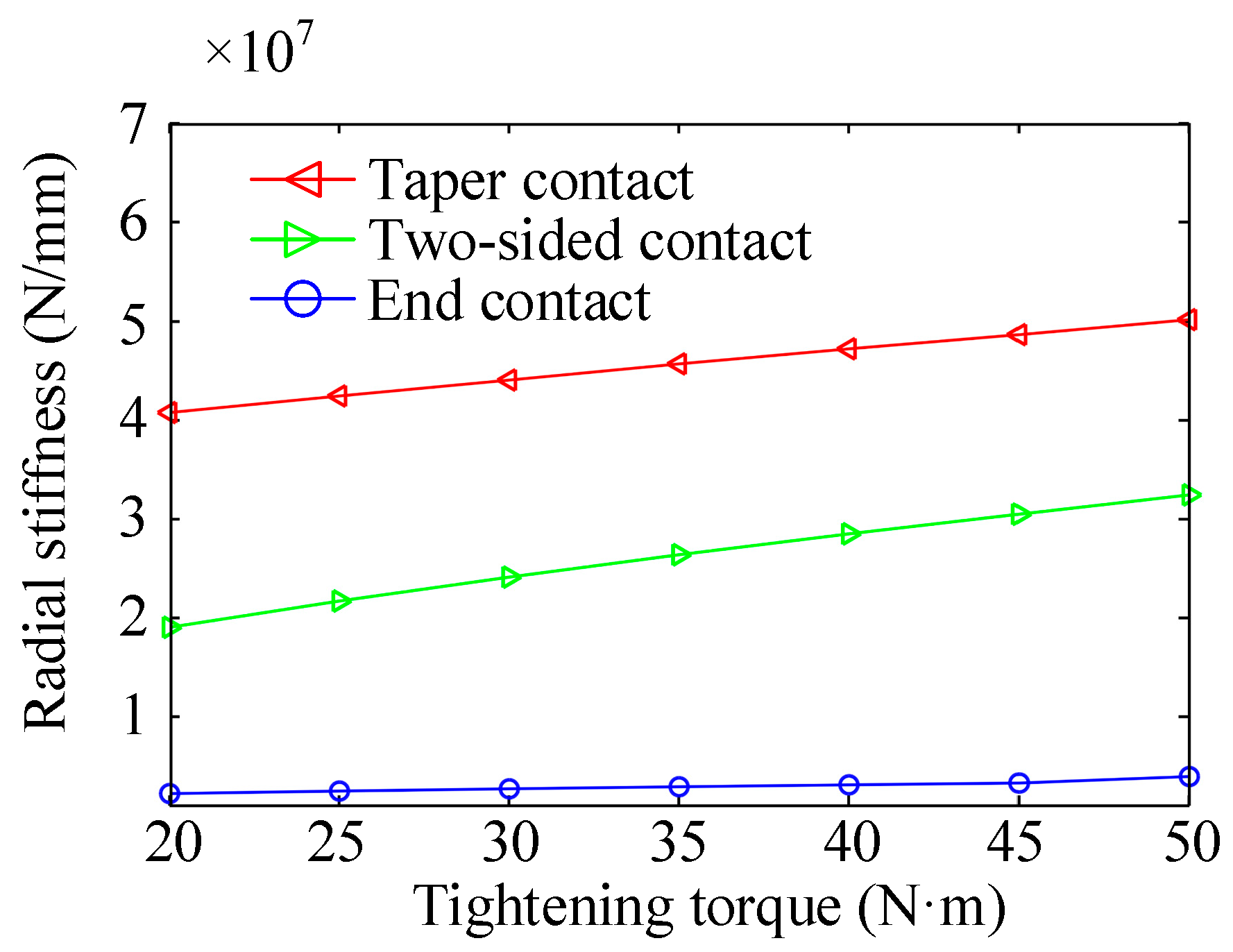
3.2. Analysis of Factors Affecting the Contact Stiffness of the Spindle–GWF Interface
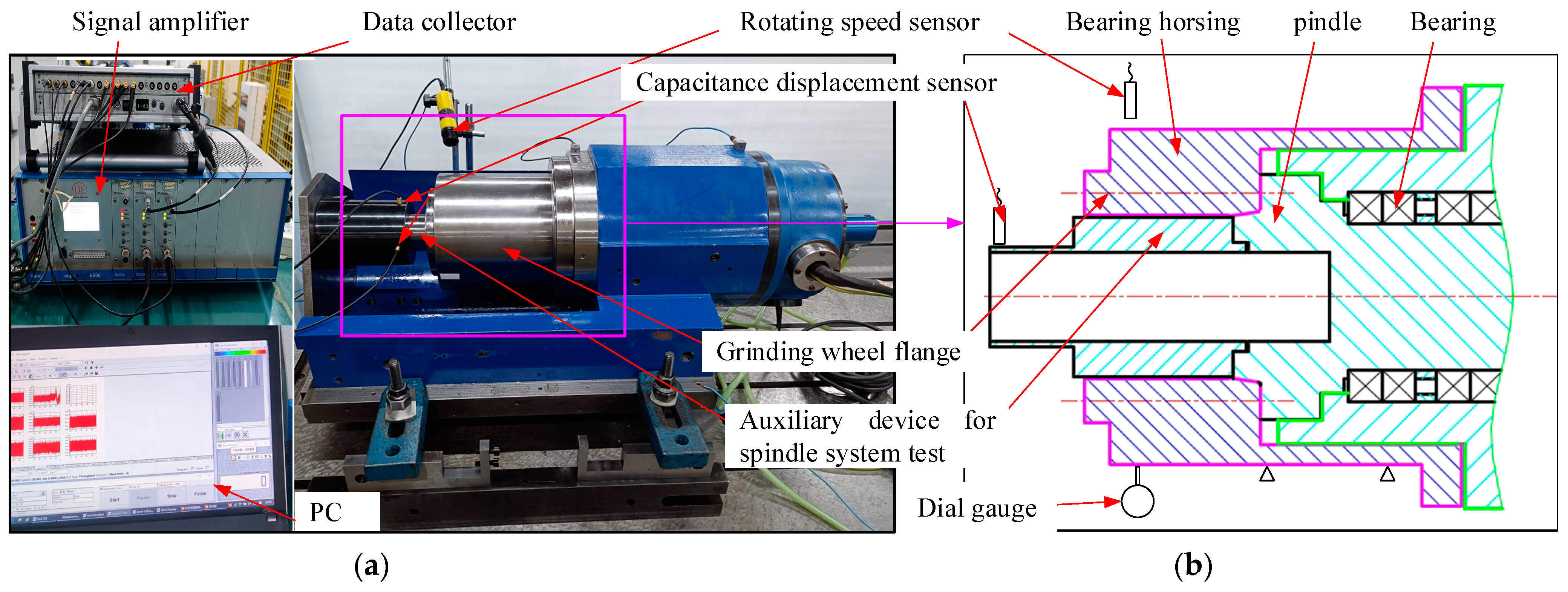
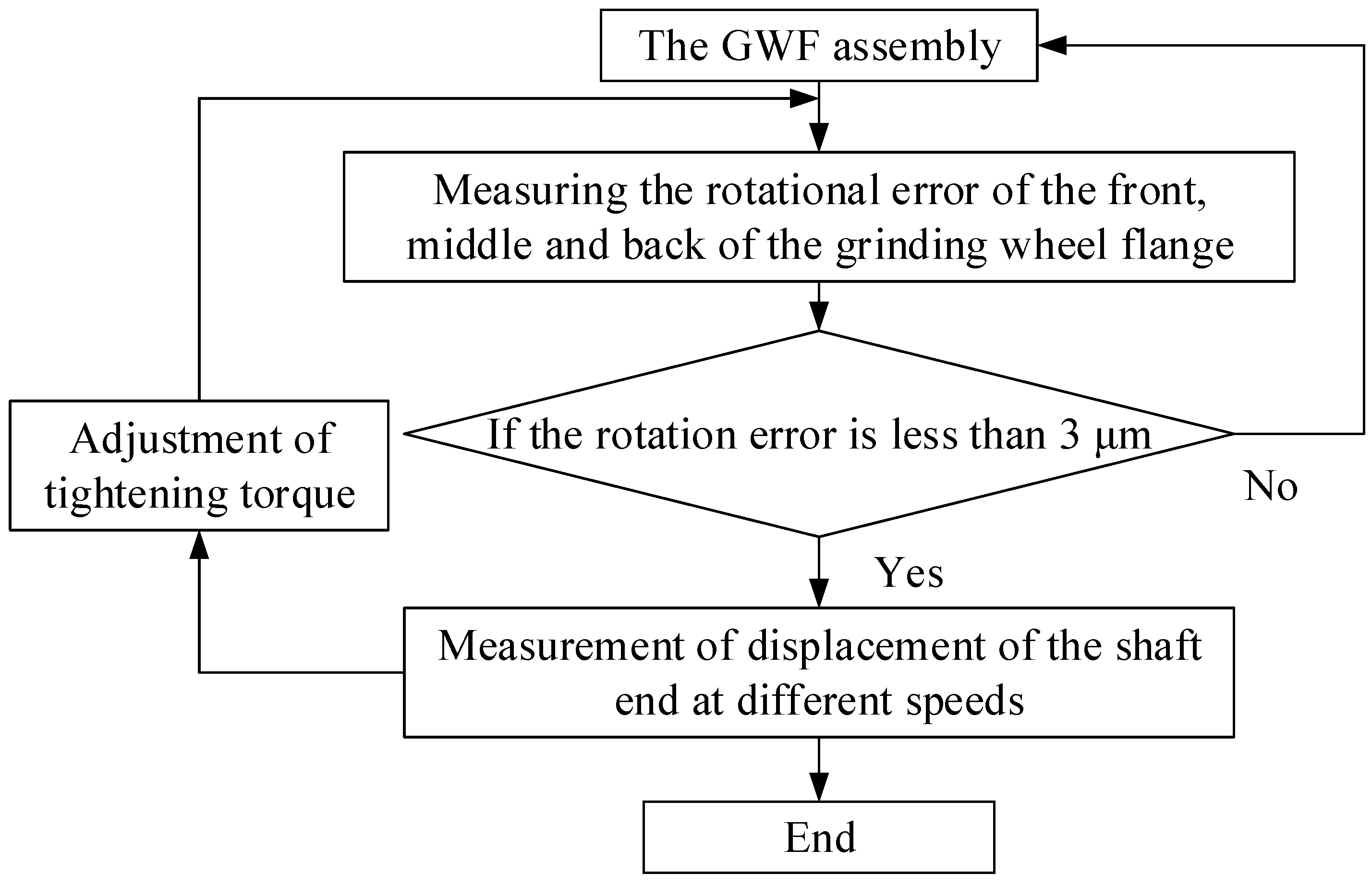
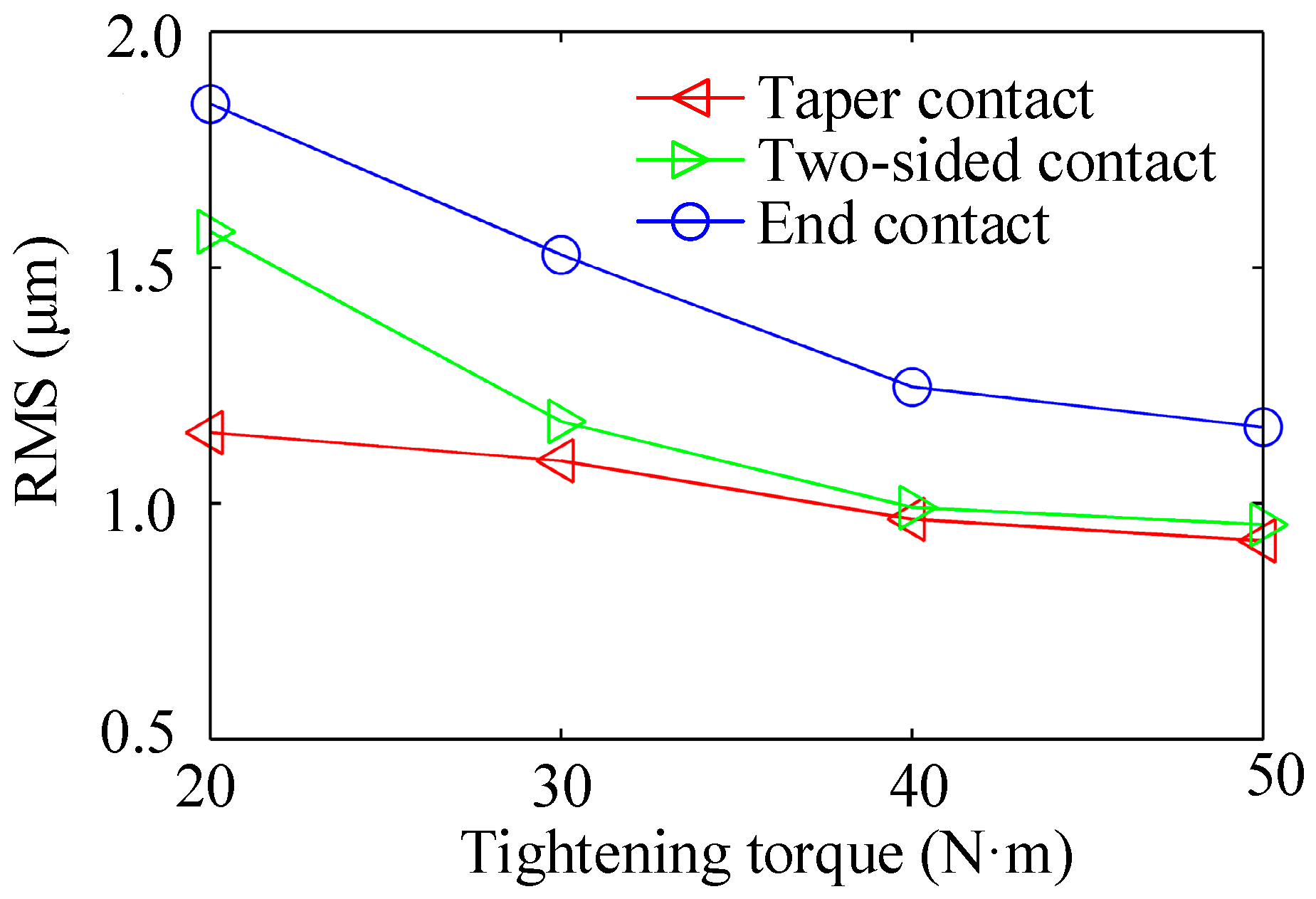
4. Experimental Verification
5. Conclusions
- (1)
- Based on the finite element and Yoshimura integration methods, the calculation method of the contact stiffness for the two-sided contact of a tapered surface and an end face is proposed.
- (2)
- The effects of tightening torque, original end clearance and original taper clearance on the contact pressure, final contact state and interface stiffness of the spindle–GWF interface were analyzed. It was found that increasing the tightening torque and reducing the clearance could improve the contact states of the spindle–GWF interface. However, when the original contact state of the spindle–GWF interface is end contact, the final contact state after assembly is difficult to change by increasing the tightening torque. At the same clearance, increasing the tightening torque can improve the stiffness of the interface. Under the same conditions, the change in radial stiffness by changing the clearance is much larger than the change in axial stiffness and angular stiffness.
- (3)
- In engineering, the final contact state and contact stiffness of the spindle–GWF interface after assembly can be determined based on the original end clearance, tightening torque, contact state and contact stiffness of the spindle–GWF interface relationship figures.
- (4)
- A spindle–GWF vibration test bench was established, and it was found that when the original contact state of the spindle–GWF interface is tapered, the spindle vibration is the smallest. Moreover, it was indirectly verified that the radial stiffness of the spindle–GWF interface is the largest when tapered contact is made, which is in accordance with the simulation law.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, D. Study on Diagnostic and Controlling Techniques for Grinding Wheel Spindle Vibration. Master’s Thesis, Xi’an Jiaotong University, Xi’an, China, 2013; p. 2. [Google Scholar]
- Li, L.; Wang, J.J.; Shi, X.H.; Ma, S.L.; Cai, A.J. Contact Stiffness Model of Joint Surface Considering Continuous Smooth Characteristics and Asperity Interaction. Tribol. Lett. 2021, 69, 43. [Google Scholar] [CrossRef]
- Ma, S.J.; Zhang, X.Z.; Yan, K.; Zhu, Y.S.; Hong, J. A Study on Bearing Dynamic Features under the Condition of Multiball–Cage Collision. Lubricants 2022, 10, 9. [Google Scholar] [CrossRef]
- Sun, C.; Duan, J.T.; Lan, D.X.; Liu, Z.X.; Xiu, S.C. Prediction about Ground Hardening Layers Distribution on Grinding Chatter by Contact Stiffness. Arch. Civ. Mech. Eng. 2018, 18, 1626–1642. [Google Scholar] [CrossRef]
- Yao, L.; Wang, X.F.; Lin, J.; Kong, X.G. An Adaptive Grinding Chatter Detection Method Considering the Chatter Frequency Shift Characteristic. Mech. Syst. Signal Proc. 2020, 142, 106672. [Google Scholar]
- Zhou, W.H.; Tang, J.Y.; Chen, H.F.; Shao, W.; Zhao, B. Modeling of Tooth Surface Topography in Continuous Generating Grinding Based on Measured Topography of Grinding Worm. Mech. Mach. Theory 2019, 131, 189–203. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, N.; Zhang, S.Y.; Zhou, R.C. Dressing Method with Fewer CNC Axes for Face Gear Grinding Worm. Chin. J. Mech. Eng. 2017, 53, 23–29. [Google Scholar] [CrossRef]
- Wang, L.; Wang, L.Y.; Liu, G.; Yang, N.J.; Li, R.T.; Liu, G.H.; You, Y.F. Kinematic Model Construction and Machining Accuracy Simulation of Worm Wheel for Grinding Gear. Tool Eng. 2021, 55, 13–18. [Google Scholar]
- Zhao, Z.F.; Han, H.Z.; Wang, P.F.; Ma, H.; Zhang, S.H.; Yang, Y. An Improved Model for Meshing Characteristics Analysis of Spur Gears Considering Fractal Surface Contact and Friction. Mech. Mach. Theory 2021, 58, 104219. [Google Scholar] [CrossRef]
- Wang, X.P.; Liu, S.J. Fractal Prediction Model of Normal Contact Stiffness of Micro–pitting Gear. Chin. J. Mech. Eng. 2021, 57, 68–76. [Google Scholar] [CrossRef]
- Chen, Y.J.; Tang, W.C. Dynamic Contact Stiffness Analysis of a Double-Nut Ball Screw Based on a Quasi-static Method. Mech. Mach. Theory 2014, 73, 76–90. [Google Scholar] [CrossRef]
- Chen, Y.; Tang, W. Determination of Contact Stiffness in Ball Screws Considering Variable Contact Angles. Proc. Inst. Mech. Eng. Part C J. Eng. Mech. Eng. Sci. 2014, 228, 2193–2203. [Google Scholar] [CrossRef]
- Zhu, J.M.; Zheng, Z.Y.; Hu, Y.J.; Zhou, Y.N. Radial Dynamic Characteristic Parameter Identification of Rolling Joints in Ball Screw Feed Systems. Chin. Mech. Eng. 2018, 29, 441–449. [Google Scholar]
- Li, T.M.; Li, F.H.; Jiang, Y.; Wang, H.T.; Du, Y.S. Modeling of Axial Contact Stiffness of a Double-nut with Preloads. Proc. Inst. Mech. Eng. Part C J. Eng. Mech. Eng. Sci. 2016, 232, 629–638. [Google Scholar] [CrossRef]
- Wan, S.K.; Hong, J.; Du, F.; Fang, B.; Li, X.H. Modelling and Characteristic Investigation of Spindle-Holder Assembly under Clamping and Centrifugal Forces. J. Mech. Sci. Technol. 2019, 33, 2397–2405. [Google Scholar] [CrossRef]
- Du, F.; Li, B.T.; Zhang, J.; Zhu, Q.M.; Hong, J. Ultrasonic Measurement of Contact Stiffness and Pressure Distribution on Spindle-holder Taper Interfaces. Int. J. Mach. Tools Manuf. 2015, 97, 18–28. [Google Scholar] [CrossRef]
- Namazi, M.; Altintas, Y.; Abe, T.; Rajapakse, N. Modeling and Identification of Tool Holder-spindle Interface Dynamics. Int. J. Mach. Tools Manuf. 2007, 47, 1333–1341. [Google Scholar] [CrossRef]
- Ozashin, O.; Erturk, A.; Ozguven, H.N.; Budak, E. A closed form Approach for Identification of Dynamical Contact Parameters in Spindle-holder-tool Assemblies. Int. J. Mach. Tools Manuf. 2009, 49, 25–35. [Google Scholar] [CrossRef] [Green Version]
- Cica, D.; Zeljkovic, M.; Tesci, S. Dynamical Contact Parameter Identification of Spindle-holder-tool Assemblies using Soft Computing Techniques. Facta. Univ.-Ser. Mech. Eng. 2020, 18, 565–577. [Google Scholar]
- Xuan, X.J.; Haung, Z.H.; Wu, K.D.; Hu, J.P. Prediction of the Frequency Response Function of a Tool holder-tool Assembly Based on Receptance Coupling Method. Eng. Technol. Appl. Sci. Res. 2018, 8, 3556–3560. [Google Scholar] [CrossRef]
- Liao, J.P.; Yu, D.W.; Zhang, J.F.; Feng, P.F.; Wu, Z.J. An Efficient Experimental Approach to Identify Tool Point FRF by Improved Receptance Coupling Technique. Int. J. Adv. Manuf. Technol. 2018, 94, 1451–1460. [Google Scholar] [CrossRef]
- Yang, Y.; Wan, M.; Ma, Y.C.; Zhang, W.H. A New Method Using Double Distributed Joint Interface Model for Three-dimensional Dynamics Prediction of Spindle-holder-tool System. Int. J. Adv. Manuf. Technol. 2018, 95, 1719–1745. [Google Scholar] [CrossRef]
- Xu, C.; Zhang, J.F.; Feng, P.F.; Yu, D.W.; Wu, Z.J. Characteristics of Stiffness and Contact Stress Distribution of a Spindle-holder Taper Joint under Clamping and Centrifugal Forces. Int. J. Mach. Tools Manuf. 2014, 82–83, 21–28. [Google Scholar] [CrossRef]
- Cui, L.; Zhang, H.S. A Nominal Radial Stiffness Prediction Model for HSK Tool Holder-spindle Flange Interface. Adv. Mech. Eng. 2020, 12, 1687814020934600. [Google Scholar] [CrossRef]
- Liu, J.L.; Ma, C.; Wang, S.L.; Wang, S.B.; Yang, B. Contact Stiffness of Spindle-tool Holder Based on Fractal Theory and Multi-scale Contact Mechanics Model. Mech. Syst. Signal Proc. 2019, 119, 363–379. [Google Scholar] [CrossRef]
- Guo, H.; Zhang, J.F.; Feng, P.F.; Wu, Z.J.; Yu, D.W. A Virtual Material-based Static Modeling and Parameter Identification Method for a BT40 Spindle-holder Taper Joint. Int. J. Adv. Manuf. Technol. 2015, 81, 307–314. [Google Scholar] [CrossRef]
- Liao, J.P.; Zhang, J.F.; Feng, P.F.; Yu, D.W.; Wu, Z.J. Identification of Contact Stiffness of Shrink-fit Tool-holder Joint Based on Fractal Theory. Int. J. Adv. Manuf. Technol. 2017, 90, 2173–2184. [Google Scholar] [CrossRef]
- Zhao, Y.S.; Song, X.L.; Cai, L.G.; Liu, Z.F.; Cheng, Q. Surface Fractal Topography-based Contact Stiffness Determination of Spindle-toolholder Joint. Proc. Inst. Mech. Eng. Part C J. Eng. Mech. Eng. Sci. 2016, 230, 602–610. [Google Scholar] [CrossRef]
- Gao, X.S.; Wang, M.; Zhang, Y.D.; Zan, T. Modeling Approach for Contact Stiffness of Spindle-tool Holder Based on Fractal Theory. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1942–1951. [Google Scholar] [CrossRef]
- Yoshimura, M. Computer-aided Design Improvement of Machine Tool Structure Incorporating Joint Dynamics Data. CIRP Ann.-Manuf. Technol. 1979, 28, 241–246. [Google Scholar]
- Zhang, X.L. Dynamic Characteristics and Application of Mechanical Joints, 1st ed.; China Science and Technology Press: Beijing, China, 2002; p. 60. [Google Scholar]
- Xia, Y.; Wan, Y.; Luo, X.C.; Wang, H.W.; Gong, N.; Gao, J.L.; Liu, Z.Q.; Song, Q.H. Development of a Toolholder with High Dynamic Stiffness for Mitigating Chatter and Improving Machining Efficiency in Face Milling. Mech. Syst. Signal Proc. 2020, 145, 106928. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Projects | The Element Length of Contact Areas | Size of the Other Parts | No. of Elements | No. of Nodes | Axial Stiffness | Radial Stiffness | Angular Stiffness |
|---|---|---|---|---|---|---|---|
| Values | 0.05 mm | 0.5 mm | 276,450 | 277,667 | 4.237 × 107 N/mm | 5.314 × 107 N/mm | 2.0013 × 1011 N∙mm/rad |
| Values | 0.1 mm | 1 mm | 68,883 | 70,154 | 4.158 × 107 N/mm | 5.130 × 107 N/mm | 1.9634 × 1011 N∙mm/rad |
| Deviation | — | — | — | — | 3.48% | 1.875% | 1.895% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Q.; Zhu, Y.; Yan, K.; Zhang, X. Influence of Fit Clearance and Tightening Torque on Contact Characteristics of Spindle–Grinding Wheel Flange Interface. Machines 2022, 10, 298. https://doi.org/10.3390/machines10050298
Yuan Q, Zhu Y, Yan K, Zhang X. Influence of Fit Clearance and Tightening Torque on Contact Characteristics of Spindle–Grinding Wheel Flange Interface. Machines. 2022; 10(5):298. https://doi.org/10.3390/machines10050298
Chicago/Turabian StyleYuan, Qianqian, Yongsheng Zhu, Ke Yan, and Xinzhuo Zhang. 2022. "Influence of Fit Clearance and Tightening Torque on Contact Characteristics of Spindle–Grinding Wheel Flange Interface" Machines 10, no. 5: 298. https://doi.org/10.3390/machines10050298
APA StyleYuan, Q., Zhu, Y., Yan, K., & Zhang, X. (2022). Influence of Fit Clearance and Tightening Torque on Contact Characteristics of Spindle–Grinding Wheel Flange Interface. Machines, 10(5), 298. https://doi.org/10.3390/machines10050298