
Dynamic Thermal Neutron Radiography for Filling Process Analysis and CFD Model Validation of Visco-Dampers



Abstract
:1. Introduction
2. Materials and Methods
2.1. Structure and Damping Fluid of Visco-Dampers
2.2. Filling Process Analysis by Neutron Radiography
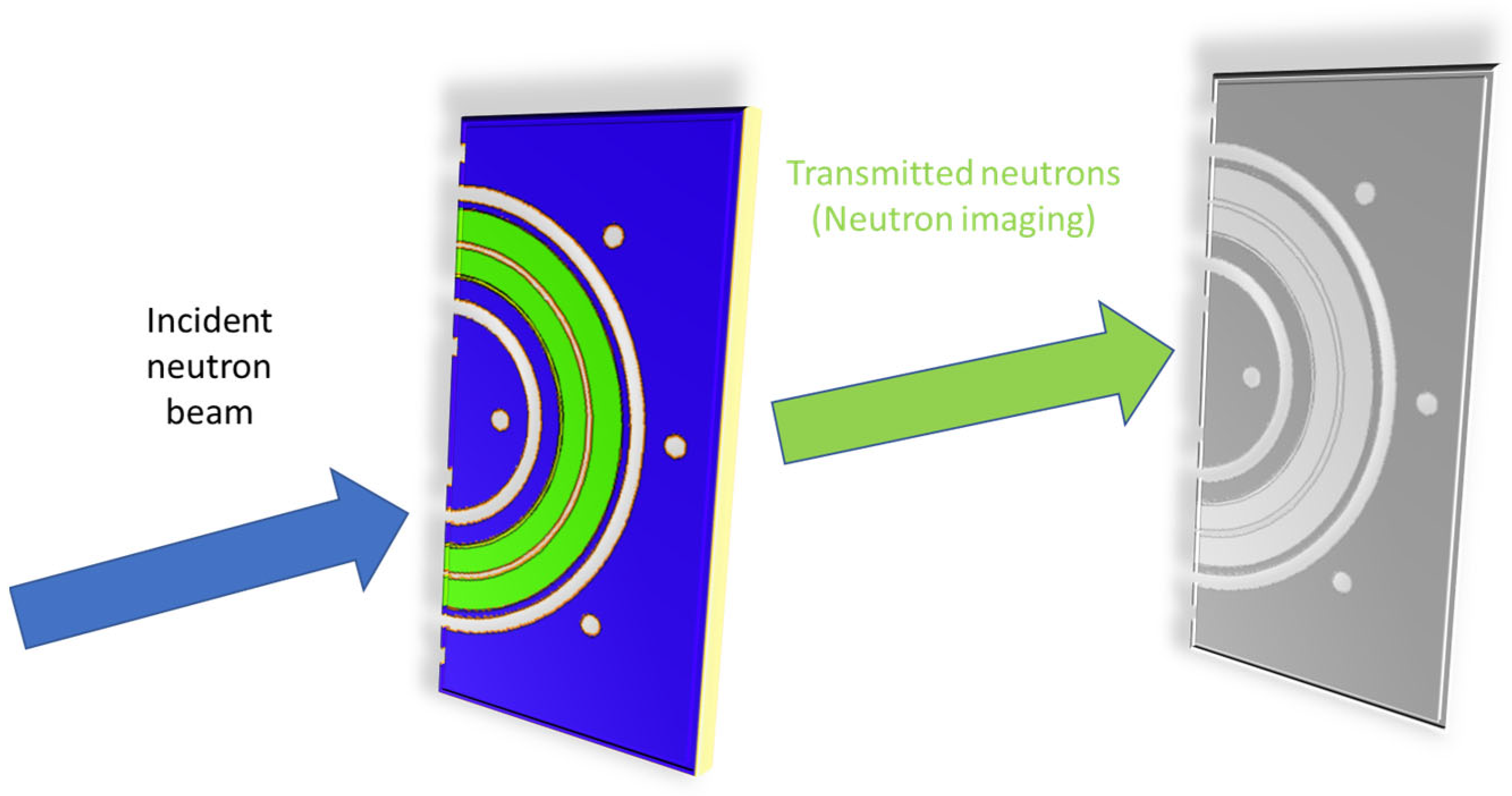
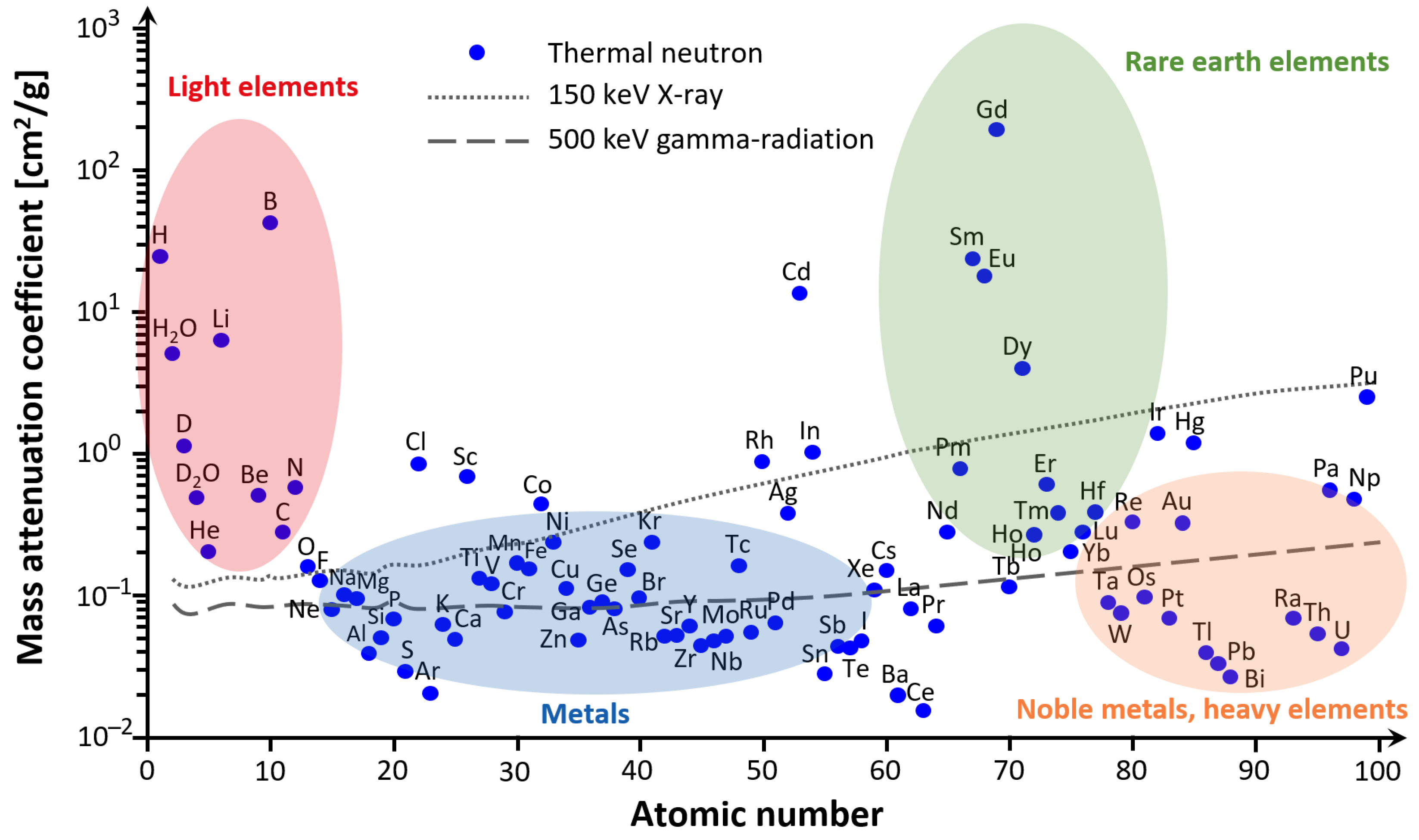
2.2.1. Neutron Radiography
2.2.2. Development of a Thermal Neutron Dynamic Imaging Technique for Visco-Dampers
- #1.
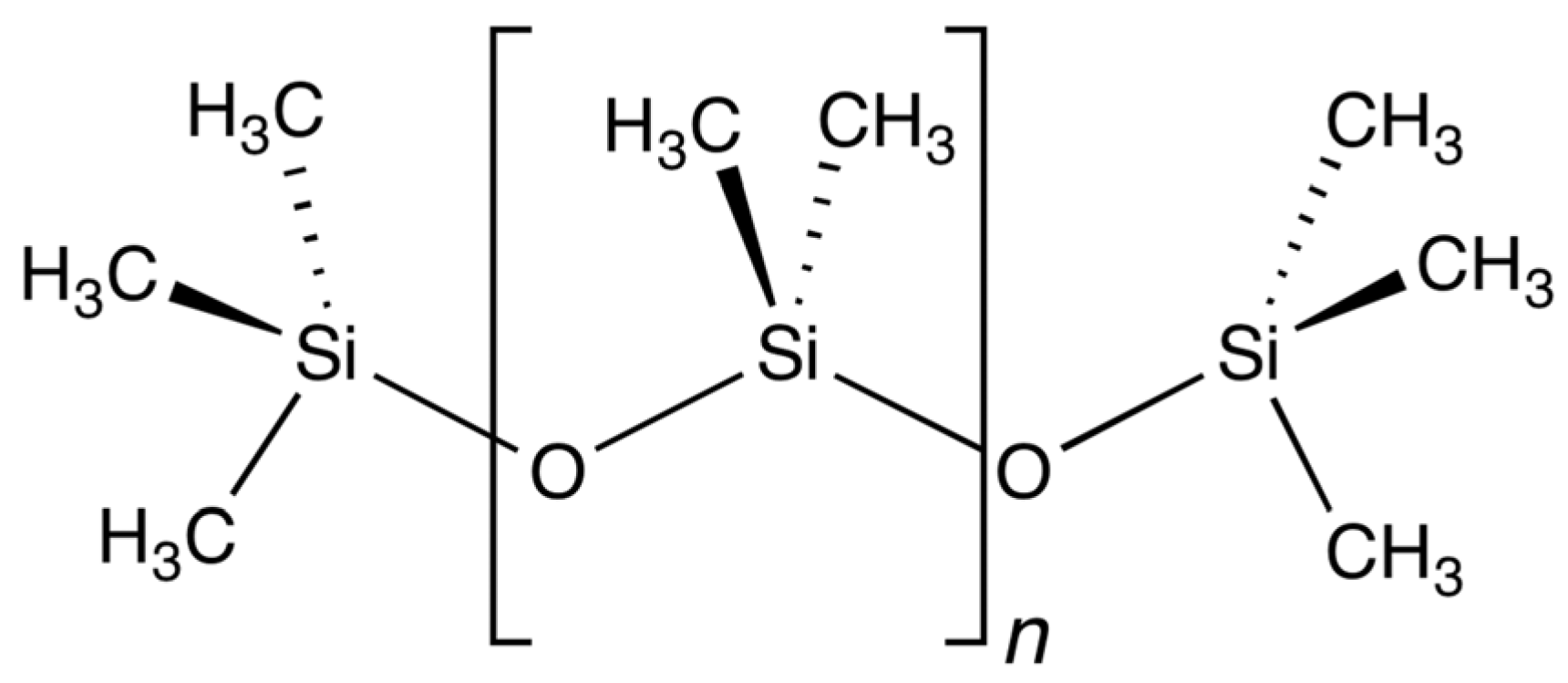
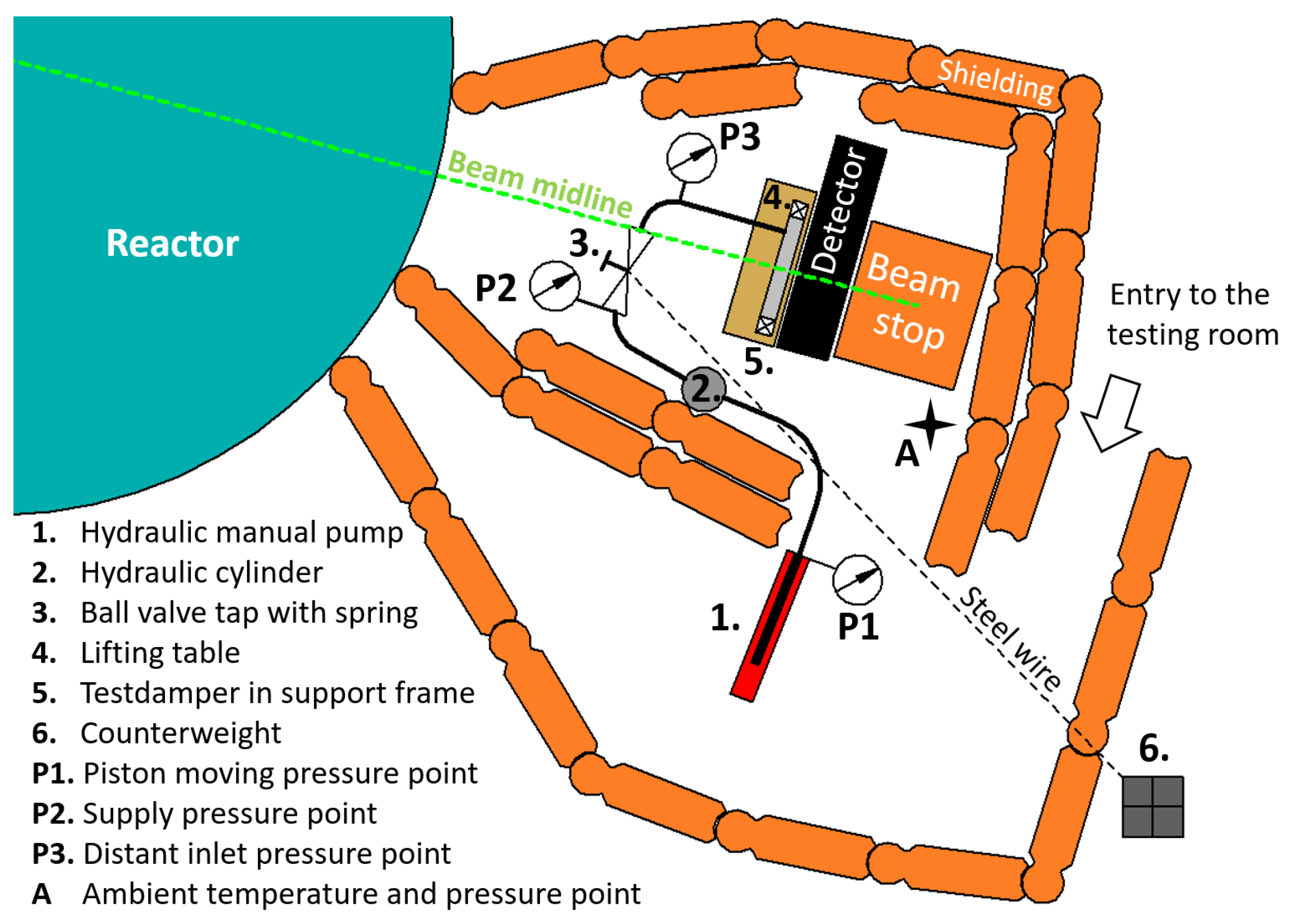
- The filling process of visco-dampers requires relatively high filling pressure (10–30 bar) considering the high viscous behaviour of the silicone oil (1000 Pas at 25 °C in the case of Wacker AK 1,000,000 STAB silicone oil) to keep the filling time relatively short. Additionally, the filling process must have taken place in a concrete shielding bunker with a floor area of approximately 2.5 m × 4.5 m.
- #2.
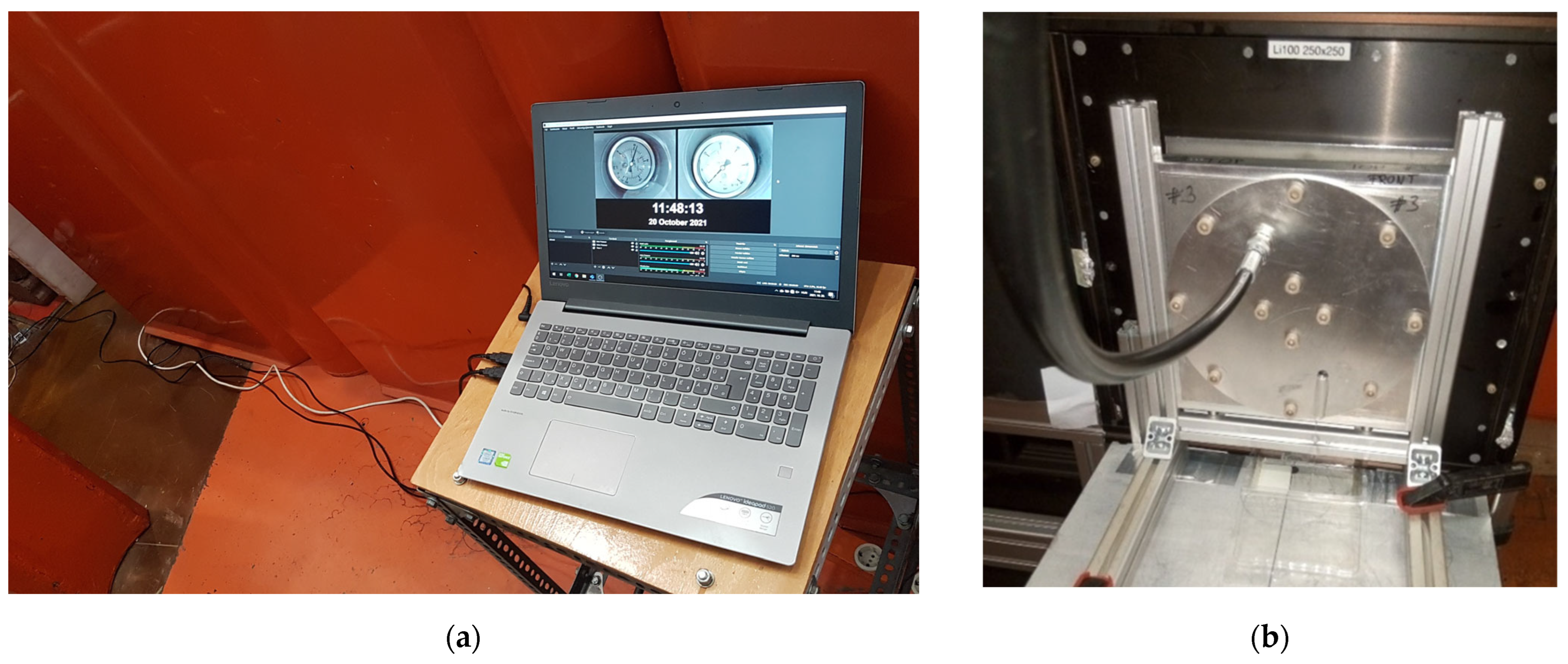
- During the NR measurements, no one is allowed to stay in the bunker. Thus, the control of the filling system and the recording of the data (pressures, temperatures, time) must be solved remotely.
- #3.
- Clear, good quality, and self-explanatory NR images are required as the output of the measurements. Thus, the selection of proper damper materials, as well as considering their availability and economy, are crucial for the success.
- #4.
- As the filling process and the NR imaging must be repeated several times and the irradiated damper emits gamma-radiation, a cooling time is required to prepare the test damper again. The necessary time depends not only on the half-life of the induced radiation, but also the mass of the irradiated damper as well as the irradiation time, too.
- #5.
- The diameter of the neutron beam at the facility is 180 mm, i.e., the outer diameter of the test damper must be set to fit completely in the field of view.
- #6.
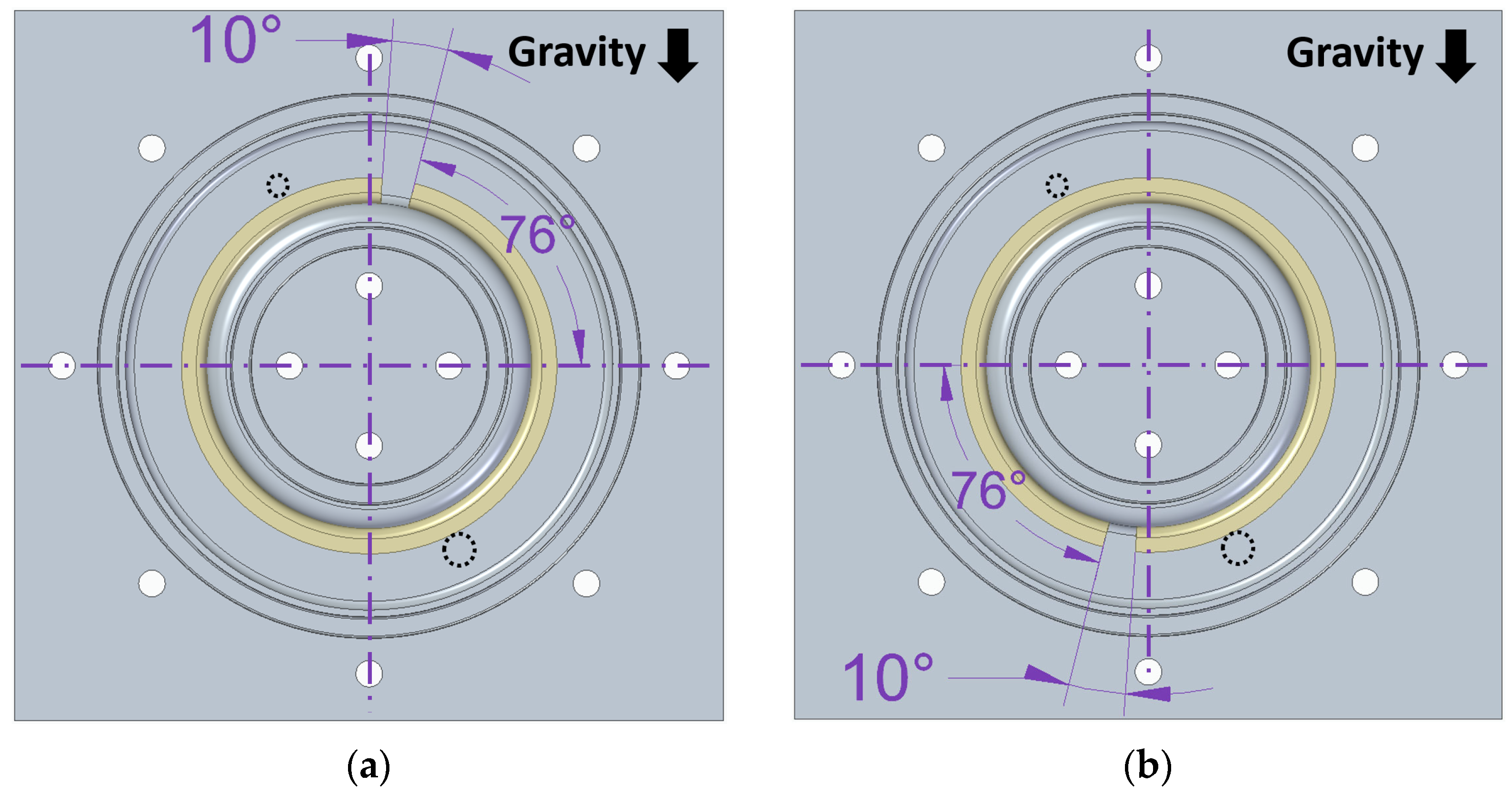
- The displacement of the test damper must be avoided during the measurements and before each measurement, the test damper must be reset in the same place and in the same (vertical) position.
- #7.
- During the neutron irradiation, no equipment is allowed within 300 mm of the beam. Furthermore, it is advisable to not place any additional objects between the beam source and the test damper as their shadow would hide the silicone oil’s front propagation on the image.
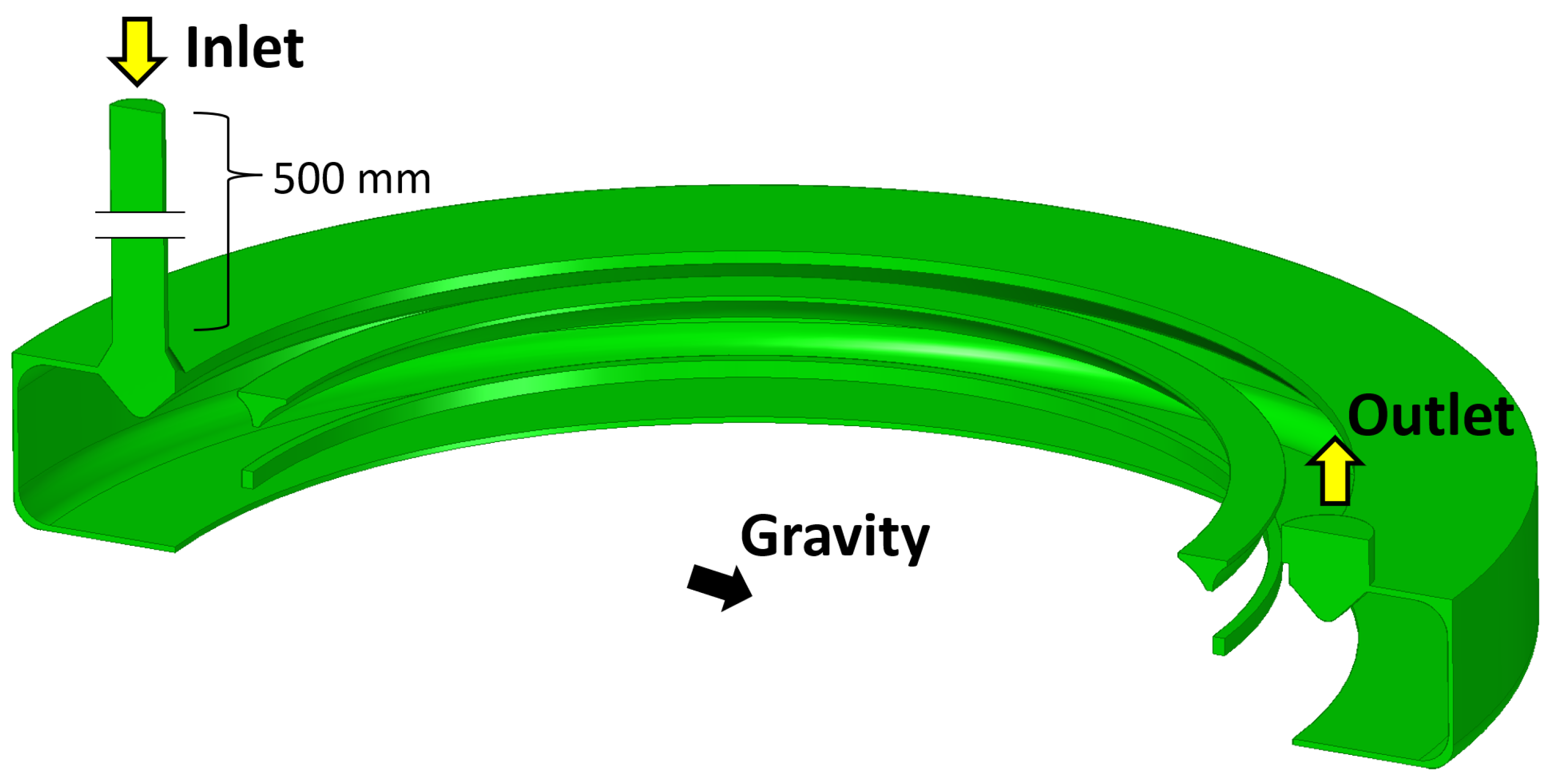
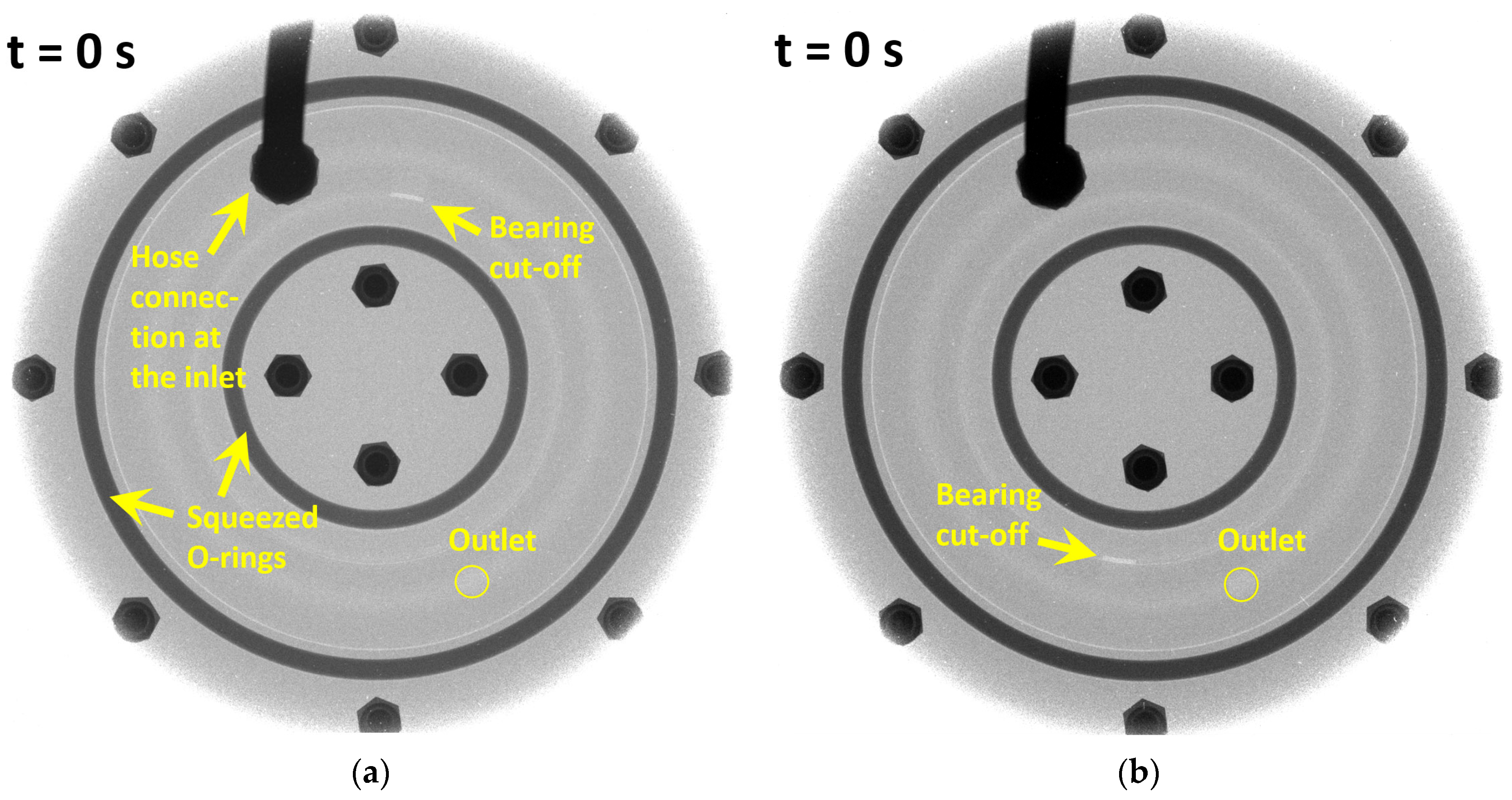
- Grooves were created on the inner side of the housing for O-rings to seal the gap region and maintain the necessary inlet pressure for the oil.
- The inertia ring were rounded to make the removal of oil residues easier.
- Only the inner surfaces of the housing (gap and grooves) were milled from the square-shaped stock.
- The thickness of the cover was 3.5 mm and the minimum thickness of the housing was increased by 1.5 mm.
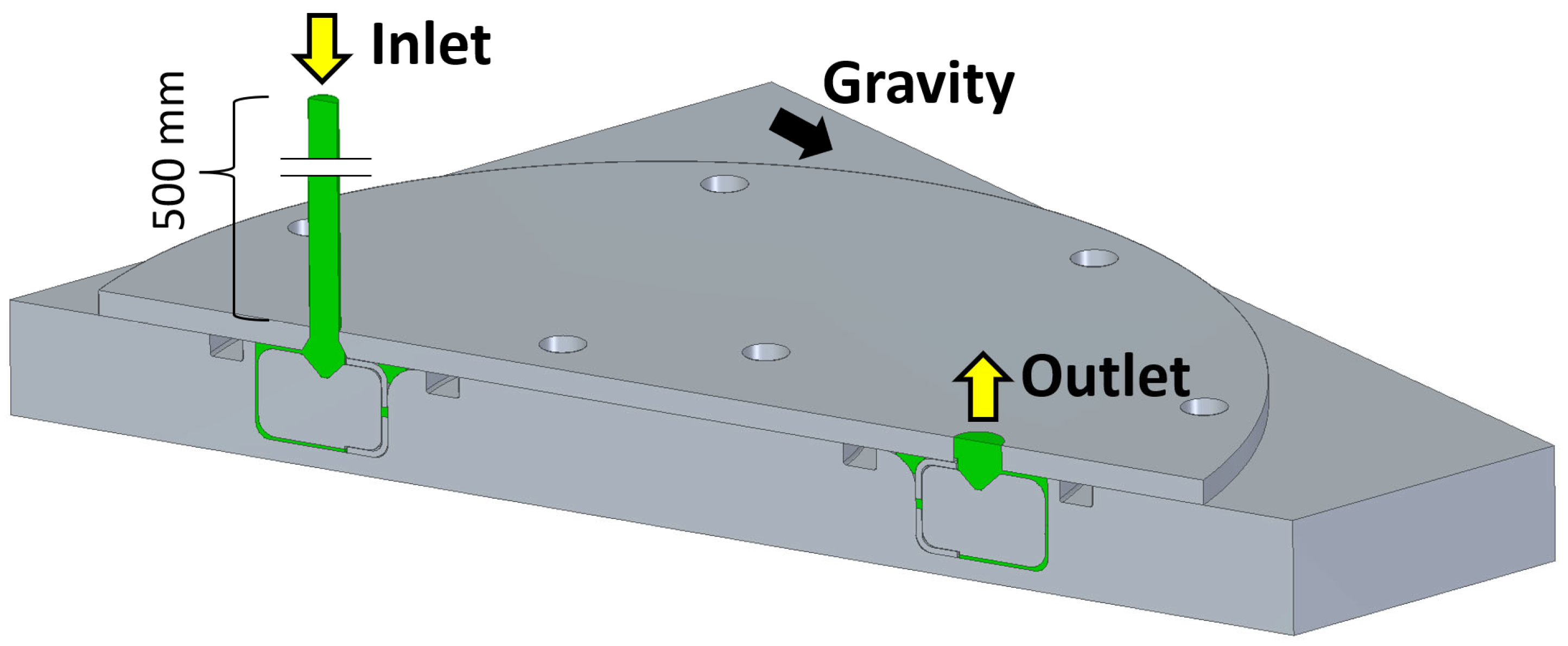
- A second hole was drilled on the cover for the oil outlet since creating a vacuum in the damper’s gap (similarly to a real filling process in the factory) close to an operating nuclear reactor would be very dangerous.
- Twelve bores were created both on the housing and on the cover for M8 bolt connections since the test damper must be disassembled and perfectly cleaned after each measurement.
- Assembling the test damper with a given bearing cut-off position and placing it into the support frame at a 30 mm distance from the scintillator screen.
- Connect the filling hose to the inlet hole.
- Pumping up the hydraulic manual pump to 500 bar (generating 90 bar supply pressure at the closed ball valve tap) and leaving the testing room.
- Initializing the measurement system remotely.
- Opening the neutron beam and recording “dry” images without silicone oil in the damper gap.
- By lifting the counterweight let the spring open the ball valve tap and start the filling process.
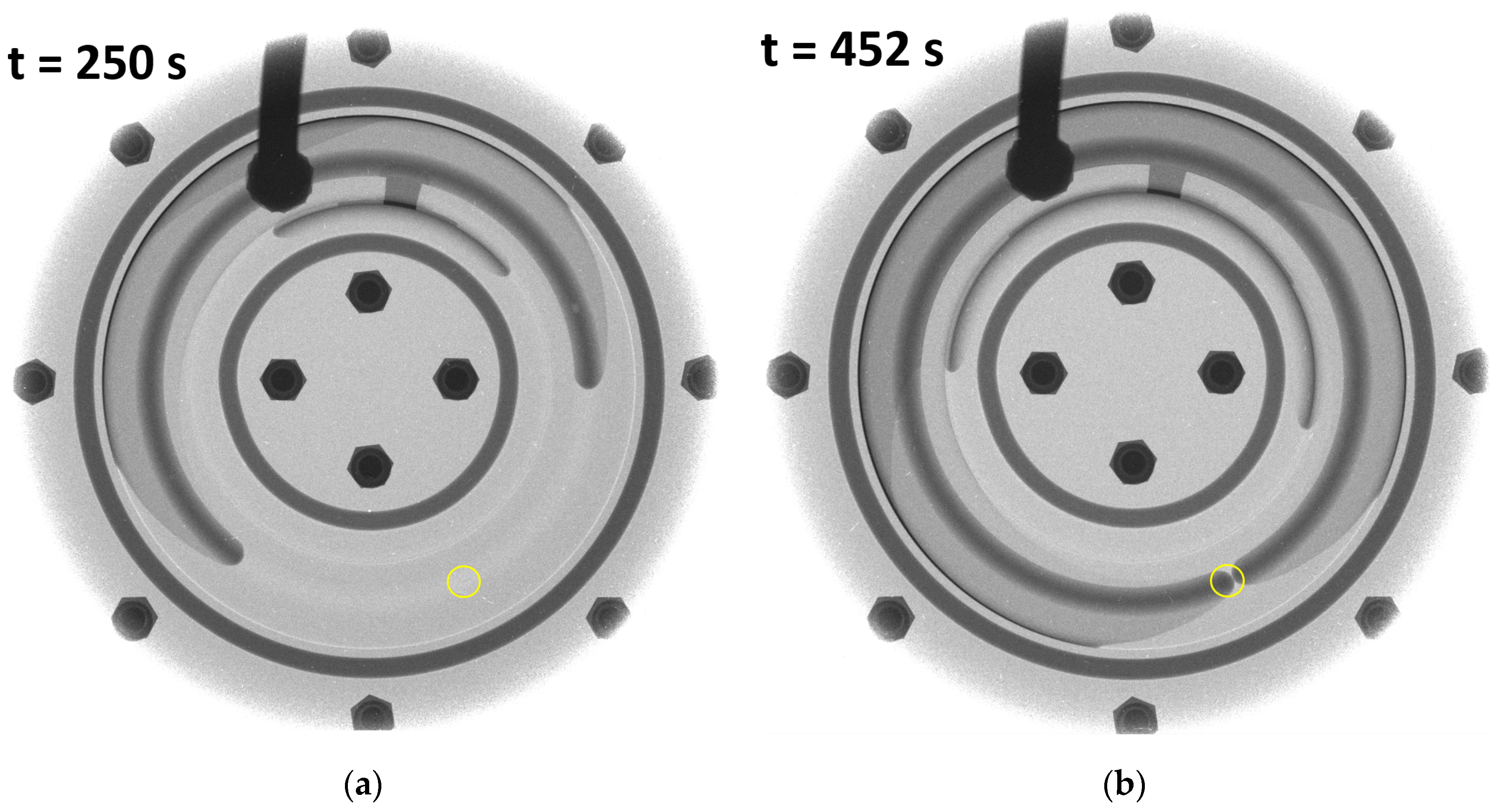
- Monitoring the oil spread in real-time in the 2-dimensional projections till the oil front reaches the outlet bore.
- Sinking the counterweight against the spring to close the ball valve tap and finish the filling process.
- Regularly check the radiation in the testing room and wait for a safe level (<20 µSv/h).
- Disconnect the filling hose from the test damper and remove it from the support frame.
- Disassembling the test damper and removing silicone oil from each component by using cleaning detergent dissolved in fresh water and paper-based wipes soaked in acetone.
2.2.3. Considerations for the Processing and Evaluation of Raw NR Images
2.3. Filing Process Analysis by Computational Fluid Dynamics
2.3.1. Computational Fluid Dynamics
2.3.2. A Transient, Multiphase, Non-Newtonian CFD Model for Visco-Dampers
3. Results
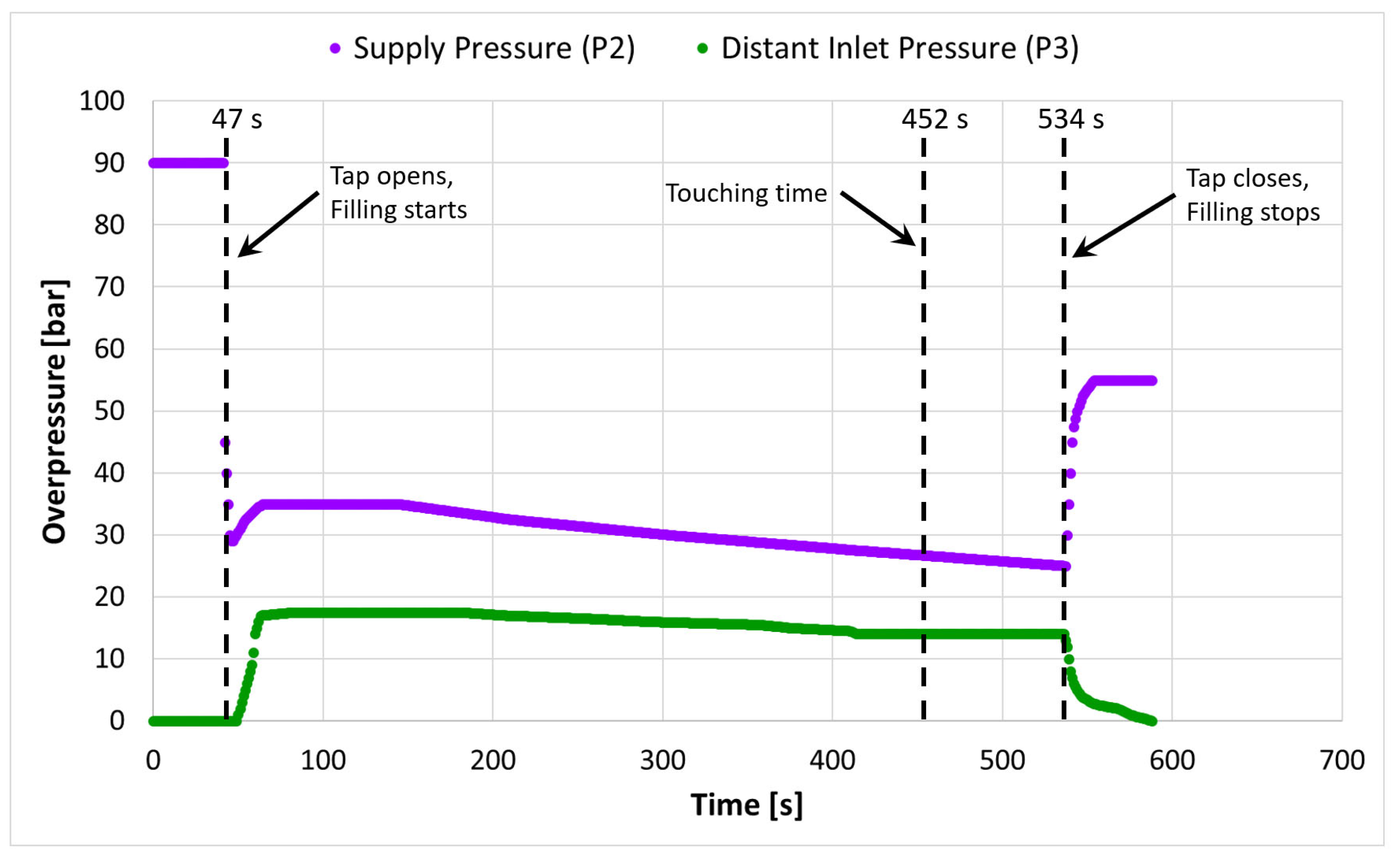
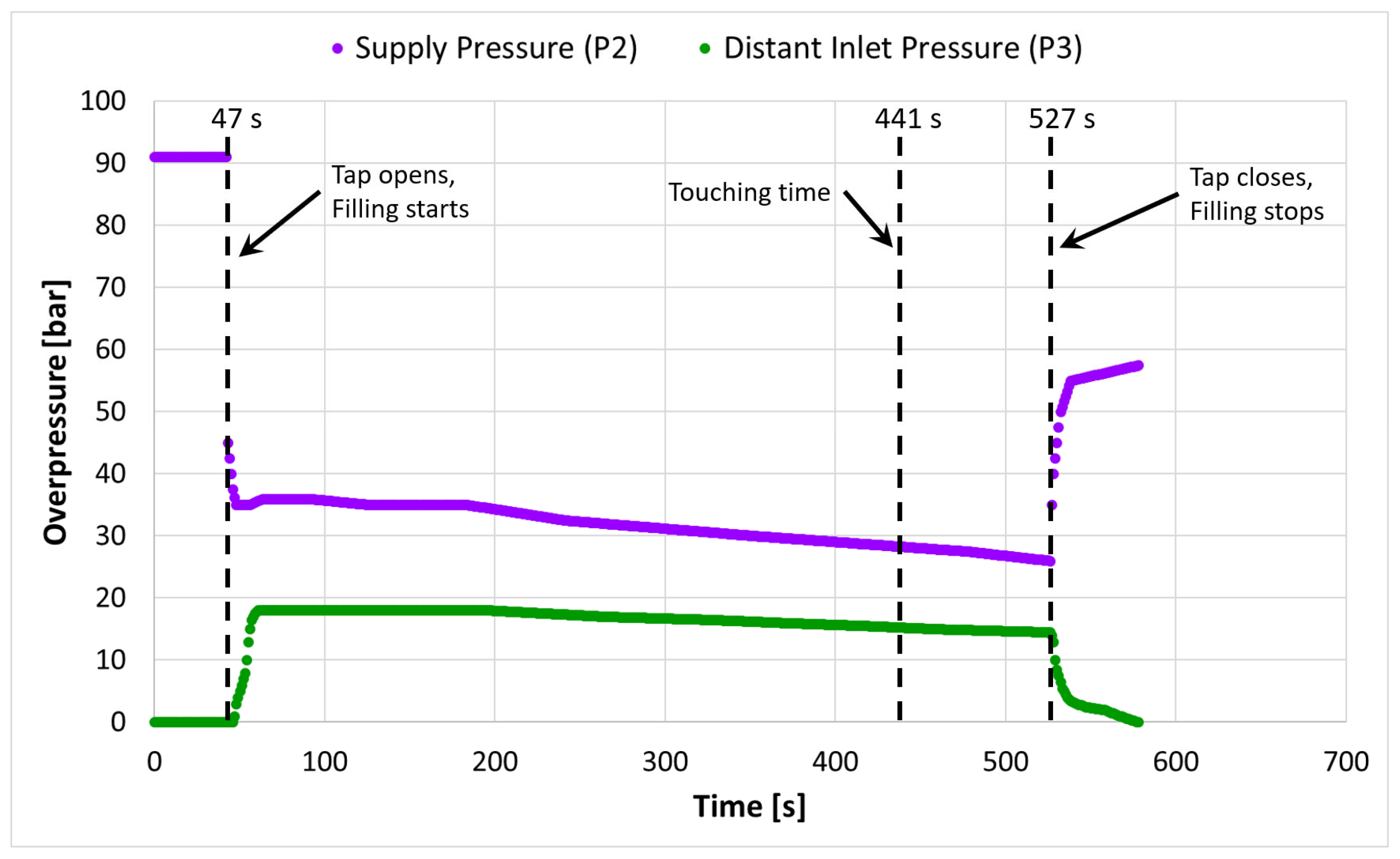
3.1. Neutron Imaging Results and Recorded Data
3.2. Numerical Calculation Results
4. Discussion
- The rheological measurement results used for viscosity model development;
- The developed viscosity model (and the regression of the model parameters);
- The NR measurement technique;
- The installed pressure gauges;
- The processing and evaluation of the raw NR images;
- The CFD calculation with the applied numerical mesh, models, methods, and the selected time-step size.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Homik, W. Diagnostics, Maintenance and Regeneration of Torsional Vibration Dampers for Crankshafts of Ship Diesel Engines. Pol. Marit. Res. 2010, 17, 62–68. [Google Scholar] [CrossRef]
- Abouobaia, E.; Bhat, R.; Sedaghati, R. Hybrid Torsional Vibration Damper Incorporating Conventional Centrifugal Pendulum Vibration Absorber and Magnetorheological Damper. J. Intell. Mater. Syst. Struct. 2015, 1, 1–13. [Google Scholar] [CrossRef]
- Research and Markets. Global Reciprocating Engines Market Size, Market Share, Application Analysis, Regional Outlook, Growth Trends, Key Players, Competitive Strategies and Forecasts, 2018 to 2026; Research and Markets: Dublin, Ireland, 2018; Rep. ID: 4564310; Available online: https://www.researchandmarkets.com/reports/4564310/global-reciprocating-engines-market-size-market (accessed on 16 February 2023).
- Absolute Reports. Global Torsional Vibration Damper Market 2019 by Manufacturers, Regions, Type and Application, Forecast to 2024; Absolute Reports: Pune, India, 2019; Rep. SKU ID: GIR-13851137; Available online: https://www.absolutereports.com/global-torsional-vibration-damper-market-13851137 (accessed on 16 February 2023).
- Mendes, A.S.; Meirelles, P.S.; Zampieri, D.E. Analysis of Torsional Vibration in Internal Combustion Engines: Modelling and Experimental Validation. Proc. Inst. Mech. Eng. Part K J. Multi-Body Dyn. 2008, 222, 155–178. [Google Scholar] [CrossRef]
- Wojnar, G.; Homik, W. Reduction of the Amplitudes of Selected Components of the Frequency Spectrum of Momentary Velocity of the Crankshaft of the Internal Combustion Engine Piston Through the Use of Torsional Vibration Dampers. Vibroengineering Procedia 2015, 6, 83–86. Available online: https://www.extrica.com/article/16536 (accessed on 16 February 2023).
- Chiliński, B.; Zawisza, M. Analysis of Bending and Angular Vibration of the Crankshaft with a Torsional Vibrations Damper. J. Vibroengineering 2016, 18, 5353–5363. [Google Scholar] [CrossRef]
- Homik, W.; Mazurkow, A.; Woś, P. Application of a Thermo-Hydrodynamic Model of a Viscous Torsional Vibration Damper to Determining Its Operating Temperature in a Steady State. Materials 2021, 14, 5234. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Zhou, R.; Xu, X. The Engine Silicone-Oil Damper Matching Calculation Method Based on the Heat Balance. Res. J. Appl. Sci. Eng. Technol. 2012, 4, 2773–2777. Available online: https://maxwellsci.com/print/rjaset/v4-2773-2777.pdf (accessed on 16 February 2023).
- Venczel, M.; Steidl, M.; Veress, Á. Design Modifications and Thermal Analysis of Visco-Dampers for Extending Silicone Oil Durability. Acta Polytech. Hung. 2021, 18, 27–46. [Google Scholar] [CrossRef]
- Píštěk, V.; Gorbunov, M.; Kučera, P.; Nozhenko, O. Comparison of Torsional Vibration Dampers in Terms of the Dissipated Power Amount. Vibroengineering Procedia 2018, 18, 68–72. [Google Scholar] [CrossRef]
- Navale, V.R.; Dhamejani, C.L. Analysis of Damping Coefficient for Viscous Damper. Int. J. Innov. Eng. Res. Technol. 2015, 2, 1–8. Available online: https://repo.ijiert.org/index.php/ijiert/article/view/516 (accessed on 16 February 2023).
- Kodama, T.; Honda, Y. A Study on the Modeling and Dynamic Characteristics of the Viscous Damper Silicone Fluid Using Vibration Control of Engine Crankshaft Systems. Int. J. Mech. Eng. Robot. Res. 2018, 7, 273–278. [Google Scholar] [CrossRef]
- Wacker-Chemie. Wacker Silicone Fluids AK. Product Brochure; Wacker-Chemie GmbH: Munich, Germany, 2002; Available online: https://www.behlke.com/pdf/wacker_silicone_oil.pdf (accessed on 16 February 2023).
- Anderson, I.S.; McGreevy, R.L.; Bilheux, H.Z. Neutron Imaging and Applications; Springer: New York, NY, USA, 2009. [Google Scholar]
- Chankow, N. Neutron Radiography. In Nondestructive Testing Methods and New Applications; Omar, M., Ed.; InTech: Rijeka, Croatia, 2012; Available online: http://www.intechopen.com/books/nondestructive-testing-methods-and-new-applications/neutron-radiography (accessed on 16 February 2023).
- Budapest Neutron Centre–60 Years of Research & Innovation. Available online: https://www.bnc.hu/BRR (accessed on 16 February 2023).
- Activation Calculator. Available online: https://webapps.frm2.tum.de/activation/ (accessed on 16 February 2023).
- Audi, G.; Kondev, F.G.; Wang, M.; Huang, W.J.; Naimi, S. The NUBASE2016 Evaluation of Nuclear Properties. Chin. Phys. C 2017, 41, 030001. [Google Scholar] [CrossRef]
- Kondev, F.G.; Wang, M.; Huang, W.J.; Naimi, S.; Audi, G. The NUBASE2020 Evaluation of Nuclear Physics Properties. Chin. Phys. C 2021, 45, 030001. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An Open-Source Platform for Biological-Image Analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed]
- Spodniak, M.; Főző, L.; Andoga, R.; Semrád, K.; Beneda, K. Methodology for the Water Injection System Design Based on Numerical Models. Acta Polytech. Hung. 2021, 18, 47–62. [Google Scholar] [CrossRef]
- Beneda, K. Numerical Simulation of MEMS-based Blade Load Distribution Control in Centrifugal Compressor Surge Suppression. AIP Conf. Proc. 2012, 1493, 116. [Google Scholar] [CrossRef]
- ESSS. Dinámica de Fluidos Computacional: ¿Que es? Available online: https://www.esss.co/es/blog/dinamica-de-fluidos-computacional-que-es/ (accessed on 15 March 2023).
- Thermopedia, Volume of Fluid Method. Available online: http://thermopedia.com/content/10120/ (accessed on 15 March 2023).
- Robert Bosch GmbH. Bosch Automotive Handbook, 11th ed.; Wiley: Berlin, Germany, 2022; Available online: https://www.amazon.com/Automotive-Handbook-Robert-Bosch-GmbH-dp-1119911907/dp/1119911907 (accessed on 16 February 2023).
- Wang, X.D.; Peng, X.F.; Wang, B.X. Effect of Solid Surface Properties on Dynamic Contact Angles. Heat Transf.-Asian Res. 2006, 351, 1–12. [Google Scholar] [CrossRef]
- Venczel, M.; Bognár, G.; Veress, Á. Temperature-Dependent Viscosity Model for Silicone Oil and Its Application in Viscous Dampers. Processes 2021, 9, 331. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Housing | Inertia-Ring | Cover | ||||
|---|---|---|---|---|---|---|
| Element | Mass Fraction [%] | Uncertainty [%] | Mass Fraction [%] | Uncertainty [%] | Mass Fraction [%] | Uncertainty [%] |
| Fe | 97 | ±0.2 | 96.9 | ±0.2 | 71.8 | ±0.2 |
| Mn | 0.68 | ±0.02 | 0.71 | ±0.02 | 1.21 | ±0.04 |
| Cr | 0.061 | ±0.007 | 0.072 | ±0.007 | 17.9 | ±0.1 |
| Ni | <0.016 | - | <0.016 | - | 8.23 | ±0.09 |
| Cu | 0.046 | ±0.007 | 0.041 | ±0.007 | 0.3 | ±0.02 |
| Pb | 0.063 | ±0.008 | 0.063 | ±0.008 | <0.02 | - |
| V | <0.05 | - | <0.05 | - | 0.08 | ±0.01 |
| Co | <0.17 | - | <0.17 | - | <0.14 | - |
| Mo | <0.005 | - | <0.005 | - | 0.119 | ±0.003 |
| Bi | 0.07 | ±0.005 | 0.069 | ±0.005 | 0.021 | ±0.002 |
| Material Property | Value | Unit |
|---|---|---|
| Density at 25 °C | 970 | kg/m3 |
| Dynamic viscosity at 25 °C | 1000 | Pas |
| Surface tension at 25 °C | 0.0215 | N/m |
| Thermal conductivity | 0.15 | W/m/K |
| Specific heat capacity | 1550 | J/kg/K |
| Coefficient of thermal expansion at 0–150 °C | 0.00092 | 1/°C |
| Flash point | >320 | °C |
| Self-ignition temperature | 500 | °C |
| Pour point | −40 | °C |
| Refractive index at 25 °C and 100 Hz | 2.76 | - |
| Volatility | <1 | % |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venczel, M.; Veress, Á.; Szentmiklósi, L.; Kis, Z. Dynamic Thermal Neutron Radiography for Filling Process Analysis and CFD Model Validation of Visco-Dampers. Machines 2023, 11, 485. https://doi.org/10.3390/machines11040485
Venczel M, Veress Á, Szentmiklósi L, Kis Z. Dynamic Thermal Neutron Radiography for Filling Process Analysis and CFD Model Validation of Visco-Dampers. Machines. 2023; 11(4):485. https://doi.org/10.3390/machines11040485
Chicago/Turabian StyleVenczel, Márk, Árpád Veress, László Szentmiklósi, and Zoltán Kis. 2023. "Dynamic Thermal Neutron Radiography for Filling Process Analysis and CFD Model Validation of Visco-Dampers" Machines 11, no. 4: 485. https://doi.org/10.3390/machines11040485
APA StyleVenczel, M., Veress, Á., Szentmiklósi, L., & Kis, Z. (2023). Dynamic Thermal Neutron Radiography for Filling Process Analysis and CFD Model Validation of Visco-Dampers. Machines, 11(4), 485. https://doi.org/10.3390/machines11040485