

Stall Torque Performance Analysis of a YASA Axial Flux Permanent Magnet Synchronous Machine


Abstract
:1. Introduction
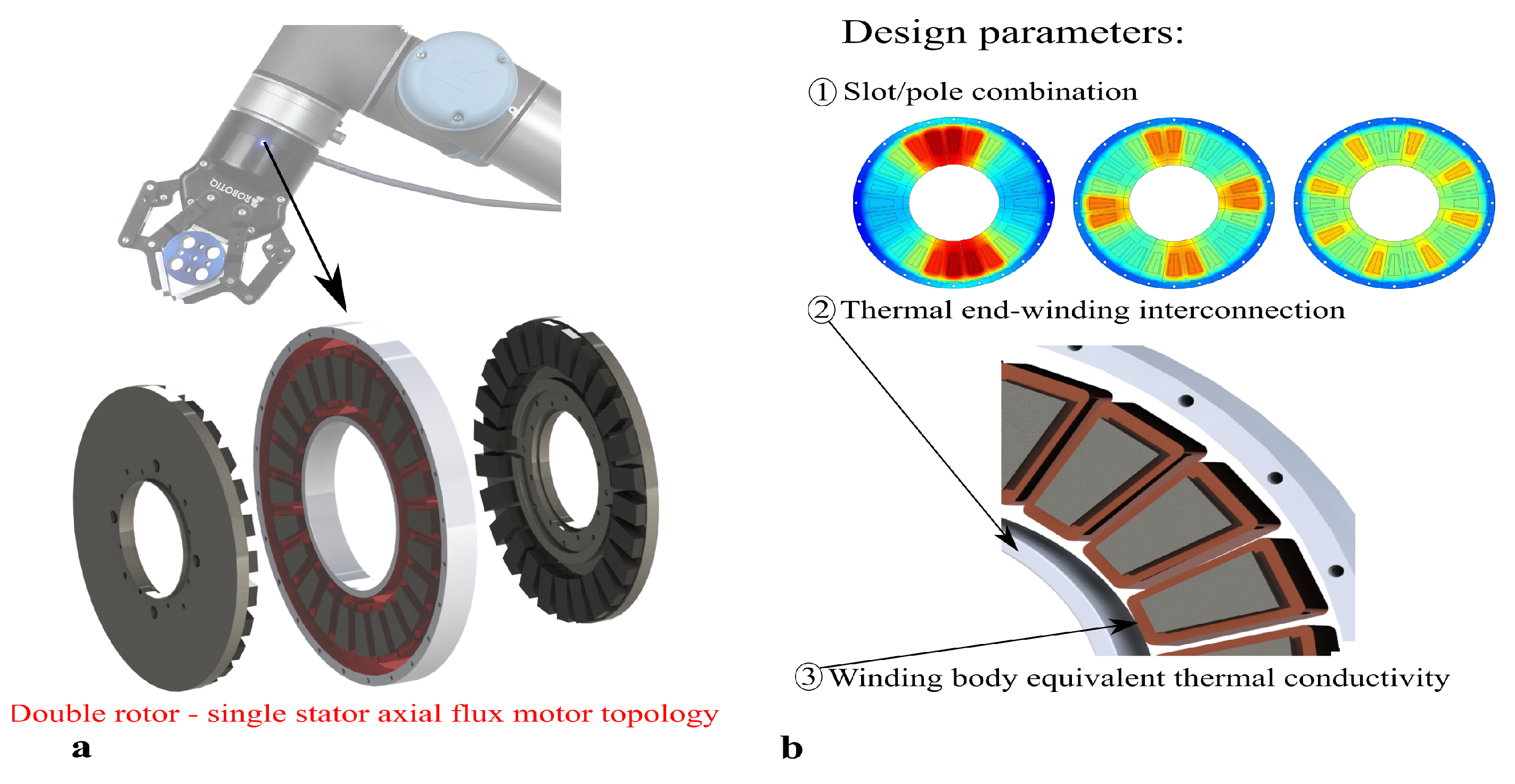
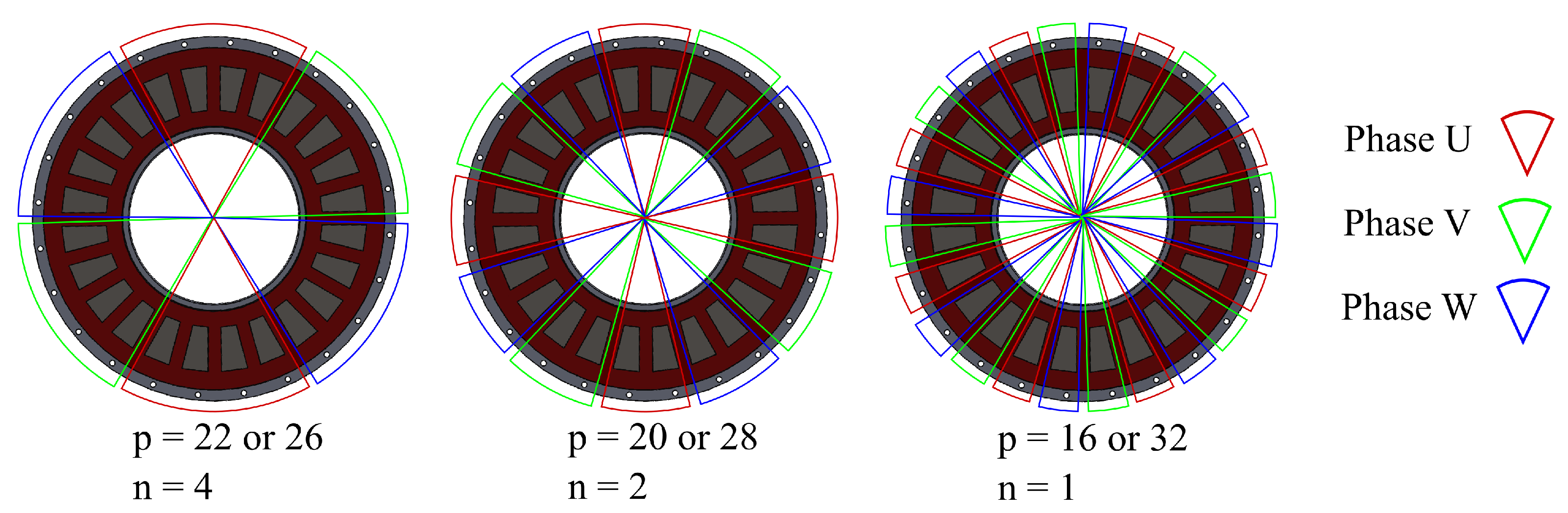
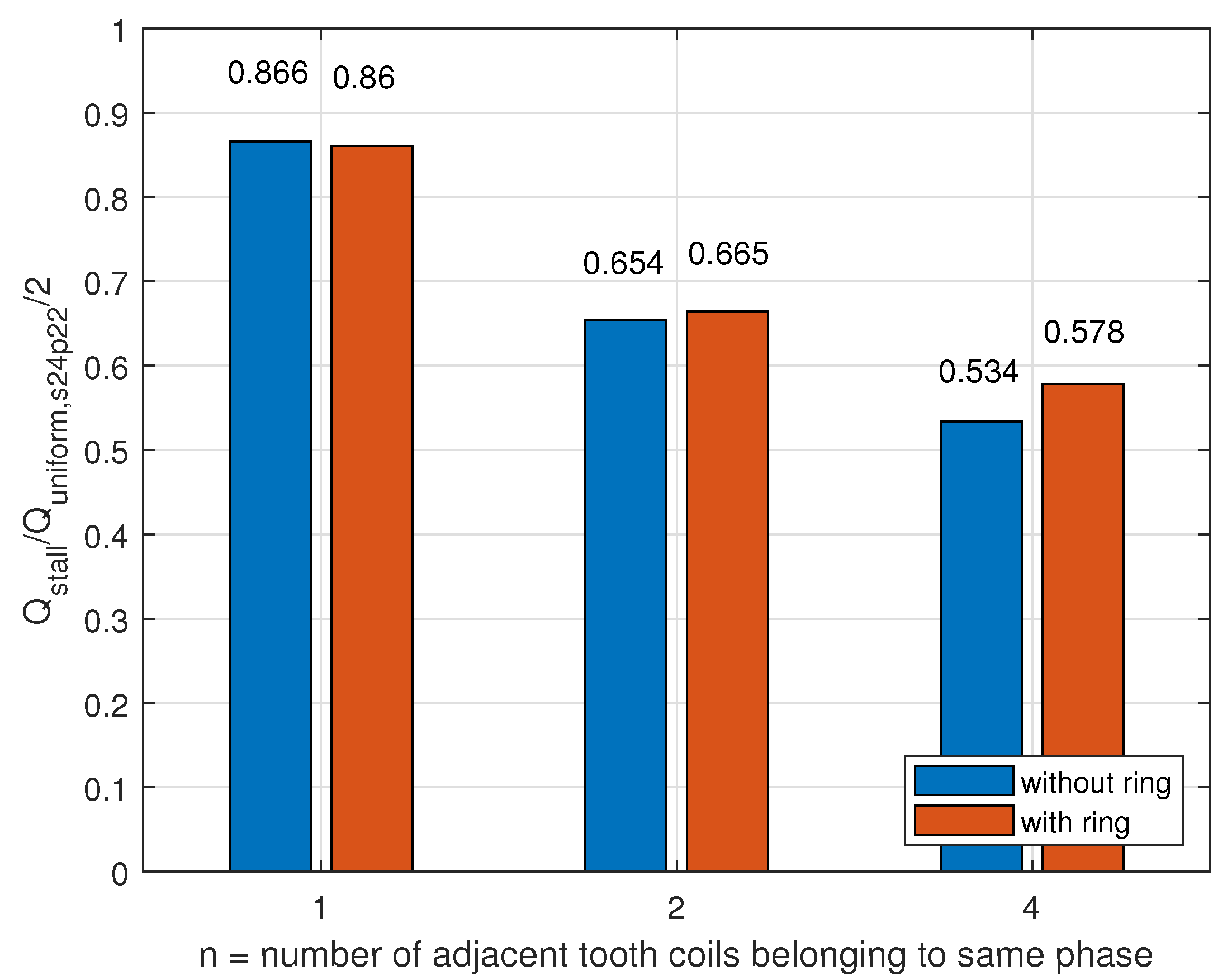
- Slot/pole combination: This aspect influences both the fundamental winding factor and back-emf constant, which directly impact the torque. It also influences the number of adjacent slots belonging to the same phase. As heat has to flow from the phase with the highest losses to phases with lower losses, it can be expected that the number of adjacent slots influences the thermal performance under uneven loss distribution.
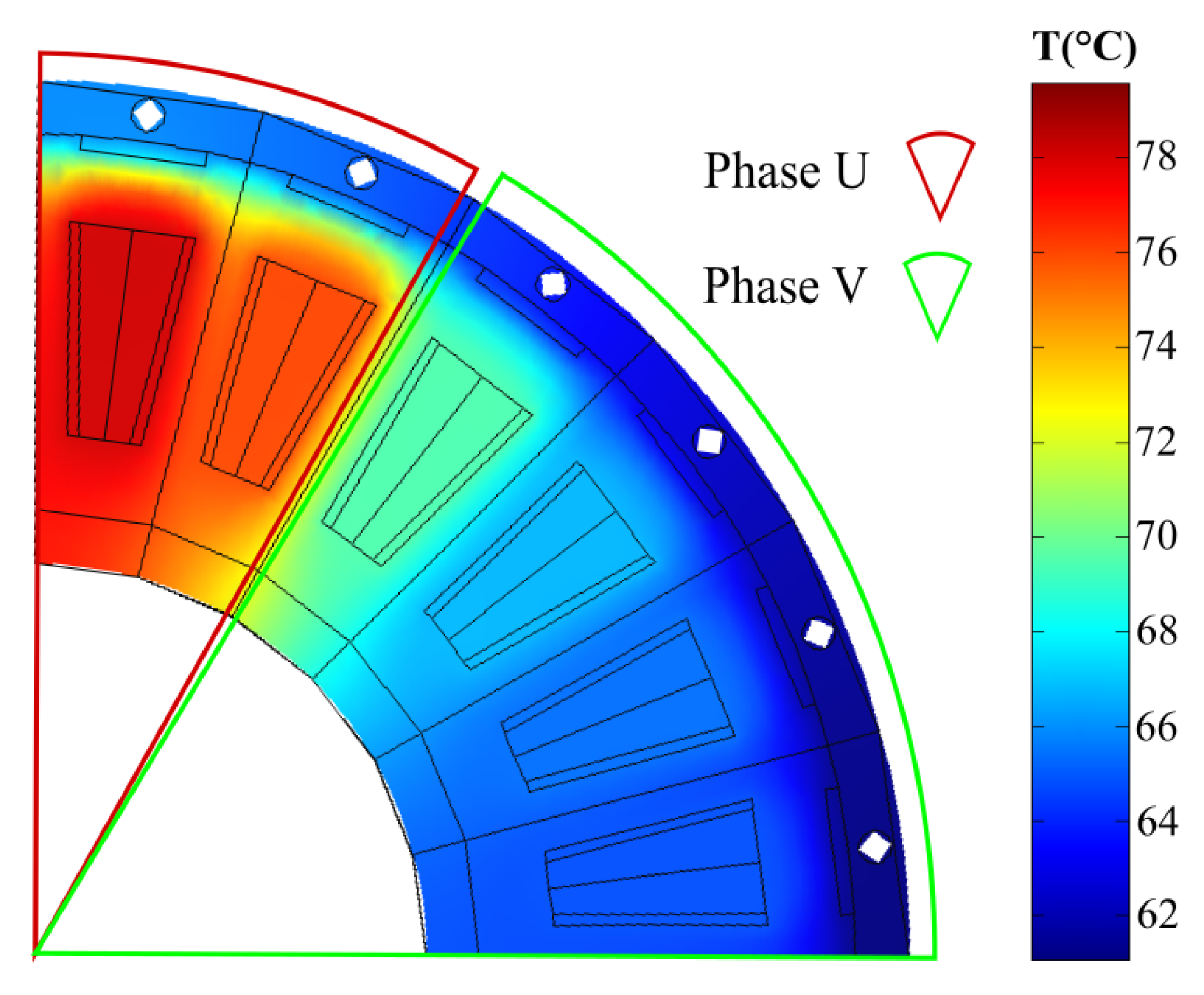
- Thermal end-winding interconnection: From previous studies, it is known that the end-winding at the inner diameter is often the hottest area of a YASA AFPMSM [2,10]; therefore, a good thermally conducting ring which interconnects all end-windings can redistribute the heat from the phase with the highest losses to the other phases.
- Equivalent winding body thermal conductivity: Since in a YASA AFPMSM there is no iron stator yoke which has a good thermal connection with all slots, the equivalent thermal conductivity of the winding body can have a significant influence on the heat transfer between phases.

2. Design Parameters Affecting Tangential Heat Transfer
2.1. Loss Distribution
2.2. Slot/Pole Combination
2.3. Thermal End-Winding Interconnection
2.4. Equivalent Winding Body Thermal Conductivity
3. Materials and Methods
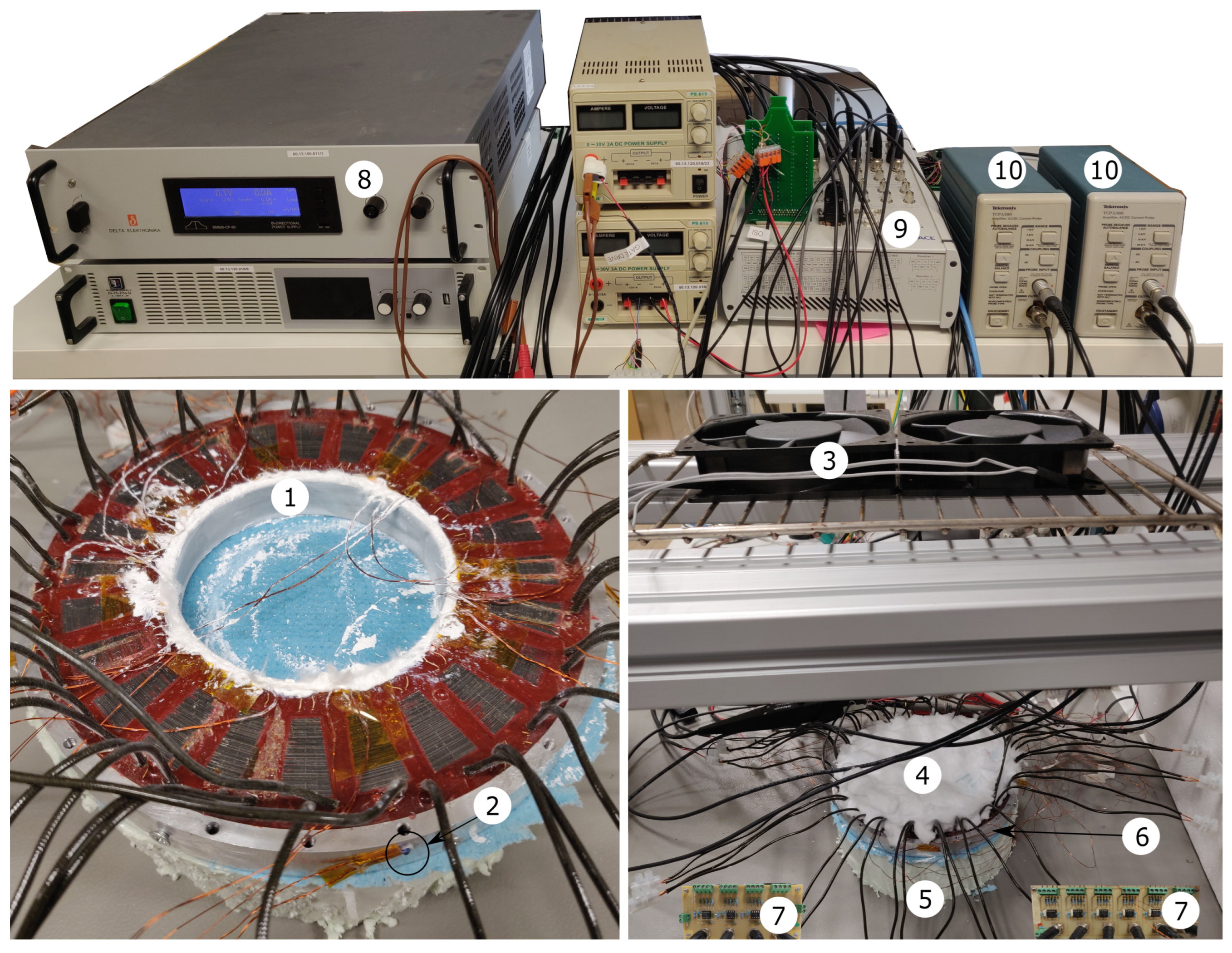
3.1. Experimental Setup
3.2. 3D Thermal FE Model
3.2.1. Geometry
3.2.2. Thermal Interfaces
3.2.3. Anisotropic Material Modelling
3.2.4. Boundary Conditions
3.2.5. Transient Model Calibration
3.2.6. Steady-State Temperature Distribution
4. Results
4.1. Experimental Results
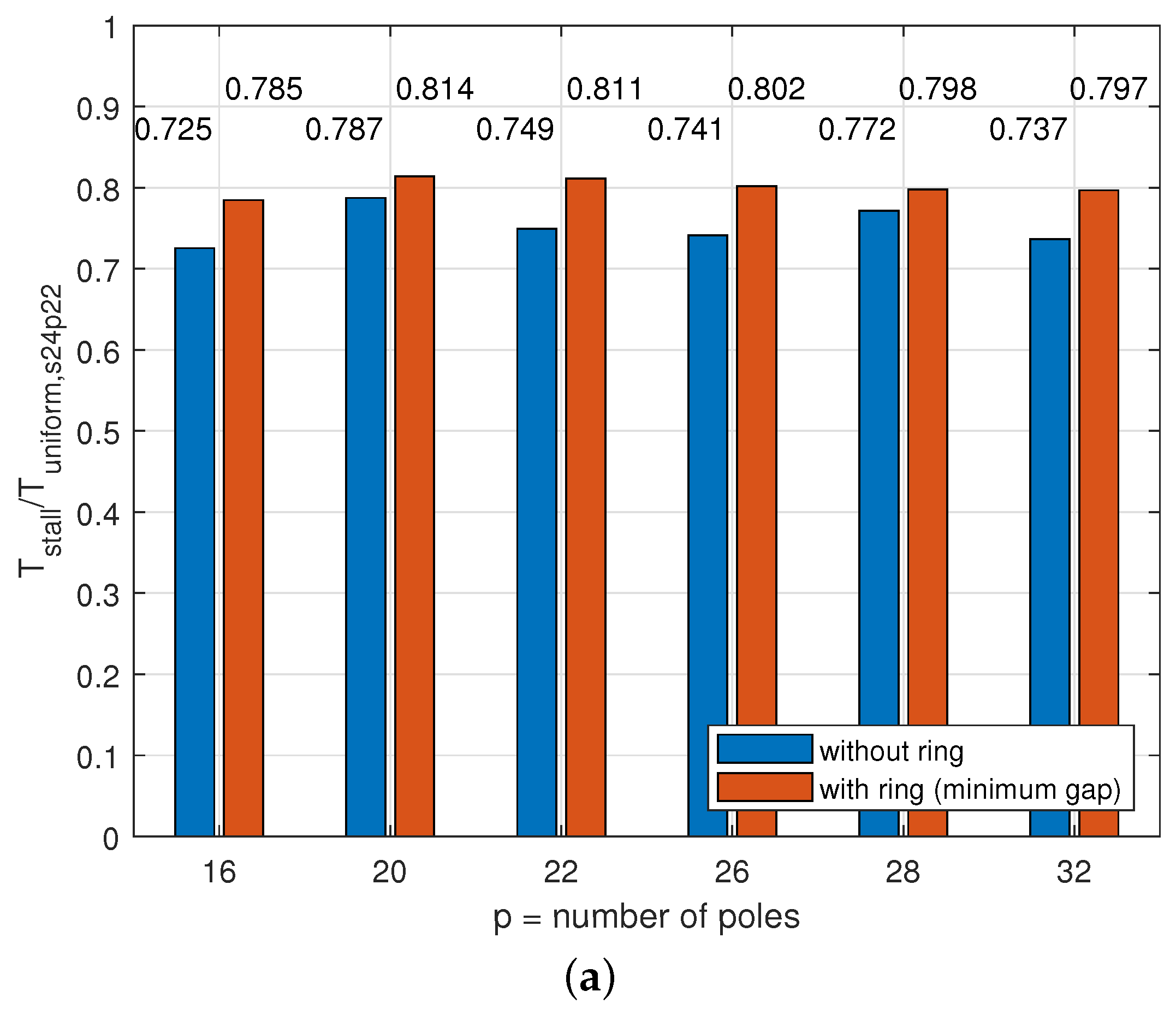
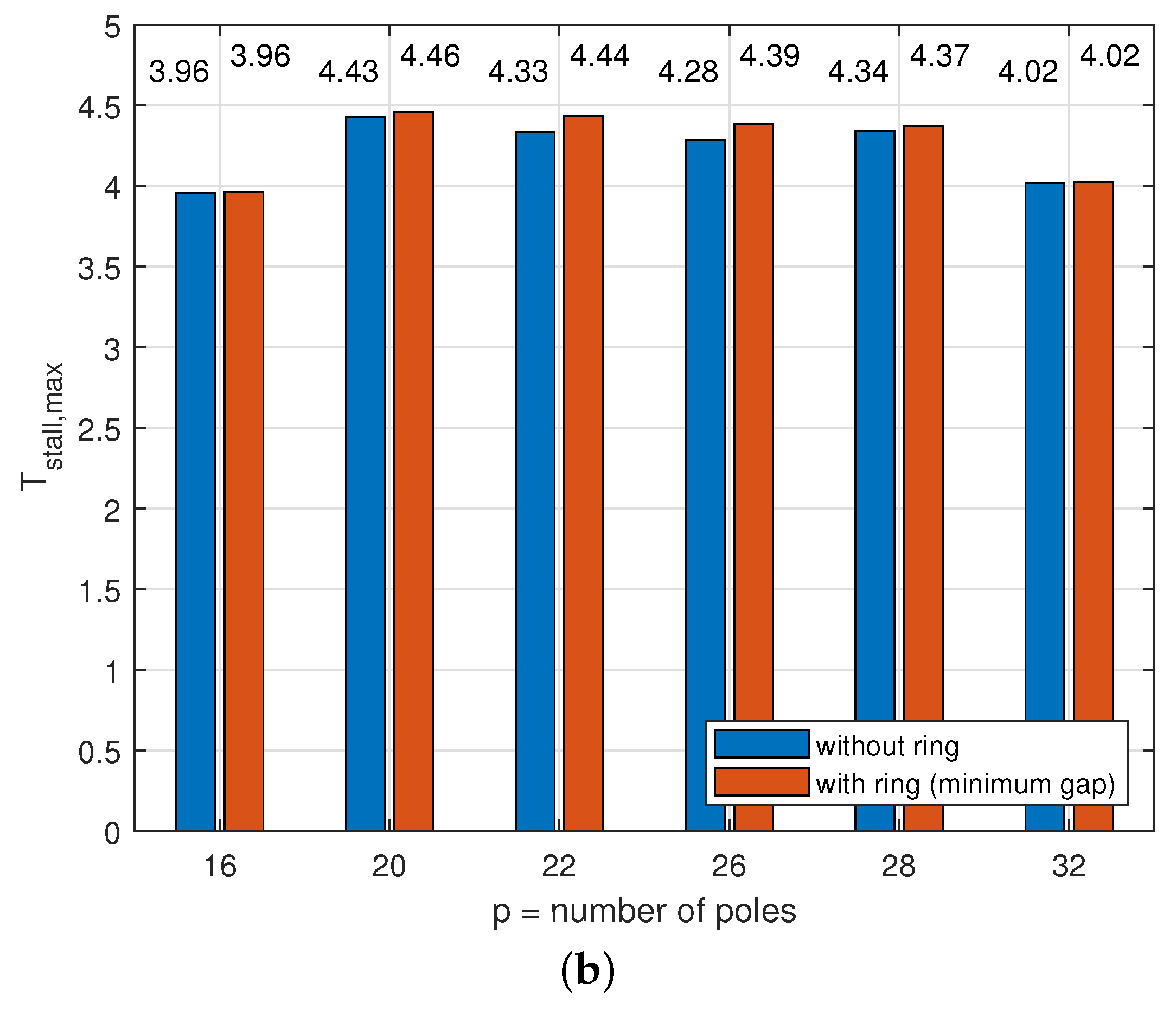
4.1.1. Influence of Slot/Pole Combination
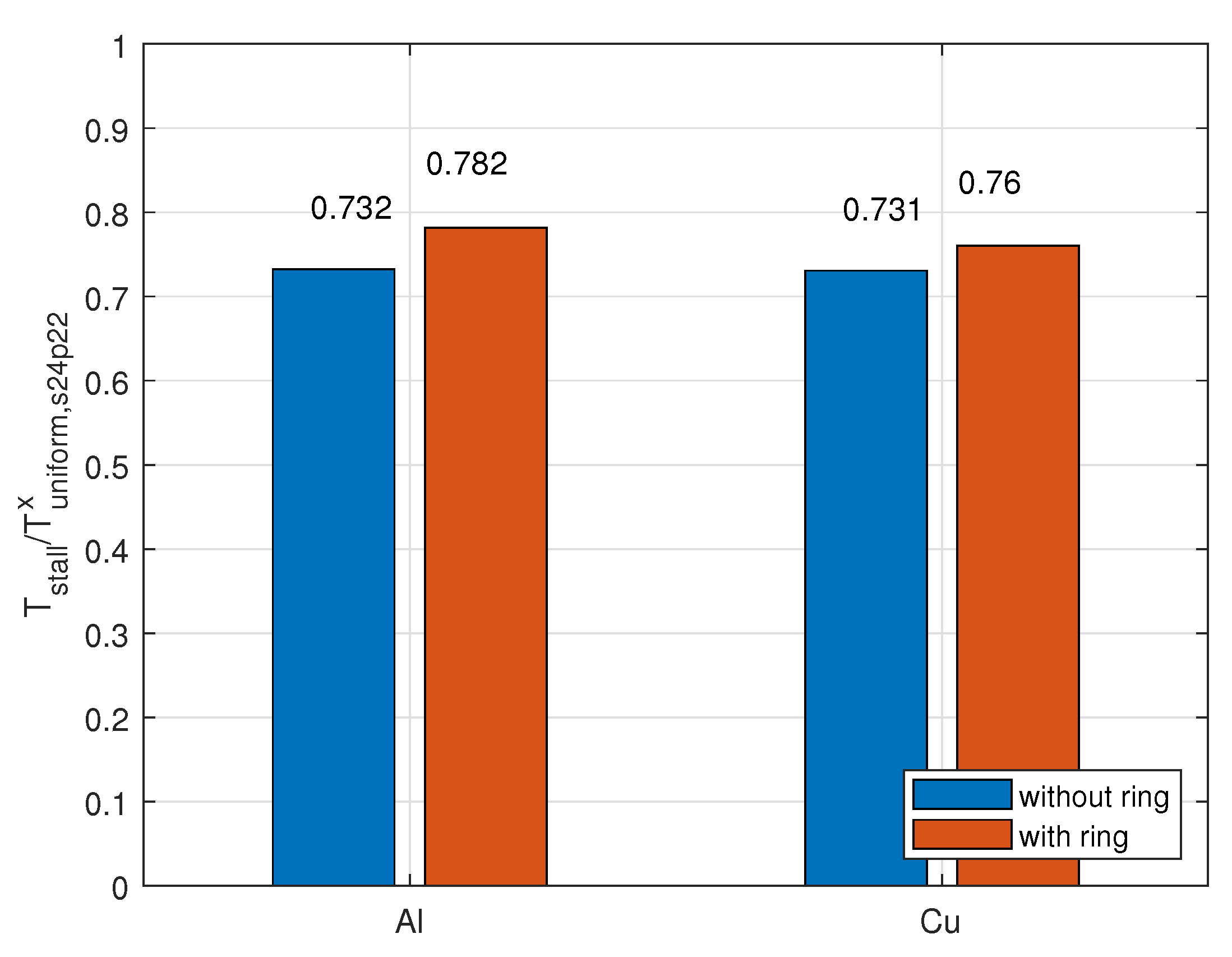
4.1.2. Influence of Thermal End-Winding Interconnection
4.1.3. Influence of Equivalent Winding Body Thermal Conductivity
4.2. Experimental Data Analysis through Simulation
4.2.1. Influence of Gap between End-Winding and End-Winding Interconnection Ring
4.2.2. Analysis of Equivalent Thermal Conductivity of Winding Body
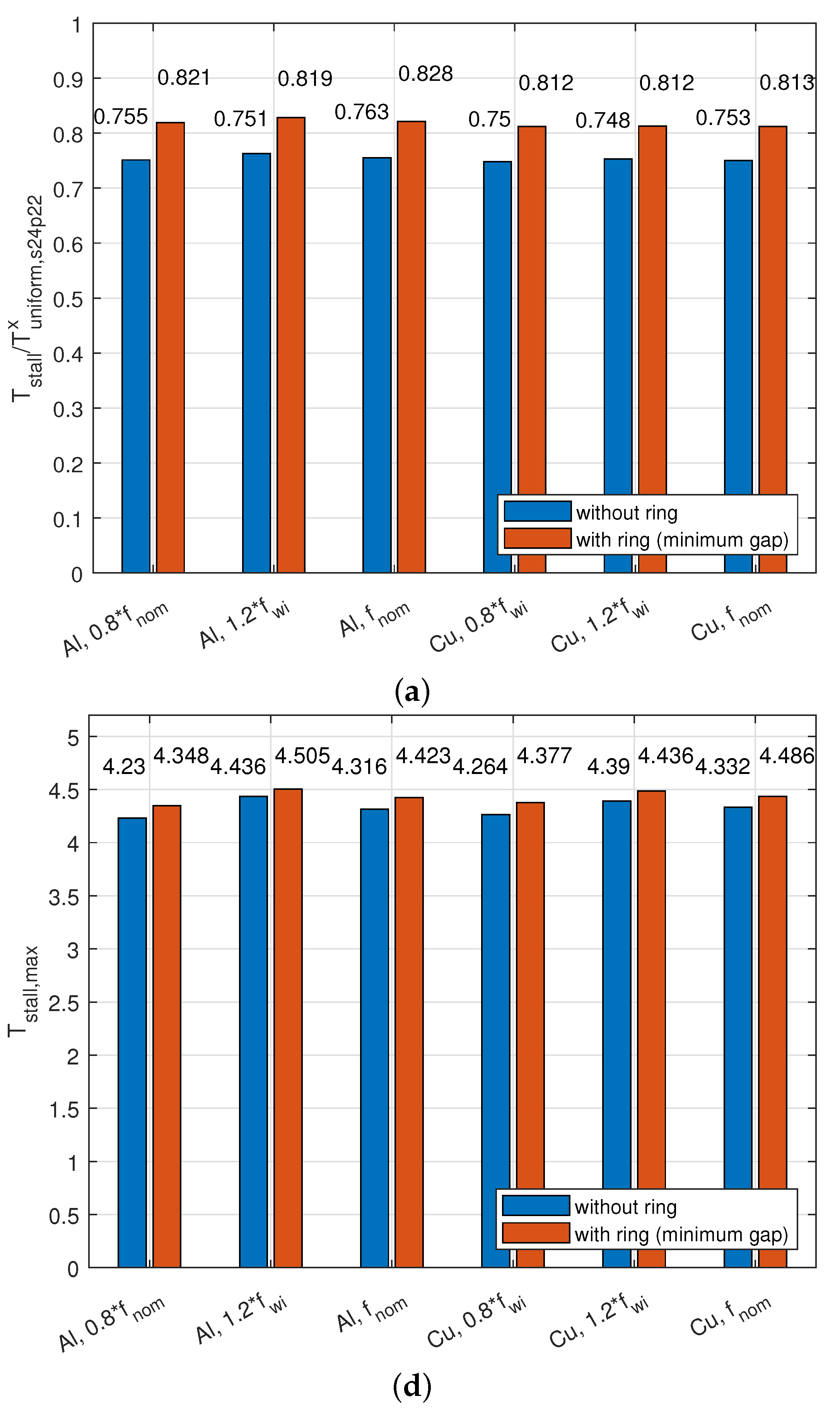
4.2.3. Influence of Cyclic Loading
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vansompel, H.; Hemeida, A.; Sergeant, P. Stator heat extraction system for axial flux yokeless and segmented armature machines. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference (IEMDC), Miami, FL, USA, 21–24 May 2017; pp. 1–7. [Google Scholar] [CrossRef]
- Vansompel, H.; Leijnen, P.; Sergeant, P. Multiphysics Analysis of a Stator Construction Method in Yokeless and Segmented Armature Axial Flux PM Machines. IEEE Trans. Energy Convers. 2019, 34, 139–146. [Google Scholar] [CrossRef]
- Waldhof, M.; Echle, A.; Parspour, N. A Novel Drive Train Concept for Personalized Upper Body Exoskeletons with a Multiphase Axial Flux Machine. In Proceedings of the 2019 IEEE International Electric Machines & Drives Conference (IEMDC), San Diego, CA, USA, 12–15 May 2019; pp. 2160–2166. [Google Scholar] [CrossRef]
- Van Damme, J.; Vansompel, H.; Crevecoeur, G. Anodised Aluminium Foil Winding Axial Flux Machine for Direct-Drive Robotic Applications. IEEE Trans. Ind. Electron. 2022, 1–10. [Google Scholar] [CrossRef]
- De Clercq, T.; Sianov, A.; Crevecoeur, G. A Soft Barometric Tactile Sensor to Simultaneously Localize Contact and Estimate Normal Force with Validation to Detect Slip in a Robotic Gripper. IEEE Robot. Autom. Lett. 2022, 7, 11767–11774. [Google Scholar] [CrossRef]
- Gill, H. AC Servo Motor System the Difference Between Continuous Ratings and Holding Continuous Loads; Technical report; Kollmorgen: Radford, VA, USA, 2018. [Google Scholar]
- Pfaff, G.; Weschta, A.; Wick, A.F. Design and Experimental Results of a Brushless AC Servo Drive. IEEE Trans. Ind. Appl. 1984, IA-20, 814–821. [Google Scholar] [CrossRef]
- Robotics and Automation. Technical Report, Mayr Antriebstechnik, 2022. Available online: https://www.mayr.com/branchen/broschueren/robotik-und-automation/img_006_v00_en_30_06_2021.pdf (accessed on 12 April 2023).
- Camilleri, R.; Howey, D.A.; McCulloch, M.D. Predicting the Temperature and Flow Distribution in a Direct Oil-Cooled Electrical Machine with Segmented Stator. IEEE Trans. Ind. Electron. 2016, 63, 82–91. [Google Scholar] [CrossRef]
- Mohamed, A.H.; Vansompel, H.; Sergeant, P. An Integrated Modular Motor Drive with Shared Cooling for Axial Flux Motor Drives. IEEE Trans. Ind. Electron. 2021, 68, 10467–10476. [Google Scholar] [CrossRef]
- Tang, Z.P.; Wang, Y.C.; Zhou, F.; Yu, F.Y.; Gieras, J.F.; Shen, J.X. Study on Heat Dissipation of Low-Speed Outer Rotor Permanent Magnet Motor Based on Multi-phase Flow Model. In Proceedings of the 2021 International Joint Conference on Energy, Electrical and Power Engineering, Frankfurt, Germany, 17–19 September 2021; Cao, W., Hu, C., Huang, X., Chen, X., Tao, J., Eds.; Springer Nature: Singapore, 2022; pp. 607–620. [Google Scholar]
- Gnacinski, P. Effect of unbalanced voltage on windings temperature, operational life and load carrying capacity of induction machine. Energy Convers. Manag. 2008, 49, 761–770. [Google Scholar] [CrossRef]
- Adouni, A.; J. Marques Cardoso, A. Thermal Analysis of Low-Power Three-Phase Induction Motors Operating under Voltage Unbalance and Inter-Turn Short Circuit Faults. Machines 2021, 9, 2. [Google Scholar] [CrossRef]
- Universal Robots-Robotiq. Available online: https://robotiq.com/cobot-brands/universal-robots (accessed on 4 January 2023).
- Melkebeek, J. Electrical Machines and Drives: Fundamentals and Advanced Modelling; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Di Stefano, R.; Marignetti, F. Electromagnetic Analysis of Axial-Flux Permanent Magnet Synchronous Machines with Fractional Windings with Experimental Validation. IEEE Trans. Ind. Electron. 2012, 59, 2573–2582. [Google Scholar] [CrossRef]
- Vansompel, Hendrik. Design of an Energy Efficient Axial Flux Permanent Magnet Machine. Ph.D. Thesis, Ghent University, Ghent, Belgium, 2013.
- Li, B.; Yuan, Y.; Gao, P.; Zhang, Z.; Li, G. Cooling structure design for an outer-rotor permanent magnet motor based on phase change material. Therm. Sci. Eng. Prog. 2022, 34, 101406. [Google Scholar] [CrossRef]
- Simpson, N.; Wrobel, R.; Mellor, P.H. Estimation of Equivalent Thermal Parameters of Impregnated Electrical Windings. IEEE Trans. Ind. Appl. 2013, 49, 2505–2515. [Google Scholar] [CrossRef]
- Howey, D.A. Thermal Design of Air-Cooled Axial Flux Permanent Magnet Machines. Ph.D. Thesis, Imperial College London, London, UK, 2010. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value | Unit |
|---|---|---|---|
| Three-phase inverter DC bus voltage | 48 | V | |
| Maximum speed | 300 | rpm | |
| Number of pole pairs | 13 | / | |
| Number of slots | 24 | / | |
| Number of phases | 3 | / | |
| Number of turns per tooth coil | 35 | / | |
| Outer diameter stator iron core | 138.5 | mm | |
| Inner diameter stator iron core | 98.5 | mm | |
| Axial length stator iron core | 15 | mm | |
| Axial slot length | 10 | mm | |
| Total axial length (incl. housing) | 62.5 | mm | |
| Slot width | 6 | mm | |
| Airgap thickness | 1.5 | mm | |
| Magnet height | 5 | mm | |
| Rotor yoke height | 6 | mm |
| Number of Poles (p) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 16 | 18 | 20 | 22 | 26 | 28 | 30 | 32 | ||
| 24 | 0.866 | 0.933 | 0.9495 | 0.9495 | 0.933 | 0.866 | |||
| 0.324 | 0.353 | 0.358 | 0.354 | 0.346 | 0.329 | ||||
| 0.281 | 0.329 | 0.340 | 0.336 | 0.323 | 0.285 | ||||
| Enamelled Copper Wire | Symbol | Value | Unit |
|---|---|---|---|
| (Grade I, IEC 60317-13) | |||
| Number of turns | 35 | / | |
| Nominal outer diameter | 0.8425 | mm | |
| Conductor diameter | 0.8 | mm | |
| Winding length (incl. terminals) | 276 | cm | |
| measured DC resistance (@ 25 °C) | 94.54 ± 0.37 1 | ||
| Height laminated iron core | 20 | mm | |
| Weight of tooth coil | 31.3 | g | |
| Resistivity copper | 1.72 | m | |
| Resistance temperature coeff. | 3.93 | K | |
| Fill factor | 49 | % | |
| Dielectrical strength | 87 | /m | |
| (IEC 60317-0-1) | |||
| Price/kg | 16.64 | EUR/kg | |
| Anodised aluminium foil | |||
| Number of turns | 35 | / | |
| foil width | 10 | mm | |
| total foil thickness | 86 | µm | |
| thickness layer | 4.6 | µm | |
| Foil length (excl. terminals) | 250 | cm | |
| Cu terminal length (dia. 0.9 mm) | 40 | cm | |
| measured DC resistance (@ 25 °C) | 95.83 ± 0.6 1 | ||
| Height laminated iron core | 20 | mm | |
| Weight of tooth coil | 25.8 | g | |
| Resistivity aluminium | 2.74 | m | |
| Resistance temperature coeff. | 4.03 | K | |
| Fill factor | 75 | % | |
| Dielectrical strength | 26.5 | /m | |
| (ISO 2376) | |||
| Price/kg | 685 2 | EUR/kg |
| Parameter | Value | Unit |
|---|---|---|
| 385 | W/mK | |
| 237 | W/mK | |
| 0.37 | W/mK | |
| 1.6 | W/mK | |
| 20 | W/mK | |
| 28 | W/mK | |
| 0.49 | [/] | |
| 0.89 | [/] | |
| 0.75 | [/] | |
| 0.98 | [/] | |
| 0.88 | [/] | |
| 189 | W/mK | |
| 1.08 | W/mK | |
| 212 | W/mK | |
| 14.3 | W/mK | |
| 159 | W/mK | |
| 1.37 | W/mK | |
| 27.4 | W/mK | |
| 0.37 | W/mK | |
| 17.6 | W/mK | |
| 2.72 | W/mK |
| n | Thermal End-Winding Connection (Yes/No) | Al/Cu | (K/W) | |
|---|---|---|---|---|
| 4 | No | Cu | 7.89 | 0.534 |
| 4 | Yes | Cu | 7.29 | 0.578 |
| 2 | No | Cu | 6.44 | 0.655 |
| 2 | Yes | Cu | 6.34 | 0.665 |
| 1 | No | Cu | 4.86 | 0.866 |
| 1 | Yes | Cu | 4.90 | 0.860 |
| 4 | No | Al | 7.33 | 0.536 |
| 4 | Yes | Al | 6.43 | 0.611 |
| uniform losses | Cu | 8.42 | ||
| uniform losses | Al | 7.86 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van Damme, J.; Vansompel, H.; Crevecoeur, G. Stall Torque Performance Analysis of a YASA Axial Flux Permanent Magnet Synchronous Machine. Machines 2023, 11, 487. https://doi.org/10.3390/machines11040487
Van Damme J, Vansompel H, Crevecoeur G. Stall Torque Performance Analysis of a YASA Axial Flux Permanent Magnet Synchronous Machine. Machines. 2023; 11(4):487. https://doi.org/10.3390/machines11040487
Chicago/Turabian StyleVan Damme, Jordi, Hendrik Vansompel, and Guillaume Crevecoeur. 2023. "Stall Torque Performance Analysis of a YASA Axial Flux Permanent Magnet Synchronous Machine" Machines 11, no. 4: 487. https://doi.org/10.3390/machines11040487
APA StyleVan Damme, J., Vansompel, H., & Crevecoeur, G. (2023). Stall Torque Performance Analysis of a YASA Axial Flux Permanent Magnet Synchronous Machine. Machines, 11(4), 487. https://doi.org/10.3390/machines11040487