

An Improved Automation System for Destructive and Visual Measurements of Cross-Sectional Geometric Parameters of Microdrills


Abstract
:1. Introduction
2. Hardware Design and Construction of the Improved Automation System
2.1. Hardware Modules
2.2. System Integration
3. The Automated Measuring Process (AMP)
- Step 1.
- Start the AMP, and let the moving stages of both the X- and Y-axis LMTs return to their prescribed home positions, respectively. Subsequently, go to the next step.
- Step 2.
- Put a microdrill sample into the microdrill fixture to hold its shank (which should be manually operated). Subsequently, go to the next step.
- Step 3.
- Input Nc specified axial positions of the drill body of the microdrill sample to be measured, for which an axial position, denoted by lc = lc(i) for a counting index i = 1, 2, …, Nc, is defined as the axial distance from the drilltip to a cross-section to be ground off and measured. Subsequently, let the counting index i = 1, and go to the next step.
- Step 4.
- Move the microdrill sample to the first prescribed position, where its drilltip (or a certain ground cross-section) would keep a small distance from the GWEF, as illustrated in Figure 6a. Subsequently, go to the next step.
- Step 5.
- Execute a drilltip positioning (DP) sub-process (described in Section 3.1), so that the drilltip (or a certain ground cross-section) of the microdrill sample would be precisely positioned to keep a small axial distance dp from the GWEF (via the cooperation of the Y-axis LMT and the machine vision module). Subsequently, go to the next step.
- Step 6.
- Switch on the induction motor for activating the grinding wheel. Subsequently, go to the next step.
- Step 7.
- Execute a grind-off (GO) sub-process (described in Section 3.2), so that the drill body of the microdrill sample would be ground off to the ith specified axial position (via the cooperation of the dual-axis motion and grinding modules). Subsequently, go to the next step.
- Step 8.
- Switch off the induction motor to stop the grinding wheel. Subsequently, move the ground microdrill sample to the second prescribed position where its ground cross-section would be located in front of the telecentric lens at a distance close to the nominal working distance, as illustrated in Figure 6b, and go to the next step.
- Step 9.
- Switch on the ring illuminator, and execute an auto-focusing (AF) sub-process (described in Section 3.3), so that the ground cross-section of the microdrill sample would be clearly focused and its axial-viewed image would be captured (via the cooperation of the Y-axis LMT and the machine vision module). Subsequently, go to the next step.
- Step 10.
- Execute a web thickness measuring (WTM) sub-process (described in Section 3.4), so that the CSWT would be visually measured via the axial-viewed image captured in Step 9. Subsequently, go to the next step.
- Step 11.
- Execute an outer diameter measuring (ODM) sub-process (described in Section 3.5), so that the CSOD would be visually measured via the axial-viewed image captured in Step 9. Subsequently, go to the next step.
- Step 12.
- Switch off the ring illuminator. Subsequently, let the counting index i = i + 1, and check if i > Nc. If so, go to the next step. Else, go to Step 4.
- Step 13.
- Output all the measured values (and related data) of the CSWTs and CSODs. Subsequently, go to the next step.
- Step 14.
- Once again let the moving stages of both the X- and Y-axis LMTs return to their prescribed home positions. Subsequently, remove the destructivelly measured microdrill sample from the microdrill fixture (which should be manually operated), and stop the AMP.
3.1. Drilltip Positioning (DP) Sub-Process
3.2. Grind-Off (GO) Sub-Process
3.3. Auto-Focusing (AF) Sub-Process
3.4. Web Thickness Measuring (WTM) Sub-Process
3.5. Outer Diameter Measuring (ODM) Sub-Process
4. Experimental Results and Discussion
4.1. Measuring Uncertainty and Accuracy Tests
4.2. Applicability Tests for Sampling Inspection
5. Conclusions
- (1)
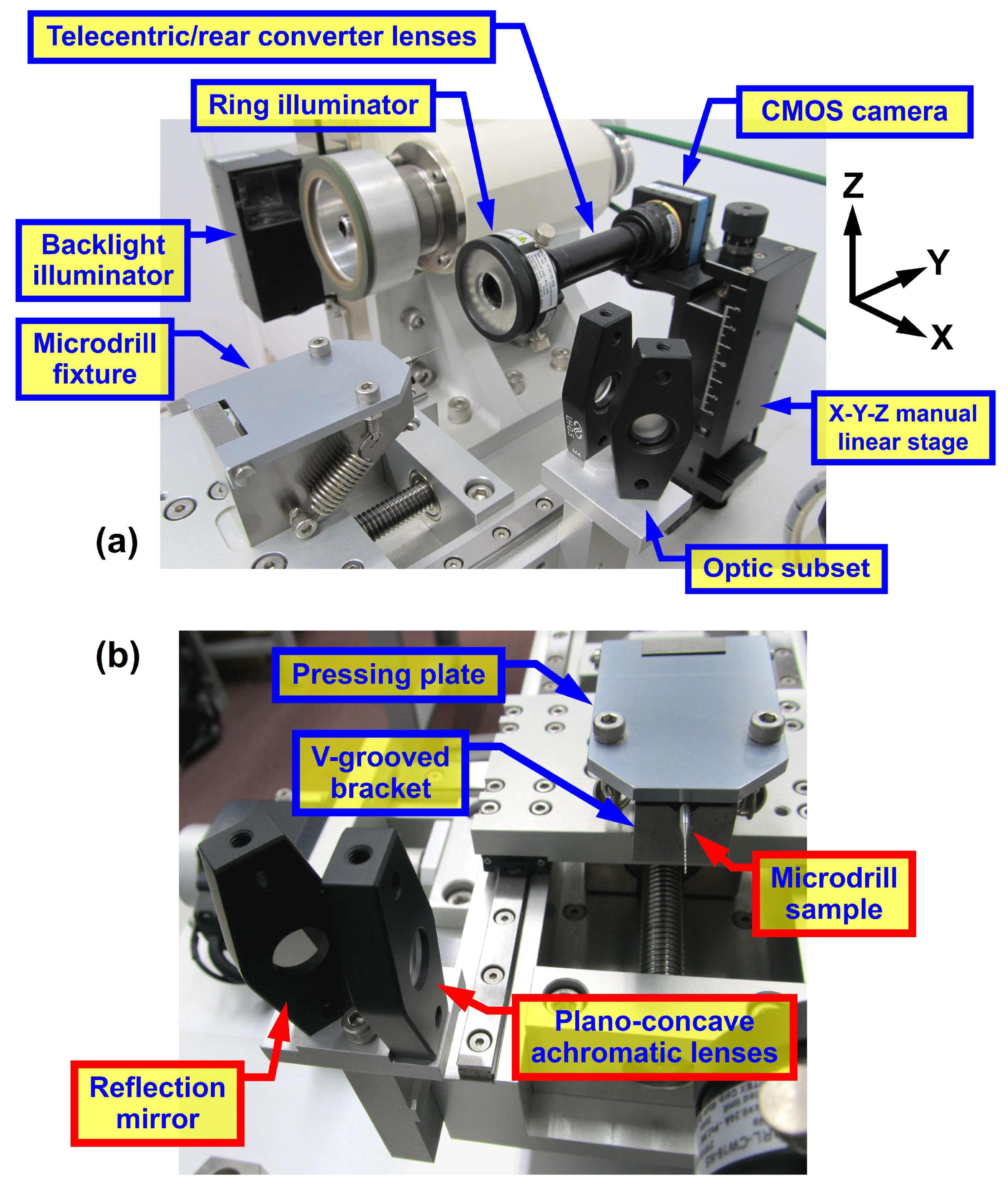
- The major improvement of the hardware is characterized by the machine vision module consisting of several conventional machine vision components in combination with an innovative and lower cost optical subset formed by a set of PCA lenses and a reflection mirror. As a result, the essential functions of visually positioning the drilltip and visually measuring the CSGPs can both be achieved via the use of merely one machine vision module. As compared with the hardware design proposed by Chang et al. [28], a more compact and lower cost one can be realized.
- (2)
- The major improvement of the AMP is characterized by the establishment of specific image processing operations for the AF sub-process based on 2D-DFT, for the WTM sub-process based on the BFC approach, and for the ODM sub-process based on integrated applications of the BFC and FDL approaches, respectively. As compared with the AMP proposed by Chang et al. [28] that can merely measure the CSWTs of ST type microdrills and does not have the functions of auto-focusing and measuring the CSODs, the execution of the AF sub-process enables the ground cross-sections of a microdrill to be automatically and clearly focused, and the execution of the WTM and ODM sub-processes enables the CSWTs and CSODs of the ground cross-sections of both ST and UC type microdrills to be automatically and visually measured.
- (3)
- The hardware of the improved automation system had been constructed. Two series of experiments for measuring the CSGPs of certain microdrill samples had been conducted. The measuring uncertainty and accuracy of the developed system, as well as its applicability for automatically executing the sampling inspection procedure, had been tested and evaluated. It was found that the established AMP could be executed successfully by the developed system to yield stable and reliable measurement results.
- (4)
- The experimental results showed that, from a conservative viewpoint, the developed system could achieve an uncertainty range of ±1.5 μm and an accuracy of 2.5 μm for the measurements of the CSWTs and CSODs of both ST and UC type microdrills. The developed system could also achieve a confident value for the measurement of the concentricity, which could not be achieved by the used measuring microscope.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Haney, T. Precision interconnect drilling. In Printed Circuits Handbook, 6th ed.; Coombs, C.F., Jr., Ed.; McGraw-Hill: New York, NY, USA, 2008; pp. 25.1–25.19. [Google Scholar]
- Vandervelde, H. Drilling processes. In Printed Circuits Handbook, 6th ed.; Coombs, C.F., Jr., Ed.; McGraw-Hill: New York, NY, USA, 2008; pp. 24.1–24.22. [Google Scholar]
- Shi, H.; Liu, X.; Lou, Y. Materials and micro drilling of high frequency and high speed printed circuit board: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 827–841. [Google Scholar] [CrossRef]
- Stephonson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice; Marcel Dekker: New York, NY, USA, 1997; pp. 205–236. [Google Scholar]
- DeGarmo, E.P.; Black, J.T.; Kohser, R.A. Materials and Processes in Manufacturing, 9th ed.; Wiley: Hoboken, NJ, USA, 2003; pp. 583–597. [Google Scholar]
- Groover, M.P. Principles of Modern Manufacturing, 4th ed.; Wiley: Hoboken, NJ, USA, 2011; pp. 561–564. [Google Scholar]
- Imran, M.; Mativenga, P.T.; Gholinia, A.; Withers, P.J. Evaluation of surface integrity in micro drilling process for nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2011, 55, 465–476. [Google Scholar] [CrossRef]
- Imran, M.; Mativenga, P.T.; Withers, P.J. Assessment of machining performance using the wear map approach in micro-drilling. Int. J. Adv. Manuf. Technol. 2012, 59, 119–126. [Google Scholar] [CrossRef]
- Lei, X.; Shen, B.; Sun, F. Optimization of diamond coated microdrills in aluminum alloy 7075 machining: A case study. Diam. Relat. Mater. 2015, 54, 79–90. [Google Scholar] [CrossRef]
- Zheng, L.J.; Wang, C.Y.; Qu, Y.P.; Song, Y.X.; Fu, L.Y. Interaction of cemented carbide micro-drills and printed circuit boards during micro-drilling. Int. J. Adv. Manuf. Technol. 2015, 77, 1305–1314. [Google Scholar] [CrossRef]
- Hyacinth Suganthi, X.; Natarajan, U.; Ramasubbu, N. A review of accuracy enhancement in microdrilling operations. Int. J. Adv. Manuf. Technol. 2015, 81, 199–217. [Google Scholar] [CrossRef]
- Mittal, R.K.; Yadav, S.; Singh, R.K. Mechanistic force and burr modeling in high-speed microdrilling of Ti6Al4V. Procedia CIRP 2017, 58, 329–334. [Google Scholar] [CrossRef]
- Guo, H.; Wang, X.; Liang, Z.; Zhou, T.; Jiao, L.; Liu, Z.; Teng, L.; Shen, W. Drilling performance of non-coaxial helical flank micro-drill with cross-shaped chisel edge. Int. J. Adv. Manuf. Technol. 2018, 99, 1301–1311. [Google Scholar] [CrossRef]
- Chang, D.Y.; Lin, C.H. High-aspect ratio mechanical microdrilling process for a microhole array of nitride ceramics. Int. J. Adv. Manuf. Technol. 2019, 100, 2867–2883. [Google Scholar] [CrossRef]
- Huang, G.; Wan, Z.; Yang, S.; Li, Q.; Zhong, G.; Wang, B.; Liu, Z. Mechanism investigation of micro-drill fracture in PCB large aspect ratio micro-hole drilling. J. Mater. Process. Technol. 2023, 316, 117962. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, D.; Geng, D.; Shao, Z.; Zhou, Z.; Sun, Z.; Jiang, Y.; Jiang, X. Ironing effect on surface integrity and fatigue behavior during ultrasonic peening drilling of Ti-6Al-4V. Chin. J. Aeronaut. 2023; in press. [Google Scholar] [CrossRef]
- Tien, F.C.; Yeh, C.H.; Hsieh, K.H. Automated visual inspection for microdrills in printed circuit board production. Int. J. Prod. Res. 2004, 42, 2477–2495. [Google Scholar] [CrossRef]
- Tien, F.C.; Yeh, C.H. Using eigenvalues of covariance matrices for automated visual inspection of microdrills. Int. J. Adv. Manuf. Technol. 2005, 26, 741–749. [Google Scholar] [CrossRef]
- Huang, C.K.; Liao, C.W.; Huang, A.P.; Tarng, Y.S. An automatic optical inspection of drill point defects for micro-drilling. Int. J. Adv. Manuf. Technol. 2008, 37, 1133–1145. [Google Scholar] [CrossRef]
- Su, J.C.; Huang, C.K.; Tarng, Y.S. An automated flank wear measurement of microdrills using machine vision. J. Mater. Process. Technol. 2006, 180, 328–335. [Google Scholar] [CrossRef]
- Duan, G.; Chen, Y.W.; Sukegawa, T. Automatic optical flank wear measurement of microdrills using level set for cutting plane segmentation. Mach. Vis. Appl. 2010, 21, 667–676. [Google Scholar] [CrossRef]
- Huang, C.K.; Wang, L.G.; Tang, H.C.; Tarng, Y.S. Automatic laser inspection of outer diameter, run-out and taper of micro-drills. J. Mater. Process. Technol. 2006, 171, 306–313. [Google Scholar] [CrossRef]
- Chuang, S.F.; Chen, Y.C.; Chang, W.T.; Lin, C.C.; Tarng, Y.S. Nondestructive web thickness measurement of micro-drills with an integrated laser inspection system. Nondestruct. Test. Eval. 2010, 25, 249–266. [Google Scholar] [CrossRef]
- Chang, W.T.; Lu, S.Y.; Chuang, S.F.; Shiou, F.J.; Tang, G.R. An optical-based method and system for the web thickness measurement of microdrills considering runout compensation. Int. J. Precis. Eng. Manuf. 2013, 14, 725–734. [Google Scholar] [CrossRef]
- Chang, W.T.; Wu, J.H. An innovative optical-based method and automation system for rapid and non-destructive measurement of the web thickness of microdrills. Measurement 2016, 94, 388–405. [Google Scholar] [CrossRef]
- Jaini, S.N.B.; Lee, D.W.; Kim, K.S.; Lee, S.J. Measurement of cemented carbide-PCD microdrill geometry error based on computer vision algorithm. Measurement 2022, 187, 110186. [Google Scholar] [CrossRef]
- Beruvides, G.; Quiza, R.; Rivas, M.; Castaño, F.; Haber, R.E. Online detection of run out in microdrilling of tungsten and titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 74, 1567–1575. [Google Scholar] [CrossRef]
- Chang, W.T.; Chuang, S.F.; Tsai, Y.S.; Tang, G.R.; Shiou, F.J. A vision-aided automation system for destructive web thickness measurement of microdrills. Int. J. Adv. Manuf. Technol. 2014, 71, 983–1003. [Google Scholar] [CrossRef]
- National Instrument Corp. NI Vision Concepts Manual; National Instrument Corp.: Austin, TX, USA, 2007; pp. 3.1–3.18, 7.1–7.12, 8.1–8.9, 11.1–11.22. [Google Scholar]
- Jain, R.; Kasturi, R.; Schunck, B.G. Machine Vision; McGraw-Hill: New York, NY, USA, 1995; pp. 76–86, 140–185, 309–405. [Google Scholar]
- Gonzalez, R.C.; Woods, R.E. Digital Image Processing, 2nd ed.; Prentice-Hall: Upper Saddle River, NJ, USA, 2002; pp. 147–156, 519–585. [Google Scholar]
- Gonzalez, R.C.; Woods, R.E.; Eddins, S.L. Digital Image Processing Using MATLAB; Prentice-Hall: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- McAndrew, A. Introduction to Digital Image Processing with MATLAB; Brooks/Cole: Pacific Grove, CA, USA, 2004. [Google Scholar]
- Chang, W.T.; Lu, Y.Y. Machine vision-based methods for measuring the cross-sectional geometric accuracy of microdrills and their comparisons. In Machine Vision and Human-Machine Interface: Technologies, Applications and Challenges; Yates, S.T., Ed.; Nova Science Publishers: New York, NY, USA, 2016; pp. 41–78. [Google Scholar]
- Faires, J.D.; Burden, R. Numerical Methods, 3rd ed.; Thomson Learning: Pacific Grove, CA, USA, 2003; pp. 33–38, 64–110, 340–356. [Google Scholar]
- Fan, K.C.; Lee, M.Z.; Mou, J.I. On-line non-contact system for grinding wheel wear measurement. Int. J. Adv. Manuf. Technol. 2002, 19, 14–22. [Google Scholar] [CrossRef]
- Su, J.C.; Tarng, Y.S. Measuring wear of the grinding wheel using machine vision. Int. J. Adv. Manuf. Technol. 2006, 31, 50–60. [Google Scholar] [CrossRef]
- Chang, W.T.; Chen, T.H.; Tarng, Y.S. Measuring characteristic parameters of form grinding wheels used for microdrill fluting by computer vision. Trans. Can. Soc. Mech. Eng. 2011, 35, 383–401. [Google Scholar] [CrossRef]
- Beckwith, T.G.; Marangoni, R.D.; Lienhard, J.H. Mechanical Measurements, 5th ed.; Pearson Education Taiwan Ltd.: Taipei, Taiwan, 2004; pp. 45–125. [Google Scholar]
- Yamaguchi, F. Curves and Surfaces in Computer Aided Geometric Design; Springer: Berlin/Heidelberg, Germany, 1988. [Google Scholar]
- Zeid, I. CAD/CAM Theory and Practice; McGraw-Hill: New York, NY, USA, 1991. [Google Scholar]
- Litvin, F.L. Theory of Gearing; NASA Reference Publication 1212: Washington, DC, USA, 1989; pp. 1–19. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axial Position lc = 0.15lf | Axial Position lc = 0.45lf | |||||||||||
| CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | |||||||||
| Statistical Term | w(A) (μm) | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | ∆C(M) (μm) | w(A) (μm) | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | ∆C(M) (μm) |
| Measured maximum | 119.17 | 295.31 | 1.94 | 119.07 | 295.93 | 18.12 | 169.56 | 292.32 | 2.23 | 170.10 | 292.87 | 19.10 |
| Measured minimum | 118.51 | 294.62 | 0.70 | 117.06 | 294.13 | 1.35 | 168.75 | 291.59 | 1.32 | 168.33 | 290.85 | 3.98 |
| Mean value μ | 118.86 | 294.89 | 1.13 | 118.21 | 295.09 | 9.11 | 169.11 | 291.94 | 1.92 | 169.29 | 291.70 | 9.57 |
| Standard deviation σ | 0.179 | 0.195 | 0.395 | 0.590 | 0.690 | 6.196 | 0.182 | 0.175 | 0.244 | 0.549 | 0.565 | 5.043 |
| Uncertainty ũ | 0.538 | 0.584 | 1.314 | 1.771 | 2.069 | 18.173 | 0.547 | 0.525 | 0.871 | 1.646 | 1.694 | 16.991 |
| Upper bound β(u) | 119.40 | 295.47 | 1.94 | 119.98 | 297.16 | 18.79 | 169.65 | 292.46 | 2.28 | 170.94 | 293.40 | 20.15 |
| Lower bound β(l) | 118.32 | 294.30 | 0.63 | 116.44 | 293.02 | 0.61 | 168.56 | 291.41 | 1.41 | 167.65 | 290.01 | 3.16 |
| Axial Position lc = 0.15lf | Axial Position lc = 0.45lf | |||||||||||
| CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | |||||||||
| Statistical Term | w(A) (μm) | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | ∆C(M) (μm) | w(A) (μm) | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | ∆C(M) (μm) |
| Measured maximum | 120.61 | 222.97 | 1.72 | 121.91 | 223.36 | 17.86 | 150.29 | 225.14 | 1.85 | 150.44 | 225.88 | 17.16 |
| Measured minimum | 119.88 | 222.44 | 0.94 | 119.34 | 221.26 | 1.38 | 149.37 | 224.08 | 0.62 | 148.24 | 223.87 | 1.46 |
| Mean value μ | 120.12 | 222.67 | 1.37 | 120.24 | 222.58 | 8.32 | 149.86 | 224.52 | 1.33 | 149.01 | 224.62 | 7.84 |
| Standard deviation σ | 0.206 | 0.152 | 0.216 | 0.732 | 0.653 | 5.655 | 0.321 | 0.328 | 0.416 | 0.653 | 0.547 | 4.551 |
| Uncertainty ũ | 0.619 | 0.456 | 0.770 | 2.196 | 1.958 | 19.304 | 0.964 | 0.985 | 1.332 | 1.959 | 1.641 | 14.995 |
| Upper bound β(u) | 120.74 | 223.13 | 1.73 | 122.43 | 224.53 | 20.49 | 150.83 | 225.51 | 1.90 | 150.97 | 226.26 | 16.17 |
| Lower bound β(l) | 119.50 | 222.22 | 0.96 | 118.04 | 220.62 | 1.18 | 148.90 | 223.54 | 0.56 | 147.05 | 222.98 | 1.18 |
| Axial Position lc = 0.15lf | Axial Position lc = 0.45lf | |||||||||||
| CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | |||||||||
| Statistical Term | w(A) (μm) | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | ∆C(M) (μm) | w(A) (μm) | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | ∆C(M) (μm) |
| Measured maximum | 126.35 | 201.85 | 3.32 | 126.64 | 202.71 | 18.74 | 141.93 | 187.22 | 2.66 | 141.94 | 187.83 | 18.64 |
| Measured minimum | 125.38 | 201.23 | 2.31 | 125.14 | 201.11 | 1.37 | 141.30 | 186.60 | 1.24 | 140.31 | 185.86 | 3.43 |
| Mean value μ | 125.74 | 201.46 | 2.69 | 126.02 | 201.88 | 6.91 | 141.68 | 186.93 | 1.63 | 141.16 | 186.66 | 10.25 |
| Standard deviation σ | 0.317 | 0.226 | 0.350 | 0.575 | 0.594 | 4.962 | 0.234 | 0.215 | 0.374 | 0.610 | 0.581 | 5.575 |
| Uncertainty ũ | 0.950 | 0.679 | 1.201 | 1.725 | 1.782 | 16.651 | 0.701 | 0.646 | 1.481 | 1.829 | 1.744 | 17.946 |
| Upper bound β(u) | 126.69 | 202.14 | 3.42 | 127.74 | 203.66 | 17.10 | 142.38 | 187.57 | 2.72 | 142.99 | 188.40 | 20.17 |
| Lower bound β(l) | 124.79 | 200.78 | 2.22 | 124.29 | 200.10 | 0.45 | 140.98 | 186.28 | 1.24 | 139.34 | 184.91 | 2.23 |
| Normalized Axial Position | CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | Absolute Difference | ||||
| lc/lf | w(A) (μm) a | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | |w(A) − w(M)| (μm) | |D(A) − D(M)| (μm) |
| 0.15 | 117.97 | 294.78 | 1.82 | 117.23 | 295.85 | 0.74 | 1.07 |
| 0.30 | 144.53 | 293.36 | 3.37 | 145.46 | 294.95 | 0.93 | 1.59 |
| 0.45 | 169.38 | 291.33 | 1.43 | 170.60 | 290.55 | 1.22 | 0.78 |
| 0.60 | 191.54 | 291.40 | 2.22 | 191.17 | 293.14 | 0.37 | 1.74 |
| 0.75 | 214.24 | 289.95 | 0.80 | 213.79 | 288.60 | 0.45 | 1.35 |
| Normalized Axial Position | CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | Absolute Difference | ||||
| lc/lf | w(A) (μm) a | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | |w(A) − w(M)| (μm) | |D(A) − D(M)| (μm) |
| 0.15 | 120.37 | 223.85 | 2.46 | 119.55 | 222.73 | 0.82 | 1.12 |
| 0.30 | 132.45 | 221.72 | 2.22 | 130.96 | 221.37 | 1.49 | 0.35 |
| 0.45 | 145.28 | 223.50 | 1.91 | 146.18 | 224.39 | 0.90 | 0.89 |
| 0.60 | 156.95 | 223.88 | 2.04 | 158.78 | 223.14 | 1.83 | 0.74 |
| 0.75 | 168.49 | 224.67 | 1.31 | 169.16 | 226.08 | 0.67 | 1.41 |
| Normalized Axial Position | CSGP Measured by the Developed System | CSGP Measured by Measuring Microscope | Absolute Difference | ||||
| lc/lf | w(A) (μm) a | D(A) (μm) | ∆C(A) (μm) | w(M) (μm) | D(M) (μm) | |w(A) − w(M)| (μm) | |D(A) − D(M)| (μm) |
| 0.15 | 114.77 | 207.74 | 2.76 | 115.40 | 208.94 | 0.63 | 1.20 |
| 0.30 | 129.94 | 188.23 | 1.79 | 130.54 | 186.91 | 0.60 | 1.32 |
| 0.45 | 135.78 | 187.03 | 2.03 | 134.37 | 186.39 | 1.41 | 0.64 |
| 0.60 | 141.16 | 186.81 | 1.85 | 142.25 | 187.99 | 1.09 | 1.18 |
| 0.75 | 145.11 | 185.64 | 1.31 | 144.08 | 184.23 | 1.03 | 1.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, W.-T.; Lu, Y.-Y. An Improved Automation System for Destructive and Visual Measurements of Cross-Sectional Geometric Parameters of Microdrills. Machines 2023, 11, 581. https://doi.org/10.3390/machines11060581
Chang W-T, Lu Y-Y. An Improved Automation System for Destructive and Visual Measurements of Cross-Sectional Geometric Parameters of Microdrills. Machines. 2023; 11(6):581. https://doi.org/10.3390/machines11060581
Chicago/Turabian StyleChang, Wen-Tung, and Yu-Yun Lu. 2023. "An Improved Automation System for Destructive and Visual Measurements of Cross-Sectional Geometric Parameters of Microdrills" Machines 11, no. 6: 581. https://doi.org/10.3390/machines11060581
APA StyleChang, W.-T., & Lu, Y.-Y. (2023). An Improved Automation System for Destructive and Visual Measurements of Cross-Sectional Geometric Parameters of Microdrills. Machines, 11(6), 581. https://doi.org/10.3390/machines11060581