
An Upper Bound Energy Formulation of Free-Chip Machining with Flat Chips and an Alternative Method of Determination of Cutting Forces without Using the Merchant’s Circle Diagram


 , and
, and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. The Generalized Upper Bound Technique
3. Upper Bound Analysis of Orthogonal Machining
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| b = width of the work piece |
| J* = total energy dissipation rate |
| k = yield stress in shear of the work material |
| to = uncut chip thickness |
| tchip = chip thickness |
| m = friction factor for the shear friction condition |
| u* = prescribed velocity on the surface Su |
| vc = cutting velocity |
| Vchip = chip velocity |
| vi = velocity in the direction of the specified traction Ti on the surface ST |
| vR = velocity in the direction of the resultant tool force R |
| |Δv| = velocity jump across a surface of velocity discontinuity |
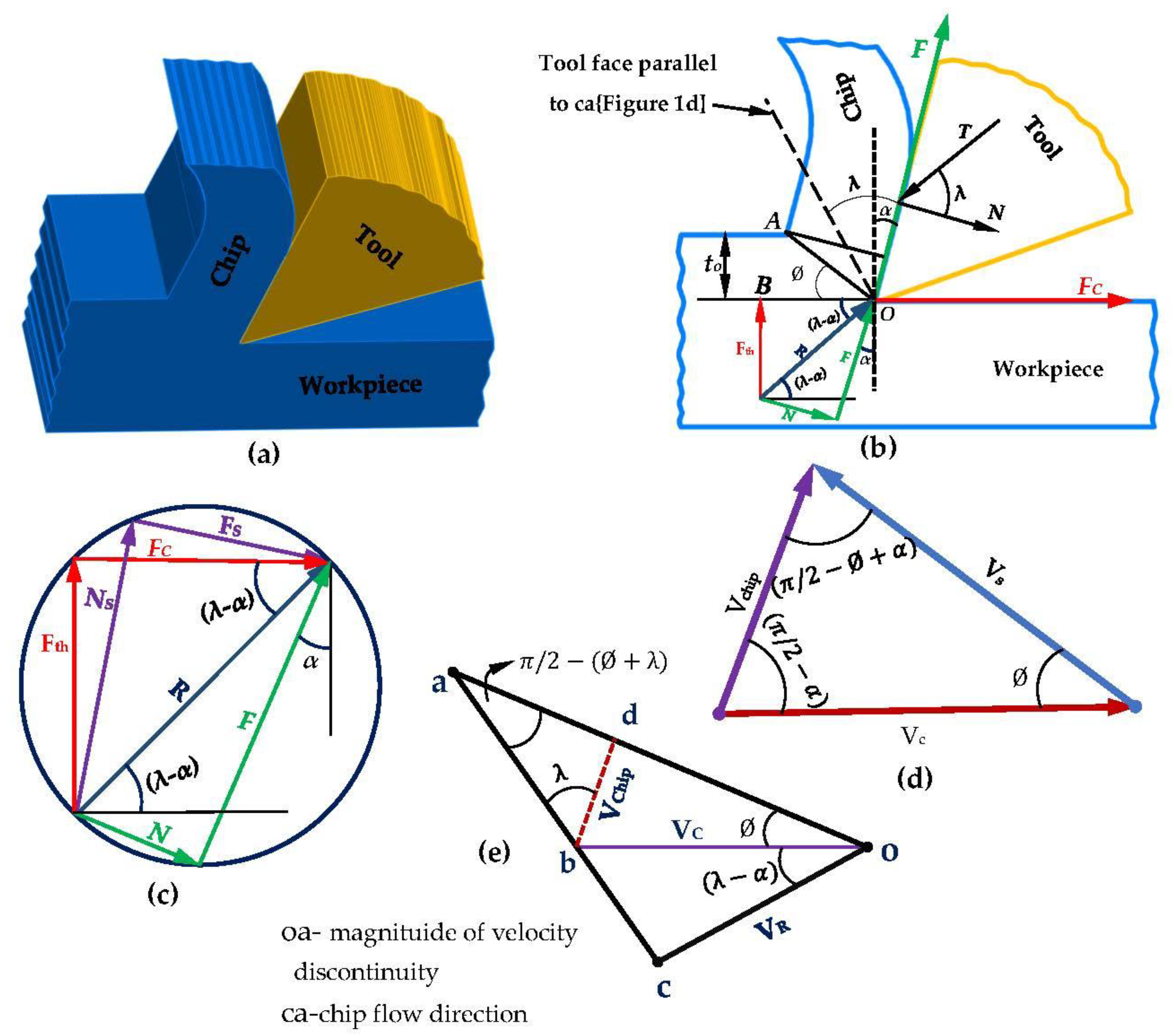
| F, N = friction force and normal force on the tool face (Figure 1a,b) |
| Fc, Fth = tool cutting force and the thrust force (Figure 1a,b) |
| Fs, Ns = shear force and normal force on the shear plane (Figure 1a,b) |
| Ls = length of the shear plane |
| Lc = tool/chip contact length |
| R = resultant of the above three pairs of forces (Figure 1a,b) |
| SF = surface across which there is a discontinuity in velocity (Equation (1)) |
| ST = surface where traction Ti is specified (Equation (1)) |
| Su = surface with specified velocity u* (Equation (1)) |
| Ti = surface traction on the surface ST (Equation (1)) |
| Tu = traction on surface Su (to be calculated) (Equation (1)) |
| α = tool rake angle |
| εij = strain rate |
| λ = angle of friction (tanλ = µ) |
| µ = coefficient of friction at chip-tool interface |
| ϕ = angle made by the shear plane with the direction of the tool travel |
| σo = yield stress in compression of the work material |
| ξ = chip thickness ratio |
| τ = frictional traction |
References
- Shaw, M.C. Metal Cutting Principles; Oxford University Press: Oxford, UK, 2006. [Google Scholar]
- Lee, E.H.; Shaffer, B.W. The theory of plasticity applied to a problem of machining. Trans ASME 1951, 73, 405–413. [Google Scholar] [CrossRef]
- Kudo, H. Some new ship line solution for two dimensional steady state machining. Int. J. Mech. Sci. 1965, 7, 43–55. [Google Scholar] [CrossRef]
- Dewhurst, P. On the Non-Uniqueness of the Machining Process. Proc. R. Soc. Lond. Ser. A 1978, 360, 587–610. [Google Scholar]
- Maity, K.P.; Das, N.S. A class of slipline field solutions for metal machining with slipping and sticking contact at the chip-tool interface. Int. J. Mech. Sci. 2001, 43, 3435–3452. [Google Scholar] [CrossRef]
- Das, N.S.; Dundur, S.T. A Slipline Field Analysis of Free-Chip Orthogonal Machining With Adhesion Friction at Rake Face. J. Mach. Sci. Technol. 2006, 10, 371–378. [Google Scholar] [CrossRef]
- Fang, N.; Jawahir, I.S.; Oxloy, P.L.B. A universal slip line model with curled chip formation and a restricted contact tool. Int. J. Mech. Sci. 2001, 43, 557–580. [Google Scholar] [CrossRef]
- Fang, N. Machining with tool–chip contact on the tool secondary rake face—Part I: A new slip-line model. Int. J. Mech. Sci. 2002, 44, 2337–2354. [Google Scholar] [CrossRef]
- Fang, N. Slip line modeling of machining with a rounded edge tool part I: New model and theory. J. Mech. Phys. Solids 2003, 51, 715–742. [Google Scholar] [CrossRef]
- Yu, L.; Yong, H. Combined effect of flank and crater wear on cutting force modeling in orthogonal machining—Part I:Model development. Mach. Sci. Technol. 2010, 14, 1–23. [Google Scholar]
- Fang, N.; Jawahir, I.S. A new methodology for determining the stress state of the plastic region in machining with restricted contact tool. Int. J. Mech. Sci. 2001, 43, 1747–1770. [Google Scholar] [CrossRef]
- Fang, N.; Jawahir, I.S. An analytical predictive model and experimental validation for machining with grooved tools incorporating the effect of strains, strain rates and temperatures. Ann. CIRP 2002, 51, 83–86. [Google Scholar] [CrossRef]
- Wang, H.; To, S.; Chan, C.Y.; Cheung, C.F.; Lee, W.B. A study of regularly spaced shear bands and morphology of serrated chip formation in microcutting process. J. Scr. Mater. 2010, 63, 227–230. [Google Scholar] [CrossRef]
- Jing, C.; Wang, J.; Zhang, C.; Sun, Y.; Shi, Z. Influence of size effect on the dynamic mechanical properties of OFHC copper at micro/meso scales. Int. J. Adv. Manuf. Technol. 2022, 120, 4775–4789. [Google Scholar] [CrossRef]
- Zhang, J.; Lee, J.Y.; Wang, H. Microstructure evaluation of shear bands of microcutting chips in AA6061 alloy under the mechanochemical effect. J. Mater. Sci. Technol. 2021, 91, 178–186. [Google Scholar] [CrossRef]
- Chodor, J.; Zurawski, L. Investigations on the chip shape and its upsetting and coverage ratios in partial symmetric face milling process of aluminium alloyAW-7075 and the simulation of the process with the use of FEM. Adv. Mech. Theor. Comput. Interdiscip. 2016, 121–124. [Google Scholar] [CrossRef]
- Komanduri, R.; Brown, R.H. On the mechanics of chip segmentation in machining. Trans ASME J Engg. Ind. 1981, 103, 33–337. [Google Scholar] [CrossRef]
- Das, N.S.; Dundur, S.T. Slipline field solutions for metal machining with adhesion friction and elastic effects at the chip-tool contact region. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 57–62. [Google Scholar] [CrossRef]
- Das, N.S.; Dundur, S.T. Slipline field analysis of free-chip machining with a tool with flank wear. Int. J. Manuf. Sci. Technol. 2006, 8, 60–68. [Google Scholar]
- Zou, G.P.; Seethaler, R.I. The extension of a simple predictive model for orthogonal cutting to include flow below the cutting edge. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1568–1578. [Google Scholar] [CrossRef]
- Waldorf, D.J.; Devor, R.E.; Kapoor, S.G. A slip line field for ploughing during orthogonal cutting. Transaction of ASME. Journal of manufacturing science and engineering. ASME 1998, 120, 693–699. [Google Scholar]
- Iwata, K.; Osakada, K.; Terasaka, Y. Process Modeling of Orthogonal Cutting by the Rigid-Plastic Finite Element Method. J. Eng. Mater. Technol. 1984, 6, 132–138. [Google Scholar] [CrossRef]
- Kim, K.W.; Lee, W.Y.; Sih, H. A finite element analysis for machining with the tool edge considered. J. Mater. Process Tech. 1997, 86, 45–55. [Google Scholar]
- Strenkowski, J.S.; Athavale, S.M. A Partially Constrained Eulerian Orthogonal Cutting Model for Chip Control Tools. J. Manuf. Sci. Eng. 1997, 119, 681–688. [Google Scholar] [CrossRef]
- Strenkowski, J.S.; Carroll, J.T. A Finite Element Model of Orthogonal Metal Cutting. J. Eng. Ind. 1985, 107, 349–354. [Google Scholar] [CrossRef]
- Shinozuku, J.S.; Obikawa, T.; Shirakashi, T. Chip breaking analysis from the view point of the optimum cutting tool geometry design. J. Mater. Process. Technol. 1996, 62, 345–351. [Google Scholar] [CrossRef]
- Childs, T.; Maekawa, K.; Obikawa, T.; Yamane, Y. Metal Machining: Theory and Applications; Arnold: London, UK, 2000. [Google Scholar]
- Iqbal, S.A.; Nartivenga, P.T.; Sheikh, M.A. An investigative study of the inter face heat transfer coefficient for finite element modelling of high speed machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 1405–1413. [Google Scholar] [CrossRef]
- Afsharhanaec, A.; Rebaioli, L.; Parenti, P.; Annoni, M. Finite Element Modelling of micro-orthogonal cutting process with dead metal cap. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 323, 351. [Google Scholar]
- Li, X.; Kopalinsky, E.M.; Oxley, P.L.B. A numerical method for determining temperature distributions in machining with coolant Part 1: Modelling the process. Proceding Inst. Mech. Eng. 1995, 205, 33–41. [Google Scholar] [CrossRef]
- Merchant, M.E. Basic mechanics of metal cutting process. J Appl. Mech. 1944, 15, 168–175. [Google Scholar] [CrossRef]
- Atkins, A.G. Modelling metal cutting using modern ductile fracture mechanics, quantitative explanation for some long standing problems. Int. J. Mech. Sci. 2003, 45, 373–396. [Google Scholar] [CrossRef]
- Prager, W.; Hodge, P.C. Theory of Perfectly Plastic Solids; Chapman and Hall Ltd.: London, UK, 1951. [Google Scholar]
- Drucker, D.C.; Prager, W.; Greemberg, H.J. Extended limit design theorems for continuous media. J. Appl. Math. 1952, 9, 381–386. [Google Scholar] [CrossRef]
- Collins, I.F. The upper bound theorem for rigid plastic, solids generalized to include coulomb friction. J. Mech. Phys. Solids 1969, 17, 323. [Google Scholar] [CrossRef]
- Eggleston, D.M.; Herzog, R.; Thomsen, E.G. Observations on the angle relationships in metal cutting. J. Eng. Ind. 1959, 81, 263–279. [Google Scholar] [CrossRef]
- Kudo, H. Some analytical and experimental studies of axi-symmetric cold forging and extrusion Part-I. Int. J. Mech. Sci. 1960, 2, 102. [Google Scholar] [CrossRef]
- Solhjoo, S. A note on barrel compression test computer. Mater. Sci. 2010, 49, 435. [Google Scholar]
- Westwood, D.; Wallance, J.F. Upper bound values for the loads on a rigid plastic body in plane strain. Int. J. Mech. Sci. 1960, 2, 179. [Google Scholar] [CrossRef]
- Green, J.W.; Wallance, J.F. Estimation of load and torque in the hot rolling process. Int. J. Mech. Sci. 1962, 4, 136. [Google Scholar] [CrossRef]
- Green, J.W.; Sparling, L.G.M.; Wallance, J.F. Shear plane theories of hot and cold rolling. Int. J. Mech. Sci. 1964, 6, 219. [Google Scholar] [CrossRef]
- Das, N.S.; Joardar, H.; Behera, M.R.B.C.; Maity, K.P. Generalised upper bound method and its application to some plane strain compression and extrusion problems. Adv. Technol. Mater. 2021, 46, 7–18. [Google Scholar]
- Hill, R. The mechanics of machining: A new approach. J. Mech. Phys. Solids 1954, 47, 47–53. [Google Scholar] [CrossRef]
- Childs, T.H.C.; Mahadi, M.I. On the stress distribution between the chip and tool during metal turning. Ann. CIRP 1989, 38, 55–58. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joardar, H.; Das, N.S.; Haldar, B.; Maity, K.; Abdulrahman Alsaleh, N.; Ataya, S. An Upper Bound Energy Formulation of Free-Chip Machining with Flat Chips and an Alternative Method of Determination of Cutting Forces without Using the Merchant’s Circle Diagram. Machines 2023, 11, 853. https://doi.org/10.3390/machines11090853
Joardar H, Das NS, Haldar B, Maity K, Abdulrahman Alsaleh N, Ataya S. An Upper Bound Energy Formulation of Free-Chip Machining with Flat Chips and an Alternative Method of Determination of Cutting Forces without Using the Merchant’s Circle Diagram. Machines. 2023; 11(9):853. https://doi.org/10.3390/machines11090853
Chicago/Turabian StyleJoardar, Hillol, Nitai Sundar Das, Barun Haldar, Kalipada Maity, Naser Abdulrahman Alsaleh, and Sabbah Ataya. 2023. "An Upper Bound Energy Formulation of Free-Chip Machining with Flat Chips and an Alternative Method of Determination of Cutting Forces without Using the Merchant’s Circle Diagram" Machines 11, no. 9: 853. https://doi.org/10.3390/machines11090853
APA StyleJoardar, H., Das, N. S., Haldar, B., Maity, K., Abdulrahman Alsaleh, N., & Ataya, S. (2023). An Upper Bound Energy Formulation of Free-Chip Machining with Flat Chips and an Alternative Method of Determination of Cutting Forces without Using the Merchant’s Circle Diagram. Machines, 11(9), 853. https://doi.org/10.3390/machines11090853