


A Review of Electrode Manufacturing Methods for Electrical Discharge Machining: Current Status and Future Perspectives for Surface Alloying

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Methodology
3. Evolution of EDM Applications
3.1. EDM’s Dielectric Fluid
3.2. Additive-Mixed EDM
3.2.1. Solid Additive-Mixed PMED
3.2.2. Gaseous Additive-Mixed PMEDM
3.2.3. Liquid Additive-Mixed PMEDM
3.3. EDM Electrode
- Despite being pummeled by the plasma’s high-energy ions, the electrode should not wear out too quickly, and a rise in temperature should not cause any melting or evaporation.
- Higher electrical conductivity (lower resistance) is needed to improve cutting efficiency. Otherwise, cold-emission electrons will not easily leave the electrode’s surface, causing bulk heating.
- When choosing tool properties, the electrode’s melting point should be considered. A higher melting point means an improved electrode wear ratio (electrode wear/workpiece erosion). As EDM uses a lot of tools, the electrode should be cheap.
- The electrode should exhibit excellent thermal conductivity so that heat may be removed from the heat-affected zone. A high conductivity reduces the rise in local temperature, which benefits the electrode material’s mechanical properties.
- It is important that the electrode material can be easily machined too. Electrodes can be more challenging to produce because of issues with machinability, stability, burr creation and burr removal. Die-sinker EDM uses a rotary tool to create a negative of the tool geometry. Since the desired form must be established on the tool, it is imperative that the latter be amenable to normal machining methods.
- Density is also important for the electrode material, as a lower dimensional loss is achieved with higher density. The density of a material is crucial for surface tolerance since higher density results in less dimensional loss for a given amount of weight loss. Hence, it is preferable if the dimensional loss deviation is as small as possible.
EDM Electrode Materials
4. Findings
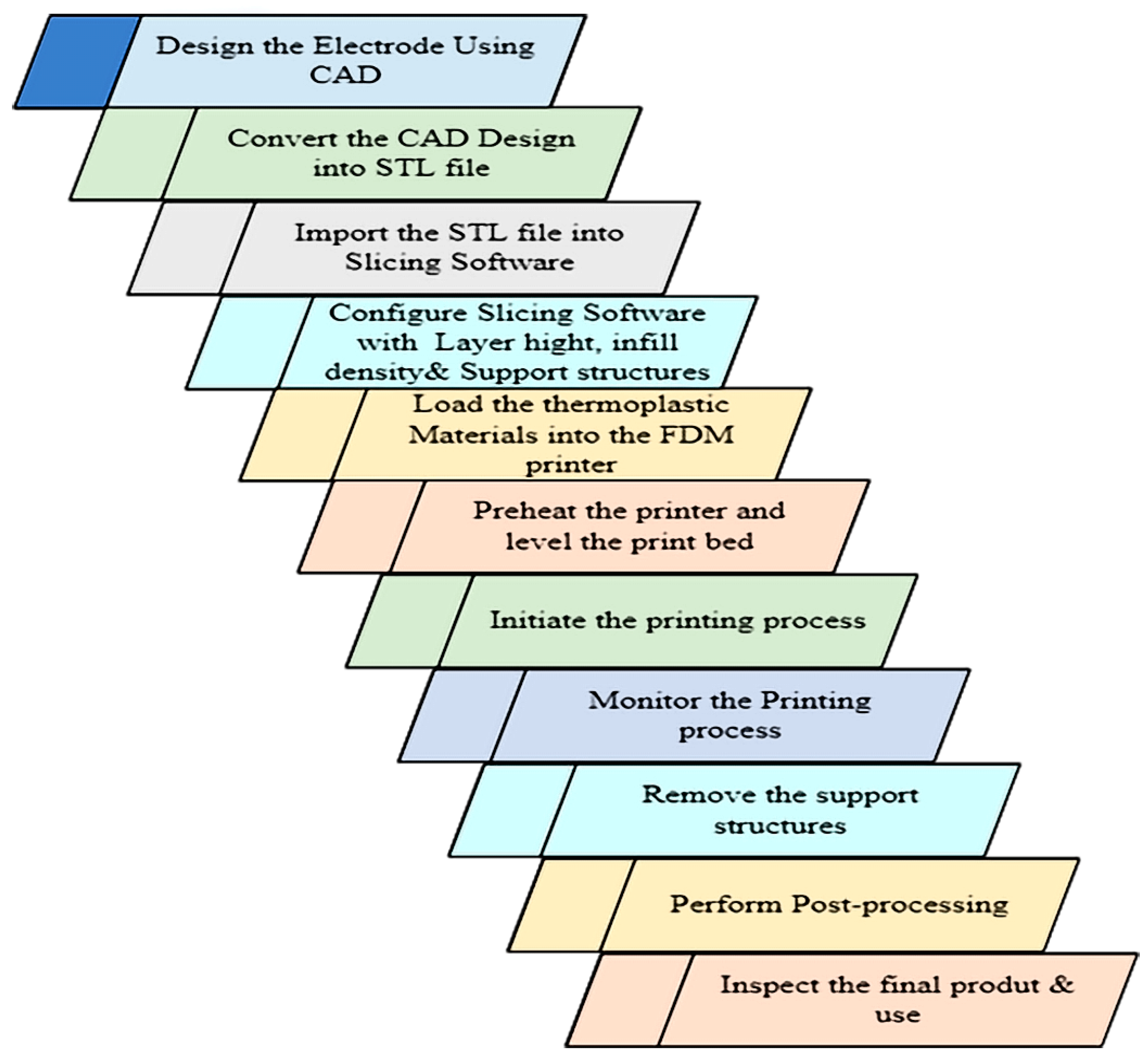
4.1. Additive Manufacturing of EDM Electrodes
Surface Quality Achieved through Additively Manufactured Electrode
4.2. Powder Metallurgy EDM Electrode
- Material selection: Selecting appropriate materials for the EDM electrode is the initial step. The ideal materials for EDM electrodes possess high electrical conductivity, a high melting point and excellent thermal conductivity. Typical materials used include copper, tungsten, and graphite.
- Powder preparation: The chosen materials are then ground into powder. Milling and atomization techniques are commonly used to create the powders.
- Blending: The powders are mixed to have the desired composition and properties. This step is critical because the final product’s properties are dependent on the homogeneity of the blend.
- Pressing: The blended powder is pressed into the required shape and size using a hydraulic press. To ensure that the powder particles are tightly packed, the pressing process is performed under high pressure.
- Sintering: This occurs when the pressed components are sintered in a high-temperature furnace. The powder particles bond together during sintering, resulting in a solid and dense material. The sintering temperature and sintering time are determined by the material type and the desired properties.
- Machining: Computer numerical control (CNC) machining is used to machine the sintered part into its final shape and size. The EDM electrode’s surface finish and dimensional accuracy are critical for optimal EDM performance.
- Polish and coat: The last step is to polish and coat the electrode to improve its surface finish and prevent oxidation.
4.2.1. Effects of Powder Metallurgy Electrodes in EDM Applications
4.2.2. Surface Quality Achieved through Powder Metallurgy
4.3. Electrodeposition EDM Electrodes
- Designing the electrode: The first step in electrodeposition is designing the electrode. The design will depend on the shape and size of the workpiece to be machined.
- Preparation of the substrate: The substrate is the base material on which the electrode will be deposited. It is important to prepare the substrate properly to ensure good adhesion of the deposited material. The substrate is cleaned and pre-treated by degreasing, etching and rinsing.
- Electroplating: Electroplating is the process of depositing a layer of metal onto the workpiece material using electric current. The metal to be deposited is chosen based on its electrical and mechanical properties, such as conductivity, hardness and resistance to wear. The electrode is usually made of copper or graphite.
- Post-treatment: Once the electrode has been deposited, it is removed from the plating bath and rinsed thoroughly. The electrode is then treated to improve its surface finish and to remove any surface defects or impurities.
- Quality control: The finished electrode is inspected for quality to ensure that it meets the required specifications for EDM. This may involve measurement of surface roughness, dimensional accuracy and electrical conductivity.
- Packaging and storage: The finished electrodes are then packaged and stored in a suitable environment to prevent damage or contamination prior to EDM.
- Final use: Once the electrode has been prepared, it can be used to machine the workpiece using EDM. The electrode is clamped on the EDM machine and used to erode the workpiece. After machining, the electrode may need to be cleaned and reconditioned for further use.
Surface Quality Achieved through Electrodeposition
4.4. Conventional Machining of EDM Electrodes
- Design: The first step in EDM electrode manufacturing is to design the electrode based on the desired shape or feature to be produced. This design is typically carried out using computer-aided design (CAD) software, which allows for the precise and accurate control of the electrode’s geometry.
- Material selection: Once the design is complete, the next step is to select the appropriate material for the electrode. The material must be highly conductive and capable of withstanding the elevated temperature and stress generated during the EDM process. Common materials used for electrodes include copper, graphite, tungsten and titanium.
- Machining: The electrode is then machined using specialized equipment, such as the conventional lathe, CNC milling machine or wire EDM machine. This step involves removing the material from the raw product to create the required shape and size of the electrode.
- Finishing: After machining, the electrode is typically finished to improve its surface finish and dimensional accuracy. This may involve polishing or coating the electrode with a thin layer of material, such as nickel or diamond, to improve its durability and conductivity.
Surface Quality Achieved with Conventional Method
5. Direction for Future Research
- During EDM, materials are melted and then quenched. As a result, there is a high possibility that the material structure will undergo a change into distinct phases. Consequently, the substrate materials’ initial functionality and mechanical qualities could be compromised. Therefore, comprehensive research is needed in this field.
- Controlling and determining the precise thickness of the layer formed by electrode erosion is highly challenging. A thorough investigation in this direction will be beneficial.
- Electrode erosion as a means of material deposition is complex enough that its mechanism is not well understood. The monitoring of material deposition during machining is an area that needs to be explored further in future studies.
- Efforts using the additive manufacturing method without the metallization process would be a breakthrough in electrode production.
- The parameters used in EDM’s electrode-to-workpiece material transfer are material-specific. As a result, it is difficult to determine the best settings for all material permutations.
- Experiments using both green compact and sintered electrodes should be explored to ascertain the efficiency of the material transfer of both production processes.
- From the literature reviewed, there is extremely limited research on surface modification using electrodes for biomedical applications, and hence, future research should consider using biocompatible materials, such as Co-Cr-HA, for electrode production. This will be an alternative to the expensive PMEDM, which requires setting modifications.
- From the literature reviewed, there is limited research on EDM or PMEDM for oil and gas applications, and hence, there is a need for research in this direction.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, A.A. Role of heat transfer on process characteristics during electrical discharge machining. Dev. Heat Transf. 2011, 21, 417–435. [Google Scholar]
- Ho, K.; Newman, S. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Abdulkareem, S.; Khan, A.A.; Konneh, M. Cooling effect on electrode and process parameters in EDM. Mater. Manuf. Process. 2010, 25, 462–466. [Google Scholar] [CrossRef]
- Abu Qudeiri, J.E.; Saleh, A.; Ziout, A.; Mourad, A.-H.I.; Abidi, M.H.; Elkaseer, A. Advanced electric discharge machining of stainless steels: Assessment of the state of the art, gaps and future prospect. Materials 2019, 16, 907. [Google Scholar] [CrossRef]
- Gul, I.A.; Abdul-Rani, A.M.; Al-Amin, M.; Garba, E. Elucidating Powder-Mixed Electric Discharge Machining Process, Applicability, Trends and Futuristic Perspectives. Machines 2023, 11, 381. [Google Scholar] [CrossRef]
- Razak, M.A.; Abdul-Rani, A.M.; Nanimina, A.M. Improving EDM Efficiency with Silicon Carbide Powder-Mixed Dielectric Fluid. Int. J. Mater. Mech. Manuf. 2015, 3, 40–43. [Google Scholar] [CrossRef]
- Schumacher, B.; Krampitz, R.; Kruth, J.-P. Historical phases of EDM development driven by the dual influence of ‘Market Pull’ and ‘Science Push’. Procedia CIRP 2013, 6, 5–12. [Google Scholar] [CrossRef]
- Mahajan, A.; Sidhu, S.S. Enhancing biocompatibility of Co-Cr alloy implants via electrical discharge process. Mater. Technol. 2018, 33, 524–531. [Google Scholar] [CrossRef]
- Kechagias, J.; Iakovakis, V.; Katsanos, M.; Maropoulos, S. EDM electrode manufacture using rapid tooling: A review EDM electrode manufacture using rapid tooling: A review. J. Mater. Sci. 2008, 43, 2522–2535. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, I.; Badruddin, I.A.; Algahtani, A. A critical insight into the use of FDM for production of EDM electrode. Alex. Eng. J. 2022, 61, 4057–4066. [Google Scholar] [CrossRef]
- Kumar, S.; Gupta, T. A review of electrical discharge machining (EDM) and its optimization techniques. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Kumar, P.M.; Sivakumar, K.; Jayakumar, N. Multiobjective optimization and analysis of copper–titanium diboride electrode in EDM of monel 400TM alloy. Mater. Manuf. Process. 2018, 33, 1429–1437. [Google Scholar] [CrossRef]
- Bin Sapit, A.; Shather, S.K.; Abed, F.N. Parameters analysis in wire electrical discharge machine process of titanium alloys with dielectric alumina. Mater. Today Proc. 2021, 42, 1854–1859. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S. Experimental Investigations in Powder Mixed Electric Discharge Machining of Ti-35Nb-7Ta-5Zr β—Titanium Alloy. Mater. Manuf. Process. 2016, 32, 274–285. [Google Scholar] [CrossRef]
- Altan, T.; Lilly, B.; Kruth, J.; König, W.; Tönshoff, H.; van Luttervelt, C.; Khairy, A. Advanced Techniques for Die and Mold Manufacturing. CIRP Ann. 1993, 42, 707–716. [Google Scholar] [CrossRef]
- Bajaj, R.; Tiwari, A.K.; Dixit, A.R. Current trends in electric discharge machining using micro and nano powder materials- A Review. Mater. Today Proc. 2015, 2, 3302–3307. [Google Scholar] [CrossRef]
- Marashi, H.; Jafarlou, D.M.; Sarhan, A.A.; Hamdi, M. State of the art in powder mixed dielectric for EDM applications. Precis. Eng. 2016, 46, 11–33. [Google Scholar] [CrossRef]
- Talla, G.; Gangopadhayay, S.; Biswas, C. State of the art in powder-mixed electric discharge machining: A review. Proc. Inst. Mech.Eng. Part B J. Eng. Manuf. 2017, 231, 2511–2526. [Google Scholar] [CrossRef]
- Joshi, A.Y.; Joshi, A.Y. A systematic review on powder mixed electrical discharge machining. Heliyon 2019, 5, e02963. [Google Scholar] [CrossRef]
- Abdudeen, A.; Abu Qudeiri, J.E.; Kareem, A.; Ahammed, T.; Ziout, A. Recent advances and perceptive insights into powder-mixed dielectric fluid of EDM. Micromachines 2020, 11, 754. [Google Scholar] [CrossRef]
- Al-Amin, M.; Rani, A.M.A.; Aliyu, A.A.A.; Razak, M.A.A.; Hastuty, S.; Bryant, M.G. Powder mixed-EDM for potential biomedical applications: A critical review. Mater. Manuf. Process. 2020, 35, 1789–1811. [Google Scholar] [CrossRef]
- Al-Amin, M.; Danish, M.; Rubaiee, S. Investigation of Coatings, Corrosion and Wear Characteristics of Machined Biomaterials through Hydroxyapatite Mixed-EDM Process: A Review. Materials 2021, 14, 3597. [Google Scholar] [CrossRef]
- Aliyu, A.A.; Abdul-Rani, A.M.; Ginta, T.L.; Prakash, C.; Axinte, E.; Razak, M.A.; Ali, S. A Review of Additive Mixed-Electric Discharge Machining: Current Status and Future Perspectives for Surface Modification of Biomedical Implants. Adv. Mater. Sci. 2017, 2017, 8723239. [Google Scholar] [CrossRef]
- Aliyu, A.A.; Abdul-Rani, A.M.; Ginta, T.L.; Rao, T.; Axinte, E.; Ali, S.; Ramli, M. Hydroxyapatite electro discharge coating of Zr-based bulk metallic glass for potential orthopedic application. Key Eng. Mater. 2019, 796, 123–128. [Google Scholar] [CrossRef]
- Yu, Z.; Jun, T.; Masanori, K. Dry electrical discharge machining of cemented carbide. J. Mater. Process. Technol. 2004, 149, 353–357. [Google Scholar] [CrossRef]
- Patowari, P.K.; Saha, P.; Mishra, P.K. Taguchi analysis of surface modification technique using W-Cu powder metallurgy sintered tools in EDM and characterization of the deposited layer. Int. J. Adv. Manuf. Technol. 2011, 54, 593–604. [Google Scholar] [CrossRef]
- Aliyu, A.A.; Abdul-Rani, A.M.; Rao, T.; Axinte, E.; Hastuty, S.; Parameswari, R.; Subramaniam, J.R.; Thyagarajan, S. Characterization, adhesion strength and in-vitro cytotoxicity investigation of hydroxyapatite coating synthesized on Zr-based BMG by electro discharge process. Surf. Coat. Technol. 2019, 370, 213–226. [Google Scholar] [CrossRef]
- Kunieda, M.; Yoshida, M.; Taniguchi, N. Electrical Discharge Machining in Gas. RP Ann. 1996, 46, 143–146. [Google Scholar] [CrossRef]
- Philip, J.T.; Mathew, J.; Kuriachen, B. Transition from EDM to PMEDM—Impact of suspended particulates in the dielectric on Ti6Al4V and other distinct material surfaces: A review. J. Manuf. Process. 2021, 64, 1105–1142. [Google Scholar] [CrossRef]
- Ho, S.; Aspinwall, D.; Voice, W. Use of powder metallurgy (PM) compacted electrodes for electrical discharge surface alloying/modification of Ti-6Al-4V alloy. J. Mater. Process. Technol. 2007, 191, 123–126. [Google Scholar] [CrossRef]
- Lim, H.; Wong, Y.; Rahman, M.; Lee, M.E. A study on the machining of high-aspect ratio micro-structures using micro-EDM. J. Mater. Process. Technol. 2003, 140, 318–325. [Google Scholar] [CrossRef]
- Uhlmann, E.; Piltz, S.; Doll, U. Machining of micro/miniature dies and moulds by electrical discharge machining—Recent development. J. Mater. Process. Technol. 2005, 167, 488–493. [Google Scholar] [CrossRef]
- Uhlmann, E.; Piltz, S.; Oberschmidt, D. Machining of micro rotational parts by wire electrical discharge grinding. Prod. Eng. 2008, 2, 227–233. [Google Scholar] [CrossRef]
- Govindan, P.; Gupta, A.; Joshi, S.S.; Malshe, A.; Rajurkar, K. Single-spark analysis of removal phenomenon in magnetic field assisted dry EDM. J. Mater. Process. Technol. 2013, 213, 1048–1058. [Google Scholar] [CrossRef]
- Ali, S.; Abdul Rani, A.M.; Ahmad Mufti, R.; Ahmed, S.W.; Baig, Z.; Hastuty, S.; Razak, M.A.H.A.; Abdu, A.A.A. Optimization of sintering parameters of 316L stainless steel for in-situ nitrogen absorption and surface nitriding using response surface methodology. Processes 2020, 8, 297. [Google Scholar] [CrossRef]
- Volosova, M.A.; Okunkova, A.A.; Povolotskiy, D.E.; Podrabinnik, P.A. Study of electrical discharge machining for the parts of nuclear industry usage. Mech. Ind. 2015, 16, 706. [Google Scholar] [CrossRef]
- Ayesta, I.; Izquierdo, B.; Sánchez, J.; Ramos, J.; Plaza, S.; Pombo, I.; Ortega, N.; Bravo, H.; Fradejas, R.; Zamakona, I. Influence of EDM parameters on slot machining in C1023 aeronautical alloy. Procedia CIRP 2013, 6, 129–134. [Google Scholar] [CrossRef]
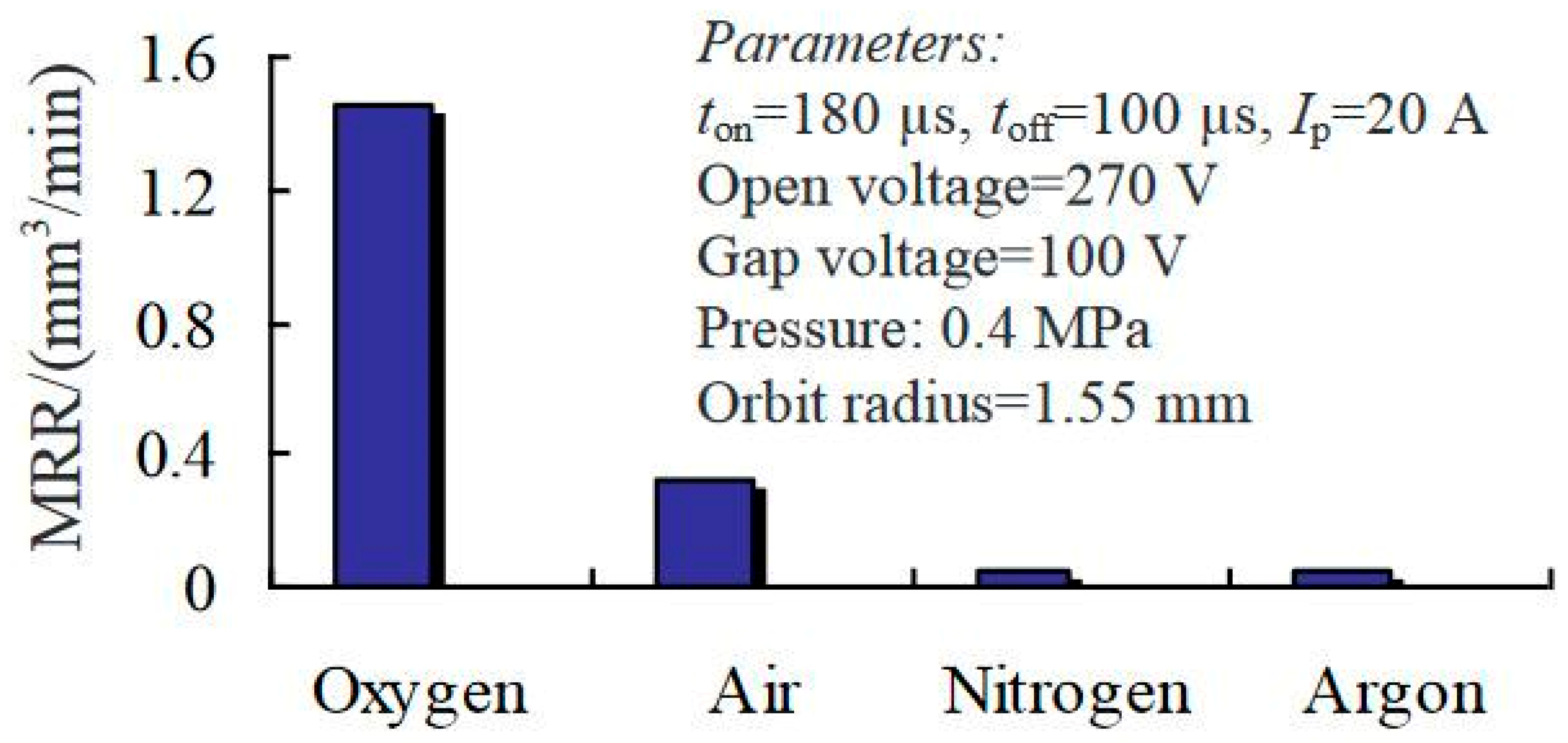
- Liqing, L.; Yingjie, S. Study of dry EDM with oxygen-mixed and cryogenic cooling approaches. Procedia CIRP 2013, 6, 344–350. [Google Scholar] [CrossRef]
- Peng, P.-W.; Ou, K.-L.; Lin, H.-C.; Pan, Y.-N.; Wang, C.-H. Effect of electrical-discharging on formation of nanoporous biocompatible layer on titanium. J. Alloys Compd. 2010, 492, 625–630. [Google Scholar] [CrossRef]
- Sales, W.; Oliveira, A.; Raslan, A. Titanium perovskite (CaTiO3) formation in Ti6Al4V alloy using the electrical discharge machining process for biomedical applications. Surf. Coat. Technol. 2016, 307, 1011–1015. [Google Scholar] [CrossRef]
- Shabgard, M.; Khosrozadeh, B. Investigation of carbon nanotube added dielectric on the surface characteristics and machining performance of Ti–6Al–4V alloy in EDM process. J. Manuf. Process. 2017, 25, 212–219. [Google Scholar] [CrossRef]
- Abdul-Rani, A.; Nanimina, A.; Ginta, T.; Razak, M. Machined Surface Quality in Nano Aluminum Mixed Electrical Discharge Machining. Procedia Manuf. 2017, 7, 510–517. [Google Scholar] [CrossRef]
- Aliyu, A.A.A.; Rohani, J.M.; Rani, A.M.A.; Musa, H. Optimization of Electric Discharge Machining Parameters of SiSiC through Response Surface Methodology. J. Teknol. 2017, 1, 119–129. [Google Scholar]
- Aliyu, A.A.A.; Abdul-Rani, A.M.; Ginta, T.L.; Rao, T.V.V.L.N.; Selvamurugan, N.; Roy, S. Hydroxyapatite mixed-electro discharge formation of bioceramic Lakargiite (CaZrO3) on Zr—Cu—Ni—Ti—Be for orthopedic application. Mater. Manuf. Process. 2018, 33, 1734–1744. [Google Scholar] [CrossRef]
- Amin, A.; Abdul-Rani, A.M.; Rao, T.; Danish, M.; Rubaiee, S.; bin Mahfouz, A.; Parameswari, R.; Wani, M. Investigation of machining and modified surface features of 316L steel through novel hybrid of HA/CNT added-EDM process. Mater. Chem. Phys. 2022, 276, 125320. [Google Scholar] [CrossRef]
- Mahamat, A.Z. Synthesizing and Evaluation of new EDM Electrode Materials for Machining Hardened Die-Steel Using Taguchi Technique. Ph.D. Thesis, Universiti Teknologi Petronas, Seri Iskandar, Malaysia, 2012. [Google Scholar]
- Ali, S.; Abdul Rani, A.M.; Mufti, R.A.; Hastuty, S.; Hussain, M.; Shehzad, N.; Baig, Z.; Abdu Aliyu, A.A. An Efficient Approach for Nitrogen Diffusion and Surface Nitriding of Boron-Titanium Modified Stainless Steel Alloy for Biomedical Applications. Metals 2019, 9, 755. [Google Scholar] [CrossRef]
- Jampana, V.N.R.; Rao, P.S.V.R.; Sampathkumar, A. Experimental and Thermal Investigation on Powder Mixed EDM Using FEM and Artificial Neural Networks. Adv. Mater. Sci. Eng. 2021, 2021, 8138294. [Google Scholar] [CrossRef]
- Amin, A.; Abdul-Rani, A.M.; Ahmed, R.; Rao, T.V.V.L.N. Mulatite-added EDM technique for processing of 316L-steeltiple-objective optimization of hydroxyap. Mater. Manuf. Process. 2021, 36, 1134–1145. [Google Scholar] [CrossRef]
- Shunmugam, M.; Philip, P.; Gangadhar, A. Improvement of wear resistance by EDM with tungsten carbide P/M electrode. Wear 1994, 171, 1–5. [Google Scholar] [CrossRef]
- Tyagi, R.; Pandey, K.; Das, A.K.; Mandal, A. Deposition of hBN+Cu layer through electrical discharge process using green compact electrode. Mater. Manuf. Process. 2019, 34, 1035–1048. [Google Scholar] [CrossRef]
- Zhao, X.; Yang, L.; Zuo, Y.; Xiong, J. Hydroxyapatite Coatings on Titanium Prepared by Electrodeposition in a Modified Simulated Body Fluid. Chin. J. Chem. Eng. 2009, 17, 667–671. [Google Scholar] [CrossRef]
- Uhlmann, E.; Domingos, D.C. Investigations on Vibration-assisted EDM-machining of Seal Slots in High-Temperature Resistant Materials for Turbine Components -Part II. Procedia CIRP 2016, 42, 334–339. [Google Scholar] [CrossRef]
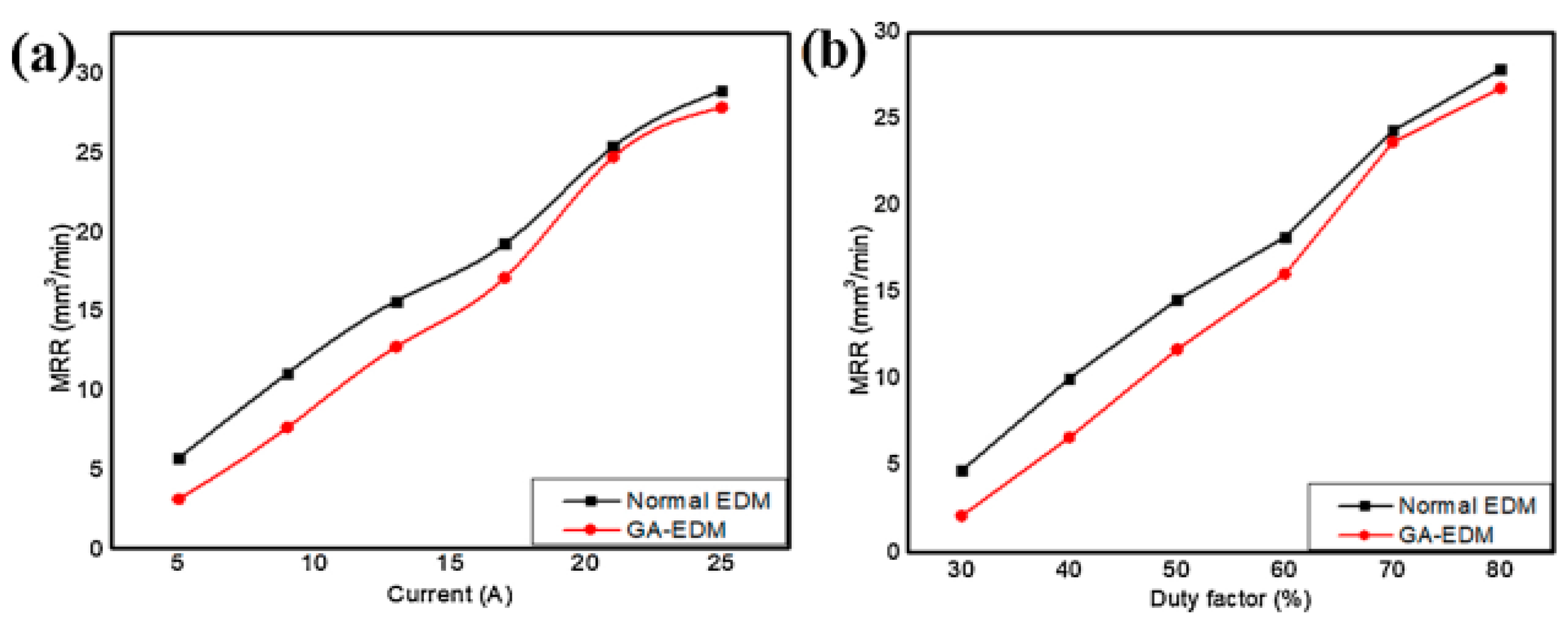
- Das, S.; Paul, S.; Doloi, B. A gap-active electrical discharge machining (GA-EDM ) to rectify the textural defects of the processed surface. J. Manuf. Process. 2021, 64, 594–605. [Google Scholar] [CrossRef]
- Khan, M.Y.; Rao, P.S.; Pabla, B.S. Characterization of Jatropha Curcas oil based Biodiesel for Utilization as Dielectric media in EDM Process. Mater. Today 2020, 26, 335–340. [Google Scholar] [CrossRef]
- Singaravel, B.; Shekar, K.C.; Reddy, G.G.; Prasad, S.D. Experimental investigation of vegetable oil as dielectric fluid in Electric discharge machining of Ti-6Al-4V. Ain Shams Eng. J. 2020, 11, 143–147. [Google Scholar] [CrossRef]
- Gupta, V.; Singh, P.; Singh, B.; Mishra, R. Vegetable oil based dielectric fluids for electrical discharge Machining Process: Advancements and challenges. Mater. Today Proc. 2022, 62, 3129–3132. [Google Scholar] [CrossRef]
- Kolli, M.; Kumar, A. Effect of dielectric fluid with surfactant and graphite powder on Electrical Discharge Machining of titanium alloy using Taguchi method. Eng. Sci. Technol. Int. J. 2015, 18, 524–535. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhang, M.; Yang, F. Study on the Discharge Characteristics of Single-Pulse Discharge in Micro-EDM. Micromachines 2020, 11, 55. [Google Scholar] [CrossRef]
- Schnakovszky, C.; Herghelegiu, E. Experimental Investigation of Stability of Vegetable Oils Used as Dielectric Fluids for Electrical Discharge Machining. Processes 2020, 8, 1187. [Google Scholar] [CrossRef]
- Dhakar, K.; Dvivedi, A. Parametric Evaluation on Near-Dry Electric Discharge Machining. Mater. Manuf. Process. 2016, 31, 413–421. [Google Scholar] [CrossRef]
- Kunieda, N.T.M.; Furuoya, S. Improvement of EDM efficiency by supplying oxygene gas into gap. CIRP Ann. Technol. 1991, 40, 215–218. [Google Scholar] [CrossRef]
- Yan, B.H.; Tsai, H.C.; Huang, F.Y. The effect in EDM of a dielectric of a urea solution in water on modifying the surface of titanium. Int. J. Mach. Tools Manuf. 2005, 45, 194–200. [Google Scholar] [CrossRef]
- Das, S.; Paul, S.; Doloi, B. Feasibility investigation of neem oil as a dielectric for electrical discharge machining. Int. J. Adv. Manuf. Technol. 2020, 106, 1179–1189. [Google Scholar] [CrossRef]
- Das, S.; Paul, S.; Doloi, B. Investigation of the Machining Performance of Neem Oil as a Dielectric Medium of EDM: A Sustainable Approach. IOP Conf. Ser. Mater. Sci. Eng. 2019, 653, 012017. [Google Scholar] [CrossRef]
- Mohammed, L.; Syed, M.; Bakrutheen, M.W.; Karthik, M. Study on Critical Properties of Vegetable Oil-based Insulating Fluids. In Proceedings of the 2015 Annual IEEE India Conference, New Delhi, India, 17–20 December 2015; pp. 25–28. [Google Scholar]
- Khan, M.Y.; Rao, P.S.; Pabla, B.; Kumar, K.A. Journal of King Saud University—Science Feasibility of used cooking oil-based biodiesel (UCOB) as a dielectric for electrical discharge machining. J. King Saud Univ. Sci. 2022, 34, 102305. [Google Scholar] [CrossRef]
- Ming, W.; Xie, Z.; Ma, J.; Du, J.; Zhang, G.; Cao, C.; Zhang, Y. Critical review on sustainable techniques in electrical discharge machining. J. Manuf. Process. 2021, 72, 375–399. [Google Scholar] [CrossRef]
- Tyagi, R.; Mahto, N.K.; Das, A.K.; Mandal, A. Preparation of MoS2+Cu coating through the EDC process and its analysis. Surf. Eng. 2020, 36, 86–93. [Google Scholar] [CrossRef]
- Niranjan, T.; Singaravel, B.; Chakradhar, B.; Kumar, D.S. Investigation of vegetable oil as dielectric fluid in electric discharge machining. Mater. Today Proc. 2023, 10–14. [Google Scholar] [CrossRef]
- Aliyu, A.A. Coating of Bulk Metallic Glass Through Electro-Discharge Process for Potential Orthopedic Application. Ph.D. Thesis, Universiti Tekbologi Petronas, Seri Iskandar, Malaysia, 2019. [Google Scholar]
- Singh, K.; Agarwal, A.K.; Yadav, R. Effect of Dielectric fluids used on EDM Performance: A Review. Int. J. Emerg. Technol. Eng. Res. 2017, 5, 9–16. [Google Scholar]
- Biswal, S.; Tripathy, S.; Tripathy, D. Machining performance analysis for PMEDM of biocompatible material Ti-6Al-7Nb alloy: A machine learning approach. Mater. Lett. 2022, 320, 132337. [Google Scholar] [CrossRef]
- Aliyu, A.A.; Abdul-Rani, A.M.; Al-Amin, M.; Hastuty, S.; Razak, M.A.; Ali, S.; Danish, M.; Rubaiee, S.; Bin Mahfouz, A.; Hamza, A.N. Deposition of biomimetic biocompatible oxides on metallic glass surface by electro-discharge coating process. Materwiss. Werksttech. 2023, 54, 129–136. [Google Scholar] [CrossRef]
- Viswanth, V.S.; Ramanujam, R.; Rajyalakshmi, G. ScienceDirect A Review of Research Scope on Sustainable and Eco-Friendly Electrical Discharge Machining (E-EDM). Mater. Today Proc. 2018, 5, 12525–12533. [Google Scholar] [CrossRef]
- Roughness, S.; Aliyu, A.A.A.; Abdul-Rani, A.M.; Rubaiee, S.; Danish, M.; Bryant, M.; Hastuty, S.; Razak, M.A.H.; Ali, S. Electro-Discharge Machining of Zr67Cu11Ni10Ti9Be3: An Investigation on Hydroxyapatite Deposition and Surface Roughness. Processes 2020, 8, 635. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.; Puri, S.; Aggarwal, A. Electric Discharge Machining—A Potential Choice for Surface Modification of Metallic Implants for Orthopedic Applications: A Review. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture; SAGE Publications Ltd.: New York, NY, USA, 2016; Volume 230, pp. 331–353. [Google Scholar] [CrossRef]
- Amin, A.; Abdul-Rani, A.M.; Danish, M.; Thompson, H.M.; Aliyu, A.A.A.; Hastuty, S.; Zohura, F.T.; Bryant, M.G.; Rubaiee, S.; Rao, T. Assessment of PM-EDM cycle factors influence on machining responses and surface properties of biomaterials: A comprehensive review. Precis. Eng. 2020, 66, 531–549. [Google Scholar] [CrossRef]
- Nanimina, A.M.; Rani, A.M.A.; Ginta, T.L. Assessment of Powder Mixed EDM: A Review. MATEC Web Conf. 2014, 13, 2–5. [Google Scholar] [CrossRef]
- Al-Amin, M.; Abdul-Rani, A.M.; Rana, M.; Hastuty, S.; Danish, M.; Rubaiee, S.; bin Mahfouz, A. Evaluation of modified 316L surface properties through HAp suspended EDM process for biomedical application. Surf. Interfaces 2021, 28, 101600. [Google Scholar] [CrossRef]
- Aliyu, A.A.A.; Udomlertpreecha, S.; Medhisuwakul, M.; Panwisawas, C.; Reed, R.; Puncreobutr, C.; Khamwannah, J.; Kuimalee, S.; Yipyintum, C.; Lohwongwatana, B. A new toxic-free Ti40Zr10Co36Pd14 metallic glass with good biocompatibility and surface behaviour comparable to Ti-6Al-4V. Mater. Des. 2022, 218, 110691. [Google Scholar] [CrossRef]
- Al-Khazraji, A.; Amin, S.A.; Ali, S.M. The effect of SiC powder mixing electrical discharge machining on white layer thickness, heat flux and fatigue life of AISI D2 die steel. Eng. Sci. Technol. Int. J. 2016, 19, 1400–1415. [Google Scholar] [CrossRef]
- Marashi, H.; Sarhan, A.A.; Hamdi, M. Employing Ti nano-powder dielectric to enhance surface characteristics in electrical discharge machining of AISI D2 steel. Appl. Surf. Sci. 2015, 357, 892–907. [Google Scholar] [CrossRef]
- Toshimitsu, R.; Okada, A.; Kitada, R.; Okamoto, Y. Improvement in Surface Characteristics by EDM with Chromium Powder Mixed Fluid. Procedia CIRP 2016, 42, 231–235. [Google Scholar] [CrossRef]
- Singh, B.; Kumar, J.; Kumar, S. Influences of Process Parameters on MRR Improvement in Simple and Powder-Mixed EDM of AA6061/10%SiC Composite. Mater. Manuf. Process. 2015, 30, 303–312. [Google Scholar] [CrossRef]
- Porwal, R.K.; Kumar, V. An overview of CNT based electric discharge machining. Mater. Today Proc. 2021, 44, 1944–1948. [Google Scholar] [CrossRef]
- Mandal, P.; Mondal, S.C. Surface characteristics of mild steel using EDM with Cu-MWCNT composite electrode. Mater. Manuf. Process. 2019, 34, 1326–1332. [Google Scholar] [CrossRef]
- Saha, S.K. Experimental Investigation of the Dry Electric Discharge Machining (Dry EDM) Process. Indian Institute of Technology Kanpur. 2008. Available online: https://www.researchgate.net/publication/201146222 (accessed on 17 October 2022).
- Rehbein, W.; Schulze, H.-P.; Mecke, K.; Wollenberg, G.; Storr, M. Influence of selected groups of additives on breakdown in EDM sinking. J. Mater. Process. Technol. 2004, 149, 58–64. [Google Scholar] [CrossRef]
- Kolli, M.; Kumar, A. Surfactant and graphite powder-assisted electrical discharge machining of titanium alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 641–657. [Google Scholar] [CrossRef]
- Singh, G.; Samra, P.S.; Kumar, A. Tool electrode considerations in EDM of titanium alloys—A review. Mater. Today Proc. 2022, 56, 3117–3120. [Google Scholar] [CrossRef]
- Abdul-Rani, A.M.; Aliyu, A.A.A.; Hastuty, S.; Ginta, T.L.; Rao, T.V.V.L.N.; Ali, S. Enhancing surface quality of Zr-Cu-Ni-Ti-Be through hydroxyapatite mixed EDM for potential orthopedic application. AIP Conf. Proc. 2018, 2035, 080010. [Google Scholar] [CrossRef]
- Al Amin, M.; Rani, A.M.A.; Aliyu, A.A.A.; Bryant, M.G.; Danish, M.; Ahmad, A. Bio-ceramic coatings adhesion and roughness of biomaterials through PM-EDM: A comprehensive review. Mater. Manuf. Process. 2020, 35, 1157–1180. [Google Scholar] [CrossRef]
- Mahendran, R.; Devarajan, T.; Nagarajan, A. A Review of Micro-EDM. In Proceedings of the International MultiConference of Engineers and Computer Scientists (IMECS 2010), Kowloon, Hong Kong, 17–19 March 2010; p. 2246. [Google Scholar]
- Nimmawitt, P.; Aliyu, A.A.A.; Lohwongwatana, B.; Arunjaroensuk, S.; Puncreobutr, C.; Mattheos, N.; Pimkhaokham, A. Understanding the Stress Distribution on Anatomic Customized Root-Analog Dental Implant at Bone-Implant Interface for Different Bone Densities. Materials 2022, 15, 6379. [Google Scholar] [CrossRef]
- Jha, B.; Ram, K.; Rao, M. An overview of technology and research in electrode design and manufacturing in sinking electrical discharge machining. J. Eng. Sci. Technol. Rev. 2011, 4, 118–130. Available online: www.jestr.org (accessed on 17 October 2022). [CrossRef]
- Danade, U.A.; Londhe, S.D.; Metkar, R.M. Machining performance of 3D-printed ABS electrode coated with copper in EDM. Rapid Prototyp. J. 2019, 25, 1224–1231. [Google Scholar] [CrossRef]
- Padhi, S.K.; Mahapatra, S.S.; Padhi, R.; Das, H.C. Performance analysis of a thick copper-electroplated FDM ABS plastic rapid tool EDM electrode. Adv. Manuf. 2018, 6, 442–456. [Google Scholar] [CrossRef]
- Fefar, S.D.; Karajagikar, M.J.S. Study and Analysis of Metallized Electrode Fabricated with FDM Rapid Prototyping Technique for Electro Discharge Machining (EDM). In Proceedings of the 5th International & 26th All India Manufacturing Technology Design and Research Conference (AIMTDR 2014), IIT Guwahati, Assam, India, 12–14 December 2014; pp. 37–42. [Google Scholar]
- Saxena, P.; Metkar, R.M. Development of electrical discharge machining (EDM) electrode using fused deposition modeling (FDM). In 3D Printing and Additive Manufacturing Technologies; Springer: Singapore, 2018; pp. 257–268. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Chen, D.Y.; Lai, M.Y.; Tzou, G.J. EDM electrode manufacturing using RP combining electroless plating with electroforming. Int. J. Adv. Manuf. Technol. 2008, 38, 915–924. [Google Scholar] [CrossRef]
- Arthur, A.; Dickens, P. The measurement of heat distribution in stereolithography electrodes during electro-discharge machining. Int. J. Prod. Res. 1998, 36, 2451–2461. [Google Scholar] [CrossRef]
- Li, D.; Goodwin, K.; Yang, C.-L. Electroless copper deposition on aluminum-seeded ABS plastics. J. Mater. Sci. 2008, 43, 7121–7131. [Google Scholar] [CrossRef]
- Li, D.; Yang, C.-L. Acidic electroless copper deposition on aluminum-seeded ABS plastics. Surf. Coat. Technol. 2009, 203, 3559–3568. [Google Scholar] [CrossRef]
- Dechasit, P.; Trakarnpruk, W. Surface Treatment of ABS Using Cobalt and Nickel Solution for Electroless Plating. Ph.D. Thesis, Chulalongkorn University, Bangkok, Thailand, 2011. [Google Scholar]
- Czelusniak, T.; Amorim, F.L.; Lohrengel, A.; Higa, C.F. Development and application of copper-nickel zirconium diboride as EDM electrodes manufactured by selective laser sintering. J. Adv. Manuf. Technol. 2014, 72, 905–917. [Google Scholar] [CrossRef]
- Tsai, H.; Yan, B.; Huang, F. EDM performance of Cr/Cu-based composite electrodes. Int. J. Mach. Tools Manuf. 2003, 43, 245–252. [Google Scholar] [CrossRef]
- Beri, N.; Maheshwari, S.; Sharma, C. Evaluation of surface quality during electrical discharge machining of Inconel 718 with powder metallurgy electrodes. Adv. Mater. Res. 2012, 410, 245–248. [Google Scholar] [CrossRef]
- Patowari, P.K.; Saha, P.; Mishra, P.K. Artificial neural network model in surface modification by EDM using tungsten-copper powder metallurgy sintered electrodes. Int. J. Adv. Manuf. Technol. 2010, 51, 627–638. [Google Scholar] [CrossRef]
- Aspinwall, D.; Dewes, R.; Lee, H.; Simao, J.; McKeown, P. Electrlcal Dlscharge Surface Alloylng of Ti and Fe Workpiece Materlals Using Refractory Powder Compact Electrodes and Cu Wire. CIRP Ann. Manuf. Technol. 2003, 52, 151–156. [Google Scholar] [CrossRef]
- Cogun, C.; Esen, Z.; Genc, A.; Cogun, F.; Akturk, N. Effect of powder metallurgy Cu-B4C electrodes on workpiece surface characteristics and machining performance of electric discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 2190–2203. [Google Scholar] [CrossRef]
- SChakraborty; Kar, S.; Dey, V.; Ghosh, S.K. Multi Attribute Decision Making for Determining Optimum Process Parameter in EDC with Si and Cu Mixed Powder Green Compact Electrodes. J. Sci. Ind. Res. 2018, 77, 229–236. [Google Scholar]
- Teng, Y.L.; Li, L.; Zhang, W.; Wang, N.; Feng, C.C.; Ren, J. Machining characteristics of PCD by EDM with Cu-Ni composite electrode. Mater. Manuf. Process. 2020, 35, 442–448. [Google Scholar] [CrossRef]
- Wang, Z.L.; Fang, Y.; Wu, P.N.; Zhao, W.S.; Cheng, K. Surface modi®cation process by electrical discharge machining with a Ti powder green compact electrode. J. Mater. Process. Technol. 2002, 129, 139–142. [Google Scholar] [CrossRef]
- Li, L.; Niu, Z.W.; Zheng, G.M. Ultrasonic Electrodeposition of Cu-SiC Electrodes for EDM. Mater. Manuf. Process. 2016, 31, 37–41. [Google Scholar] [CrossRef]
- Kar, A.; Raja, K.; Misra, M. Electrodeposition of hydroxyapatite onto nanotubular TiO2 for implant applications. Surf. Coat. Technol. 2006, 201, 3723–3731. [Google Scholar] [CrossRef]
- Wang, L.-N.; Luo, J.-L. Preparation of hydroxyapatite coating on CoCrMo implant using an effective electrochemically-assisted deposition pretreatment. Mater. Charact. 2011, 62, 1076–1086. [Google Scholar] [CrossRef]
- Shozib, I.A.; Ahmad, A.; Abdul-Rani, A.M.; Beheshti, M.; Aliyu, A.A. A review on the corrosion resistance of electroless Ni-P based composite coatings and electrochemical corrosion testing methods. Corros. Rev. 2022, 40, 1–37. [Google Scholar] [CrossRef]
- Gopal, R.; Thirunavukkarasu, K. Effect of ECAP on copper electrode in spark machining. Mater. Today Proc. 2020, 21, 253–256. [Google Scholar] [CrossRef]
- Wu, K.L.; Yan, B.H.; Huang, F.Y.; Chen, S.C. Improvement of Surface Finish on SKD Steel using Electro-Discharge Machining with Aluminum and Surfactant added dielectric. Int. J. Mach. Tools Manuf. 2005, 45, 1195–1201. [Google Scholar] [CrossRef]
- Fathi, M.; Azam, F. Novel hydroxyapatite/tantalum surface coating for metallic dental implant. Mater. Lett. 2007, 61, 1238–1241. [Google Scholar] [CrossRef]
- Yin, H.; Yang, J.; Zhang, Y.; Crilly, L.; Jackson, R.L.; Lou, X. Carbon nanotube (CNT) reinforced 316L stainless steel composites made by laser powder bed fusion: Microstructure and wear response. Wear 2022, 496-497, 204281. [Google Scholar] [CrossRef]
- Aliyu, A.A.A.; Panwisawas, C.; Shinjo, J.; Puncreobutr, C.; Reed, R.C.; Poungsiri, K.; Lohwongwatana, B. Laser-based additive manufacturing of bulk metallic glasses: Recent advances and future perspectives for biomedical applications. J. Mater. Res. Technol. 2023, 23, 2956–2990. [Google Scholar] [CrossRef]
- Dürr, H.; Pilz, R.; Eleser, N.S. Rapid Tooling of EDM Electrodes by means of Selective Laser Sintering. Comput. Ind. 1999, 39, 35–45. [Google Scholar] [CrossRef]
- Tay, F.E.H.; Haider, E.A. The Potential of Plating Techniques in the Development of Rapid EDM Tooling; Springer: London, UK, 2001. [Google Scholar]
- Cheah, C.; Chua, C.; Lee, C.; Feng, C.; Totong, K. Rapid prototyping and tooling techniques: A review of applications for rapid investment casting. Int. J. Adv. Manuf. Technol. 2005, 25, 308–320. [Google Scholar] [CrossRef]
- Gillot, F.; Mognol, P.; Furet, B. Dimensional accuracy studies of copper shells used for electro-discharge machining electrodes made with rapid prototyping and the electroforming process. J. Mater. Process. Technol. 2005, 159, 33–39. [Google Scholar] [CrossRef]
- Equbal, A.; Islamia, J.M.; Sood, A.K. Technology. Rapid prototyping Application in manufacturing of EDM Electrode. Int. J. Sci. Eng. Res. 2013, 4. [Google Scholar]
- Arthur, A.; Dickens, P.M.; Cobb, R.C. Using Rapid Prototyping to Produce EDM Electrode. Rapid Prototyp. J. 1996, 2, 4–12. [Google Scholar] [CrossRef]
- Akula, S.; Karunakaran, K. Hybrid adaptive layer manufacturing: An Intelligent art of direct metal rapid tooling process. Robot. Comput. Integr. Manuf. 2006, 22, 113–123. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, R.; Liu, Y.; Zhang, L. Understanding melt pool characteristics in laser powder bed fusion: An overview of single- and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, I.; Sood, A.K. An investigation on the feasibility of fused deposition modelling process in EDM electrode manufacturing. CIRP J. Manuf. Sci. Technol. 2019, 26, 10–25. [Google Scholar] [CrossRef]
- Ilani, M.A.; Khoshnevisan, M. Powder mixed-electrical discharge machining (EDM) with the electrode is made by fused deposition modeling (FDM) at Ti-6Al-4V machining procedure. Multiscale Multidiscip. Model. Exp. Des. 2020, 3, 173–186. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Bolz, R.; Gridin, W. Application of additive manufactured tungsten carbide tool electrodes in EDM. Procedia CIRP 2018, 68, 86–90. [Google Scholar] [CrossRef]
- Pawar, P.; Anasane, S.; Ballav, A.R.; Kumar, A. Experimental Study of Electroless Copper Coated On Abs Material Used For Tooling In EDM Machining Process. J. Prod. Eng. 2016, 19, 27–32. [Google Scholar]
- Simão, J.; Aspinwall, D.; El-Menshawy, F.; Meadows, K. Surface alloying using PM composite electrode materials when electrical discharge texturing hardened AISI D2. J. Mater. Process. Technol. 2002, 127, 211–216. [Google Scholar] [CrossRef]
- Samueli, M.P.; Philipt, P.K. Powder Metallurgy Tool Electrode for Electrical Discharge Machining. Mech.Tools Manufact. 1997, 37, 1625–1633. [Google Scholar] [CrossRef]
- Kumar, P.M.; Sivakumar, K.; Jayakumar, N. Surface Modification on OHNS Steel Using Cu-CrB 2 Green Compact Electrode in EDM. 2018. Available online: www.sciencedirect.comwww.materialstoday.com/proceedings2214-7853 (accessed on 9 January 2023).
- Mazarbhuiya, R.M.; Rahang, M. Reverse EDM process for pattern generation using powder metallurgical green compact tool. Mater. Manuf. Process. 2020, 35, 1741–1748. [Google Scholar] [CrossRef]
- Patowari, P.K.; Mishra, U.K.; Saha, P.; Mishra, P.K. Surface integrity of C-40 steel processed with WC-Cu powder metallurgy green compact tools in EDM. Mater. Manuf. Process. 2011, 26, 668–676. [Google Scholar] [CrossRef]
- Sarmah, A.; Kar, S.; Patowari, P.K. Surface modification of aluminum with green compact powder metallurgy Inconel-aluminum tool in EDM. Mater. Manuf. Process. 2020, 35, 1104–1112. [Google Scholar] [CrossRef]
- Gangadhar, A.; Shunmugam, M.; Philip, P. Surface Modification in Electrodischarge Processing with a Powder Compact Tool Electrode. Wear 1991, 143, 45–55. [Google Scholar] [CrossRef]
- Krishna, M.E.; Patowari, P.K. Parametric optimisation of electric discharge coating process with powder metallurgy tools using Taguchi analysis. Surf. Eng. 2013, 29, 703–711. [Google Scholar] [CrossRef]
- Das, A.; Misra, J.P. Experimental investigation on surface modification of aluminum by electric discharge coating process using TiC/Cu green compact tool-electrode. Mach. Sci. Technol. 2012, 16, 601–623. [Google Scholar] [CrossRef]
- Nair, S.; Dutta, A.; Giridharan, A. Investigation on EDM machining of Ti6Al4V with negative polarity brass electrode. Mater. Manuf. Process. 2019, 34, 1824–1831. [Google Scholar] [CrossRef]
- Siddique, A.R.; Mohanty, S.; Das, A.K. Micro-electrical discharge coating of Titanium alloy using WS2 and Brass P/M electrode. Mater. Manuf. Process. 2019, 34, 1761–1774. [Google Scholar] [CrossRef]
- Ali, S.; Irfan, M.; Niazi, U.M.; Rani, A.M.A.; Shah, I.; Legutko, S.; Rahman, S.; Jalalah, M.; Alsaiari, M.A.; Glowacz, A.; et al. Synthesis, surface nitriding and characterization of ti-nb modified 316l stainless steel alloy using powder metallurgy. Materials 2021, 14, 3270. [Google Scholar] [CrossRef]
- Bisaria, H.; Patra, B.B.; Mohanty, S. Surface modification during hydroxyapatite powder mixed electric discharge machining of metallic biomaterials: A review. Surf. Eng. 2022, 38, 680–706. [Google Scholar] [CrossRef]
- Singh, H.; Banwait, S.S. Experimental Investigations of Surface Modification of AISI 1045 Die Steel by Electro Discharge Machining Process. Am. J. Mech. Eng. 2016, 4, 131–141. [Google Scholar] [CrossRef]
- Gill, A.S.; Kumar, S. Surface Roughness and Microhardness Evaluation for EDM with Cu-Mn Powder Metallurgy Tool. Mater. Manuf. Process. 2016, 31, 514–521. [Google Scholar] [CrossRef]
- Gill, A.S.; Kumar, S. Micro-hardness evaluation for surface alloying of H11 die steel with Cu–Cr–Ni powder metallurgy tool in electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 438–450. [Google Scholar] [CrossRef]
- Murray, J.; Cook, R.; Senin, N.; Algodi, S.; Clare, A. Defect-free TiC/Si multi-layer electrical discharge coatings. Mater. Des. 2018, 155, 352–365. [Google Scholar] [CrossRef]
- Kumar, P.M.; Sivakumar, K.; Kumar, S.M.V. Experimental Investigation Of Electrical Discharge Machining Of Inconel 718 Using A Tib2-Cu Sintered Composite Electrode. Mater. Tehnol. 2022, 56, 131–138. [Google Scholar] [CrossRef]
- Sridhar, S.; Valeti, S.V.; Koti, V.; Sathish, S.; Chand, R.R.; Sivakumar, N.; Subbiah, R.; Veerappan, G. Surface Modification of Strenx 900 Steel Using Electrical Discharge Alloying Process with Cu-10Ni- CrxPowder Metallurgy Sintered Electrode. Mater. Res. 2022, 25. [Google Scholar] [CrossRef]
- Tambuwal, F.R.; Oparanti, S.O.; Abdulkadir, I.; Sadiq, U.; Abdelmalik, A.A. Investigative study on the AC and DC breakdown voltage of nanofluid from Jatropha–Neem oil mixture for use in oil-filled power equipment. Int. J. Adv. Manuf. Technol. 2022, 119, 4375–4383. [Google Scholar] [CrossRef]
- Rahul; Mishra, D.K.; Datta, S.; Masanta, M. Effects of Tool Electrode on EDM Performance of Ti-6Al-4V. Silicon 2018, 10, 2263–2277. [Google Scholar] [CrossRef]
- Nalwa, H.S. Handbook of Low and High Dielectric Constant Materials and Their Applications; Academic Press: Cambridge, MA, USA, 1999. [Google Scholar]
- Peta, K.; Mendak, M.; Bartkowiak, T. Discharge Energy as a Key Contributing Factor Determining Microgeometry of Aluminum Samples Created by Electrical Discharge Machining. Crystals 2021, 11, 1371. [Google Scholar] [CrossRef]
- El-Taweel, T.A. Multi-response optimization of EDM with Al-Cu-Si-TiC P/M composite electrode. Int. J. Adv. Manuf. Technol. 2009, 44, 100–113. [Google Scholar] [CrossRef]
- Gill, A.S.; Kumar, S. Investigation of Micro-Hardness in Electrical Discharge Alloying of En31 Tool Steel with Cu—W Powder Metallurgy Electrode. Arab. J. Sci. Eng. 2017, 43, 1499–1510. [Google Scholar] [CrossRef]
- Amin, A.; Abdul-Rani, A.M.; Danish, M.; Zohura, F.T.; Rubaiee, S.; Ahmed, R.; Ali, S.; Sarikaya, M. Analysis of hybrid HA/CNT suspended-EDM process and multiple-objectives optimization to improve machining responses of 316L steel. J. Mater. Res. Technol. 2021, 15, 2557–2574. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pruncu, C.I.; Mishra, V.; Królczyk, G.; Pimenov, D.Y.; Pramanik, A. Surface modification of Ti-6Al-4V alloy by electrical discharge coating process using partially sintered Ti-Nb electrode. Materials 2019, 12, 1006. [Google Scholar] [CrossRef]
- Amorim, F.L.; Lohrengel, A.; Müller, N.; Schäfer, G.; Czelusniak, T. Performance of sinking EDM electrodes made by selective laser sintering technique. Int. J. Adv. Manuf. Technol. 2013, 65, 1423–1428. [Google Scholar] [CrossRef]
- Akhtar, S.; Saad, M.; Misbah, M.R.; Sati, M.C. ScienceDirect Recent Advancements in Powder Metallurgy: A Review. Mater. Today Proc. 2018, 5, 18649–18655. [Google Scholar] [CrossRef]
- Jithin, S.; Joshi, S.S. Surface topography generation and simulation in electrical discharge texturing: A review. J. Mater. Process. Technol. 2021, 298, 117297. [Google Scholar] [CrossRef]
- Kumar, M.; Gupta, R.K.; Pandey, A. Study of Cu-W, Cu-Mg, Cu-Si phase diagrams to fabricate composite electrode tool for Electrical Discharge machining. Mater. Today Proc. 2022, 63, 422–426. [Google Scholar] [CrossRef]
- Hagen, C.; Hognestad, A.; Knudsen, O.; Sørby, K. The effect of surface roughness on corrosion resistance of machined and epoxy coated steel. Prog. Org. Coat. 2019, 130, 17–23. [Google Scholar] [CrossRef]
- Simao, J.; Lee, H.; Aspinwall, D.; Dewes, R.; Aspinwall, E. Aspinwall, “Workpiece surface modification using electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 121–128. [Google Scholar] [CrossRef]
- Pandey, S.N.; Alam, S. An Experimental Investigation of Electrode Wear Rate (EWR) on EDM of SS-202 using Different Electrodes. Int. J. Sci. Eng. Res. 2015, 4, 2341–2347. Available online: www.ijsetr.com (accessed on 3 March 2023).
- Chunate, H.-T.; Khamwannah, J.; Aliyu, A.A.A.; Tantavisut, S.; Puncreobutr, C.; Khamkongkaeo, A.; Tongyam, C.; Tumkhanon, K.; Phetrattanarangsi, T.; Chanamuangkon, T.; et al. Titania Nanotube Architectures Synthesized on 3D-Printed Ti-6Al-4V Implant and Assessing Vancomycin Release Protocols. Materials 2021, 14, 6576. [Google Scholar] [CrossRef]
- Adnan, M.H.; Musa, H. Electrical Discharge Machining of Siliconized Silicon Carbide Using Copper Electrode. Master’s Thesis, Universiti Teknologi Malaysia, Johor, Malaysia, 2014. [Google Scholar]
- Peng, P.; Kumar, S.; Voelcker, N.H.; Szili, E.; Smart, R.S.C.; Griesser, H.J. Thin calcium phosphate coatings on titanium by electrochemical deposition in modified simulated body fluid. J. Biomed. Mater. Res. Part A 2006, 76, 347–355. [Google Scholar] [CrossRef]
- Aliyu, A.A.; Hamidon, M.; Rohani, J.M. Parametric study of powder mixed Electrical Discharge Machining and Mathematical Modeling of SiSiC using Copper Electrode. Adv. Mater. Res. 2014, 845, 878–882. [Google Scholar] [CrossRef]
- Gillani, F.; Zahid, T.; Bibi, S.; Khan, R.S.U.; Bhutta, M.R.; Ghafoor, U. Parametric Optimization for Quality of Electric Discharge Machined Profile by Using Multi-Shape Electrode. Materials 2022, 15, 2205. [Google Scholar] [CrossRef] [PubMed]
- Bartkowiak, M.W.T.; Mendak, M.; Mrozek, K. Analysis of Surface Microgeometry Created by Electric Discharge Machining. Materials 2020, 13, 3830. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Property | Primary Dielectric | Secondary Dielectric |
|---|---|---|---|
| 1 | Density (g/cm3) | 0.84 | 0.92 |
| 2 | Viscosity (ŋ) | 1.3 | 4.2 |
| 3 | Flash point (°C) | 54 | 135 |
| 4 | Sp. heat (J·kg−1K−1) | 2.1 | 1.8 |
| Type | Specific Heat (J·kg−1 K−1) | Thermal Conductivity (W·m−1 K−1) | Breakdown Strength (kV/mm) | Flashpoint (°C) |
|---|---|---|---|---|
| Deionized water | 4200 | 0.623 | 65–70 | Not Applicable |
| Kerosine | 2100 | 0.14 | 24 | 37–65 |
| Mineral oil | 1860 | 0.13 | 10–15 | 160 |
| Silicon oil | 1510 | 0.15 | 10–15 | 300 |
| Dielectric Property | Desired | Hydrocarbon Mineral Oil | Oil/Kerosene | Water | Bio-Dielectric |
|---|---|---|---|---|---|
| Specific gravity | Low | High | Moderate | Low | Low |
| Flash point | High | Low | Low | Low | High |
| Oxygen content | High | Low | Low | High | High |
| Toxicity | Low | High | High | Low | Low |
| Breakdown voltage | High | Low | Low | Moderate | High |
| Viscosity | Low | High | Low | Low | Low |
| Volatility | High | High | High | Moderate | High |
| Carbon content | Low | High | High | Negligible | Negligible |
| Biodegradability | Moderate | Low | Low | Moderate | Moderate |
| Material | Melting Temperature (°C) | Thermal Conductivity (Wm−1·K−1) | Density (g/cm3) | MRR | TWR | Manufacturing Difficulty | Cost |
|---|---|---|---|---|---|---|---|
| Copper | 1084 | 401 | 8.96 | High for roughing | Low | Easy | High |
| Graphite | 3350 | 24–470 | 1.811 | High | Low | Difficult | High |
| Brass | 930 | 159 | 8.73 | High for finishing | High | Easy | Low |
| Tungsten | 3695 | 173 | 19.25 | Low | Low | Difficult | High |
| Tungsten copper alloy | 3500 | 27.21 | 15.2 | Low | Low | Difficult | High |
| Cast iron | 1204 | 20–70 | 7.13 | Low | Low | Easy | Low |
| Carbon steel | 1460 | 51.9 | 7.85 | Low | High | Easy | Low |
| Zinc-based alloy | 693 | 116 | 7.14 | High for roughing | High | Easy | High |
| Cu-W | 2250 | 220 | 14.84 | Medium | Low | Medium | High |
| Cu-Gr | 2550 | 250 | 6.8 | High | Low | Easy | High |
| Ag-W | 980 | 160 | 15.28 | Medium | Low | Difficult | High |
| W-C | 2870 | 84.02 | 15.7 | High | Low | Difficult | High |
| Te-Cu | 660 | 210 | 2.69 | Low | High | Difficult | High |
| Rate of Cutting | Surface Finishing | Side Clearance (mm) |
|---|---|---|
| Slow | Fine | 0.03–0.06 |
| Medium | Medium | 0.2–0.3 |
| Rapid | Course | 0.5–0.6 |
| Method | Material Used | Application | Merit | Demerit | Remarks | Refs. |
|---|---|---|---|---|---|---|
| Additive manufacturing | ABS (for printing) and copper (for metallization) | EDM | Intricate shapes can be made; shorter production time | Expensive; limited number of materials; two stages of production | Achieving high quality surface is challenging due to inherent layer effect | [10,97,98,99,100,101,102,103,104,105] |
| Powder metallurgy | All materials | EDM/surface modification | Simplicity and ability to control other properties of electrode | High porosity; high tool wear for green compact tool and low tool wear for sintered tool | Enables the production of electrodes with tailored properties | [106,107,108,109,110,111,112,113,114] |
| Electrodeposition | Conductive materials | EDM | Control over electrode’s properties | High tool wear | Enhanced electrical and thermal properties | [115,116,117,118] |
| Conventional machining | Conductive material | EDM | Simple, fast, and cheap | No control over properties of electrode; surface defects | Provides high level of process control | [23,119,120,121,122] |
| Method Used | Advantages | Limitations | Remarks | Ref. |
|---|---|---|---|---|
| SLA | Variety of materials can be printed | Requires curing after printing; cannot print large parts | Not suitable for EDM electrode production | [9] |
| FDM | Material flexibility and cost-effectiveness | Only suitable for small sizes; unstable quality of parts | Requires more than one stage of production | [10] |
| DMLS | Freedom of design, smoothness, and material reusability | Porous parts; require post-processing | Could be an alternative method of EDM electrode production | [126] |
| SLM | Overly complex geometry can be produced. Strong and tough parts can be made | Prohibitive cost of machines and materials; elevated temperature gradient (may compromise structural integrity) | Good for EDM electrode production | [134] |
| Electrode Application | Advantages | Limitations | Conclusion | Ref. |
|---|---|---|---|---|
| Machinability of FDM electrode electroplated with copper | The researchers’ conclusion was that copper-electroplated electrodes were lighter, with weight that was less than one-third of solid electrodes. This made the plated electrodes more convenient to use. | The process of plating a complex electrode profile can be complex, and the accuracy of the resulting plated electrode may be inconsistent. | The electrical conductivity of the copper-electroplated electrode was found to be the same as that of the solid electrode for each performance measure studied. | [97] |
| Assess effectiveness of tool electrodes made from FDM samples using copper electroplating | The electrode can be reused by selectively metalizing it again after the previous layer wears out. The demonstrated process reduced metallization time and material while also reducing tool cost and cycle time. | Despite its many benefits, the process still lacked dimensional accuracy in machined holes. | The results showed that the MRR and TWR achieved with the copper electroplated FDM electrode were higher than those obtained with the solid copper electrode. | [98] |
| Machining of EN-19 alloy steel using metalized FDM electrodes | Using a simple electroless process, a metalized thickness of 70 mm (about 2.76 in) was achieved; metalized FDM electrodes outperformed metal copper electrodes in terms of performance | Surface machining lasted about 35 min and rough machining was absent; requires more than one stage of fabrication | For finished machining operations, FDM-fabricated EDM electrodes were better suited, and they can be used to replace complex metal electrodes that have become worn out. | [99] |
| Capability of FDM electrodes during machining process | The electroless method is an inexpensive and straightforward approach. When complex profiled electrodes became worn out, they were required to be promptly reproduced with FDM electrodes. | There was no reference in the literature, and machining dimensions were missing. There were no complete investigations. It requires more than one stage of fabrication. | In every way, the performance of the FDM electrode did not match that of the conventional copper electrode. FDM electrode manufacturing process can rapidly produce replicas of worn-out electrodes with complex profiles. | [100] |
| EDM using metalized FDM electrodes to check for MRR, TWR, Ra and dimensional accuracy | Basic methods of metallization, such as electroplating and electroless plating, were employed. A mathematical equation was suggested for regulating the thickness of the coating during electroplating. The FDM-manufactured electrode coated with metal wore out at a quicker rate than did the solid copper electrode. | Various metalized electrodes were used to machine various holes. A single electrode’s full machining capability was not investigated. It requires more than one stage of fabrication. | During roughing, semi-finishing and finishing operations, FDM electrodes coated with metal were less effective than the solid copper electrodes. An optimal set of machining parameters were suggested to enhance machining efficiency. | [132] |
| Possibility of using FDM electrodes to machine Ti-6Al-4V alloy | FDM electrodes demonstrated a high potential in PMEDM application to machine intricate shapes. There was a marked improvement in the average surface quality. | The researchers did not provide information on the coating method used, and there were no dimensions provided for the machining process. | Powder-mixed EDM with both CNC (computer numerical control) and FDM electrodes demonstrated an improvement in TWR, MRR and SR. However, this method has the limitation of the range of materials. | [133] |
| Evaluate effectiveness of electrode produced through electroless plating on ABS material | Using a simple electroless process, a thickness of 1.5 mm (about 0.06 in) was achieved on FDM fabricated parts after metalized. The result was also deemed satisfactory. | The machining was limited to the L9 array and a maximum current of 6 A. Further testing is necessary to determine the effectiveness of the electrode. | Compared with voltage and pulse on-time, current had a greater impact. The main effect plot was used to identify the optimal parameter settings for the fabricated electrode. | [135] |
| Materials Used | Printing Method Used | Surface Quality Achieved (µm) | Ref. |
|---|---|---|---|
| ABS | FDM | 11.0–75.33 | [97] |
| ABS | FDM | 10 | [98] |
| ABS | FDM | 3.22–6.9 | [99] |
| ABS | FDM | 1–2 | [100] |
| Cu | STL | 10 | [102] |
| Gypsum (ZP100) | STL | 4.49–10.5 | [105] |
| Tungsten carbide (WC) | SLM | 3.15–23.42 | [134] |
| ABS | FDM | 2.62–8.07 | [135] |
| Electrode Application | Advantage | Limitations | Conclusion | Ref. |
|---|---|---|---|---|
| Surface modification via EDM using Ti-powder green compact electrode | This study was able to achieve surface modification using a Ti P/M tool. | The thickness of the modified layer was uneven, and there was excessive tool wear. | A proper assessment should be conducted to improve the process. The study did not give details on the methodology. | [114] |
| Surface alloying using P/M composite electrode through electrical discharge texturing of hardened AISI D2 | Both green compact and sintered electrodes exhibited comparable results. These methods can be used for both machining and improved roll life and performance through EDT. Excellent sparking was achieved. | Due to high porosity in green compact tool, the electrical conductivity was low. Electrodes produced with low compaction pressure could not withstand mechanical forces during spark discharge. | This study suggested that compaction pressure and sintering temperature are critical, and an equilibrium should be maintained. | [136] |
| Surface modification on OHNS steel using Cu-CrB2 green compact electrode | Green compact electrode modified the surface through material transfer migration (MTR) with composite layers. | The composite electrode was found to be sensitive at high pulse discharge current and pulse on-time, which resulted in thicker layers. | Electrode wear needs to be controlled. | [138] |
| Reverse EDM process for pattern generation using P/M green compact tool on aluminum 6061’s surface | This method has the ability to combine composite material. Reverse EDM improves MRR. | The geometric deviation of the size is unavoidable due to the process errors. | This method is good for EDM and can be employed for potential surface modification. | [139] |
| Electrode Materials | Workpiece Material | Green/Sintered | Surface Quality Achieved (µm) | Ref. |
|---|---|---|---|---|
| W-Cu | C-40-Carbon steel | Sintered | 3–15 | [26] |
| Cu | Ti-6Al4V (α-β) | Green/Sintered | 1–9 | [30] |
| CuW/Cu | Inconel 718 | Green compacted | 0.05–0.826 | [108] |
| W-Cu | Nill | Sintered | 3–15 | [109] |
| Cu-B4C/Cu | SAE 1040 Steel | Sintered | 2.5–15 | [111] |
| Si-Cu Mixed | Al 6351 | Green compacted | 2.92 | [112] |
| Ti | Carbon steel | Green Compacted | 20 | [114] |
| CuW | Al 6061 | Green compacted | 1.7 | [139] |
| W-Cu | C-40 Steel | Green Compacted | 3.2–12.9 | [140] |
| Inconel-718-Al | Al-7075 | Green Compacted | 1–5 | [141] |
| W-Cu | Mild Steel | Green Compacted | 2.6 | [143] |
| Al 7075 | Inconel 718 | Green Compacted | 1.5–2.5 | [148] |
| Cu-Mn | Die steel-H11 | Sintered | 3.11 | [150] |
| Cu-10Ni-Cr | Strenx 900 Steel | Sintered | 1–9 | [153] |
| Cu-W | En31 Steel | Sintered | 8.12 | [160] |
| TiB2-Cu | Inconel 718 | Sintered | 2.71–4.7 | [161] |
| Deposited Materials | Deposition Process Used | Surface Quality Achieved (µm) | Ref. |
|---|---|---|---|
| Cu-Al | Electroless | 10–15 | [103] |
| Cu | Electroless | Nill | [104] |
| Ni | Electroless | 1.3–2.2 | [105] |
| HA | Anodization | Nill | [115] |
| HA | Pulsed Electrodeposition | 2–3 | [116] |
| HA | Effective Electrochemically assisted deposition | Nill | [117] |
| Electrode Materials | Application | Surface Quality Achieved (µm) | Ref. |
|---|---|---|---|
| Cu-TiB2 | Monel 400TM | 6–9 | [12] |
| Cu-MWCNT-Al6061 | Mild Steel | 20–37 | [87] |
| Cu-Ni | PCD | 2.399–2.857 | [113] |
| Al | SKD Steel | 5–8 | [120] |
| TiC | Al | 5.35–9.07 | [144] |
| Cu3Zn2 | Ti6Al4V | 2.38–7.39 | [152] |
| Cu | SiSiC | 1.7 | [172] |
| Cu | SiSiC | 1.573–1.701 | [173] |
| Cu | D2 die Steel | 0.006 | [174] |
| Graphite | 1.2363 tool steel | 0.70–2.23 | [175] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garba, E.; Abdul-Rani, A.M.; Yunus, N.A.; Aliyu, A.A.A.; Gul, I.A.; Al-Amin, M.; Aliyu, R. A Review of Electrode Manufacturing Methods for Electrical Discharge Machining: Current Status and Future Perspectives for Surface Alloying. Machines 2023, 11, 906. https://doi.org/10.3390/machines11090906
Garba E, Abdul-Rani AM, Yunus NA, Aliyu AAA, Gul IA, Al-Amin M, Aliyu R. A Review of Electrode Manufacturing Methods for Electrical Discharge Machining: Current Status and Future Perspectives for Surface Alloying. Machines. 2023; 11(9):906. https://doi.org/10.3390/machines11090906
Chicago/Turabian StyleGarba, Elhuseini, Ahmad Majdi Abdul-Rani, Nurul Azhani Yunus, Abdul Azeez Abdu Aliyu, Iqtidar Ahmed Gul, Md Al-Amin, and Ruwaida Aliyu. 2023. "A Review of Electrode Manufacturing Methods for Electrical Discharge Machining: Current Status and Future Perspectives for Surface Alloying" Machines 11, no. 9: 906. https://doi.org/10.3390/machines11090906
APA StyleGarba, E., Abdul-Rani, A. M., Yunus, N. A., Aliyu, A. A. A., Gul, I. A., Al-Amin, M., & Aliyu, R. (2023). A Review of Electrode Manufacturing Methods for Electrical Discharge Machining: Current Status and Future Perspectives for Surface Alloying. Machines, 11(9), 906. https://doi.org/10.3390/machines11090906