


Tool Wear State Identification Based on the IWOA-VMD Feature Selection Method
Abstract
:1. Introduction
- (1)
- An approach for refining VMD parameters is provided, based on the IWOA. To address the issues of a slow convergence velocity and the tendency to slip into local optima, an IWOA method based on elite inverse learning and the golden sine algorithm is presented. The IWOA technique is used to investigate the ideal parameter combinations for VMD by minimizing the joint correlation coefficient in using modal components.
- (2)
- In leveraging its capabilities, it is proposed to incorporate Multiscale Permutation Entropy into the feature extraction process for milling tools, resulting in a more robust representation of feature information.
- (3)
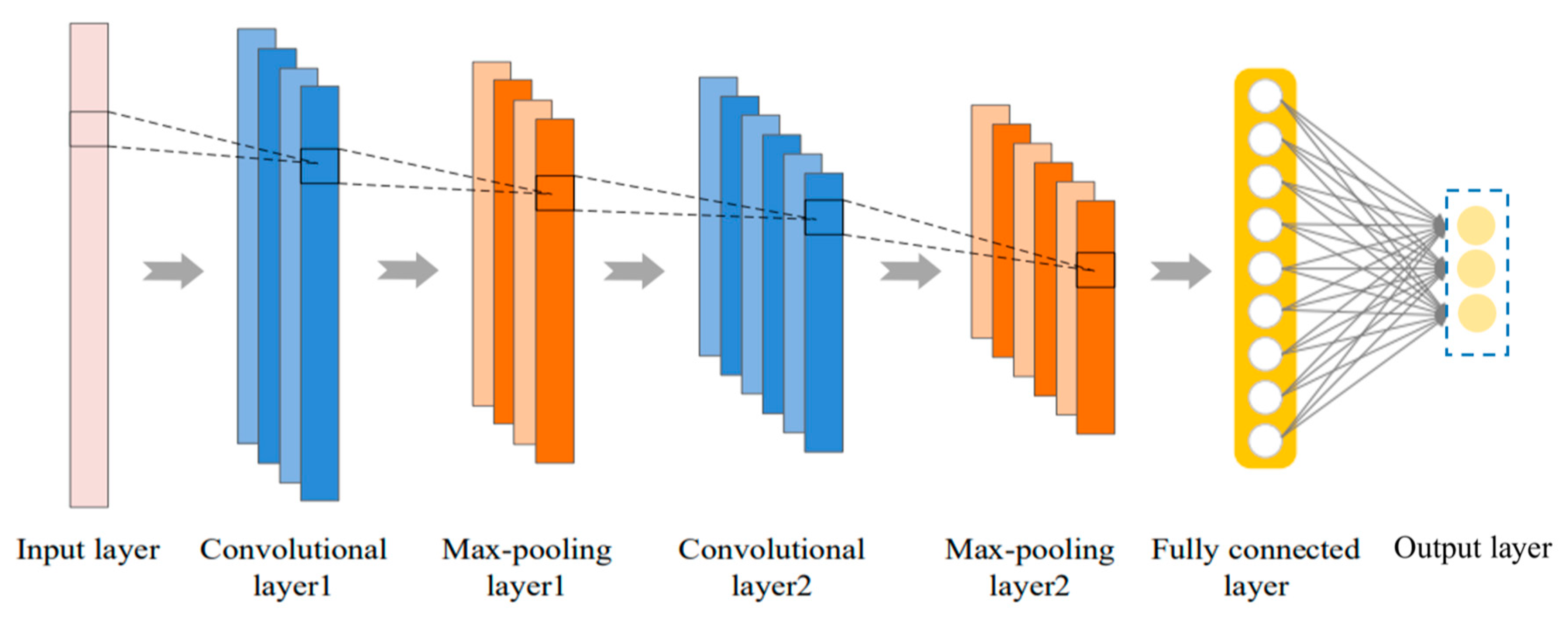
- A one-dimensional CNN was used to filter wear characteristics and determine the conditions of milling cutters. This technique ensures milling tool wear monitoring precision while decreasing the 1D CNN’s training parameters.
- (4)
- The approach’s efficacy was confirmed through testing on the 2010PHM public dataset.
2. Milling Cutter Wear Feature Extraction
2.1. Variational Mode Decomposition
- (1)
- Initialize , and n = 0.
- (2)
- N = n+1, enter the loop.
- (3)
- , , and are updated based on the updated Equation (6), and the inner loop is terminated once the decomposition count hits K.
- (4)
- Stop the loop given the discriminative accuracy ; otherwise, go back to step (2) and continue to execute the previously described steps until the conditions for iteration cessation are fulfilled.
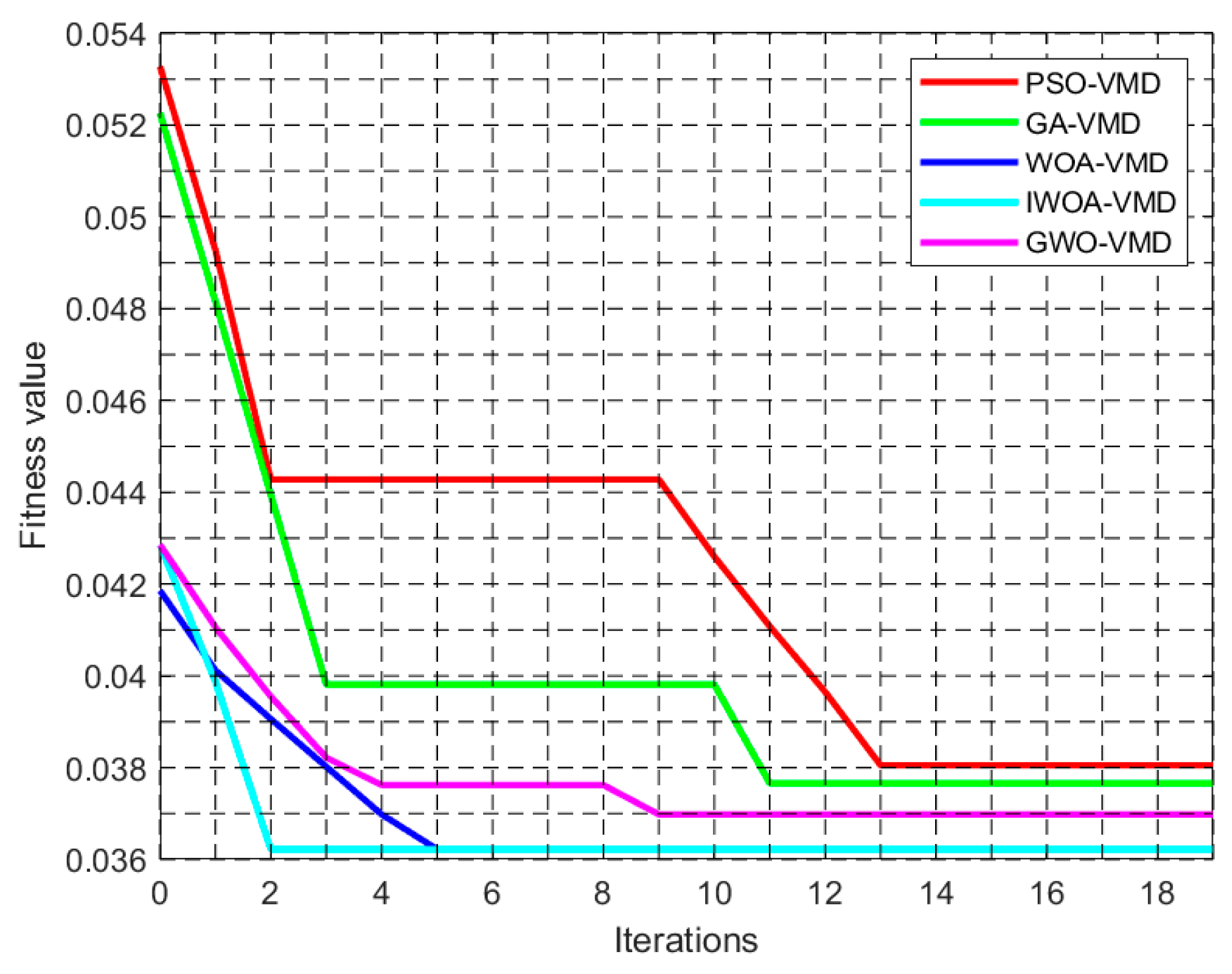
2.2. IWOA Optimization of VMD
2.2.1. IWOA
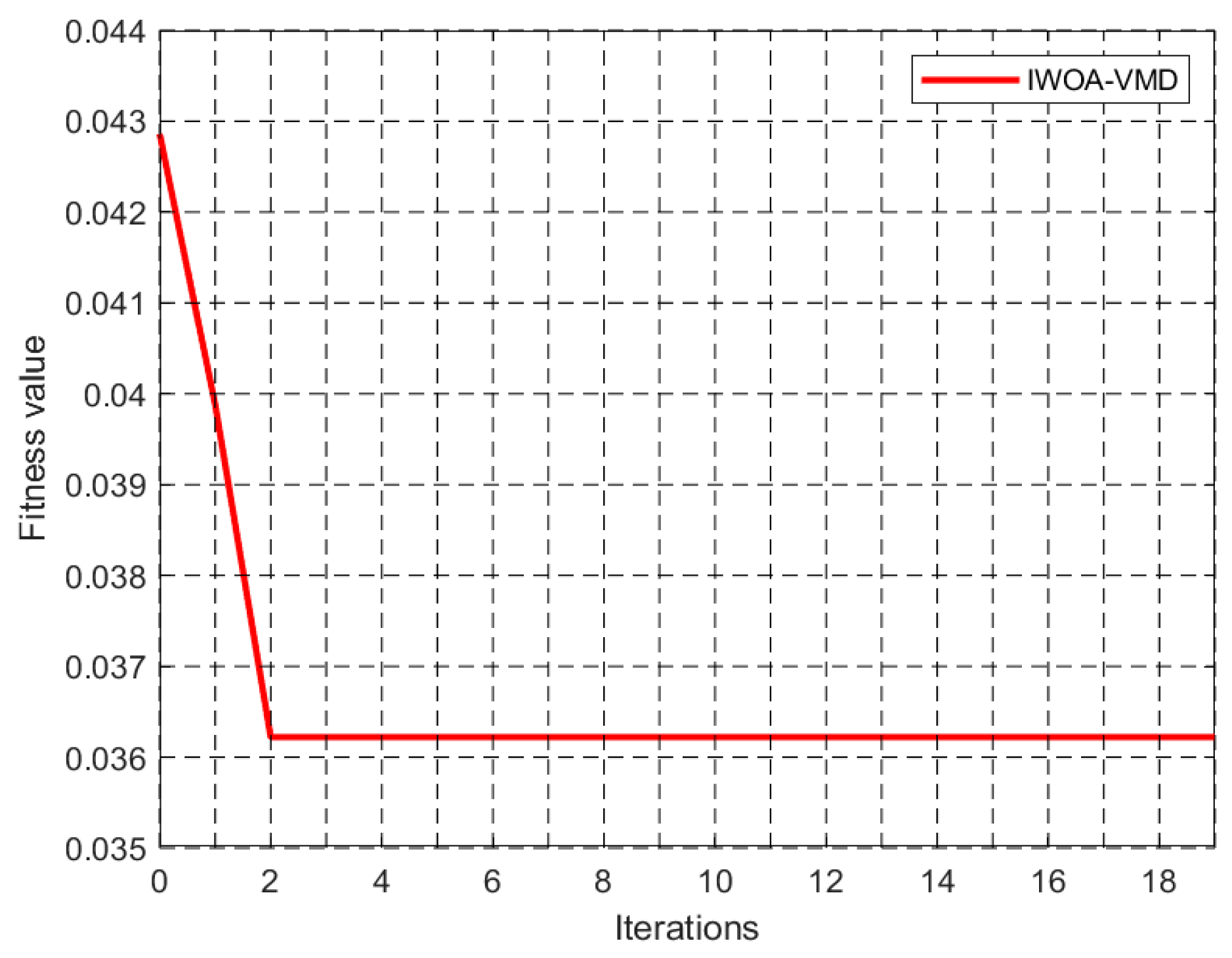
2.2.2. IWOA-VMD
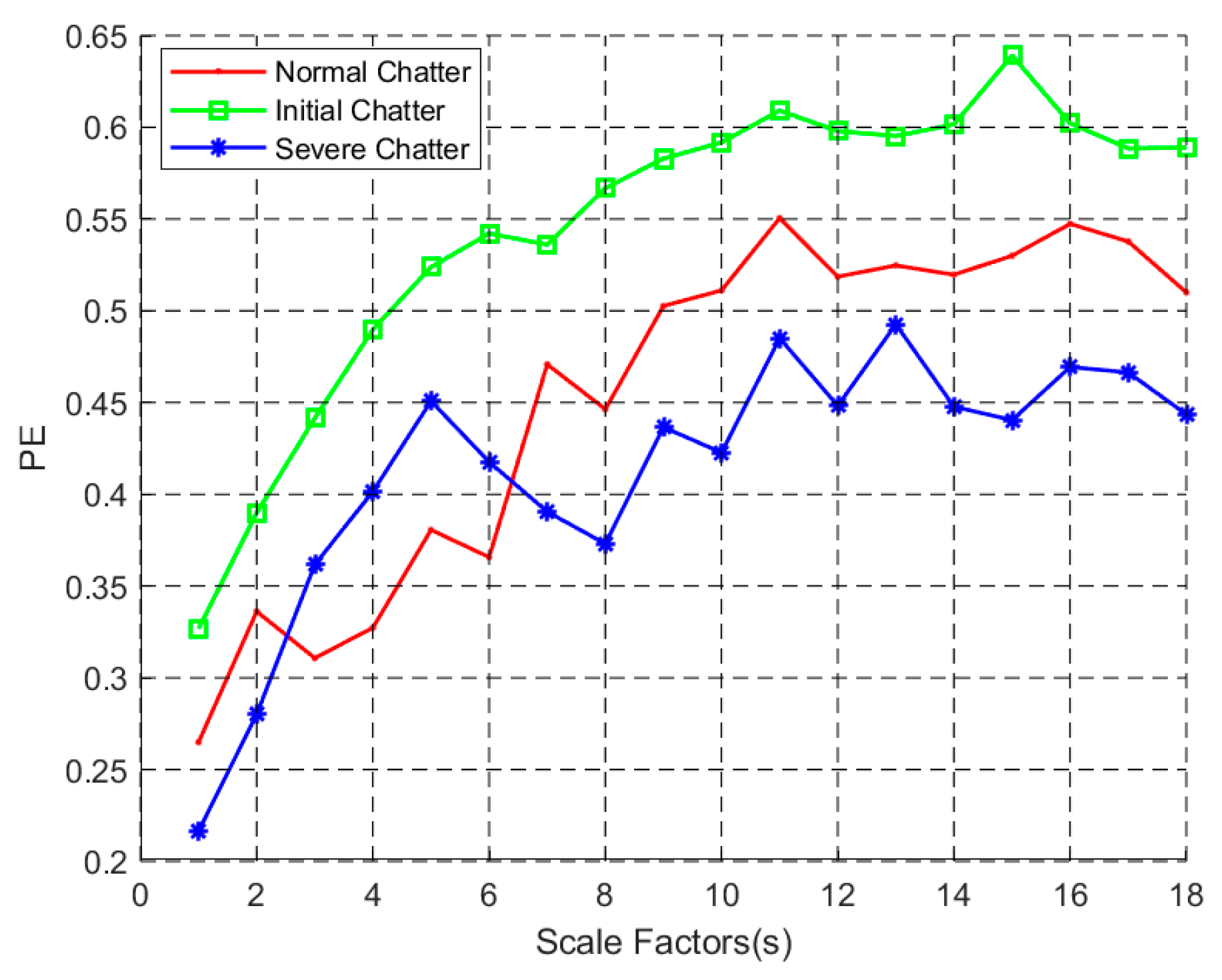
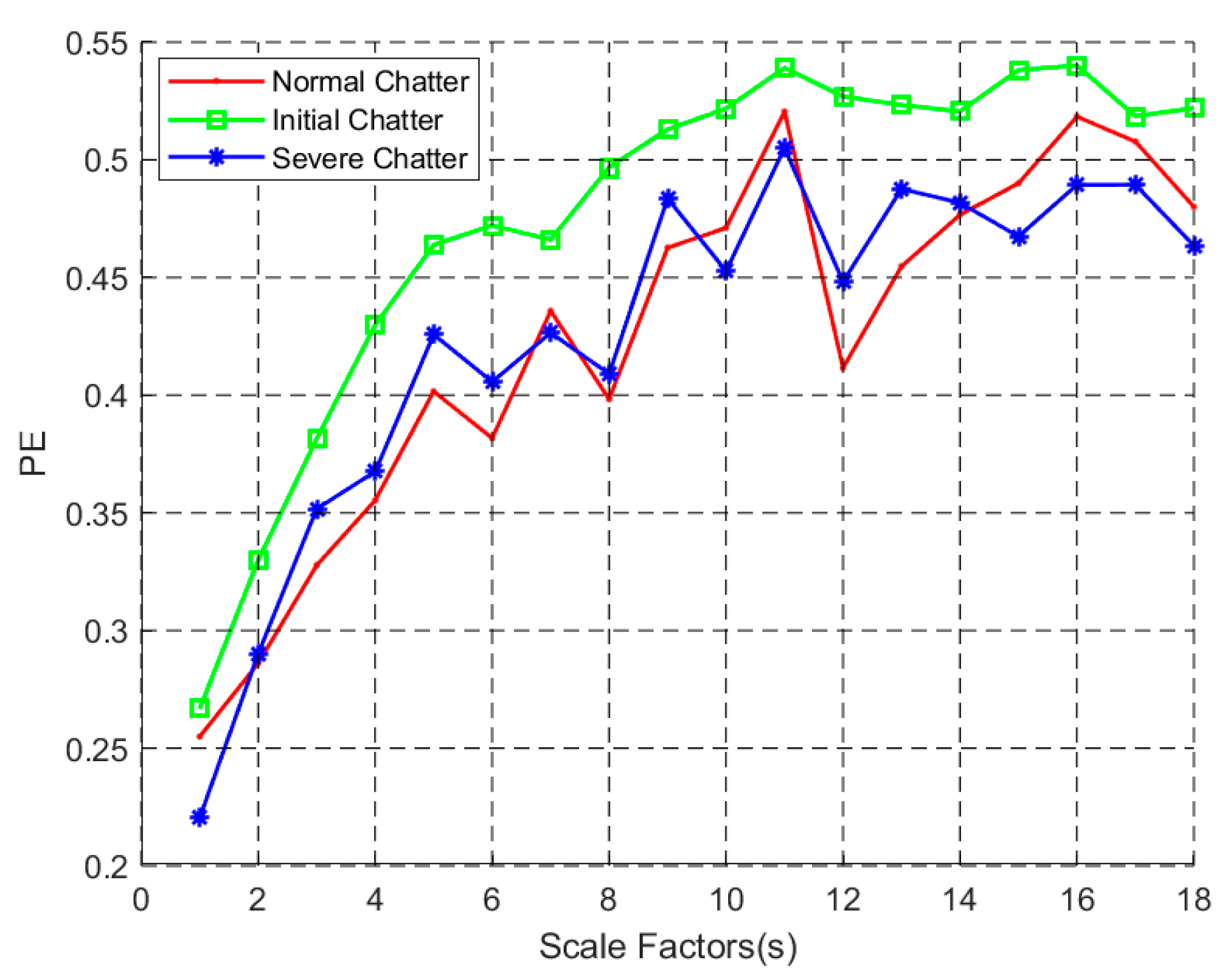
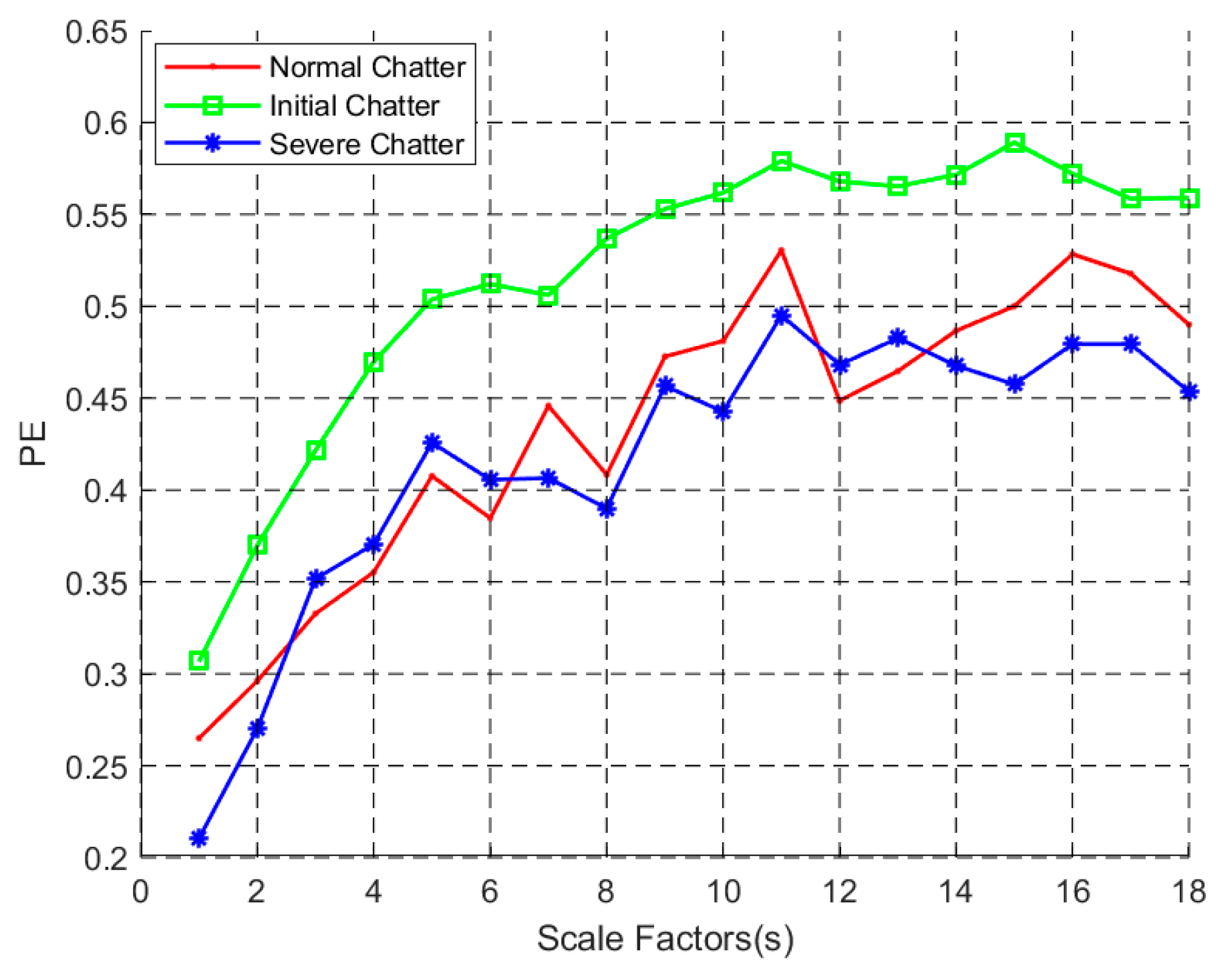
2.3. Multiscale Arrangement Entropy
2.4. 1D CNN
3. Identification Process of Milling Cutter Wear State Based on Parameter Optimization VMD Multiscale Permutation Entropy and a 1D CNN
- (1)
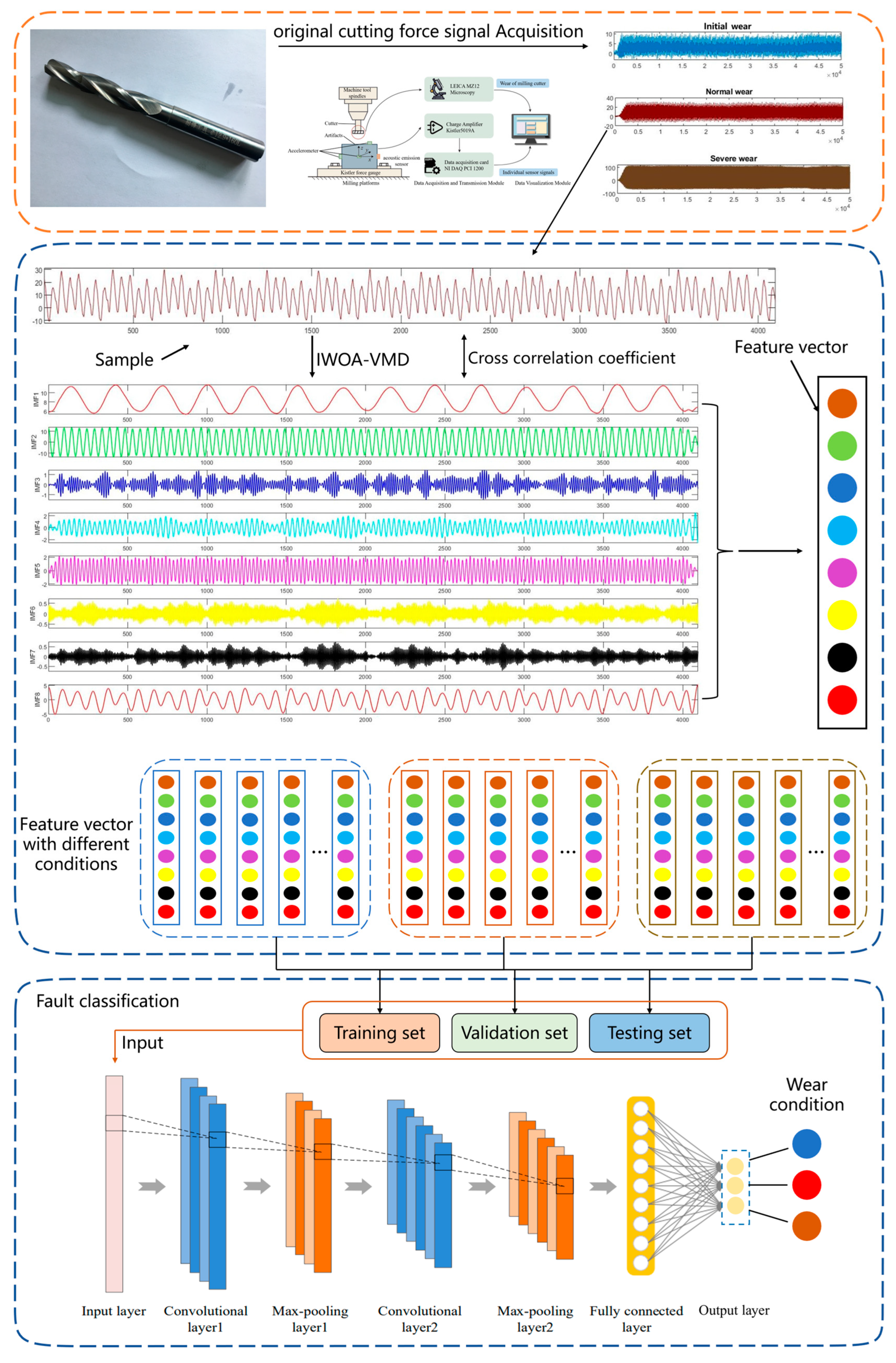
- The IWOA approach is used to find VMD parameters, with the least joint correlation coefficient as the optimization aim.
- (2)
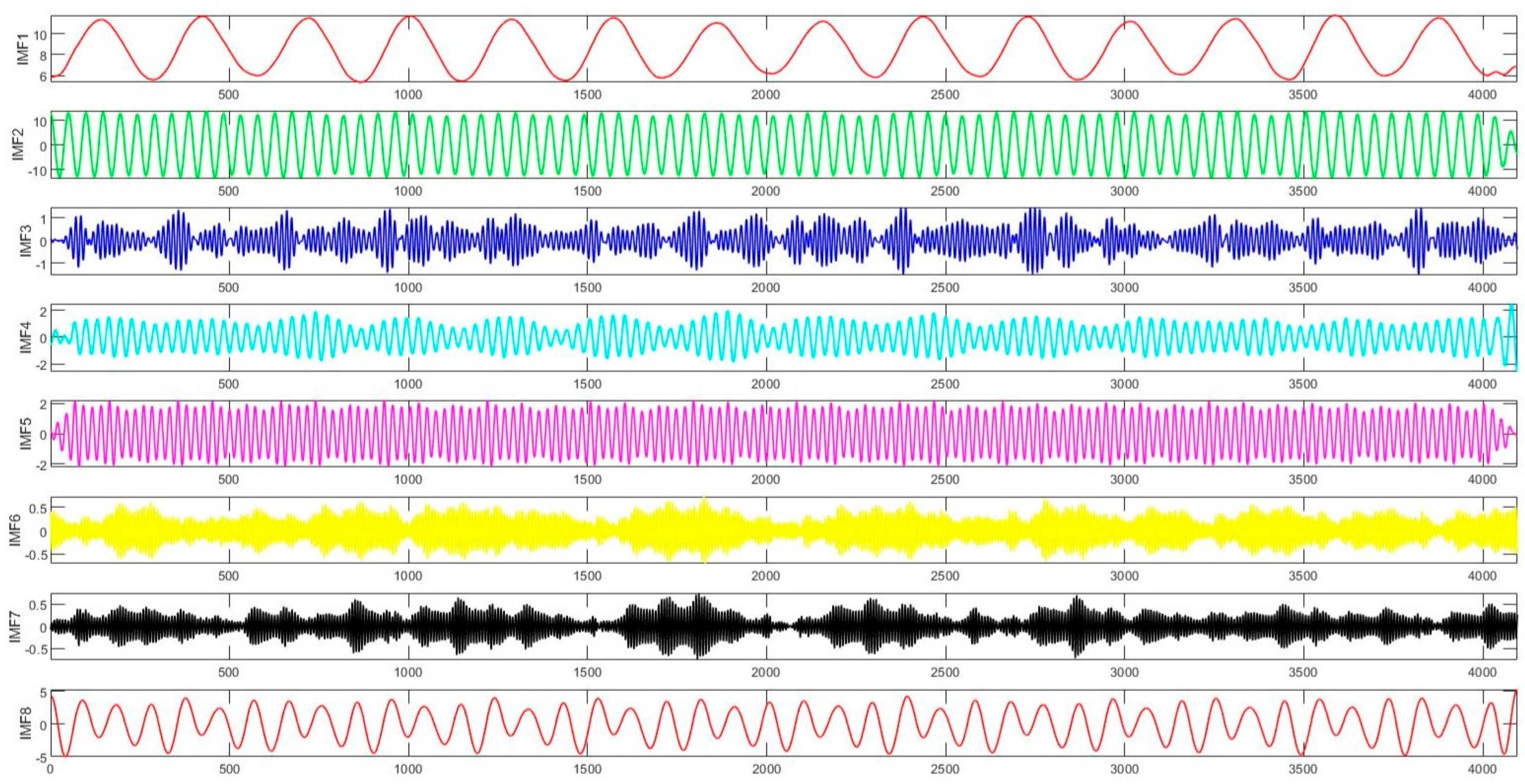
- The optimized VMD is used to decompose the cutting force signal into K IMF components.
- (3)
- Equations (12)–(16) are used to compute the IMF’s Multiscale Permutation Entropy and create the feature vector .
- (4)
- The feature vectors are proportionally partitioned into training and testing sets. A one-dimensional CNN is used to identify the milling tool’s wear state, and the recognition results are then produced.
4. Experimental Examples
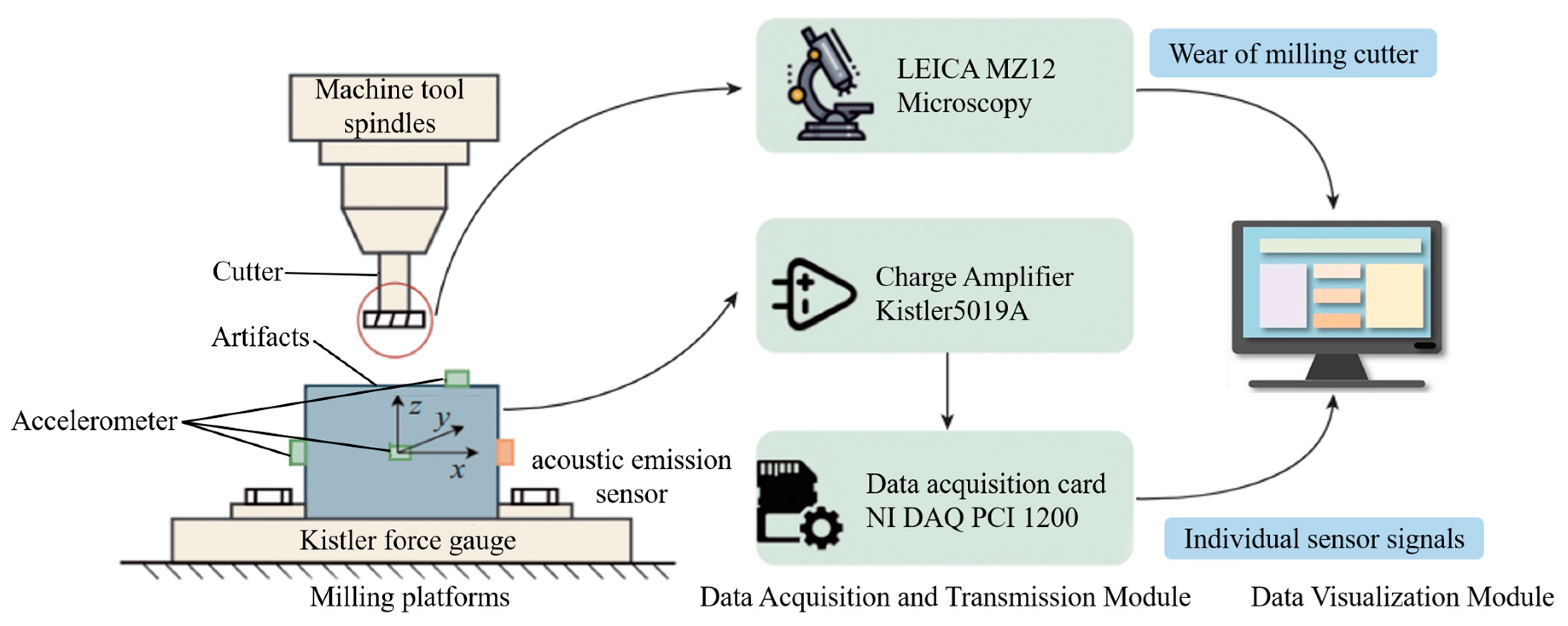
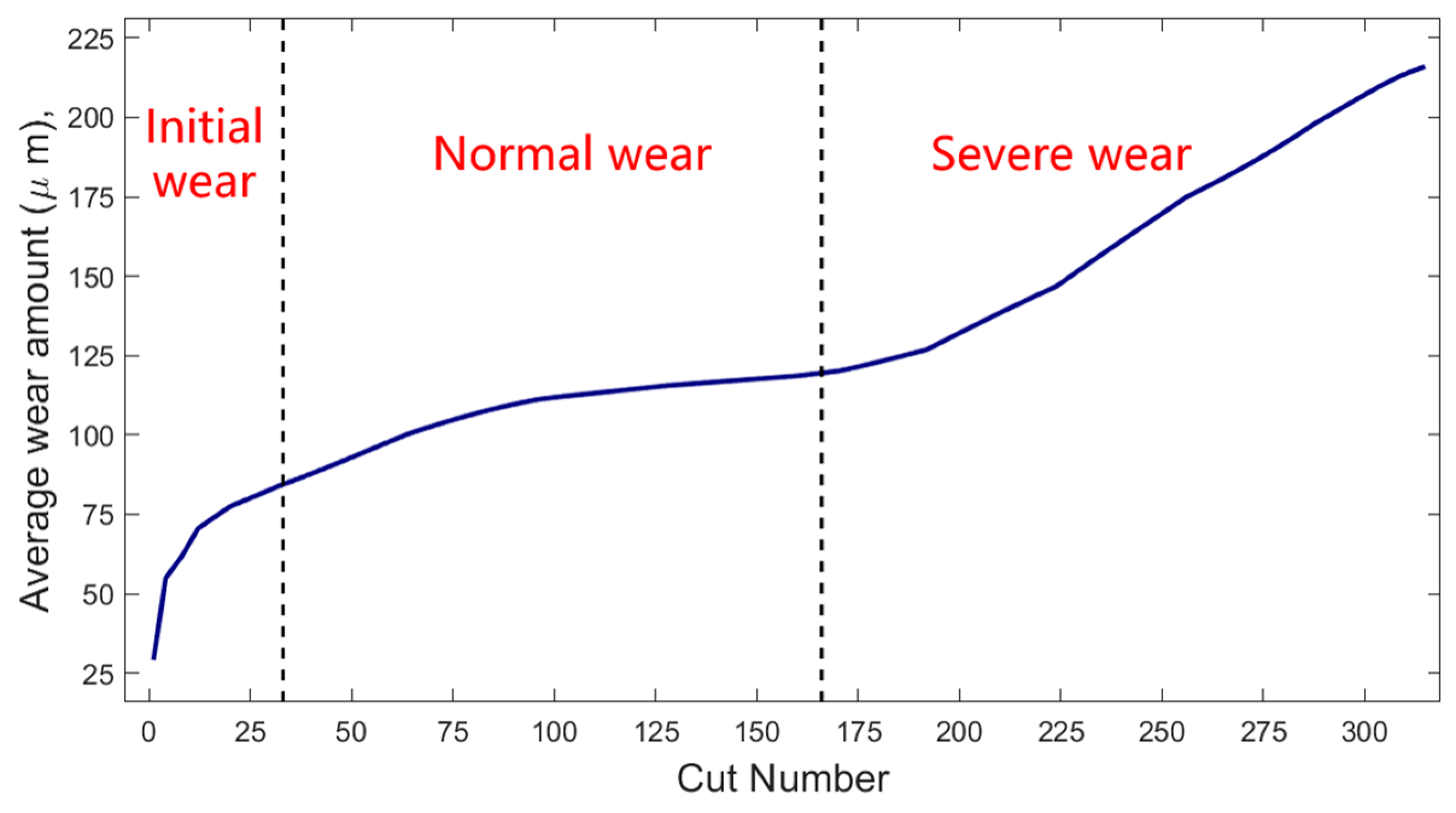
4.1. Tool Wear Experiment
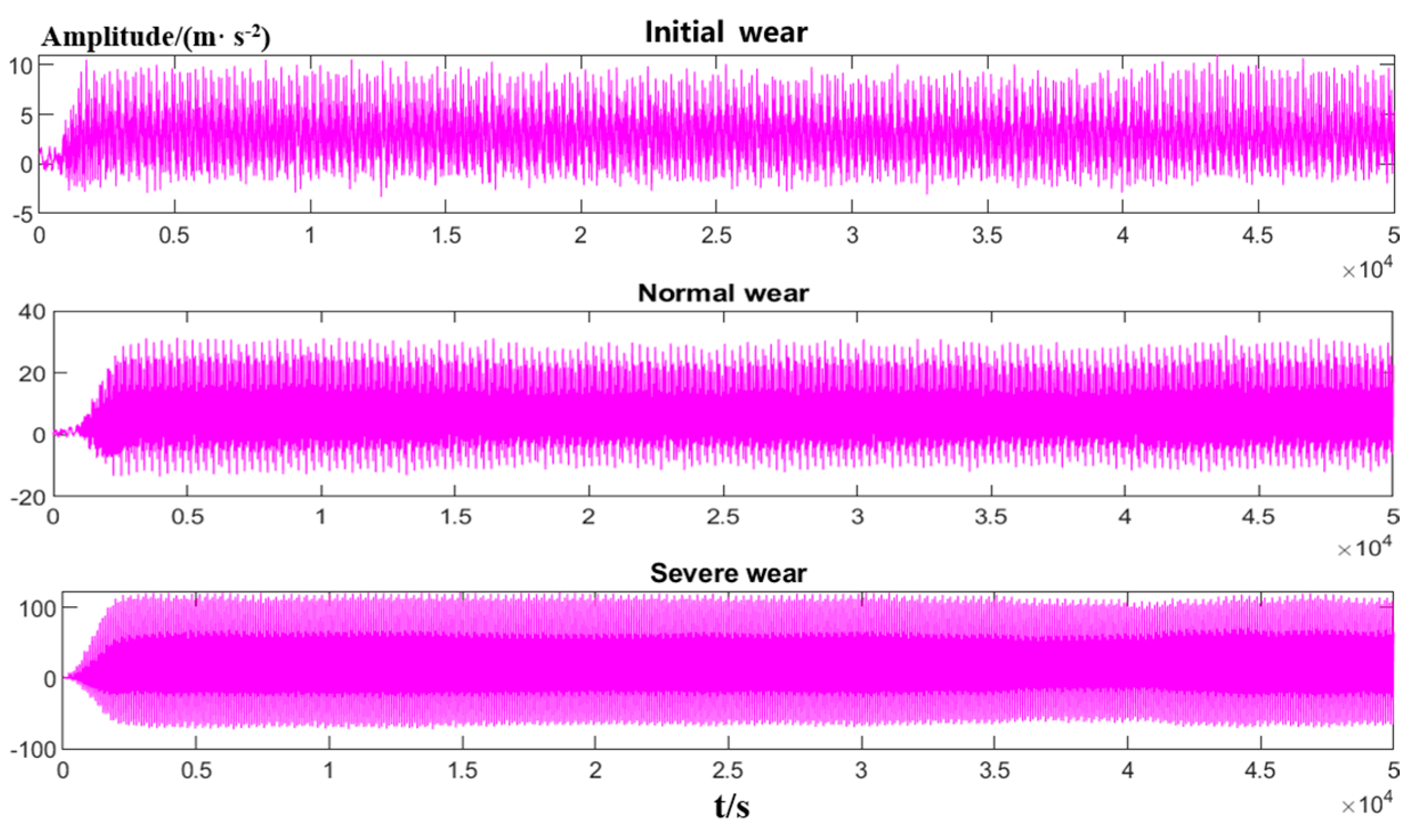
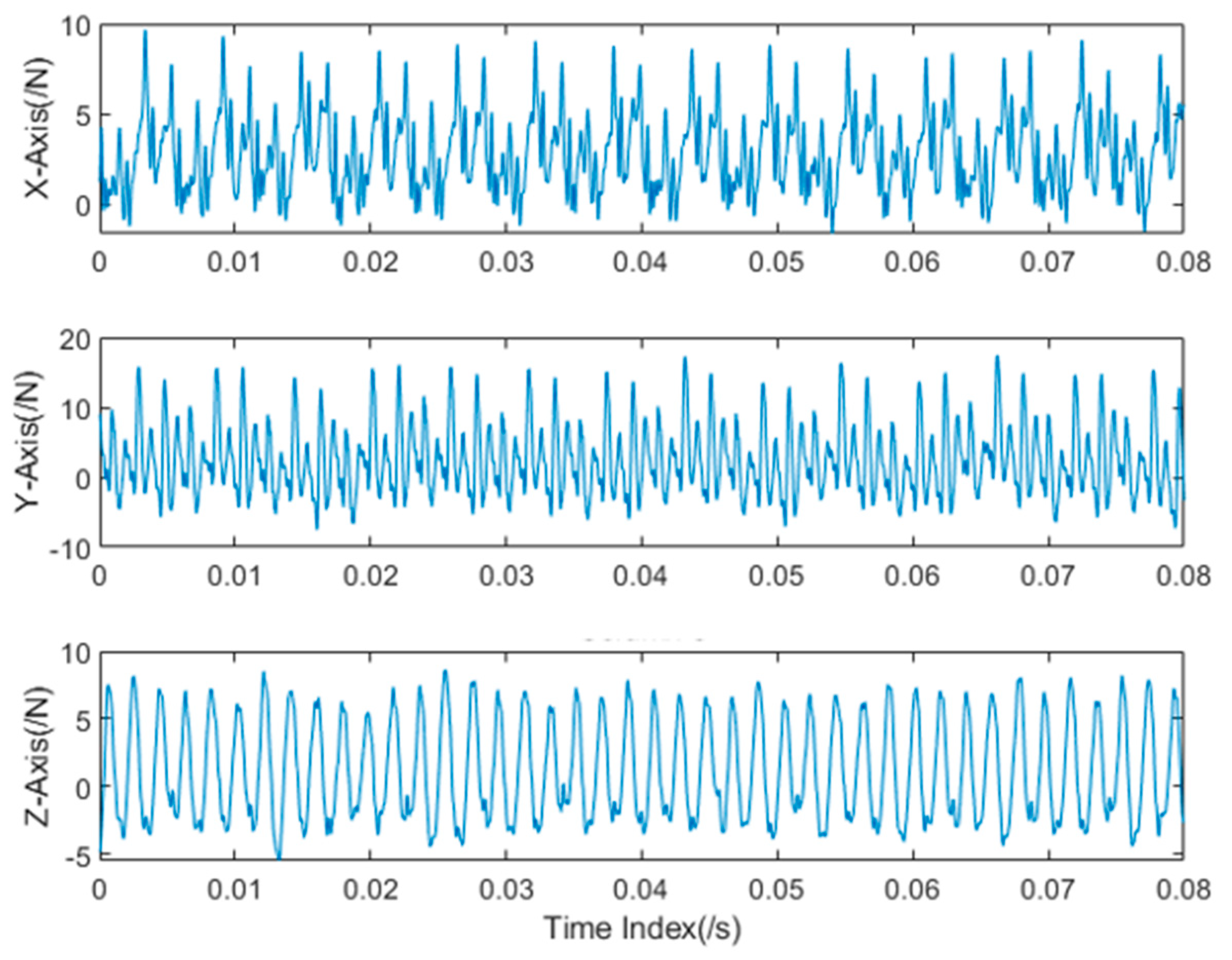
4.2. Signal Analysis of Milling Cutter Wear Cutting Force
4.3. MPE-Based Milling Cutter Wear State Feature Extraction
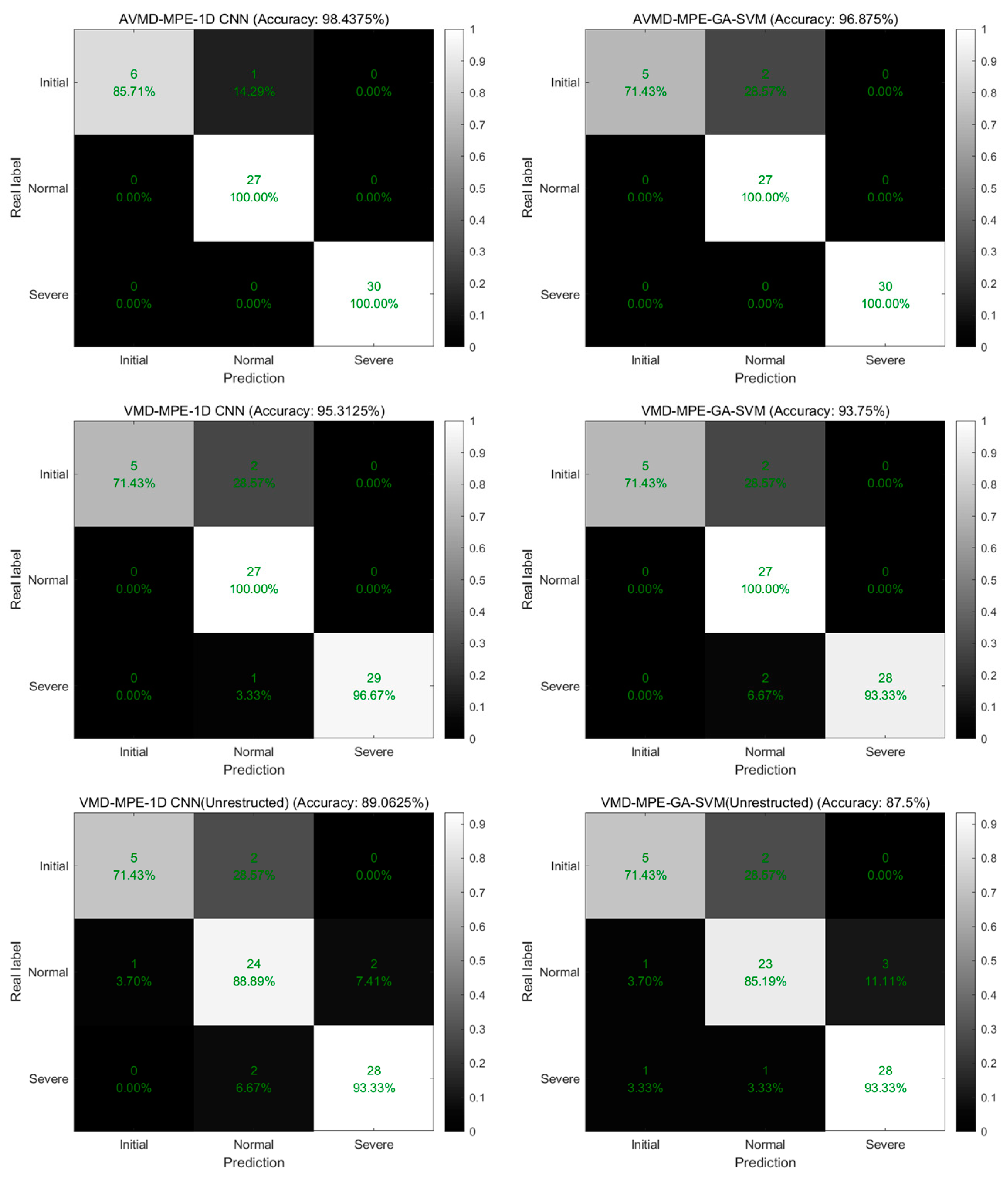
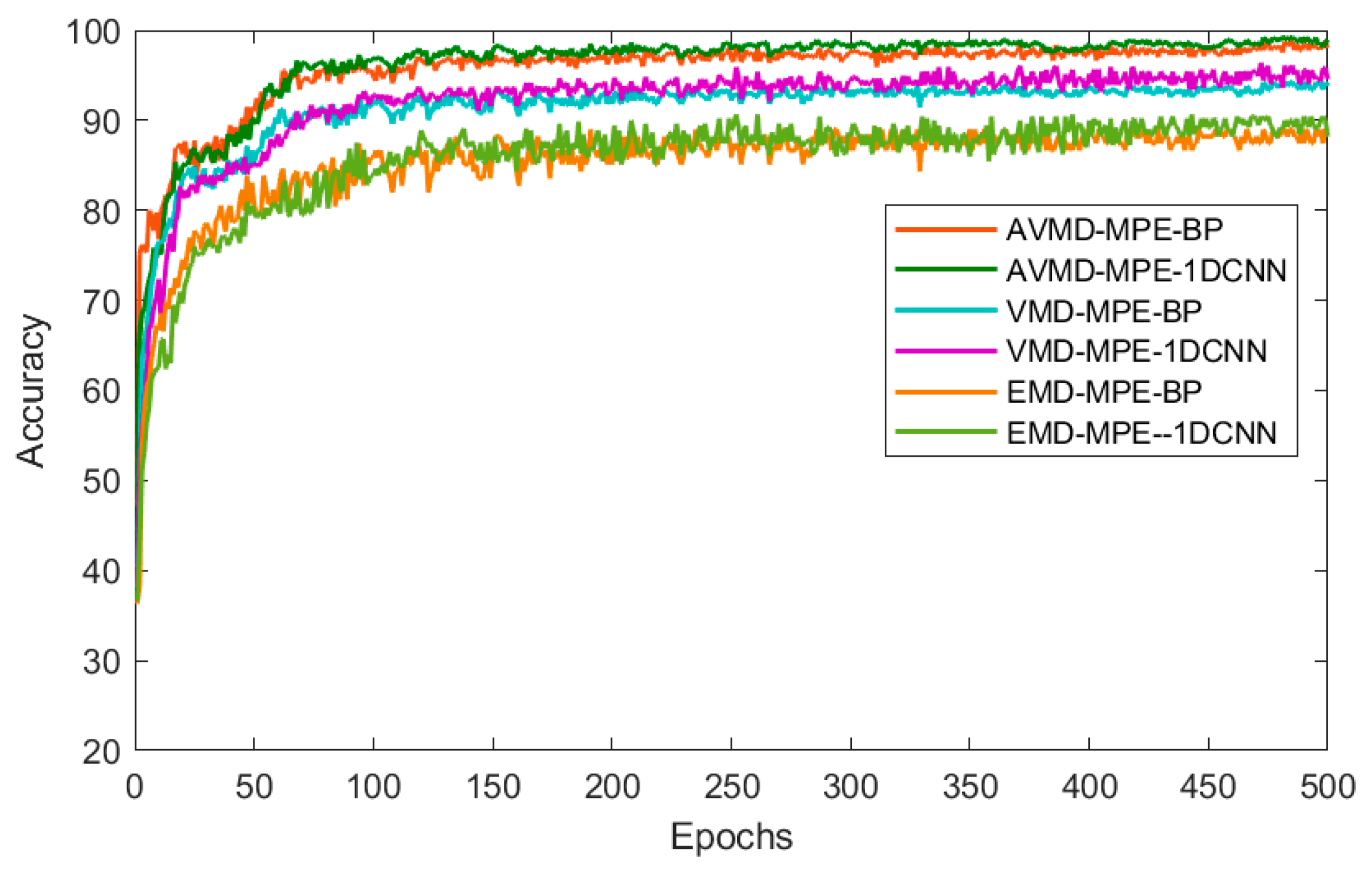
4.4. Performance Comparison
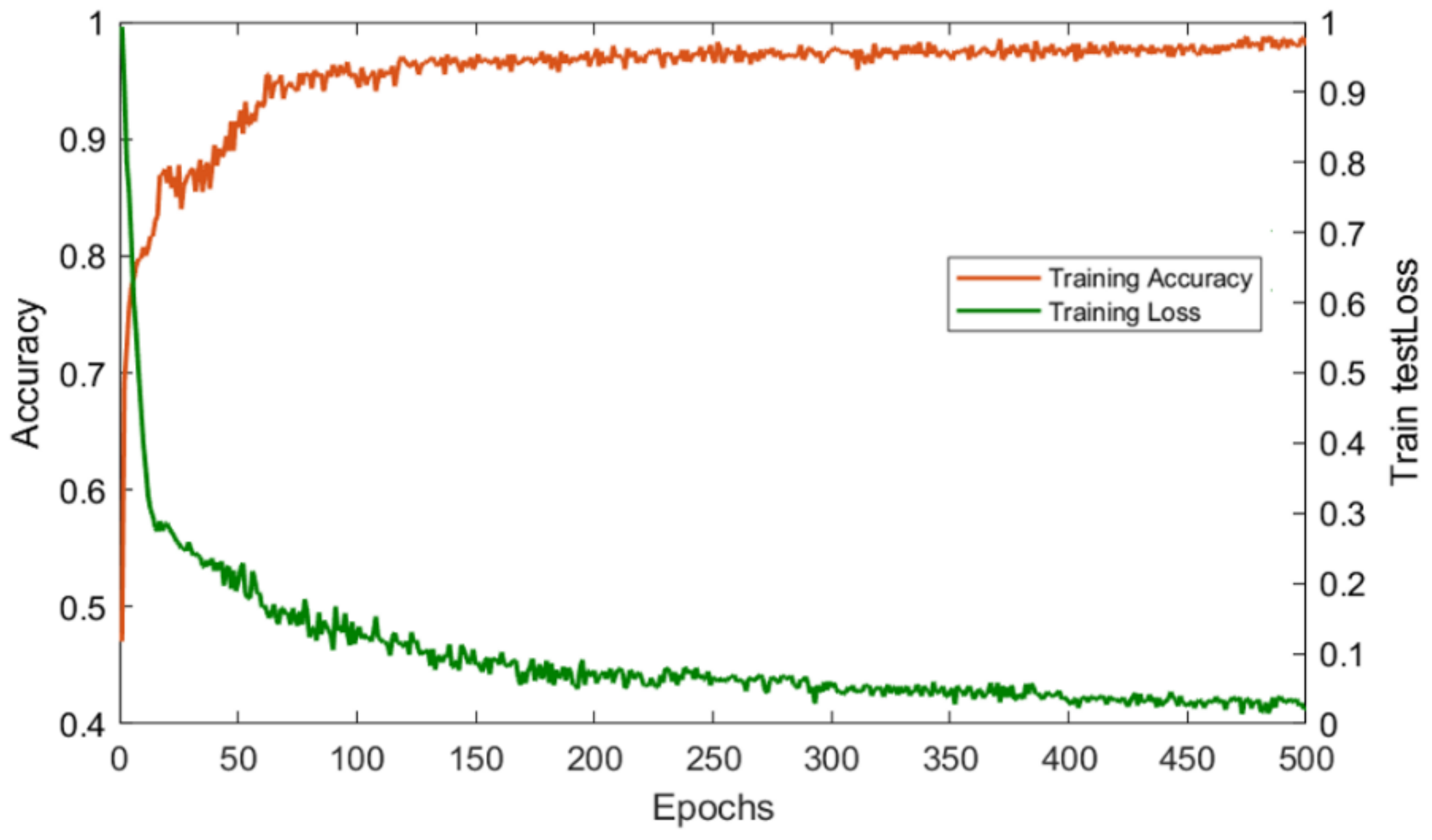
4.5. Identification Results of Milling Cutter Wear State
5. Conclusions
- (1)
- The suggested IWOA-VMD technique can successfully evaluate the milling cutter’s cutting force signal and has several benefits.
- (2)
- Multiscale Permutation Entropy may be used to efficiently derive the wear characteristics of a CNC milling cutter.
- (3)
- A one-dimensional CNN used as the input model for feature vectors outperforms the comparable models, illustrating the proposed approach’s major benefits.
- (4)
- Using this strategy to identify milling cutter wear situations results in a detection rate of up to 98.4375%, which is superior to those of comparable methods.
- (5)
- Future work includes identifying milling cutter wear conditions under variable speed conditions, selecting multidimensional feature vectors as input vectors for the identification model, and recognizing milling cutter wear conditions based on imbalanced or multi-channel data.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wei, X.; Liu, X.; Yue, C.; Wang, L.; Liang, S.Y.; Qin, Y. Tool Wear State Recognition Based on Feature Selection Method with Whitening Variational Mode Decomposition. Robot. Comput. Integr. Manuf. 2022, 77, 102344. [Google Scholar] [CrossRef]
- Nasir, V.; Sassani, F. A Review on Deep Learning in Machining and Tool Monitoring: Methods, Opportunities, and Challenges. Int. J. Adv. Manuf. Technol. 2021, 115, 2683–2709. [Google Scholar] [CrossRef]
- Dai, Y.; Zhu, K. A Machine Vision System for Micro-Milling Tool Condition Monitoring. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2018, 52, 183–191. [Google Scholar] [CrossRef]
- Nair, U.; Krishna, B.M.; Namboothiri, V.N.N.; Nampoori, V.P.N. Permutation Entropy Based Real-Time Chatter Detection Using Audio Signal in Turning Process. Int. J. Adv. Manuf. Technol. 2009, 46, 61–68. [Google Scholar] [CrossRef]
- Niroomand, M.R.; Forouzan, M.R.; Heidari, A. Experimental Analysis of Vibration and Sound in Order to Investigate Chatter Phenomenon in Cold Strip Rolling. Int. J. Adv. Manuf. Technol. 2019, 100, 673–682. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, W. Chatter Identification in Milling of the Thin-Walled Part Based on Complexity Index. Int. J. Adv. Manuf. Technol. 2017, 91, 3327–3337. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C.; Ju, C.; Guo, M. Vibration Recognition for Peripheral Milling Thin-Walled Workpieces Using Sample Entropy and Energy Entropy. Int. J. Adv. Manuf. Technol. 2020, 108, 3251–3266. [Google Scholar] [CrossRef]
- Ji, Y.; Wang, X.; Liu, Z.; Yan, Z.; Jiao, L.; Wang, D.; Wang, J. Eemd-Based Online Milling Chatter Detection by Fractal Dimension and Power Spectral Entropy (Vol 92, Pg 1185, 2017). Int. J. Adv. Manuf. Technol. 2020, 111, 2401–2402. [Google Scholar] [CrossRef]
- Liu, J.; Hu, Y.; Wu, B.; Jin, C. A Hybrid Health Condition Monitoring Method in Milling Operations. Int. J. Adv. Manuf. Technol. 2017, 92, 2069–2080. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Lin, J.; Zhao, W. Early Chatter Detection in Gear Grinding Process Using Servo Feed Motor Current. Int. J. Adv. Manuf. Technol. 2016, 83, 1801–1810. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, S.; Lin, J.; Wang, X. Regenerative Chatter Identification in Grinding Using Instantaneous Nonlinearity Indicator of Servomotor Current Signal. Int. J. Adv. Manuf. Technol. 2017, 89, 779–790. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent Progress of Chatter Prediction, Detection and Suppression in Milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Chen, Y.; Li, H.; Jing, X.; Hou, L.; Bu, X. Intelligent Chatter Detection Using Image Features and Support Vector Machine. Int. J. Adv. Manuf. Technol. 2019, 102, 1433–1442. [Google Scholar] [CrossRef]
- Lei, N.; Soshi, M. Vision-Based System for Chatter Identification and Process Optimization in High-Speed Milling. Int. J. Adv. Manuf. Technol. 2017, 89, 2757–2769. [Google Scholar] [CrossRef]
- Benkedjouh, T.; Zerhouni, N.; Rechak, S. Tool Wear Condition Monitoring Based on Continuous Wavelet Transform and Blind Source Separation. Int. J. Adv. Manuf. Technol. 2018, 97, 3311–3323. [Google Scholar] [CrossRef]
- Laddada, S.; Si-Chaib, M.O.; Benkedjouh, T.; Drai, R. Tool Wear Condition Monitoring Based on Wavelet Transform and Improved Extreme Learning Machine. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1057–1068. [Google Scholar] [CrossRef]
- Babouri, M.K.; Ouelaa, N.; Djebala, A. Experimental Study of Tool Life Transition and Wear Monitoring in Turning Operation Using a Hybrid Method Based on Wavelet Multi-Resolution Analysis and Empirical Mode Decomposition. Int. J. Adv. Manuf. Technol. 2016, 82, 2017–2028. [Google Scholar] [CrossRef]
- Yang, K.; Wang, G.; Dong, Y.; Zhang, Q.; Sang, L. Early Chatter Identification Based on an Optimized Variational Mode Decomposition. Mech. Syst. Signal Process. 2019, 115, 238–254. [Google Scholar] [CrossRef]
- Lei, Y.; Lin, J.; He, Z.; Zuo, M.J. A Review on Empirical Mode Decomposition in Fault Diagnosis of Rotating Machinery. Mech. Syst. Signal Process. 2013, 35, 108–126. [Google Scholar] [CrossRef]
- Dragomiretskiy, K.; Zosso, D. Variational Mode Decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, L.; Ni, C. Chatter Detection in Milling Process Based on VMD and Energy Entropy. Mech. Syst. Signal Process. 2018, 105, 169–182. [Google Scholar] [CrossRef]
- Liu, B.; Liu, C.; Zhou, Y.; Wang, D. A Chatter Detection Method in Milling Based on Gray Wolf Optimization VMD and Multi-Entropy Features. Int. J. Adv. Manuf. Technol. 2023, 125, 831–854. [Google Scholar] [CrossRef]
- Paternina, M.R.A.; Tripathy, R.K.; Zamora-Mendez, A.; Dotta, D. Identification of Electromechanical Oscillatory Modes Based on Variational Mode Decomposition. Electr. Power Syst. Res. 2019, 167, 71–85. [Google Scholar] [CrossRef]
- Sharma, M.; Kaur, P. A Comprehensive Analysis of Nature-Inspired Meta-Heuristic Techniques for Feature Selection Problem. Arch. Comput. Methods Eng. 2021, 28, 1103–1127. [Google Scholar] [CrossRef]
- Mirjalili, S.; Lewis, A. The Whale Optimization Algorithm. Adv. Eng. Softw. 2016, 95, 51–67. [Google Scholar] [CrossRef]
- Wang, X.; Si, S.; Li, Y. Multiscale Diversity Entropy: A Novel Dynamical Measure for Fault Diagnosis of Rotating Machinery. IEEE Trans. Ind. Inform. 2021, 17, 5419–5429. [Google Scholar] [CrossRef]
- Richman, J.S.; Moorman, J.R. Physiological Time-Series Analysis Using Approximate Entropy and Sample Entropy. Am. J. Physiol. Heart Circ. Physiol. 2000, 278, H2039–H2049. [Google Scholar] [CrossRef]
- Chen, W.; Wang, Z.; Xie, H.; Yu, W. Characterization of Surface EMG Signal Based on Fuzzy Entropy. IEEE Trans. Neural Syst. Rehabil. Eng. 2007, 15, 266–272. [Google Scholar] [CrossRef]
- Peng, D.; Li, H.; Ou, J.; Wang, Z. Milling Chatter Identification by Optimized Variational Mode Decomposition and Fuzzy Entropy. Int. J. Adv. Manuf. Technol. 2022, 121, 6111–6124. [Google Scholar] [CrossRef]
- Li, Y.; Xu, M.; Wei, Y.; Huang, W. A New Rolling Bearing Fault Diagnosis Method Based on Multiscale Permutation Entropy and Improved Support Vector Machine Based Binary Tree. Measurement 2016, 77, 80–94. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X.; Liu, Z.; Liang, X.; Si, S. The Entropy Algorithm and Its Variants in the Fault Diagnosis of Rotating Machinery: A Review. IEEE Access 2018, 6, 66723–66741. [Google Scholar] [CrossRef]
- Bandt, C.; Pompe, B. Permutation Entropy: A Natural Complexity Measure for Time Series. Phys. Rev. Lett. 2002, 88, 174102. [Google Scholar] [CrossRef]
- Liu, X.; Wang, Z.; Li, M.; Yue, C.; Liang, S.Y.; Wang, L. Feature Extraction of Milling Chatter Based on Optimized Variational Mode Decomposition and Multi-Scale Permutation Entropy. Int. J. Adv. Manuf. Technol. 2021, 114, 2849–2862. [Google Scholar] [CrossRef]
- Yang, D.; Lv, Y.; Yuan, R.; Li, H.; Zhu, W. Robust Fault Diagnosis of Rolling Bearings via Entropy-Weighted Nuisance Attribute Projection and Neural Network under Various Operating Conditions. Struct. Health Monit. An Int. J. 2022, 21, 2890–2909. [Google Scholar] [CrossRef]
- Yang, X.; Yuan, R.; Lv, Y.; Li, L.; Song, H. A Novel Multivariate Cutting Force-Based Tool Wear Monitoring Method Using One-Dimensional Convolutional Neural Network. Sensors 2022, 22, 8343. [Google Scholar] [CrossRef]
- Kuo, P.-H.; Lin, C.-Y.; Luan, P.-C.; Yau, H.-T. Dense-Block Structured Convolutional Neural Network-Based Analytical Prediction System of Cutting Tool Wear. IEEE Sens. J. 2022, 22, 20257–20267. [Google Scholar] [CrossRef]
- Wang, W.; Guo, S.; Zhao, S.; Lu, Z.; Xing, Z.; Jing, Z.; Wei, Z.; Wang, Y. Intelligent Fault Diagnosis Method Based on Vmd-Hilbert Spectrum and Shufflenet-V2: Application to the Gears in a Mine Scraper Conveyor Gearbox. Sensors 2023, 23, 4951. [Google Scholar] [CrossRef]
- Tubishat, M.; Abushariah, M.A.M.; Idris, N.; Aljarah, I. Improved Whale Optimization Algorithm for Feature Selection in Arabic Sentiment Analysis. Appl. Intell. 2019, 49, 1688–1707. [Google Scholar] [CrossRef]
- Tanyildizi, E.; Demir, G. Golden Sine Algorithm: A Novel Math-Inspired Algorithm. Adv. Electr. Comput. Eng. 2017, 17, 71–78. [Google Scholar] [CrossRef]
- Peng, D.; Liu, Z.; Wang, H.; Qin, Y.; Jia, L. A Novel Deeper One-Dimensional Cnn with Residual Learning for Fault Diagnosis of Wheelset Bearings in High-Speed Trains. IEEE Access 2019, 7, 10278–10293. [Google Scholar] [CrossRef]
- PHM Society, 2010 Phm Society Conference Data Challenge. 2010. Available online: https://www.kaggle.com/datasets/tobbyrui/phm2010 (accessed on 25 December 2022).
- Wu, X.; Liu, Y.; Zhou, X.; Mou, A. Automatic Identification of Tool Wear Based on Convolutional Neural Network in Face Milling Process. Sensors 2019, 19, 3817. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle Speed/rpm | Feed Speed/(mm/min) | Radial Cutting Depth/mm | Axial Cutting Depth/mm | Milling Method |
|---|---|---|---|---|
| 10,400 | 1555 | 0.125 | 0.2 | climb milling |
| IMF | IMF1 | IMF2 | IMF3 | IMF4 | IMF5 | IMF6 | IMF7 | IMF8 |
|---|---|---|---|---|---|---|---|---|
| correlation coefficient | 0.2788 | 0.9181 | 0.0716 | 0.0381 | 0.1598 | 0.034 | 0.0255 | 0.3085 |
| Cutting State | K | Joint Correlation Coefficient | |
|---|---|---|---|
| Initial chatter | 7 | 2654 | 0.0432 |
| Normal chatter | 6 | 4378 | 0.0429 |
| Severe chatter | 7 | 921 | 0.0435 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shui, X.; Rong, Z.; Dan, B.; He, Q.; Yang, X. Tool Wear State Identification Based on the IWOA-VMD Feature Selection Method. Machines 2024, 12, 184. https://doi.org/10.3390/machines12030184
Shui X, Rong Z, Dan B, He Q, Yang X. Tool Wear State Identification Based on the IWOA-VMD Feature Selection Method. Machines. 2024; 12(3):184. https://doi.org/10.3390/machines12030184
Chicago/Turabian StyleShui, Xing, Zhijun Rong, Binbin Dan, Qiangjian He, and Xin Yang. 2024. "Tool Wear State Identification Based on the IWOA-VMD Feature Selection Method" Machines 12, no. 3: 184. https://doi.org/10.3390/machines12030184
APA StyleShui, X., Rong, Z., Dan, B., He, Q., & Yang, X. (2024). Tool Wear State Identification Based on the IWOA-VMD Feature Selection Method. Machines, 12(3), 184. https://doi.org/10.3390/machines12030184