
Optimization Method of Sheet Metal Laser Cutting Process Parameters under Heat Influence


Abstract
:1. Introduction
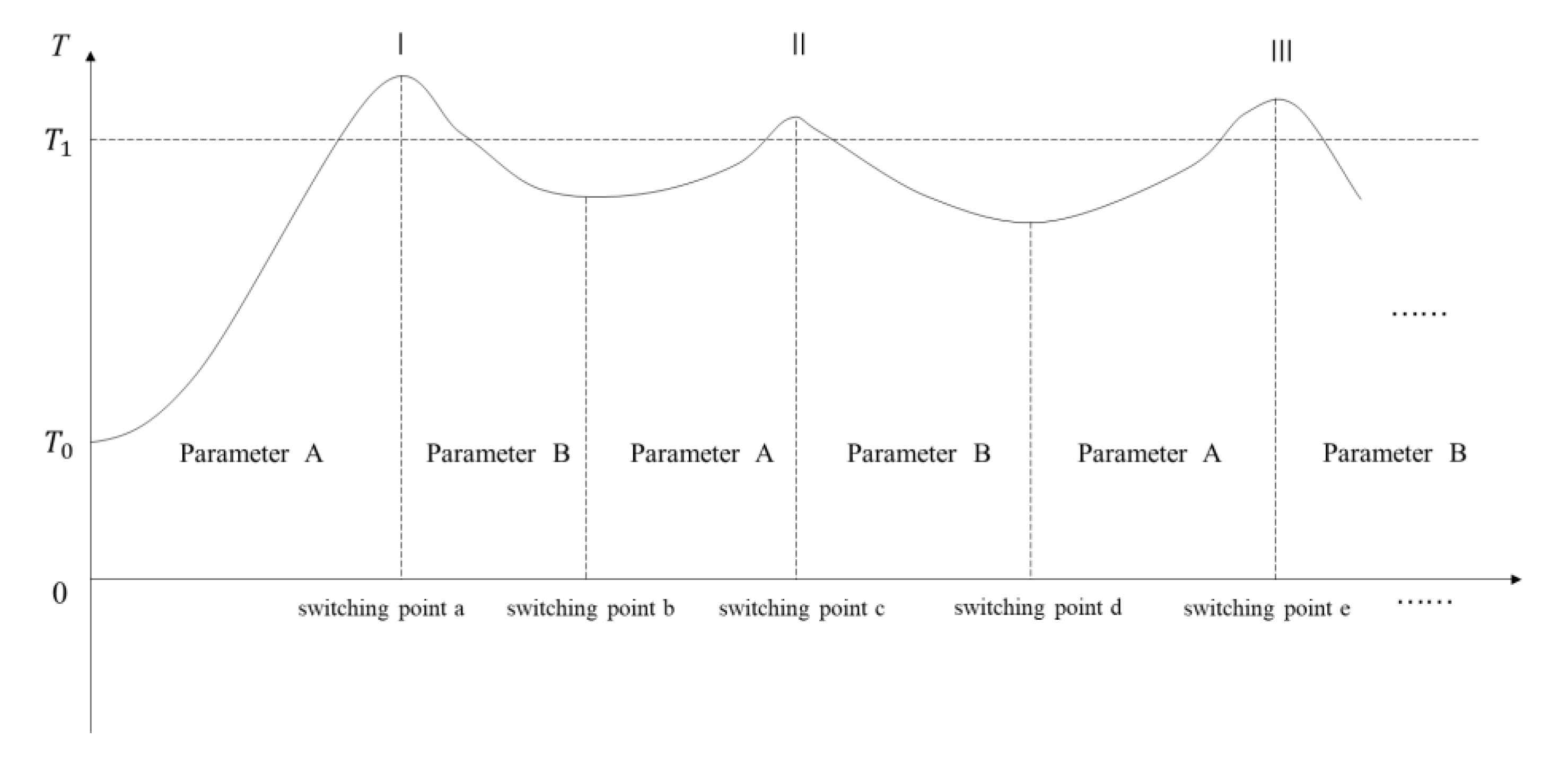
2. Segmented Optimized Regulation Model Based on Thermal Influence
3. Modeling of Heat Transfer
3.1. Generation and Transfer of Laser Cutting Heat
- (1)
- Heat transfer temperature of feature point k (1, 2, …, i) to n points model of .
- (2)
- Heat transfer temperature of the actual cutting process contour heat source to position n .
- (1)
- Heat transfer model for 1st, 2nd, …, (n−1)-th perforation points: .
- (2)
- Heat transfer model for 1st, 2nd, …, (n−1)-th profile heat sources: .
3.2. Heat Transfer Modeling
3.2.1. Physical Model of Heat Transfer from the Heat Source at the Perforation Point to the Point at the n Position
3.2.2. Physical Modeling of Heat Transfer from a Point Heat Source to an n-Position Point
3.2.3. Methods for Establishing Contour Heat Source Characterization Points
4. Experimental Design
5. Results and Analysis
5.1. Analysis of Results of Heat Transfer Modeling
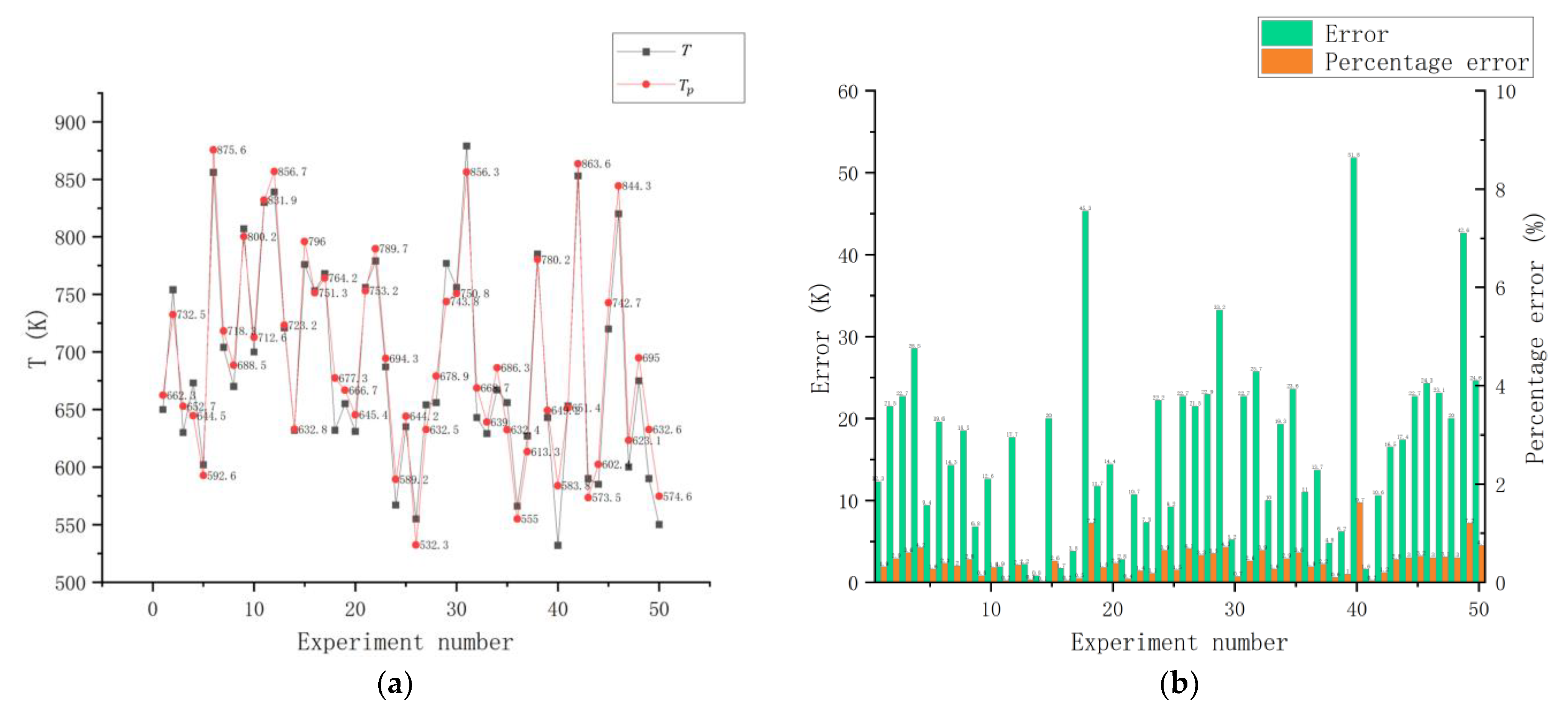
5.2. Analysis of Results of Heat Transfer Modeling
5.3. Solution Analysis of Multi-Objective Optimization Model for Machining Quality and Efficiency Based on NSGA-II
5.4. Integration of TOPSIS Decision-Making Methods and Temperature Control for Solving Process Parameter Combinations A and B

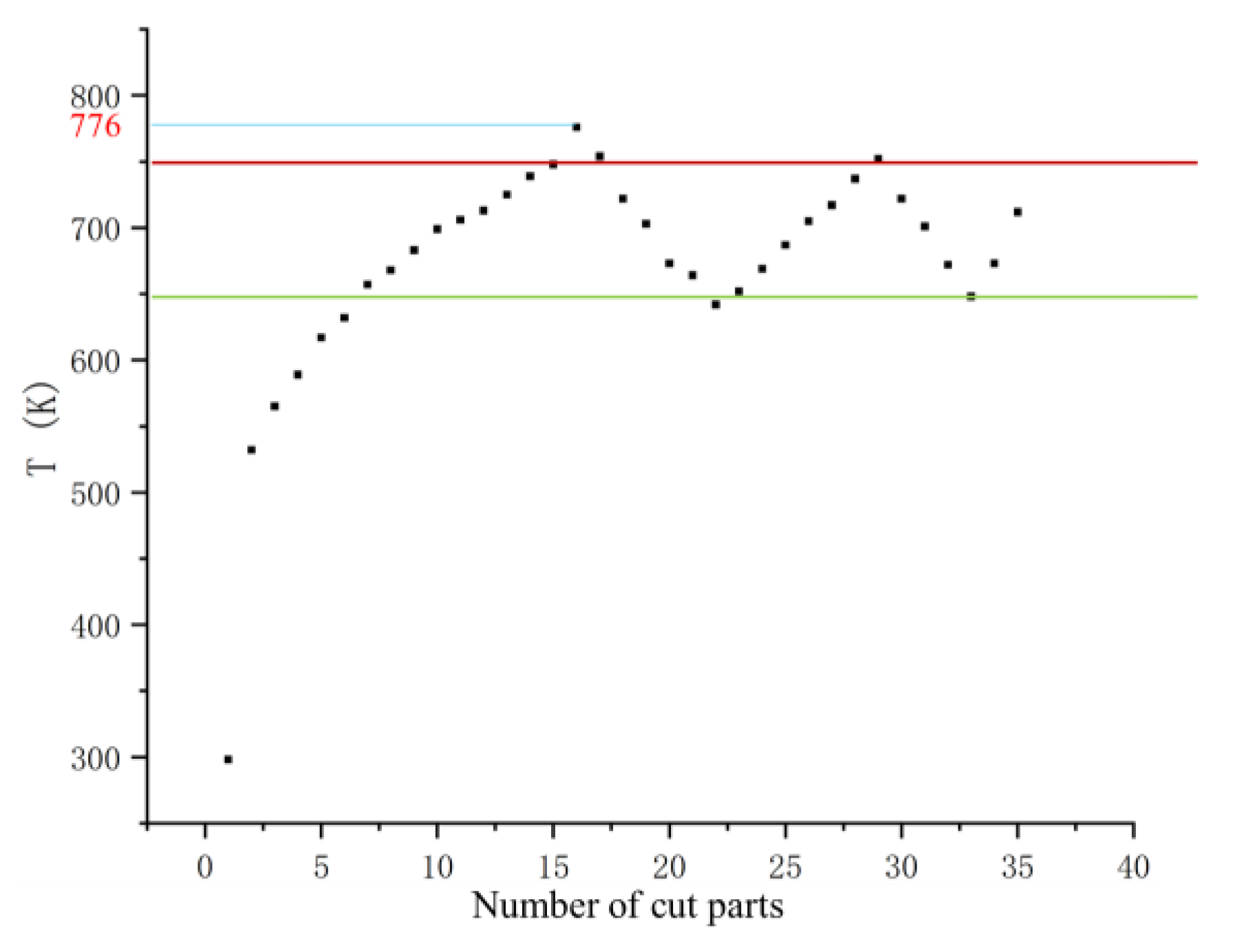
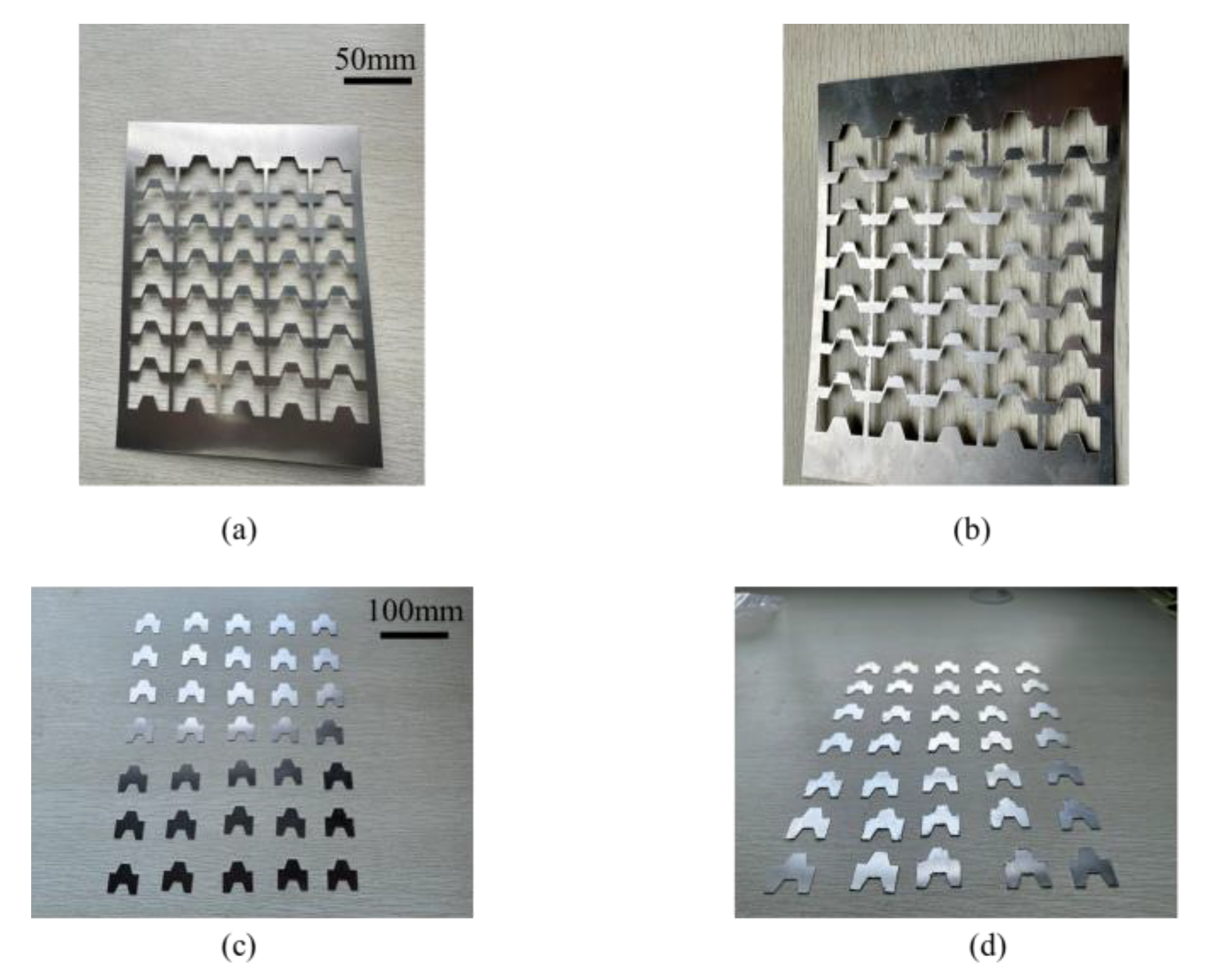
5.5. Simulation and Experimentation




6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, B.; Liu, C.; Yu, X.; Zhou, Y.; Wang, D. Prediction, detection, and suppression of regenerative chatter in milling. Adv. Mech. Eng. 2022, 14, 16878132221129746. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, L.; Ni, C. Chatter detection in milling process based on VMD and energy entropy. Mech. Syst. Signal. Process. 2018, 105, 169–182. [Google Scholar] [CrossRef]
- Oysu, C.; Bingul, Z. Application of heuristic and hybrid-GASA algorithms to tool-path optimization problem for minimizing airtime during machining. Eng. Appl. Artif. Intel. 2009, 22, 389–396. [Google Scholar] [CrossRef]
- Yan, B.; Hao, Y.; Zhu, L.; Liu, C. Towards high milling accuracy of turbine blades: A review. Mech. Syst. Signal. Process. 2022, 170, 108727. [Google Scholar] [CrossRef]
- Du, H.Q.; Qi, J.B. Application of a hybrid algorithm based on genetic algorithm and hill-climbing algorithm to tool path optimization in CNC machining. Adv. Mater. Res. 2010, 102, 681–685. [Google Scholar] [CrossRef]
- Xu, H.; Hu, J.; Wencai, W. Optimization of 3D laser cutting head orientation based on the minimum energy consumption. Int. J. Adv. Manuf. Technol. 2014, 74, 1283–1291. [Google Scholar] [CrossRef]
- Hajad, M.; Tangwarodomnukun, V.; Jaturanonda, C.; Dumkum, C. Laser cutting path optimization using simulated annealing with an adaptive large neighborhood search. Int. J. Adv. Manuf. Technol. 2019, 103, 781–792. [Google Scholar] [CrossRef]
- Han, G.; Na, S. Global torch path generation for 2-D laser cutting process using simulated annealing. Intell. Autom. Soft Comput. 1998, 4, 97–108. [Google Scholar] [CrossRef]
- Levichev, N.; Rodrigues, G.C.; Dewil, R.; Duflou, J.R. Anticipating heat accumulation in laser oxygen cutting of thick metal plates. J. Laser Appl. 2020, 32, 022018. [Google Scholar] [CrossRef]
- Dewil, R.; Vansteenwegen, P.; Cattrysse, D. Sheet metal laser cutting tool path generation: Dealing with overlooked problem aspects. Key Eng. Mater. 2015, 639, 517–524. [Google Scholar] [CrossRef]
- Kim, Y.; Gotoh, K.; Toyosada, M. Global cutting-path optimization considering the minimum heat effect with microgenetic algorithms. J. Mar. Sci. Technol. 2004, 9, 70–79. [Google Scholar] [CrossRef]
- Hajad, M.; Tangwarodomnukun, V.; Jaturanonda, C.; Dumkum, C. Laser cutting path optimization with minimum heat accumulation. Int. J. Adv. Manuf. Technol. 2019, 105, 2569–2579. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Ju, H.; Xu, P.; Lin, C.; Sun, D. Test and temperature field of finite element simulation about the effect of scanning speed on 304 stainless layer’s properties by laser cladding. Mater. Res. Innov. 2015, 19, S8-9–S8-13. [Google Scholar] [CrossRef]
- Gouge, M.F.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Modeling forced convection in the thermal simulation of laser cladding processes. Adv. Manuf. Technol. 2015, 79, 307–320. [Google Scholar] [CrossRef]
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Finite Elem. Anal. Des. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Pan, Z.; Feng, Y.; Hung, T.P.; Jiang, Y.C.; Hsu, F.C.; Wu, L.T.; Lin, C.F.; Lu, Y.C.; Liang, S.Y. Heat affected zone in the laser-assisted milling of Inconel 718. J. Manuf. Process. 2017, 30, 141–147. [Google Scholar] [CrossRef]
- Nadim, N.; Shams, O.A.; Chandratilleke, T.T.; Pramanik, A. Preheating and thermal behaviour of a rotating cylindrical workpiece in laser-assisted machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 559–570. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Z.; Gu, L.; Azimy, H. Investigating the effect of laser cutting parameters on the cut quality of Inconel 625 using Response Surface Method (RSM). Infrared Phys. Technol. 2021, 118, 103866. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Aggarwal, V.; Pruncu, C.I. Multi-objective optimization of kerf-taper and surface-roughness quality characteristics for cutting-operation on coir and carbon fibre reinforced epoxy hybrid polymeric composites during CO2-pulsed laser-cutting using RSM. Lasers Manuf. Mater. Process. 2021, 8, 157–182. [Google Scholar] [CrossRef]
- Joshi, P.; Sharma, A.; Modi, Y.K. Optimization of process parameters during laser cutting of Ni-based superalloy thin sheet using response surface methodology. Mater Today Proc. 2018, 5, 24231–24239. [Google Scholar] [CrossRef]
- Adalarasan, R.; Santhanakumar, M.; Rajmohan, M. Optimization of laser cutting parameters for Al6061/SiCp/Al2O3 composite using grey based response surface methodology (GRSM). Measurement 2015, 73, 596–606. [Google Scholar] [CrossRef]
- Patel, A.; Bhavsar, S.N. Experimental investigation to optimize laser cutting process parameters for difficult to cut die alloy steel using response surface methodology. Mater Today Proc. 2021, 43, 28–35. [Google Scholar] [CrossRef]
- Tamilarasan, A.; Rajamani, D. Multi-response optimization of Nd: YAG laser cutting parameters of Ti-6Al-4V superalloy sheet. J. Mech. Sci. Technol. 2017, 31, 813–821. [Google Scholar] [CrossRef]
- Vagheesan, S.; Govindarajalu, J. Hybrid neural network–particle swarm optimization algorithm and neural network–genetic algorithm for the optimization of quality characteristics during CO2 laser cutting of aluminium alloy. J. Braz. Soc. Mech. Sci. 2019, 41, 328. [Google Scholar] [CrossRef]
- Chaki, S.; Bathe, R.N.; Ghosal, S.; Padmanabham, G. Multi-objective optimisation of pulsed Nd: YAG laser cutting process using integrated ANN–NSGAII model. J. Intell. Manuf. 2018, 29, 175–190. [Google Scholar] [CrossRef]
- Baldovino, R.G.; Valenzuela, I.C.; Bandala, A.A.; Dadios, E.P. Optimization of CO2 laser cutting parameters using adaptive neuro-fuzzy inference system (ANFIS). J. Telecommun. Electron. Comput. Eng. (JTEC) 2018, 10, 103–107. [Google Scholar]
- Chaki, S.; Bose, D.; Bathe, R.N. Multi-objective optimization of pulsed Nd: YAG laser cutting process using entropy-based ANN-PSO model. Lasers Manuf. Mater. Process. 2020, 7, 88–110. [Google Scholar] [CrossRef]
- Levichev, N.; García, A.T.; Dewil, R.; Duflou, J.R. A virtual sensing approach for quality and productivity optimization in laser flame cutting. Int. J. Adv. Manuf. Technol. 2022, 121, 6799–6810. [Google Scholar] [CrossRef]
- Peirovi, S.; Pourasghar, M.; Nejad, A.F.; Hassan, M.A. A study on the different finite element approaches for laser cutting of aluminum alloy sheet. Int. J. Adv. Manuf. Technol. 2017, 93, 1399–1413. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, X.; Katayama, S. Weld appearance prediction with BP neural network improved by genetic algorithm during disk laser welding. J. Manuf. Syst. 2015, 34, 53–59. [Google Scholar] [CrossRef]
- Ding, H.; Wang, Z.; Guo, Y.; Yin, X. Research on laser processing technology of instrument panel implicit weakening line based on neural network and genetic algorithm. Optik 2020, 203, 163970. [Google Scholar] [CrossRef]
- Ren, X.; Fan, J.; Pan, R.; Sun, K. Modeling and process parameter optimization of laser cutting based on artificial neural network and intelligent optimization algorithm. Int. J. Adv. Manuf. Technol. 2023, 127, 1177–1188. [Google Scholar] [CrossRef]
- Ruan, X.; Zhu, Y.; Li, J.; Cheng, Y. Predicting the citation counts of individual papers via a BP neural network. J. Informetr. 2020, 14, 101039. [Google Scholar] [CrossRef]
- Yoon, K. A reconciliation among discrete compromise solutions. J. Oper. Res. Soc. 1987, 38, 277–286. [Google Scholar] [CrossRef]
- Hwang, C.L.; Lai, Y.J.; Liu, T.Y. A new approach for multiple objective decision making. Comput. Oper. Res. 1993, 20, 889–899. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Critical temperature (K) | 995 |
| Density (kg/) | 7880 |
| Specific heat capacity (J/kg) | 477 |
| Thermal diffusivity (/s) | 1.197 × 10−5 |
| Symbols | Factors | Unit | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 | Level 6 |
|---|---|---|---|---|---|---|---|---|
| f | Repetition frequency | kHz | 500 | 700 | 900 | 1100 | 1300 | 1500 |
| P | Average power | w | 500 | 700 | 900 | 1100 | 1300 | 1500 |
| v | Scanning speed | mm/s | 10 | 20 | 30 | 40 | 50 | 60 |
| No | f (kHz) | P (W) | V (mm/s) | T (K) | KW | HAZ | t (s) |
|---|---|---|---|---|---|---|---|
| 1 | 500 | 1500 | 50 | 650 | 41 | 9 | 0.2 |
| 2 | 1100 | 700 | 10 | 754 | 22 | 6 | 1 |
| 3 | 700 | 900 | 10 | 630 | 30 | 7 | 1 |
| 4 | 1500 | 500 | 10 | 673 | 18 | 5 | 1 |
| 5 | 500 | 1100 | 10 | 602 | 26 | 5 | 1 |
| 6 | 1100 | 1100 | 30 | 856 | 63 | 12 | 0.33 |
| 7 | 500 | 700 | 30 | 704 | 56 | 7 | 0.33 |
| 8 | 1100 | 700 | 30 | 670 | 33 | 9 | 0.33 |
| 9 | 500 | 1300 | 50 | 807 | 83 | 12 | 0.2 |
| 10 | 700 | 700 | 30 | 700 | 26 | 8 | 0.33 |
| 11 | 1300 | 1500 | 40 | 830 | 55 | 22 | 0.25 |
| 12 | 900 | 1500 | 40 | 839 | 60 | 18 | 0.25 |
| 13 | 500 | 900 | 50 | 721 | 85 | 8 | 0.2 |
| 14 | 1500 | 700 | 30 | 632 | 20 | 7 | 0.33 |
| 15 | 1100 | 900 | 60 | 776 | 44 | 12 | 0.17 |
| 16 | 700 | 900 | 50 | 753 | 40 | 9 | 0.2 |
| 17 | 900 | 1300 | 40 | 768 | 72 | 14 | 0.25 |
| 18 | 1500 | 900 | 50 | 632 | 48 | 9 | 0.2 |
| 19 | 1100 | 1100 | 20 | 655 | 55 | 15 | 0.5 |
| 20 | 500 | 1100 | 20 | 631 | 35 | 12 | 0.5 |
| 21 | 900 | 1300 | 10 | 756 | 80 | 18 | 1 |
| 22 | 1300 | 1300 | 40 | 779 | 64 | 19 | 0.25 |
| 23 | 700 | 1100 | 20 | 687 | 45 | 12 | 0.5 |
| 24 | 900 | 1500 | 60 | 567 | 25 | 5 | 0.17 |
| 25 | 1100 | 1300 | 40 | 635 | 56 | 18 | 0.25 |
| 26 | 700 | 900 | 20 | 555 | 39 | 6 | 0.5 |
| 27 | 900 | 1100 | 20 | 654 | 62 | 12 | 0.5 |
| 28 | 1300 | 1100 | 20 | 656 | 52 | 16 | 0.5 |
| 29 | 500 | 1300 | 40 | 777 | 41 | 32 | 0.25 |
| 30 | 1500 | 1500 | 20 | 756 | 56 | 11 | 0.5 |
| 31 | 1100 | 1500 | 30 | 879 | 47 | 21 | 0.33 |
| 32 | 1300 | 900 | 40 | 643 | 42 | 8 | 0.25 |
| 33 | 900 | 900 | 60 | 629 | 52 | 9 | 0.17 |
| 34 | 1500 | 1300 | 40 | 667 | 72 | 13 | 0.25 |
| 35 | 500 | 1500 | 20 | 656 | 75 | 40 | 0.5 |
| 36 | 700 | 1100 | 30 | 566 | 74 | 17 | 0.33 |
| 37 | 900 | 700 | 30 | 627 | 30 | 6 | 0.33 |
| 38 | 1500 | 1500 | 20 | 785 | 83 | 15 | 0.5 |
| 39 | 700 | 1300 | 40 | 643 | 50 | 14 | 0.25 |
| 40 | 1300 | 900 | 60 | 532 | 25 | 13 | 0.17 |
| 41 | 1100 | 700 | 20 | 653 | 32 | 8 | 0.5 |
| 42 | 1300 | 1300 | 10 | 853 | 75 | 22 | 1 |
| 43 | 1300 | 500 | 50 | 590 | 49 | 9 | 0.2 |
| 44 | 900 | 700 | 10 | 585 | 42 | 4 | 1 |
| 45 | 1300 | 700 | 30 | 720 | 35 | 10 | 0.33 |
| 46 | 700 | 1100 | 60 | 820 | 67 | 22 | 0.17 |
| 47 | 1300 | 500 | 40 | 600 | 27 | 5 | 0.25 |
| 48 | 900 | 1500 | 50 | 675 | 27 | 5 | 0.2 |
| 49 | 1300 | 500 | 10 | 590 | 30 | 7 | 1 |
| 50 | 500 | 1300 | 40 | 550 | 26 | 6 | 0.25 |
| Activation Function | Tansig | Logsig | Elliotsig | Hardlim | Hardlims | Poslin | Purelin | Satlin |
| Code | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Activation functions | satlins | netinv | tribas | radbas | radbasn | compet | softmax | |
| Code | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Number of Particles (N) | Learning Factor | Particle Speed Range | Particle Position Range | Maximum Number of Iterations |
|---|---|---|---|---|
| 30 | c1 = c2 = 2 | −5~5 | −5~5 | 100 |
| Model | Number of Neurons | Transfer Function | MSE | ||||
|---|---|---|---|---|---|---|---|
| KW | HAZ | KW | HAZ | ||||
| PSO-BP | 9 | 3 | 2 | 0.932 | 0.974 | 132.67 | 123.56 |
| 9 | 2 | 1 | 0.967 | 0.985 | 127.46 | 115.27 | |
| 9 | 4 | 1 | 0.945 | 0.943 | 124.35 | 108.45 | |
| 8 | 2 | 1 | 0.948 | 0.931 | 143.63 | 128.76 | |
| 8 | 2 | 1 | 0.953 | 0.894 | 153.27 | 132.32 | |
| 7 | 2 | 1 | 0.948 | 0.923 | 159.53 | 147.26 | |
| 7 | 3 | 1 | 0.955 | 0.847 | 164.43 | 163.23 | |
| 6 | 2 | 1 | 0.963 | 0.759 | 186.26 | 172.38 | |
| 6 | 2 | 1 | 0.943 | 0.832 | 203.26 | 198.28 | |
| 5 | 2 | 1 | 0.921 | 0.845 | 211.27 | 208.29 | |
| 5 | 2 | 1 | 0.893 | 0.844 | 212.38 | 217.29 | |
| 4 | 2 | 1 | 0.874 | 0.922 | 232.35 | 213.21 | |
| 4 | 2 | 1 | 0.854 | 0.873 | 222.36 | 232.27 | |
| No | f (kHz) | P (W) | V (mm/s) | T (K) |
|---|---|---|---|---|
| 1 | 500 | 1500 | 50 | 650 |
| 3 | 800 | 900 | 10 | 630 |
| 4 | 1500 | 500 | 10 | 647 |
| 5 | 500 | 1100 | 10 | 602 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 95 | 1100 | 700 | 35 | 670 |
| 97 | 550 | 1100 | 20 | 631 |
| 100 | 750 | 1100 | 20 | 687 |
| Response Value | TOPSIS | ||||
|---|---|---|---|---|---|
| ) | T (K) | t (s) | Score | Rank | |
| 33.9495 | 18.2772 | 622 | 0.1380 | 0.3797 | 23 |
| 49.7396 | 23.0633 | 753 | 0.0871 | 0.3108 | 46 |
| 36.5374 | 18.1650 | 654 | 0.0851 | 0.3069 | 39 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 21.0912 | 9.0486 | 703 | 0.0363 | 0.2342 | 1 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 39.7396 | 21.1343 | 781 | 0.0871 | 0.1927 | 22 |
| 34.5447 | 20.1650 | 763 | 0.0932 | 0.1850 | 15 |
| 49.5447 | 30.1650 | 832 | 0.1380 | 0.1738 | 56 |
| 53.9217 | 39.0486 | 853 | 0.1954 | 0.1322 | 49 |
| Response Value | TOPSIS | ||||
|---|---|---|---|---|---|
| ) | T (K) | t (s) | Score | Rank | |
| 68.9479 | 33.5992 | 876 | 0.2331 | 0.3167 | 53 |
| 66.5347 | 33.6084 | 864 | 0.0871 | 0.2933 | 50 |
| 40.9435 | 27.0752 | 744 | 0.0851 | 0.2846 | 30 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 16.4685 | 6.3452 | 625 | 0.0721 | 0.2239 | 1 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 26.0921 | 13.6283 | 676 | 0.0731 | 0.1557 | 17 |
| 36.0921 | 15.0486 | 706 | 0.0532 | 0.1438 | 22 |
| 39.6876 | 17.0583 | 732 | 0.0518 | 0.1444 | 27 |
| 49.7396 | 21.1343 | 794 | 0.0598 | 0.1283 | 37 |
| Processing Parameters | Predictions | Experiments | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| f (kHz) | P (w) | V (mm/s) | ) | t | ) | t | Error | |||
| a | 1260 | 1075 | 45 | 21.0912 | 9.0486 | 0.222 | 22.5 | 9.8 | 0.215 | 8.3% |
| b | 1050 | 850 | 30 | 16.4685 | 6.3452 | 0.333 | 17.2 | 6.5 | 0.337 | 9.6% |
| Processing Type | Number of Pieces Processed | f (kHz) | P (w) | v (mm/s) | T (K) | KW | HAZ | Quality Improvement | t (s) | Efficiency Improvement |
|---|---|---|---|---|---|---|---|---|---|---|
| Constant parameter processing | 500 | 500 | 10 | 704 | 28.7546 | 17.3586 | 35 | |||
| Optimized parametric machining | 1 | 500 | 500 | 10 | 532 | 17.6452 | 7.8457 | 8.63% | 1 | 20.6% |
| 2 | 1260 | 1075 | 45 | 565 | 22.3569 | 9.8423 | 0.222 | |||
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | |||
| 16 | 1260 | 1075 | 45 | 776 | 24.9345 | 14.3352 | 0.222 | |||
| 17 | 1050 | 850 | 30 | 754 | 24.6353 | 13.7356 | 0.333 | |||
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | |||
| 34 | 1260 | 1075 | 45 | 712 | 29.7618 | 17.7367 | 0.222 | |||
| 35 | 1260 | 1075 | 45 | 30.5342 | 18.7634 | 0.333 |
| Processing Type | Number of Pieces Processed | f (kHz) | P (w) | V (mm/s) | T (K) | KW | HAZ | Quality Improvement | t (s) | Efficiency Improvement |
|---|---|---|---|---|---|---|---|---|---|---|
| Constant parameter processing | 1000 | 1500 | 10 | 756 | 31.6784 | 22.0937 | 35 | |||
| Optimized parametric machining | 1 | 1000 | 1500 | 10 | 579 | 23.5243 | 11.5443 | 14.53% | 1 | 15.1% |
| 2 | 1260 | 1075 | 45 | 596 | 21.9096 | 9.2941 | 0.222 | |||
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | |||
| 11 | 1260 | 1075 | 45 | 794 | 27.4537 | 17.5635 | 0.222 | |||
| 12 | 1050 | 850 | 30 | 773 | 25.5321 | 16.6245 | 0.333 | |||
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | ⋮ | |||
| 34 | 1050 | 850 | 30 | 759 | 32.5367 | 22.3633 | 0.333 | |||
| 35 | 1260 | 1075 | 45 | 30.5342 | 24.5237 | 0.222 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liao, X.; Lu, J.; Ma, J. Optimization Method of Sheet Metal Laser Cutting Process Parameters under Heat Influence. Machines 2024, 12, 206. https://doi.org/10.3390/machines12030206
Wang Y, Liao X, Lu J, Ma J. Optimization Method of Sheet Metal Laser Cutting Process Parameters under Heat Influence. Machines. 2024; 12(3):206. https://doi.org/10.3390/machines12030206
Chicago/Turabian StyleWang, Yeda, Xiaoping Liao, Juan Lu, and Junyan Ma. 2024. "Optimization Method of Sheet Metal Laser Cutting Process Parameters under Heat Influence" Machines 12, no. 3: 206. https://doi.org/10.3390/machines12030206
APA StyleWang, Y., Liao, X., Lu, J., & Ma, J. (2024). Optimization Method of Sheet Metal Laser Cutting Process Parameters under Heat Influence. Machines, 12(3), 206. https://doi.org/10.3390/machines12030206