


A Study of Sliding Friction Using an Acoustic Emission and Wavelet-Based Energy Approach



Abstract
:1. Introduction
2. Background
3. Wavelet Transform
3.1. Introduction
3.2. Continuous Wavelet Transform
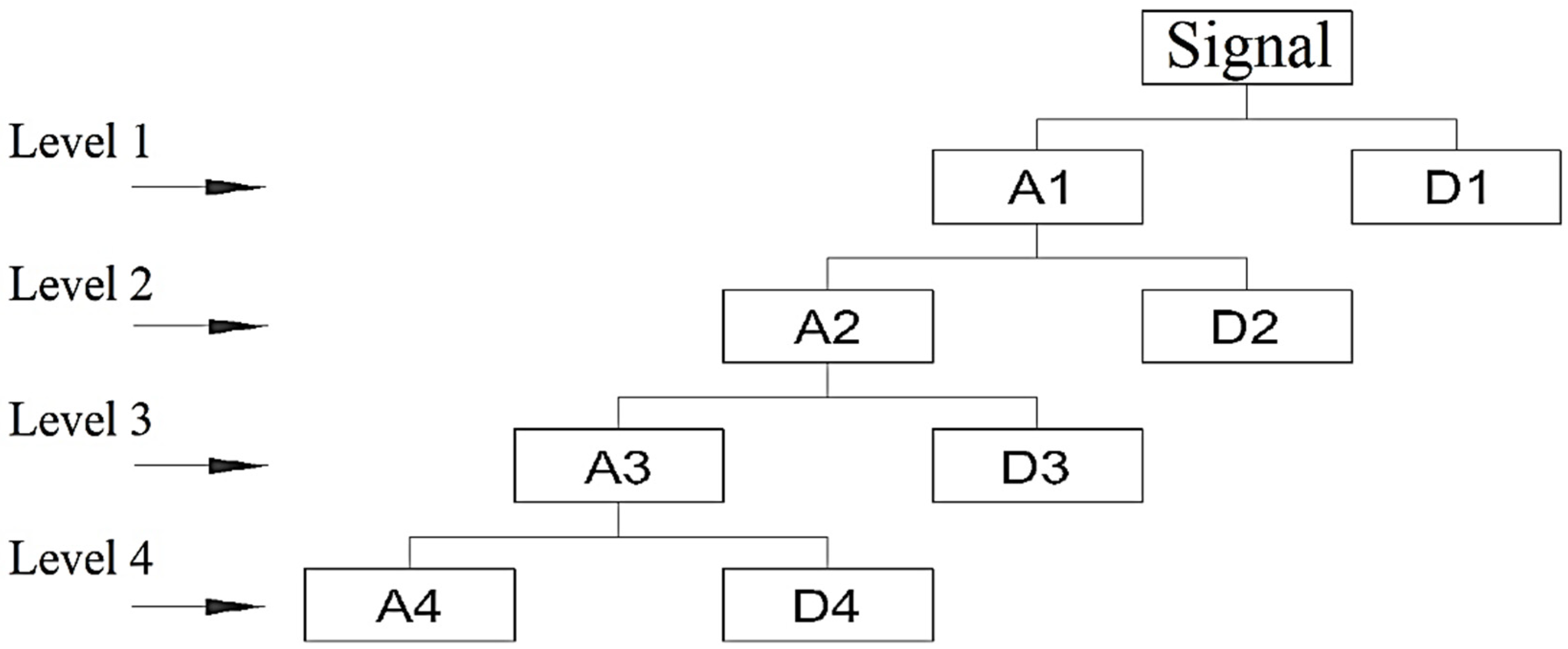
3.3. Discrete Wavelet Transform
3.4. Wavelet Energy and Entropy
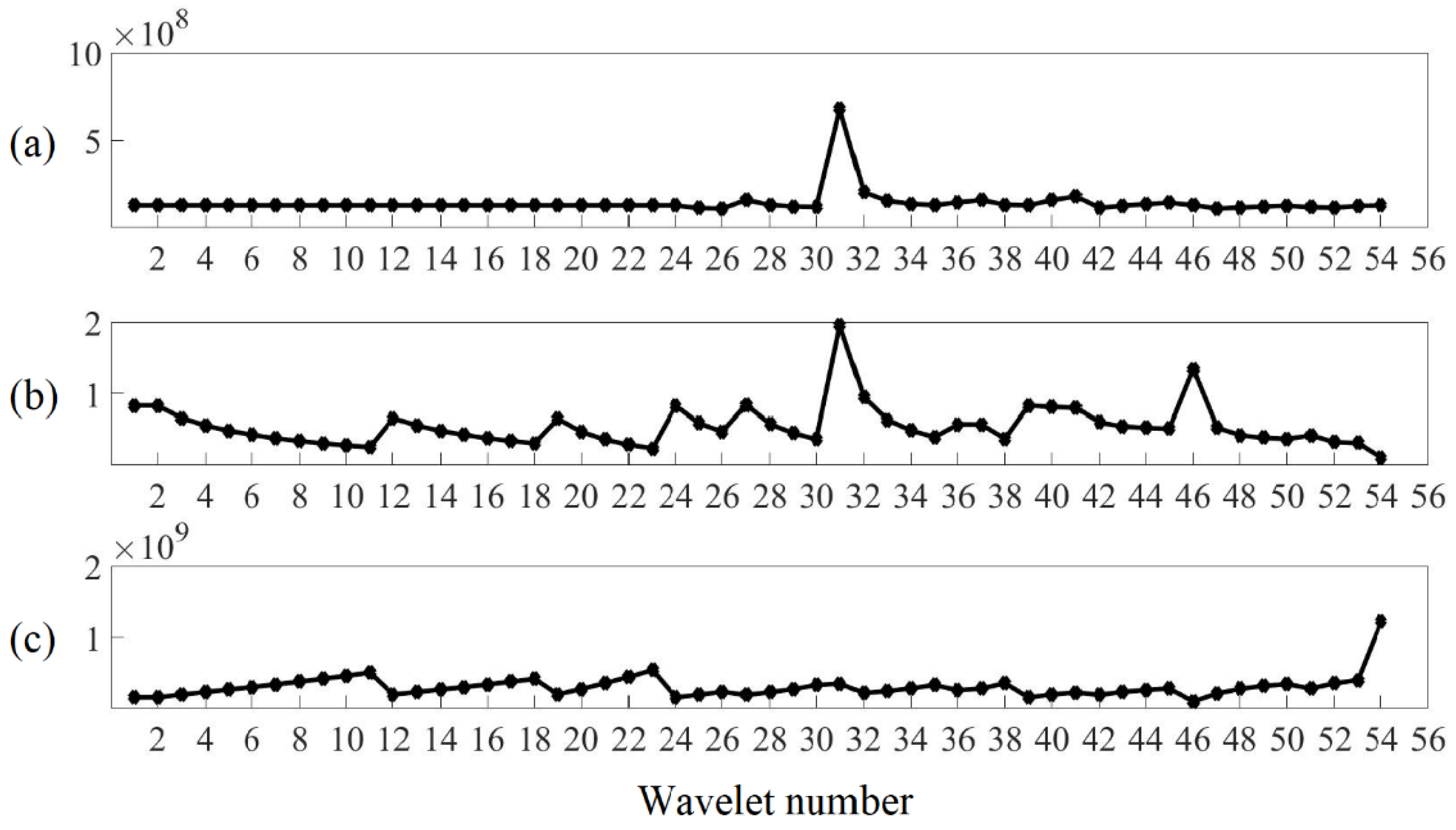
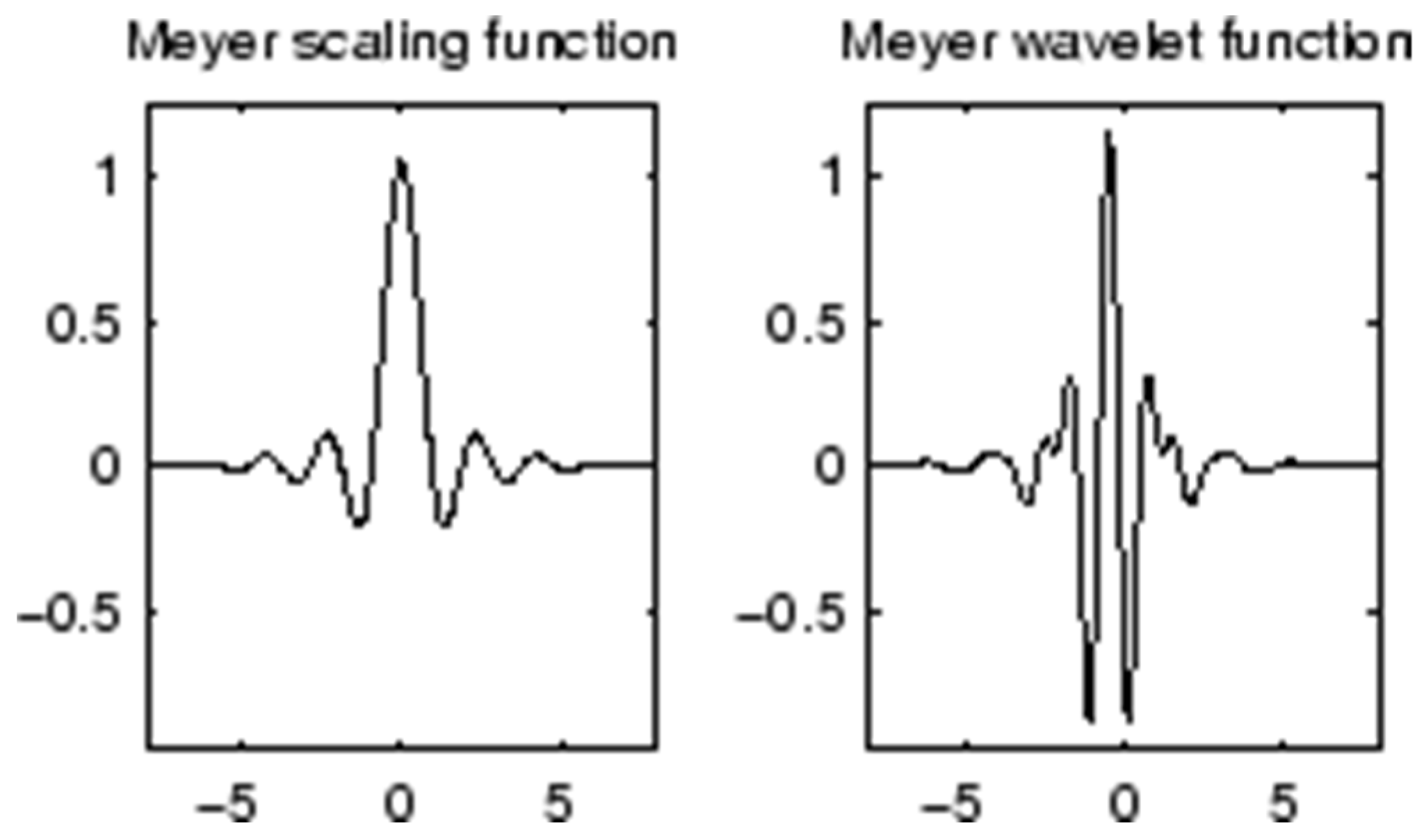
3.5. Mother Wavelet Selection
3.6. Time-Scale Distribution
4. Experimental Setup and Test Procedure
4.1. Experimental Setup
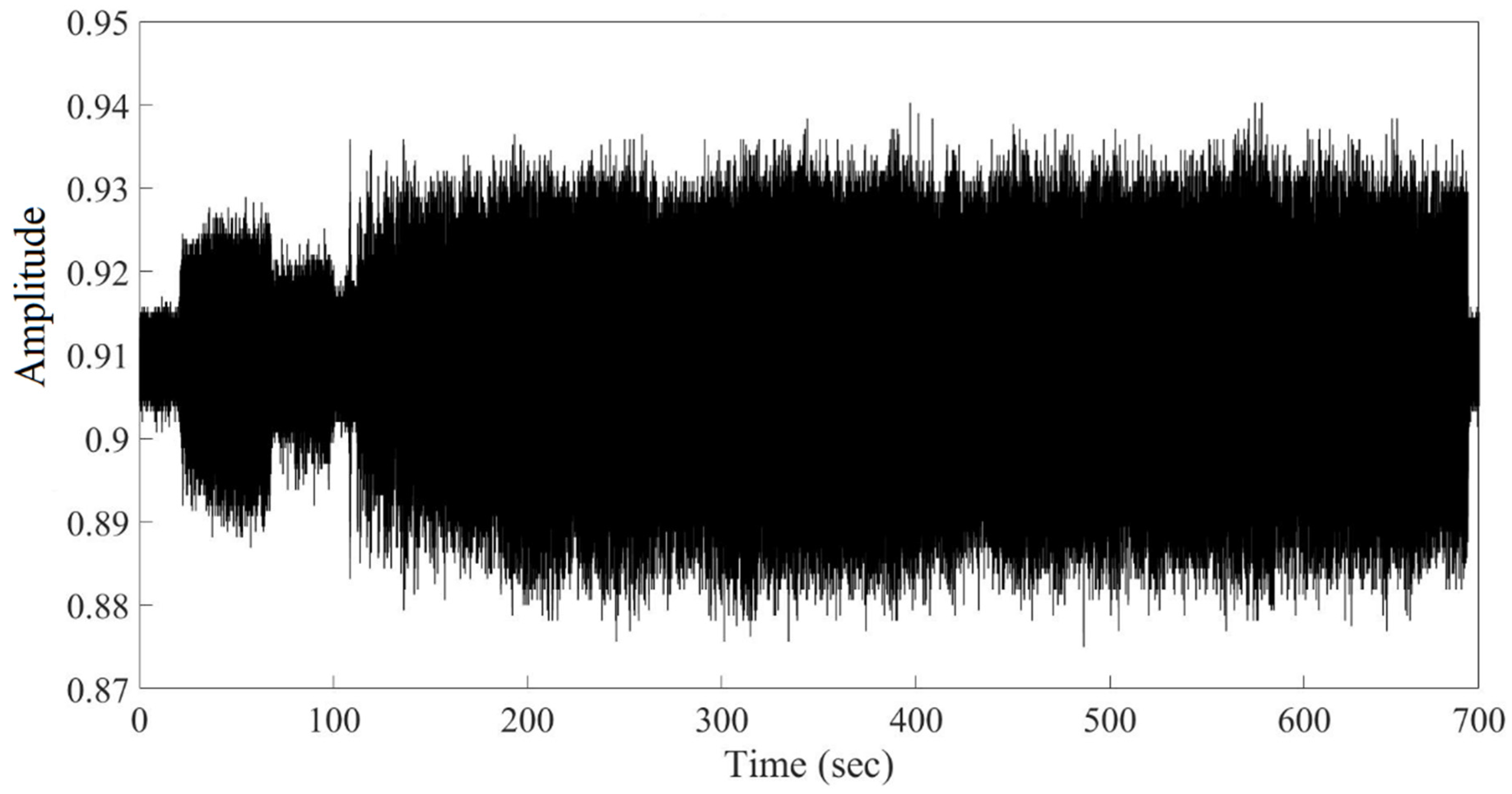
4.2. Data Recording and Acquisition
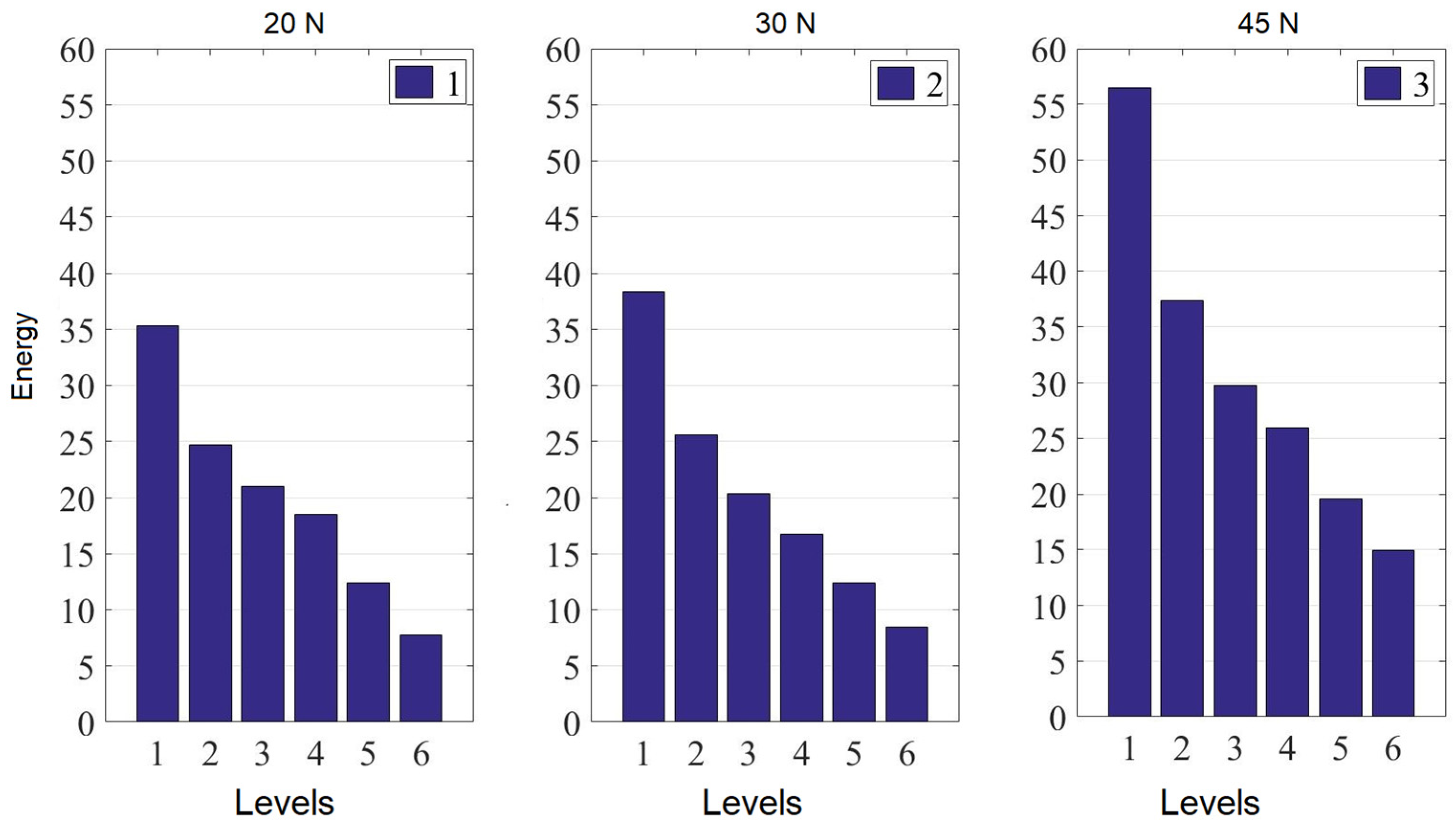
4.3. Results Correlations and Analysis
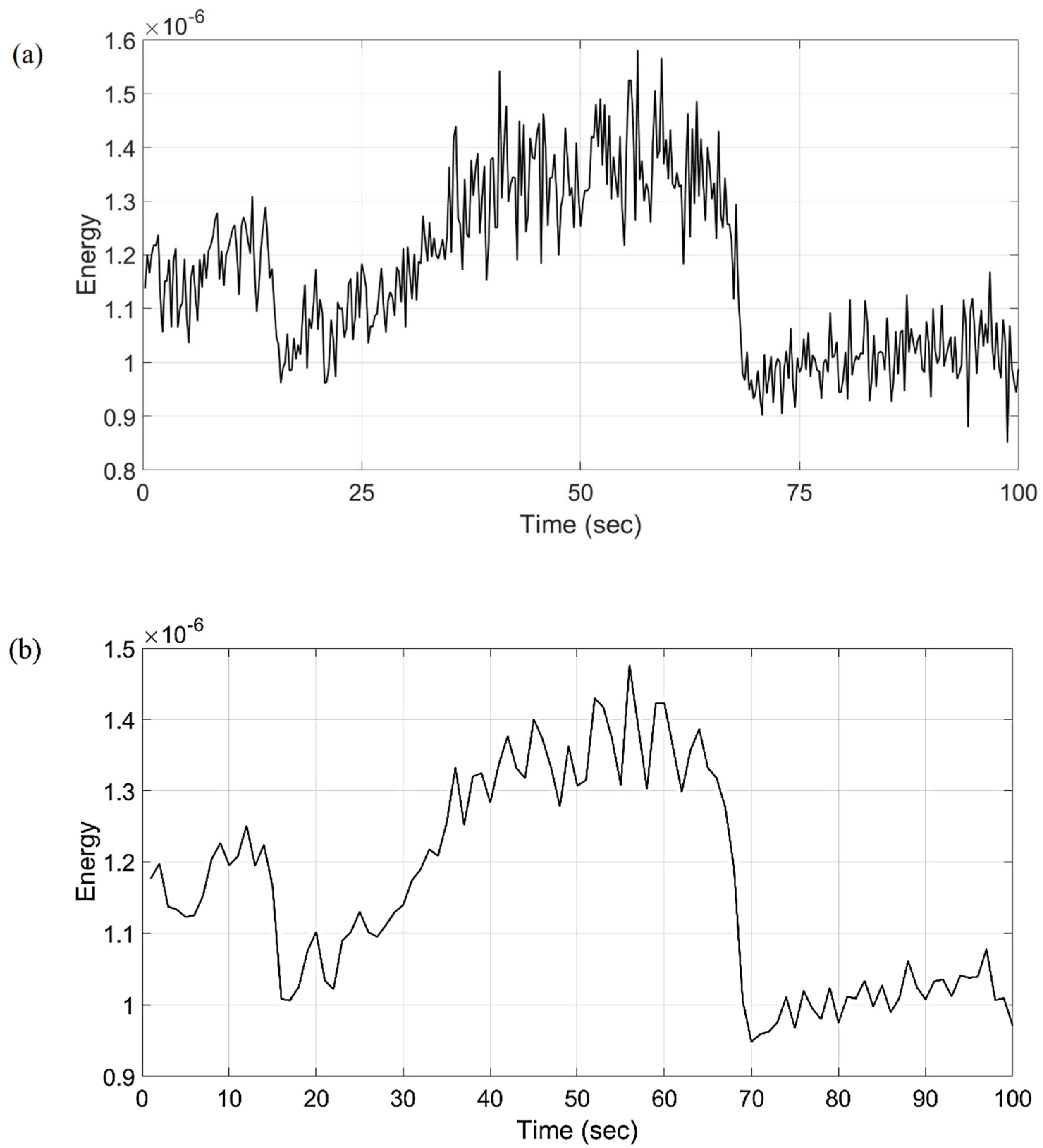
5. Further Analysis
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kombalov, V.S. Effect of Roughness of Solids on Friction and Wear; Nauka Press: Moscow, Russia, 1974. [Google Scholar]
- Basu, B.; Kalin, M. Tribology of Ceramics and Composites: A Materials Science Perspective; Wiley-American Ceramic Society: Hoboken, NJ, USA, 2011. [Google Scholar]
- Polzer, G.; Meissner, F. Fundamentals of Friction and Wear; Mashinostroenie: Moscow, Russia, 1984. [Google Scholar]
- Blau, P.J. Friction Science and Technology: From Concepts to Applications, 2nd ed.; CRC Press, Taylor & Francis Group: New York, NY, USA, 2009. [Google Scholar]
- Nosonovsky, M. Entropy in Tribology: In the Search for Applications. Entropy 2010, 12, 1345–1390. [Google Scholar] [CrossRef]
- Blau, P.J. On the nature of running-in. Tribol. Int. 2005, 38, 1007–1012. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Totten, G.E. Self-Organization during Friction: Advanced Surface-Engineered Materia; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Kombalov, V.S. Evaluation of Tribotechnical Properties of Contact Surface; Nauka Press: Moscow, Russia, 1983. [Google Scholar]
- Tur, A.A.; Kholodilov, V. Acoustic-emission diagnostics of the running-in of movable parts. J. Frict. Wear 1987, 8, 546–549. [Google Scholar]
- Mechefske, C.; Sun, G.; Sheasby, J. Using acoustic emission to monitor sliding wear. Insight Non-Destr. Test. Cond. Monit 2002, 44, 490–497. [Google Scholar]
- Malhotra, V.M.; Carino, N.J. Handbook on Nondestructive Testing of Concrete, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Tensi, H.M. The Kaiser-Effect and Its Scientific Background. J. Acoust. Emiss. 2004, 22, s1–s16. [Google Scholar]
- Scruby, C.B.; Hill, R. Acoustic emission: Theory and practice: Proceedings of the 16th European Working Group on Acoustic Emission Conference. In Proceedings of the 4th European Conference on Non-Destructive Testing, London, UK, 13–17 September 1987; pp. 2831–2838. [Google Scholar]
- Sviridenok, A.I. Acoustic and Electrical Methods in Tribotechnics; Nauka Technika: Minsk, Belarus, 1987. [Google Scholar]
- Svirdenok, A.I.; Kalmykova, T.F.; Kholodilov, V. Investigation of the Actual Area of the Polymer–Metal Friction Contact Using Acoustic Vibrations. J. Frict. Wear 1980, 1, 898–907. [Google Scholar]
- Rapoport, L.S.; Petrov, U.N.; Weinsberg, V.E.; Voronina, N.I. Investigation of the Dynamics of Metal Friction Processes by the Acoustic Emission Method. J. Frict. Wear 1981, 2, 305–309. [Google Scholar]
- Budadin, O.N.; Rapoport, D.A. On the method of automated processing of flaw detection results. Defectoscopia 1982, 3, 531–536. [Google Scholar]
- Filatov, S.V. Acoustic emission during abrasive wear of metals. J. Frict. Wear 1982, 3, 558–562. [Google Scholar]
- Nosovsky, I.G.; Mironov, E.A.; Stadnichenko, N.G. Investigation of the Processes of Deformation and Fracture of Surface Layers of Metals during Friction by the Acoustic Emission Method. J. Frict. Wear 1982, 3, 531–536. [Google Scholar]
- Lingard, S.; Ng, K.K. An investigation of acoustic emission in sliding friction and wear of metals. Wear 1989, 130, 367–379. [Google Scholar] [CrossRef]
- Grosse, C.; Ohtsu, M. Basics for Research—Applications in Civil Engineering. In Acoustic Emission Testing; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Beattie, A.G. Acoustic Emission, Principles and Instrumentation. J. Acoust. Emiss. 1983, 2, 95–128. [Google Scholar]
- Lukin, A. Introduction to Digital Signal Processing; Nauka Press: Moscow, Russia, 2002. [Google Scholar]
- Gao, R.X.; Yan, R. Wavelets; Springer US: Boston, MA, USA, 2011. [Google Scholar] [CrossRef]
- Li, X. A brief review: Acoustic emission method for tool wear monitoring during turning. Int. J. Mach. Tools Manuf. 2002, 42, 157–165. [Google Scholar] [CrossRef]
- Loutas, T.H.; Kostopoulos, V.; Ramirez-Jimenez, C.; Pharaoh, M. Damage evolution in center-holed glass/polyester composites under quasi-static loading using time/frequency analysis of acoustic emission monitored waveforms. Compos. Sci. Technol. 2006, 66, 1366–1375. [Google Scholar] [CrossRef]
- Shannon, C.E. A Mathematical Theory of Communication. Bell Syst. Tech. J. 1948, 27, 379–423. [Google Scholar] [CrossRef]
- Kolmogorov, A.N. A new metric invariant of transitive dynamical systems and of automorphisms of Lebesgue spaces (Russian). Dokl. Akad. Nauk 1958, 119, 861–864. [Google Scholar]
- Sinai, Y.G. On the concept of entropy for a dynamic system: § 1, § 2. Dokl. Acad. Sci. 1959, 124, 768–771. [Google Scholar]
- Stollnitz, E.J.; DeRose, T.D.; Salesin, D.H. Wavelets for Computer Graphics; NIC RHD: Izhevsk, Russia, 2002. [Google Scholar]
- Yakovlev, A.N. Introduction to Wavelet Transform: Tutorial; HGTU: Novosibirsk, Russia, 2003. [Google Scholar]
- Polikar, R. The Story of Wavelets. In Physics and Modern Topics in Mechanical and Electrical Engineering; Mastorakis, N., Ed.; World Scientific and Engineering Society Press: Athens, Greece, 1999; pp. 192–197. [Google Scholar]
- Mallat, S. A Wavelet Tour of Signal Processing; Academic Press: Amsterdam, The Netherlands, 1999. [Google Scholar]
- Yudin, M.N.; Farkov, Y.A.; Filatov, D.M. Introduction to wavelet analysis. In Educational and Practical Guide for the System of Distance Education; MGRI: Moscow, Russia, 2001. [Google Scholar]
- Boriskevich, A.A.; Gursky, A.L.; Kochubeev, Y.G. MPEG Video Compression and Encryption; BGUIR: Minsk, Belarus, 2004. [Google Scholar]
- Cohen, L. Time-frequency distributions—A review. Proc. IEEE 1989, 77, 941–981. [Google Scholar] [CrossRef]
- Goswami, J.C.; Chan, A.K. Fundamentals of Wavelets: Theory, Algorithms, and Applications, 2nd ed.; Wiley-Interscience: New York, NY, USA, 2010. [Google Scholar]
- Hauswirth, I. FFT-1/n-Octave Analysis-Wavelet; Technical Report Application Note-02/18; HEAD Acoustics: Brighton, MI, USA, 2018. [Google Scholar]
- Daubechies, I. Ten Lectures on Wavelets; SIAM: Philadelphia, PA, USA, 1992. [Google Scholar] [CrossRef]
- Mallat, S.G. A theory for multiresolution signal decomposition: The wavelet representation. IEEE Trans. Pattern Anal. Mach. Intell. 1989, 11, 674–693. [Google Scholar] [CrossRef]
- Refahi Oskouei, A. Wavelet-based acoustic emission characterization of damage mechanism in composite materials under mode I delamination at different interfaces. Express Polym. Lett. 2009; 3, 804–813. [Google Scholar] [CrossRef]
- Dyakonov, V.P. Wavelets: From the Theory to the Practice, 2nd ed.; CSLON-R: Moscow, Russia, 2010. [Google Scholar]
- Rosso, O.; Blanco, S.; Yordanova, J.; Figliola, A.; Schürmann, M.; Basar, E. Wavelet entropy: A new tool for analysis of short duration brain electrical signals. J. Neurosci. Methods 2001, 105, 65–75. [Google Scholar] [CrossRef]
- Blanco, S.; Figliola, A.; Quiroga, R.Q.; Rosso, O.A.; Serrano, E. Time-frequency analysis of electroencephalogram series III. Wavelet packets and information cost function. Phys. Rev. E 1998, 57, 932–940. [Google Scholar] [CrossRef] [PubMed]
- Kragelsky, I.V.; Vinogradova, I.E. The Coefficients of Friction; Mashgiz: Moscow, Russia, 1962. [Google Scholar]
- Oppenheim, A.V.; Schafer, R.W. Digital Signal Processing; Prentice-Hall: Englewood Cliffs, NJ, USA, 1975. [Google Scholar]
- Antoniou, A. Digital Filters: Analysis and Design (Communications and Information Theory); McGraw-Hill Education: Berkshire, UK, 1979. [Google Scholar]
- Sergienko, A.B. Digital Signal Processing, 2nd ed.; Piter: St. Petersburg, FL, USA, 2007. [Google Scholar]
- Baskakov, S.I. Radio Engineering Circuits and Signals: A Guide to solving problems. In Textbook for High Schools; Vysshaya Shkola: Moscow, Russia, 1983. [Google Scholar]
- Fadin, Y.A. Application of acoustic emissions for mass wear analysis. J. Frict. Wear 2008, 29, 21–23. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
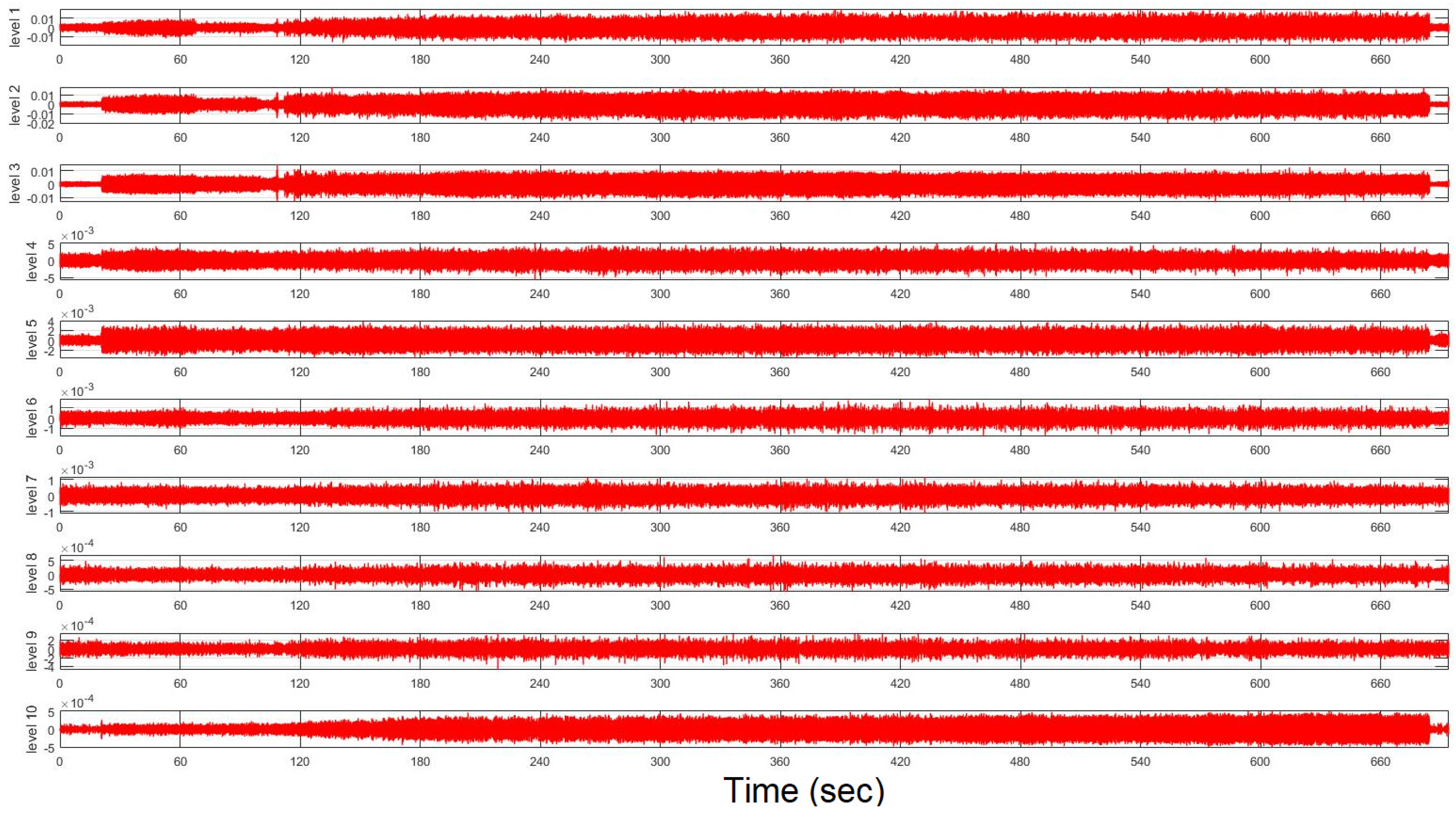
| Levels | Components | Frequency (Hz) |
|---|---|---|
| 1 | d1 | 5000–10,000 |
| 2 | d2 | 2500–5000 |
| 3 | d3 | 1250–2500 |
| 4 | d4 | 625–1250 |
| 5 | d5 | 312.5–625 |
| 6 | d6 | 156.25–312.5 |
| 7 | d7 | 78.125–156.25 |
| 8 | d8 | 39–78.125 |
| 9 | d9 | 19.53125–39.0625 |
| 10 | d10 | 9.765625–19.53125 |
| No | Mother Wavelet | No | Mother Wavelet | No | Mother Wavelet | No | Mother Wavelet |
|---|---|---|---|---|---|---|---|
| 1 | haar | 15 | sym5 | 29 | bior2.6 | 43 | rbio2.4 |
| 2 | db1 | 16 | sym6 | 30 | bior2.8 | 44 | rbio2.6 |
| 3 | db2 | 17 | sym7 | 31 | bior3.1 | 45 | rbio2.8 |
| 4 | db3 | 18 | sym8 | 32 | bior3.3 | 46 | rbio3.1 |
| 5 | db4 | 19 | coif1 | 33 | bior3.5 | 47 | rbio3.3 |
| 6 | db5 | 20 | coif2 | 34 | bior3.7 | 48 | rbio3.5 |
| 7 | db6 | 21 | coif3 | 35 | bior3.9 | 49 | rbio3.7 |
| 8 | db7 | 22 | coif4 | 36 | bior4.4 | 50 | rbio3.9 |
| 9 | db8 | 23 | coif5 | 37 | bior5.5 | 51 | rbio4.4 |
| 10 | db9 | 24 | bior1.1 | 38 | bior6.8 | 52 | rbio5.5 |
| 11 | db10 | 25 | bior1.3 | 39 | rbio1.1 | 53 | rbio6.8 |
| 12 | sym2 | 26 | bior1.5 | 40 | rbio1.3 | 54 | dmey |
| 13 | sym3 | 27 | bior2.2 | 41 | rbio1.5 | ||
| 14 | sym4 | 28 | bior2.4 | 42 | rbio2.2 |
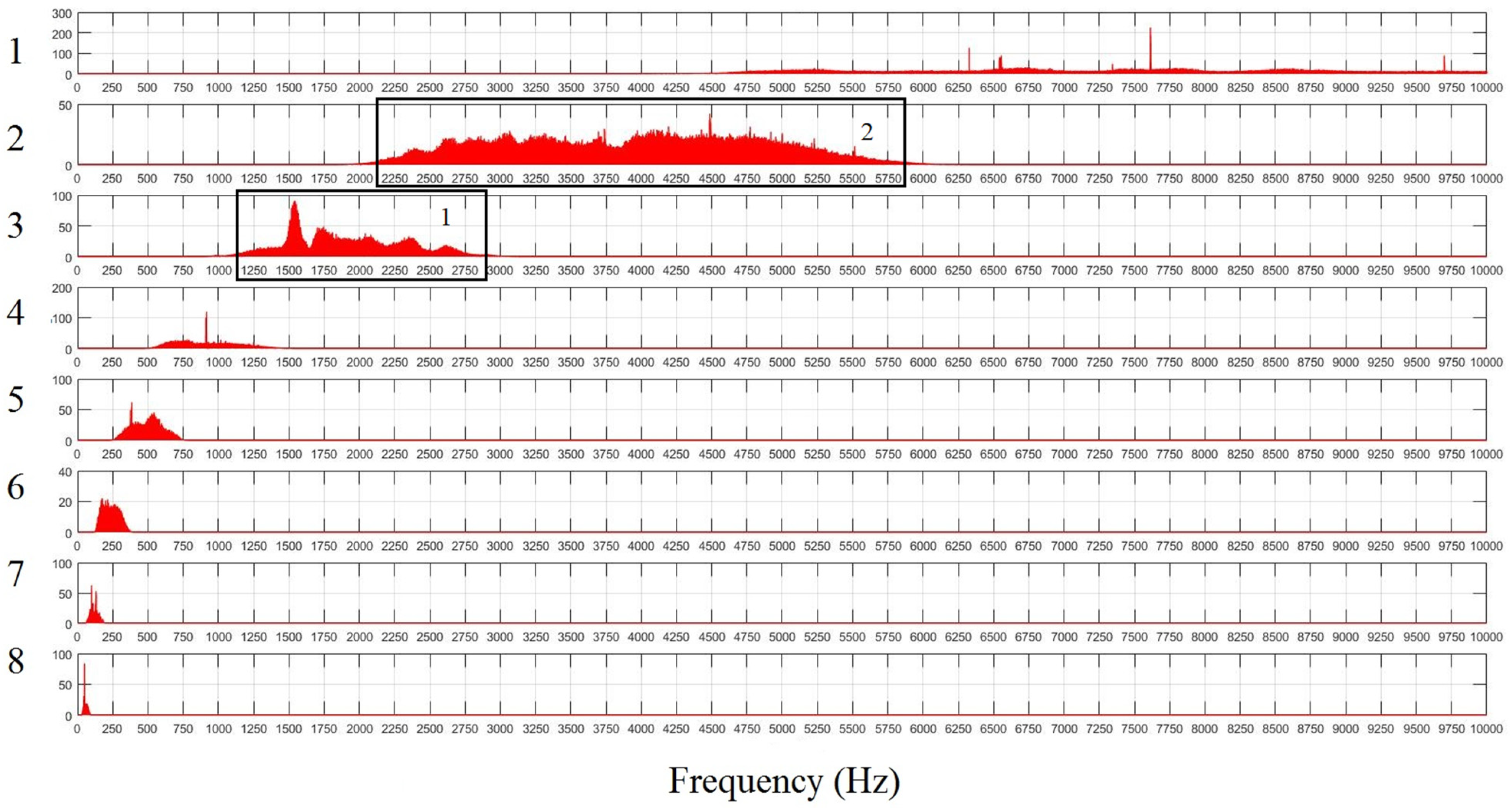
| Level of Wavelet Decomposition | Frequency Range (Hz) | Percentage (%) |
|---|---|---|
| d1 | 5000–10.000 | 37.57 |
| d2 | 2500–5000 | 23.4 |
| d3 | 1250–2500 | 24.25 |
| d4 | 625–1250 | 6.8 |
| d5 | 312.5–625 | 5.87 |
| d6 | 156.25–312.5 | 1 |
| d7 | 78.125–156.25 | 0.86 |
| d8 | 39–78.125 | 0.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sychev, S.; Batako, A.D.L. A Study of Sliding Friction Using an Acoustic Emission and Wavelet-Based Energy Approach. Machines 2024, 12, 265. https://doi.org/10.3390/machines12040265
Sychev S, Batako ADL. A Study of Sliding Friction Using an Acoustic Emission and Wavelet-Based Energy Approach. Machines. 2024; 12(4):265. https://doi.org/10.3390/machines12040265
Chicago/Turabian StyleSychev, Sergey, and Andre D. L. Batako. 2024. "A Study of Sliding Friction Using an Acoustic Emission and Wavelet-Based Energy Approach" Machines 12, no. 4: 265. https://doi.org/10.3390/machines12040265
APA StyleSychev, S., & Batako, A. D. L. (2024). A Study of Sliding Friction Using an Acoustic Emission and Wavelet-Based Energy Approach. Machines, 12(4), 265. https://doi.org/10.3390/machines12040265