
A Non-Photolithography Fabrication for a Microfluidic Chip Based on PMMA Polymer



Abstract
:1. Introduction
2. Experimental Section
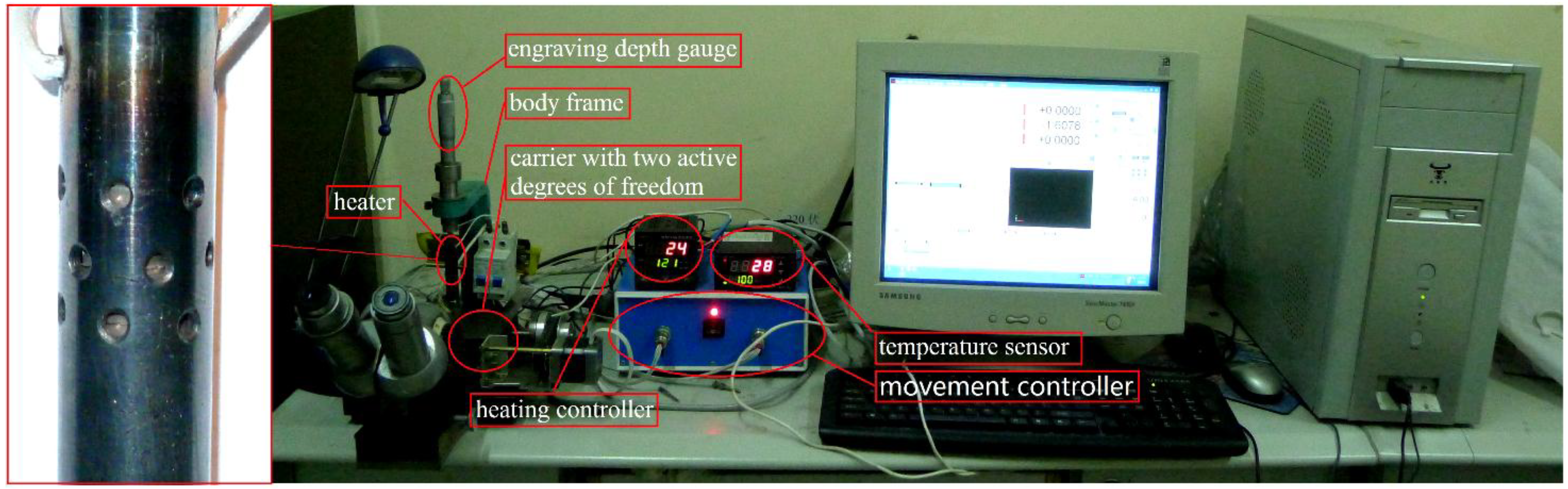
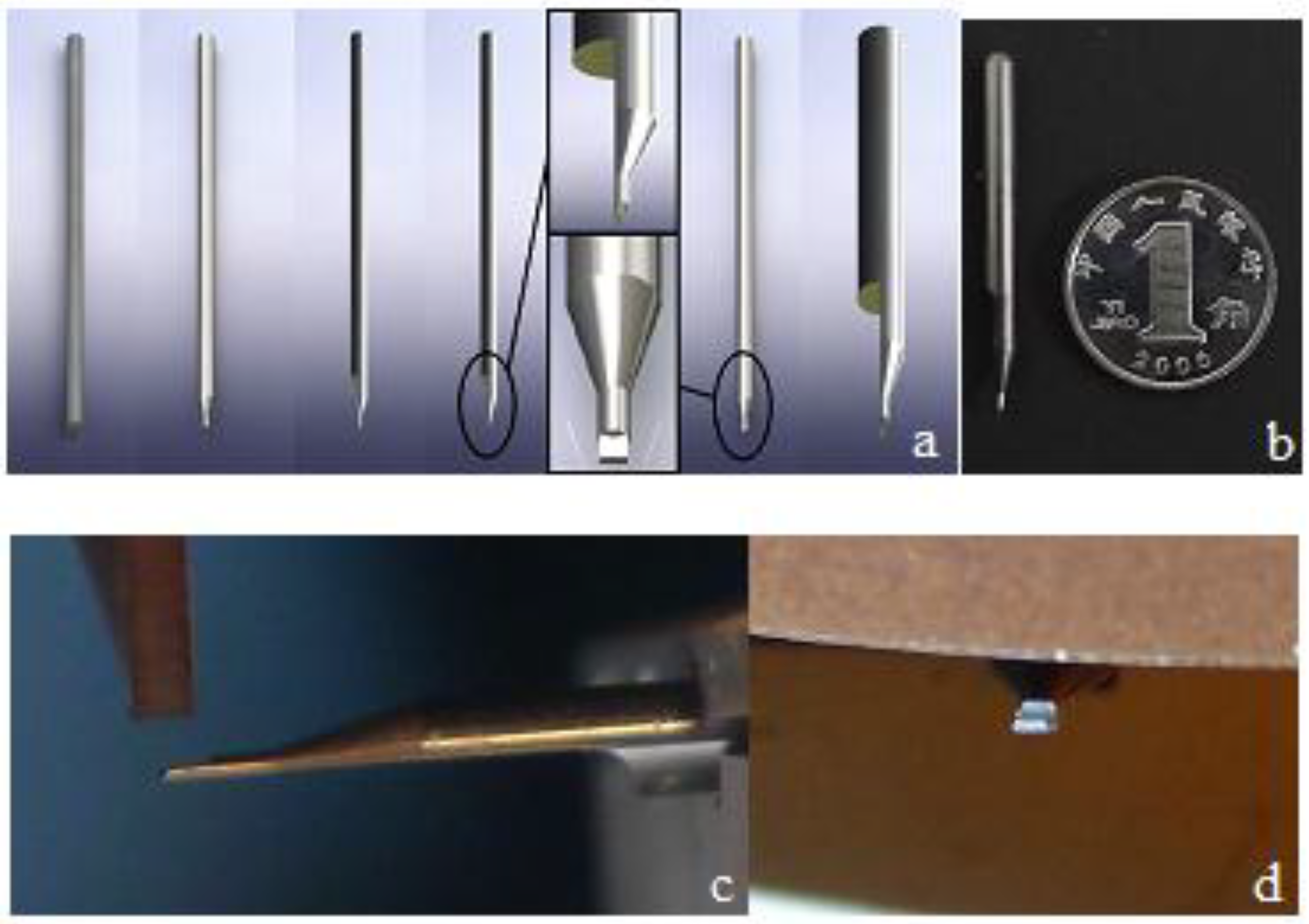
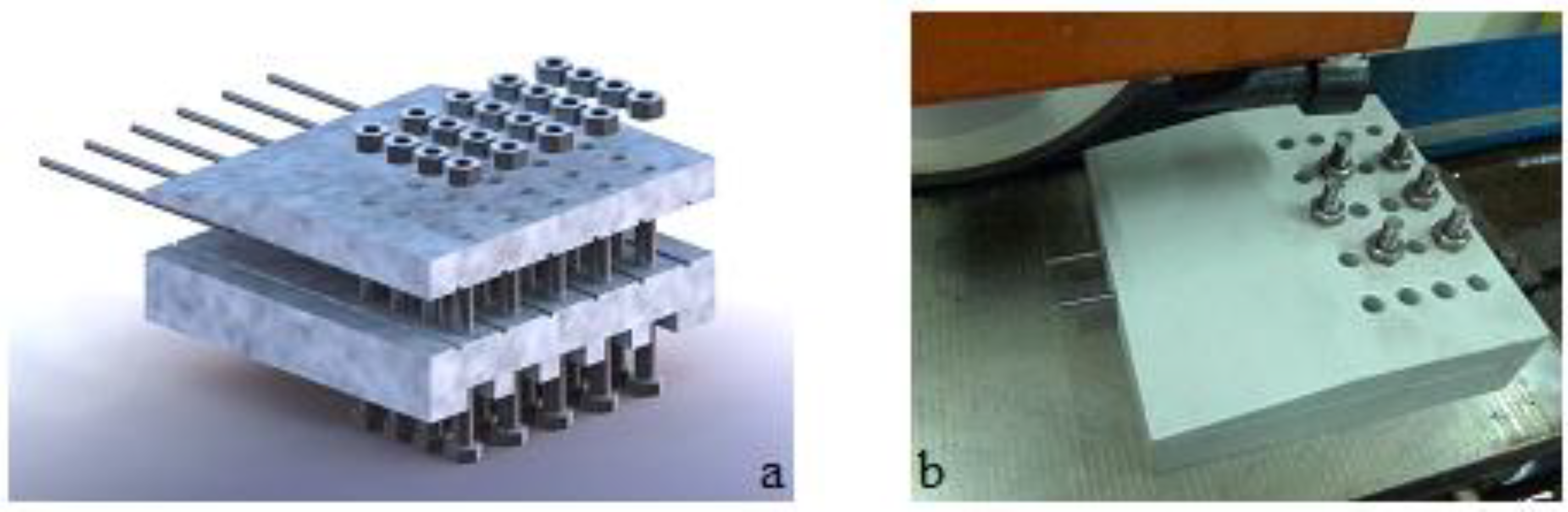
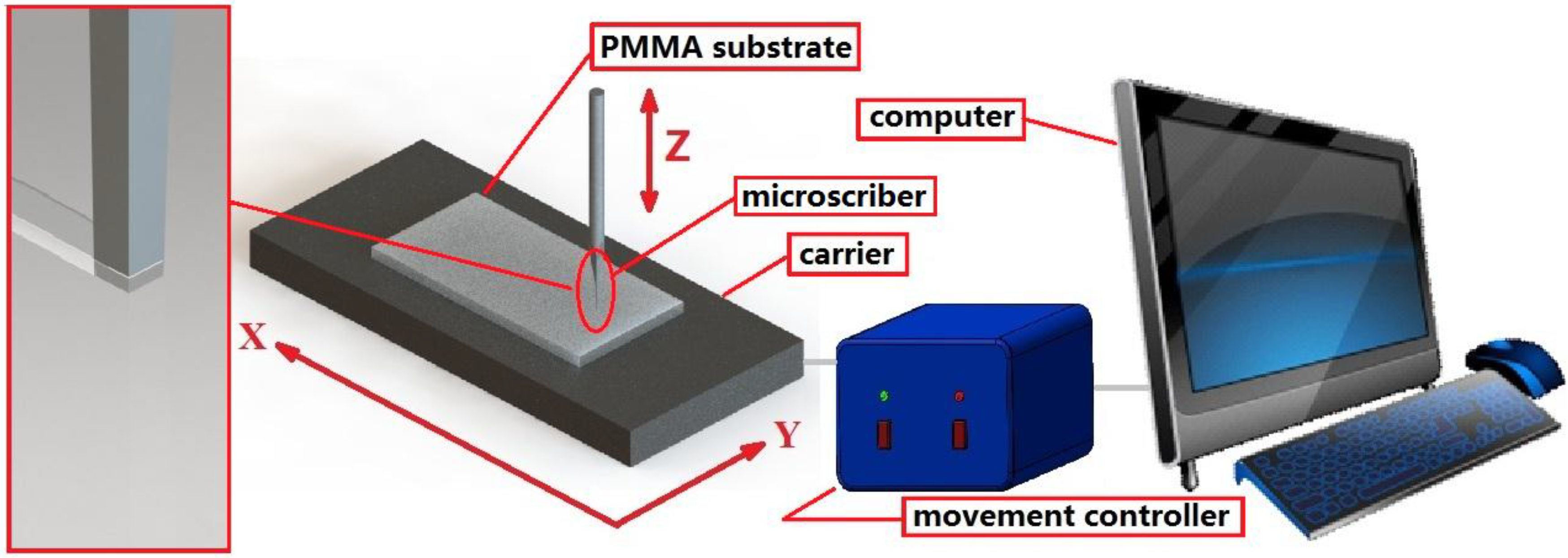
2.1. Experimental Details





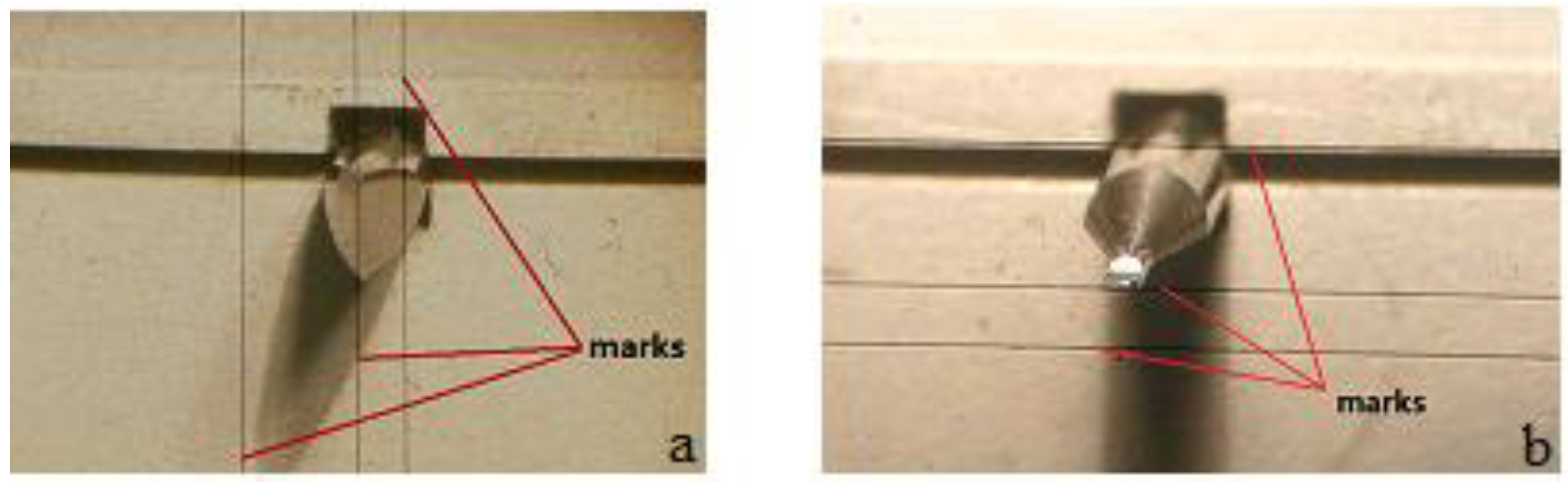
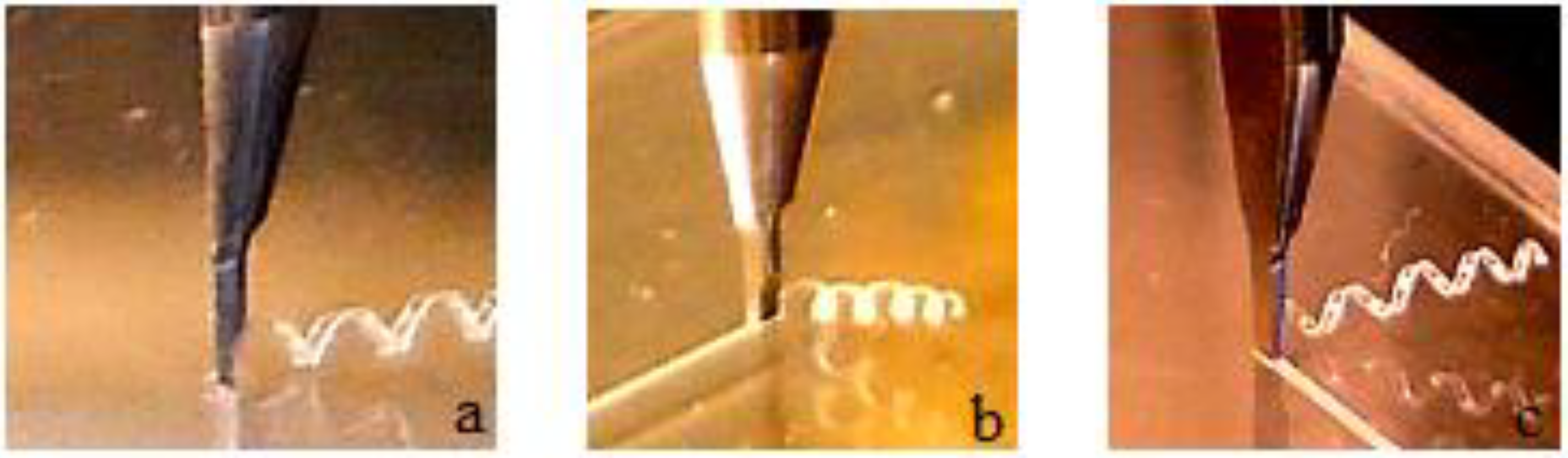
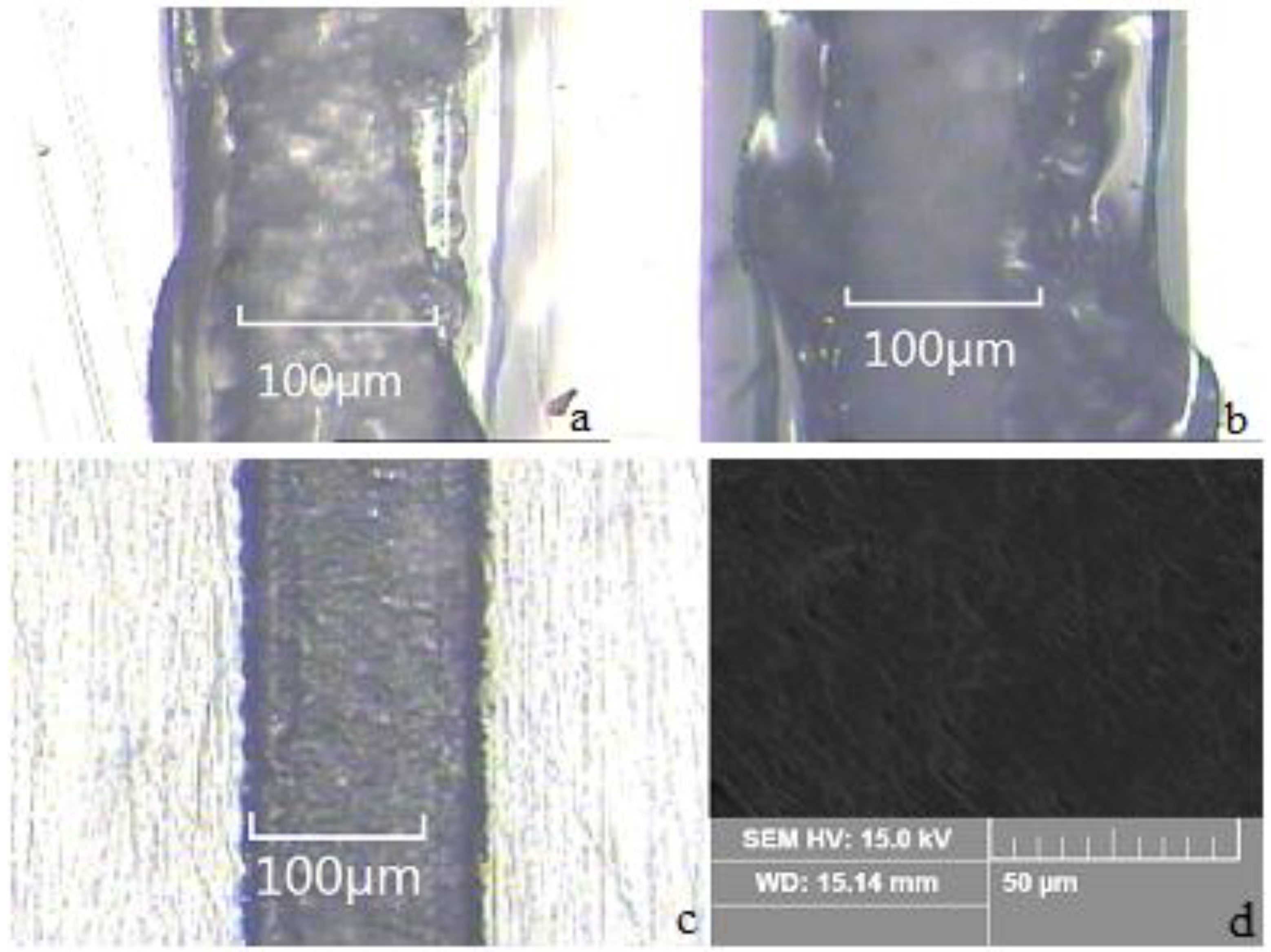
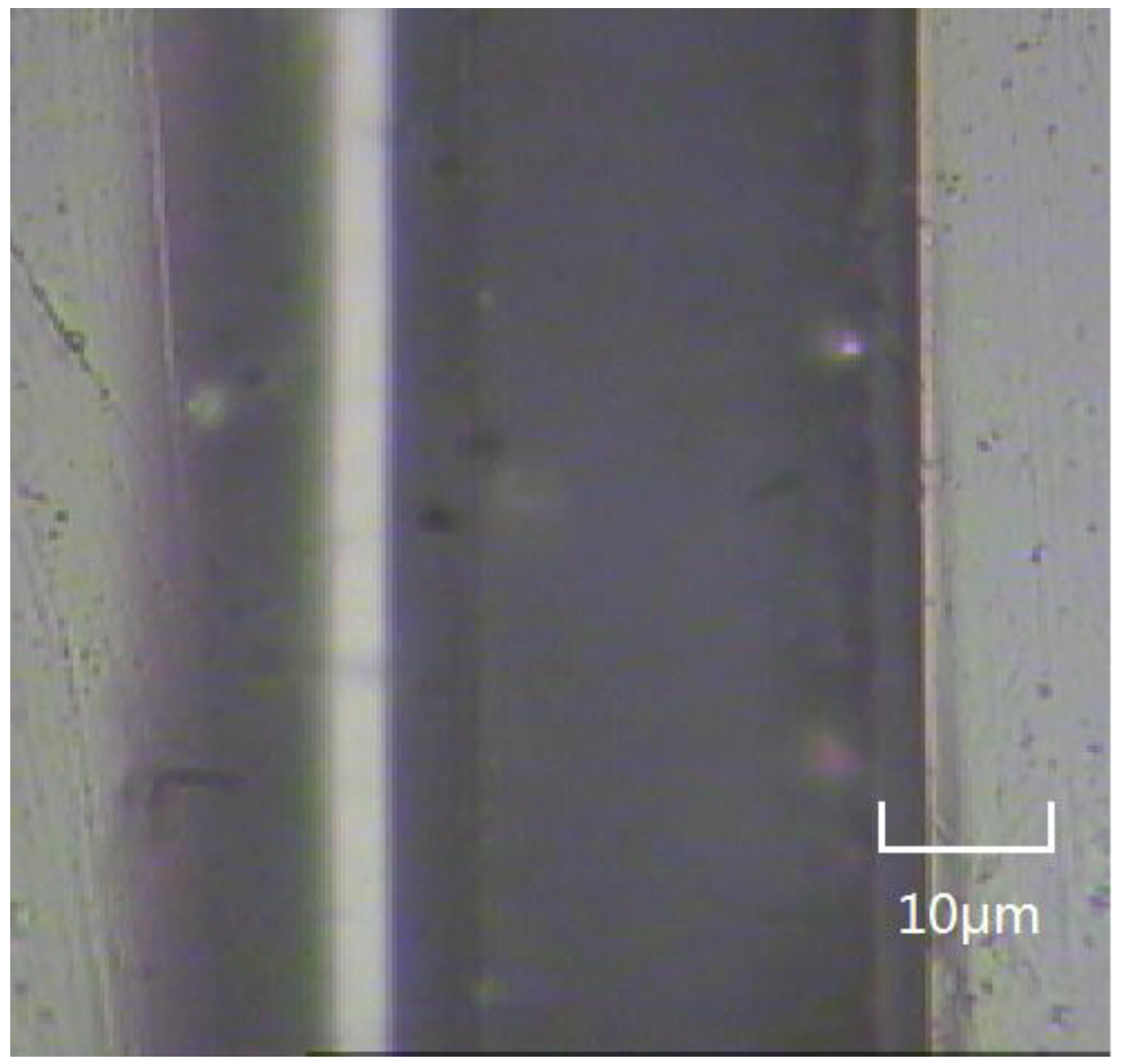
2.2. Microchannel Fabrication


3. Results and Discussion
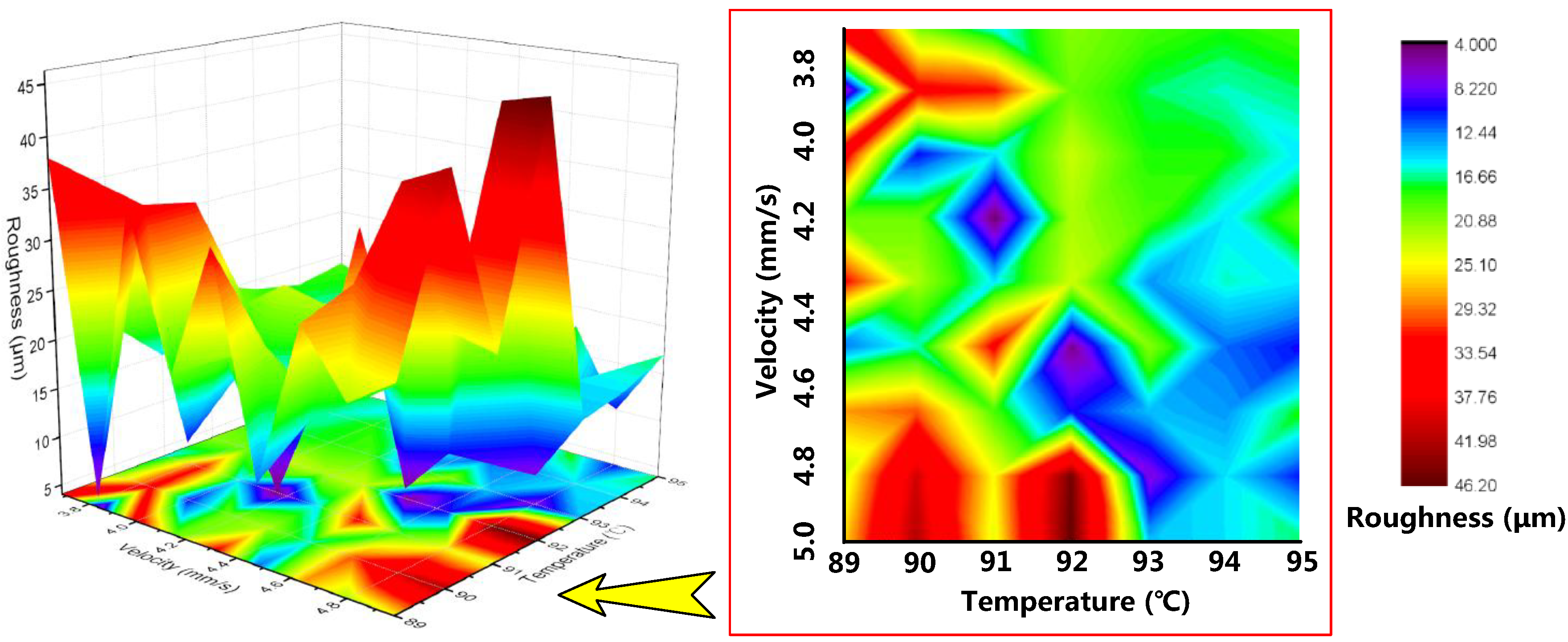
3.1. Effect of Thermal Engraving Velocity and Temperature on Roughness





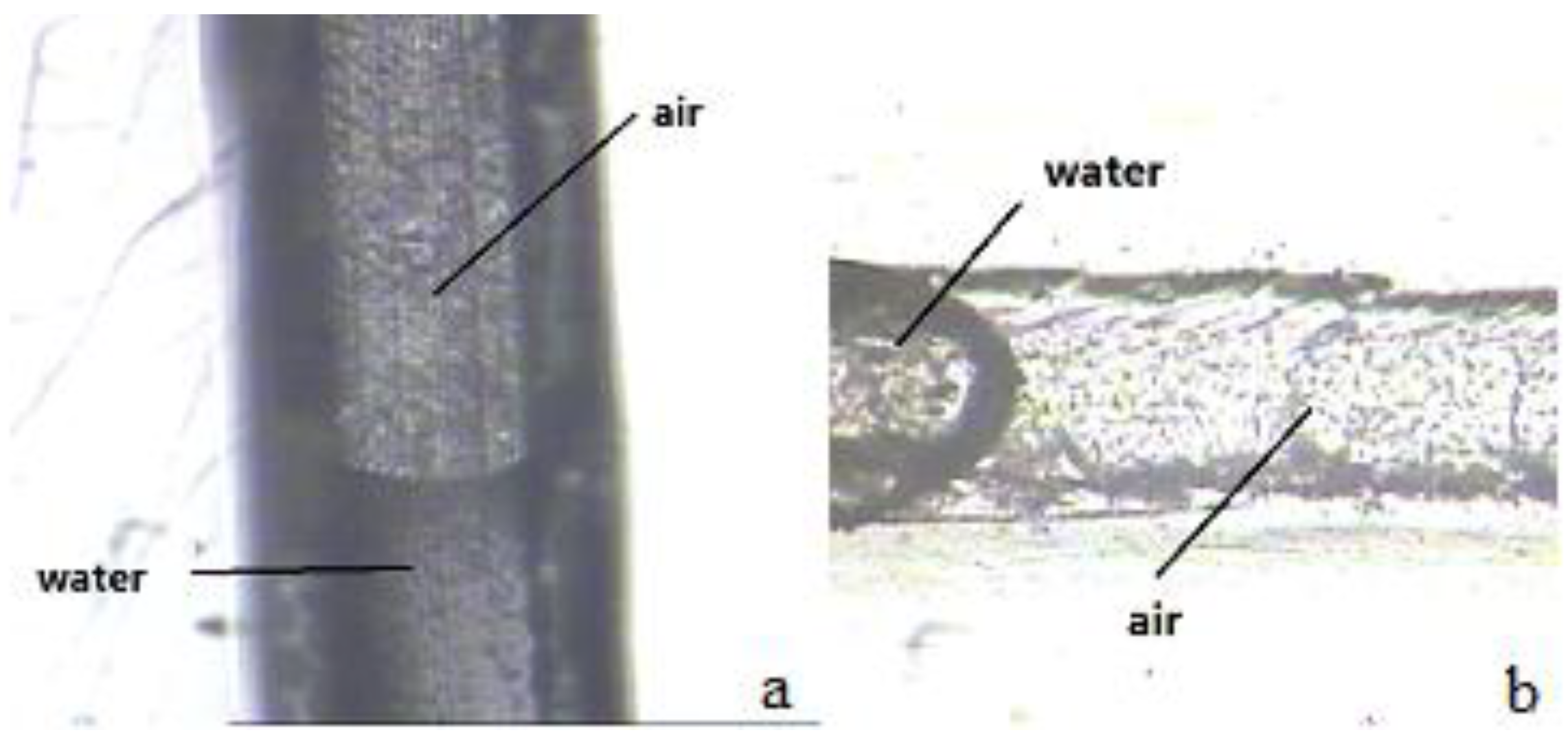
3.2. Effect of Surface Characteristics on Surface Wettability

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Temperature (°C) | 89 | 90 | 91 | 92 | 93 | 94 | 95 |
|---|---|---|---|---|---|---|---|
| CAs (°) | 77 | 77.6 | 78.4 | 79.1 | 79.6 | 80.4 | 80.8 |

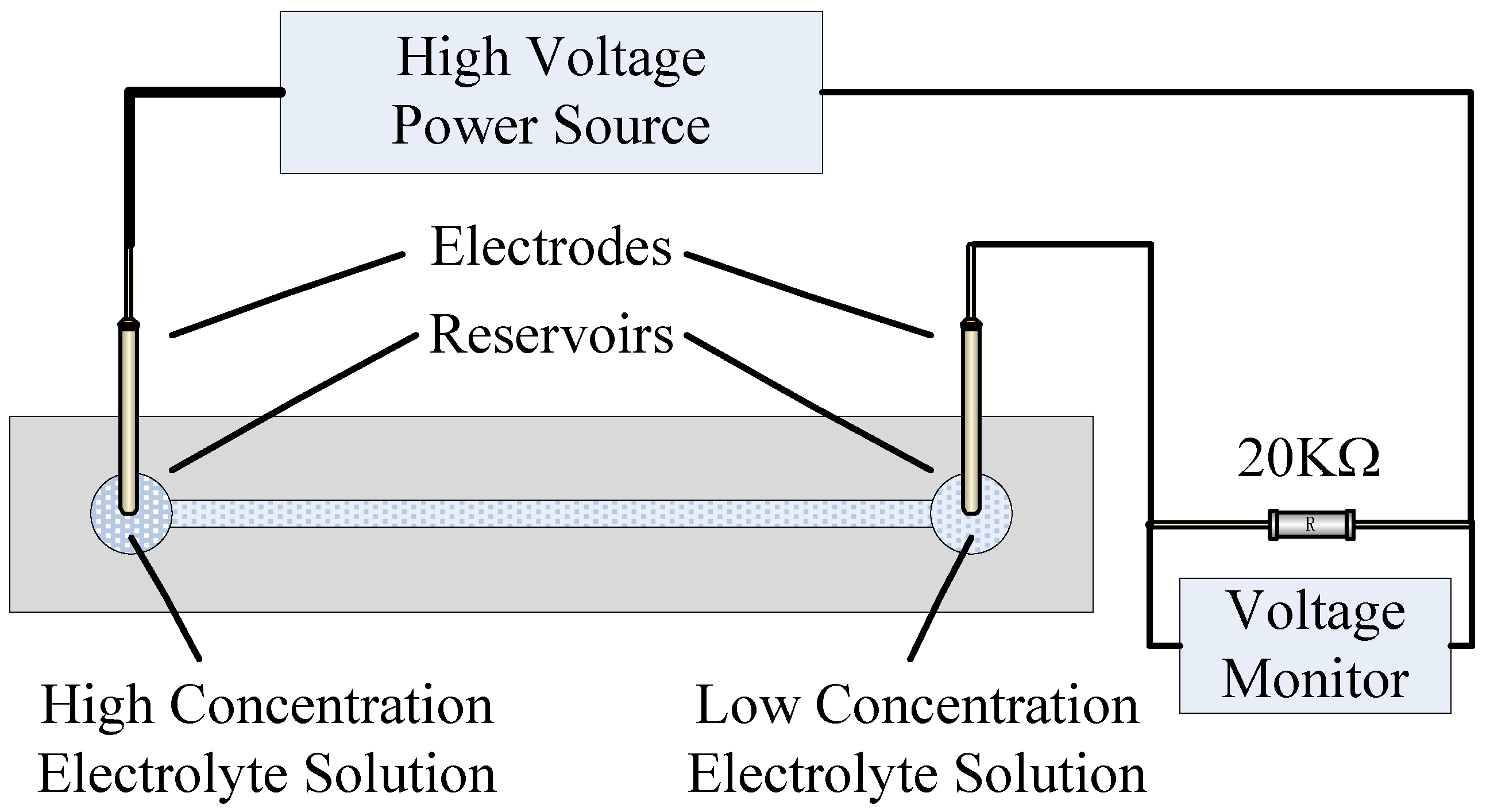
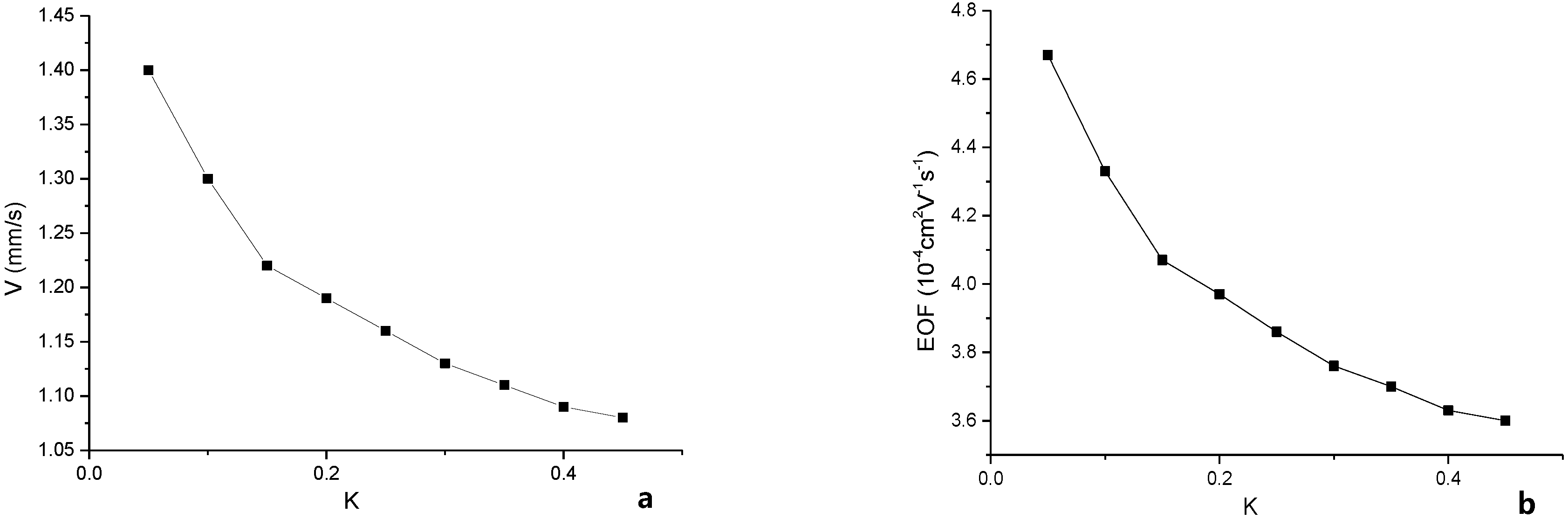
3.3. Effect of Roughness on EOF


4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Raley, N.F.; Davidson, J.C.; Balch, J.W. Examination of glass-silicon and glass-glass bonding techniques for microfluidic systems. Proc. SPIE 1995, 2639, 40–45. [Google Scholar]
- Stjernström, M.; Roeraade, J. Method for fabrication of microfluidic systems in glass. J. Micromech. Microeng. 1998, 8, 33–38. [Google Scholar] [CrossRef]
- Chang, T.L. Micromachining of microfluidic channels in glass by microjoule femtosecond laser pulses. Microelectron. Eng. 2013, 110, 450–456. [Google Scholar] [CrossRef]
- Becker, H.; Beckert, E.; Gärtner, C. Hybrid tooling technologies for injection molded and hot embossed polymeric microfluidic devices. In Proceedings of the MOEMS-MEMS, San Francisco, CA, USA, 17 February 2010; pp. 1–5.
- Kim, D.S.; Kim, J.S.; Ko, Y.B.; Kim, J.D.; Yoon, K.H.; Hwang, C.J. Experimental characterization of transcription properties of microchannel geometry fabricated by injection molding based on Taguchi method. Microsyst. Technol. 2008, 14, 1581–1588. [Google Scholar] [CrossRef]
- Hong, T.F.; Ju, W.J.; Wu, M.C.; Tai, C.H.; Tsai, C.H.; Fu, L.M. Rapid prototyping of PMMA microfluidic chips utilizing a CO2 laser. Microfluid. Nanofluid. 2010, 9, 1125–1133. [Google Scholar] [CrossRef]
- Huang, Y.; Liu, S.; Yang, W.; Yu, C. Surface roughness analysis and improvement of PMMA-based microfluidic chip chambers by CO2 laser cutting. Appl. Surf. Sci. 2010, 256, 1675–1678. [Google Scholar] [CrossRef]
- Romoli, L.; Tantussi, G.; Dini, G. Experimental approach to the laser machining of PMMA substrates for the fabrication of microfluidic devices. Opt. Lasers Eng. 2011, 49, 419–427. [Google Scholar] [CrossRef]
- Klank, H.; Kutter, J.P.; Geschke, O. CO2-laser micromachining and back-end processing for rapid production of PMMA-based microfluidic systems. Lab Chip 2002, 2, 242–246. [Google Scholar] [CrossRef] [PubMed]
- Chung, C.K.; Lin, S.L. On the fabrication of minimizing bulges and reducing the feature dimensions of microchannels using novel CO2 laser micromachining. J. Micromech. Microeng. 2011, 21, 1–7. [Google Scholar] [CrossRef]
- Cheng, J.Y.; Wei, C.W.; Hsu, K.H.; Young, T.H. Direct-write laser micromachining and universal surface modification of PMMA for device development. Sens. Actuators B Chem. 2004, 99, 186–196. [Google Scholar] [CrossRef]
- De Marco, C.; Eaton, S.M.; Martinez-Vazquez, R.; Rampini, S.; Cerullo, G.; Levi, M.; Turri, S.; Osellame, R. Solvent vapor treatment controls surface wettability in PMMA femtosecond-laser-ablated microchannels. Microfluid. Nanofluid. 2013, 14, 171–176. [Google Scholar] [CrossRef]
- Muluneh, M.; Issadore, D. Hybrid soft-lithography/laser machined microchips for the parallel generation of droplets. Lab Chip 2013, 13, 4750–4754. [Google Scholar] [CrossRef] [PubMed]
- Attia, U.M.; Marson, S.; Alcock, J.R. Micro-injection moulding of polymer microfluidic devices. Microfluid. Nanofluid. 2009, 7, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Fu, G.; Tor, S.B.; Hardt, D.E.; Loh, N.H. Effects of processing parameters on the micro-channels replication in microfluidic devices fabricated by micro injection molding. Microsyst. Technol. 2011, 17, 1791–1798. [Google Scholar] [CrossRef]
- Marson, S.; Attia, U.M.; Lucchetta, G.; Wilson, A.; Alcock, J.R.; Allen, D.M. Flatness optimization of micro-injection moulded parts: The case of a PMMA microfluidic component. J. Micromech. Microeng. 2011, 21, 1–9. [Google Scholar] [CrossRef]
- McCormick, R.M.; Nelson, R.J.; Alonso-Amigo, M.G.; Benvegnu, D.J.; Hooper, H.H. Microchannel electrophoretic separations of DNA in injection-molded plastic substrates. Anal. Chem. 1997, 69, 2626–2630. [Google Scholar] [CrossRef] [PubMed]
- Tosello, G.; Marinello, F.; Hansen, H.N. Characterisation and analysis of microchannels and submicrometre surface roughness of injection moulded microfluidic systems using optical metrology. Plast. Rubber Compos. 2012, 41, 29–39. [Google Scholar] [CrossRef]
- Matteucci, M.; Christiansen, T.L.; Tanzi, S.; ØStergaard, P.F.; Larsen, S.T.; Taboryski, R. Fabrication and characterization of injection molded multi levelnano and microfluidic systems. Microelectron. Eng. 2013, 111, 294–298. [Google Scholar] [CrossRef]
- Redha, Z.M.; Baldock, S.J.; Fielden, P.R.; Goddard, N.J.; Treves Brown, B.J.; Haggett, B.G.D.; Andres, R.; Birch, B.J. Hybrid microfluidic sensors fabricated by screen printing and injection molding for electrochemical and electrochemiluminescence detection. Electroanalysis 2009, 21, 422–430. [Google Scholar] [CrossRef]
- Mair, D.A.; Geiger, E.; Pisano, A.P.; Fréchet, J.M.J.; Svec, F. Injection molded microfluidic chips featuring integrated interconnects. Lab Chip 2006, 6, 1346–1354. [Google Scholar] [CrossRef] [PubMed]
- Mathur, A.; Roy, S.S.; Tweedie, M.; Mukhopadhyaya, S.; Mitra, S.K.; McLaughlin, J.A. Characterisation of PMMA microfluidic channels and devices fabricated by hot embossing and sealed by direct bonding. Curr. Appl. Phys. 2009, 9, 1199–1202. [Google Scholar] [CrossRef]
- Tarik, B.H.; Wirth, T.; Gross, T.; Treu, D.; Sahre, M.; Theisen, J. Determination of wettability of surface-modified hot-embossed polycarbonate wafers used in microfluidic device fabrication via XPS and ToF-SIMS. Surf. Interface Anal. 2008, 40, 358–363. [Google Scholar] [CrossRef]
- Qi, S.; Liu, X.; Ford, S.; Barrows, J.; Thomas, G.; Kelly, K.; McCandless, A.; Lian, K.; Goettert, J.; Soper, S.A. Microfluidic devices fabricated in poly (methyl methacrylate) using hot-embossing with integrated sampling capillary and fiber optics for fluorescence detection. Lab Chip 2002, 2, 88–95. [Google Scholar] [CrossRef] [PubMed]
- Du, L.; Liu, C.; Liu, H.; Qin, J.; Wei, Y. Micro Hot Embossing Metal Mold For Microfluidic Chip Based On No Back Plate Growing Method. In Proceedings of the 1st IEEE International Conference on Nano/Micro Engineered and Molecular Systems, 2006 (NEMS’06), Zhuhai, China, 18–21 January 2006; pp. 101–104.
- Lei, K.F.; Li, W.J.; Yam, Y. Effects of contact-stress on hot-embossed PMMA microchannel wall profile. Microsyst. Technol. 2005, 11, 353–357. [Google Scholar] [CrossRef]
- Li, J.M.; Liu, C.; Peng, J. Effect of hot embossing process parameters on polymer flow and microchannel accuracy produced without vacuum. J. Mater. Process. Technol. 2008, 207, 163–171. [Google Scholar] [CrossRef]
- Youn, S.W.; Noguchi, T.; Takahashi, M.; Maeda, R. Fabrication of micro mold for hot-embossing of polyimide microfluidic platform by using electron beam lithography combined with inductively coupled plasma. Microelectron. Eng. 2008, 85, 918–921. [Google Scholar] [CrossRef]
- Nugen, S.R.; Asiello, P.J.; Baeumner, A.J. Design and fabrication of a microfluidic device for near-single cell mRNA isolation using a copper hot embossing master. Microsyst. Technol. 2009, 15, 477–483. [Google Scholar] [CrossRef]
- Koerner, T.; Brown, L.; Xie, R.; Oleschuk, R.D. Epoxy resins as stamps for hot embossing of microstructures and microfluidic channels. Sens. Actuators B Chem. 2005, 107, 632–639. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, L.; Chen, G. A spring-driven press device for hot embossing and thermal bonding of PMMA microfluidic chips. Electrophoresis 2010, 31, 2512–2519. [Google Scholar] [CrossRef] [PubMed]
- Yeo, L.P.; Ng, S.H.; Wang, Z.F.; Xia, H.M.; Wang, Z.; Thang, V.S. Investigation of hot roller embossing for microfluidic devices. J. Micromech. Microeng. 2010, 20, 1–10. [Google Scholar] [PubMed]
- Lin, X.; Kelly, A.; Woodhead, M.; Ren, D.; Wang, K.; Coates, P. Capillary study on geometrical dependence of shear viscosity of polymer melts. J. Appl. Polym. Sci. 2014, 1–10. [Google Scholar]
- Kobayashi, H.; Takahashi, H.; Hiki, Y. Viscosity measurement of organic glasses below and above glass transition temperature. J. Non-Cryst. Solids 2001, 290, 32–40. [Google Scholar] [CrossRef]
- Wang, L.; Li, Q.; Zhu, W.; Shen, C. Scale effect on filling stage in micro-injection molding for thin slit cavities. Microsyst. Technol. 2012, 18, 2085–2091. [Google Scholar] [CrossRef]
- Salih, N.M.; Nafarizal, N.; Soon, C.F.; Sahdan, M.Z.; Tijjani, A.; Hashim, U. Glass etching for cost-effective microchannels fabrication. In Proceedings of 2014 IEEE International Conference on the Semiconductor Electronics (ICSE), Kuala Lumpur, Malaysia, 27–29 August 2014; pp. 432–435.
- Prakash, S.; Kumar, S. Fabrication of microchannels on transparent PMMA using CO2 Laser (10.6 μm) for microfluidic applications: An experimental investigation. Int. J. Precis. Eng. Manuf. 2015, 16, 361–366. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, D. Effect of Wall Roughness on Electro-Osmotic Flow in Microchannels. In Advanced Tribology; Springer: Berlin/Heidelberg, Germany, 2010; pp. 588–591. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, X.; Liu, X.; Tian, L.; Zhang, H.; Mao, Z.-G. A Non-Photolithography Fabrication for a Microfluidic Chip Based on PMMA Polymer. Machines 2015, 3, 107-122. https://doi.org/10.3390/machines3020107
Han X, Liu X, Tian L, Zhang H, Mao Z-G. A Non-Photolithography Fabrication for a Microfluidic Chip Based on PMMA Polymer. Machines. 2015; 3(2):107-122. https://doi.org/10.3390/machines3020107
Chicago/Turabian StyleHan, Xiaowei, Xiaowei Liu, Li Tian, He Zhang, and Zhi-Gang Mao. 2015. "A Non-Photolithography Fabrication for a Microfluidic Chip Based on PMMA Polymer" Machines 3, no. 2: 107-122. https://doi.org/10.3390/machines3020107
APA StyleHan, X., Liu, X., Tian, L., Zhang, H., & Mao, Z. -G. (2015). A Non-Photolithography Fabrication for a Microfluidic Chip Based on PMMA Polymer. Machines, 3(2), 107-122. https://doi.org/10.3390/machines3020107