Modeling of Material Removal Rate and Surface Roughness Generated during Electro-Discharge Machining


Abstract
:1. Introduction
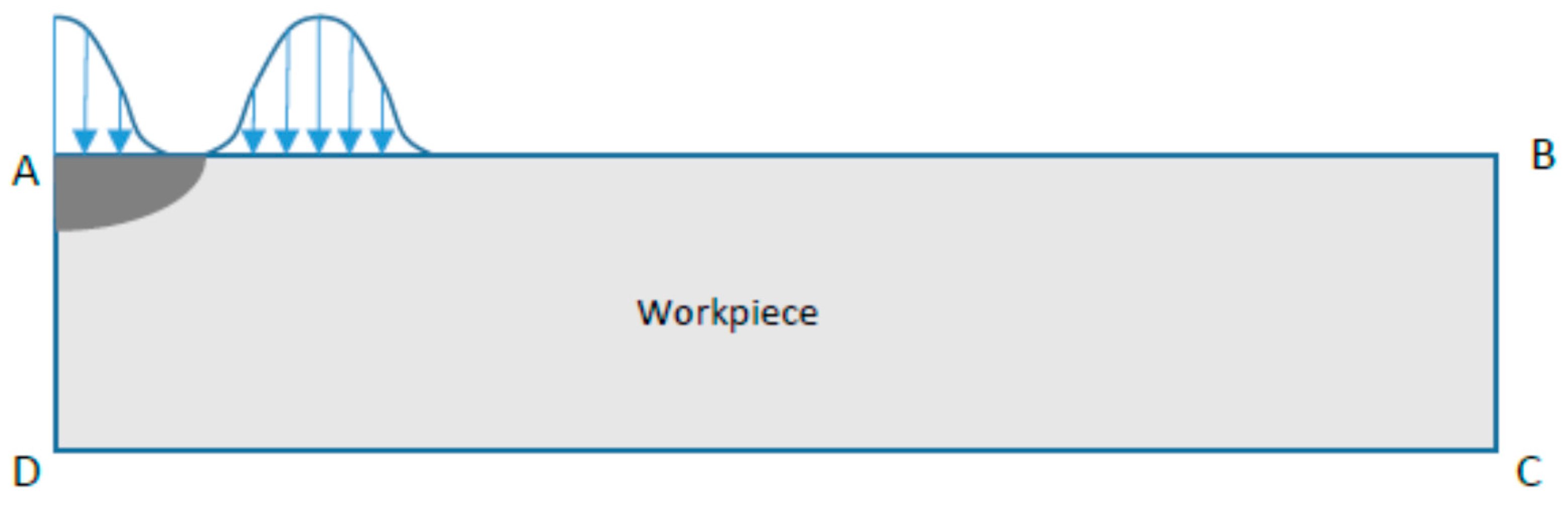
2. Model Description
- Gaussian heat flux with expanding plasma channel was considered.
- Workpiece material was homogeneous and isotropic.
- The primary mode of heat transfer was conduction. Heat transfer via radiation and convection was ignored.
- Thermo-physical properties of material (i.e., thermal conductivity, density, and specific heat capacity were constant.
- Effect of latent heat of fusion was taken into account.
- In every cycle, only one discharge was assumed.
- Required time for breakdown of dielectric fluid was considered equal to 500 ns as suggested by Almacinha et al. [22]
2.1. Governing Equations
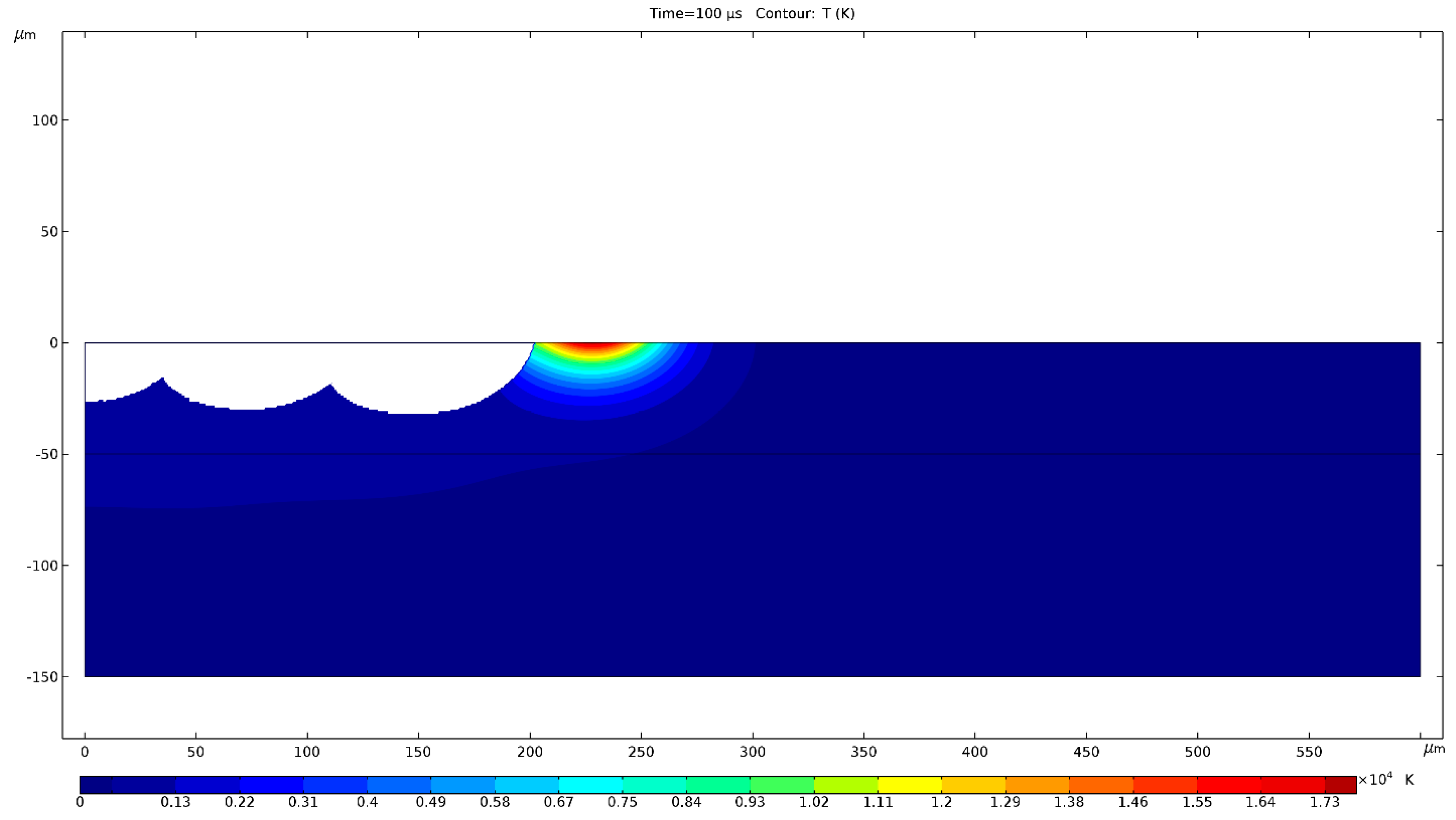
2.2. Heat Source
2.3. Plasma Radius
3. Results and Discussions
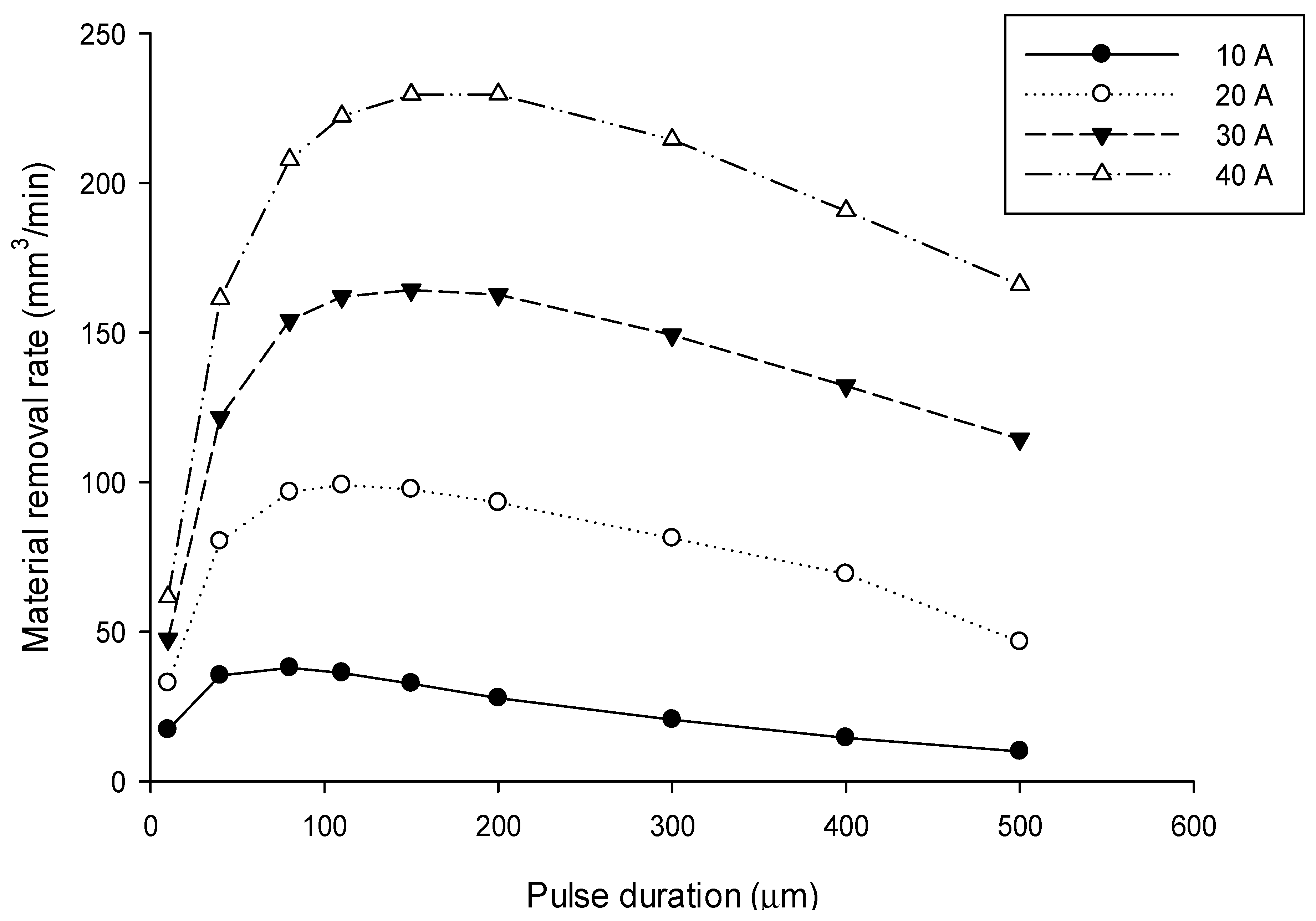
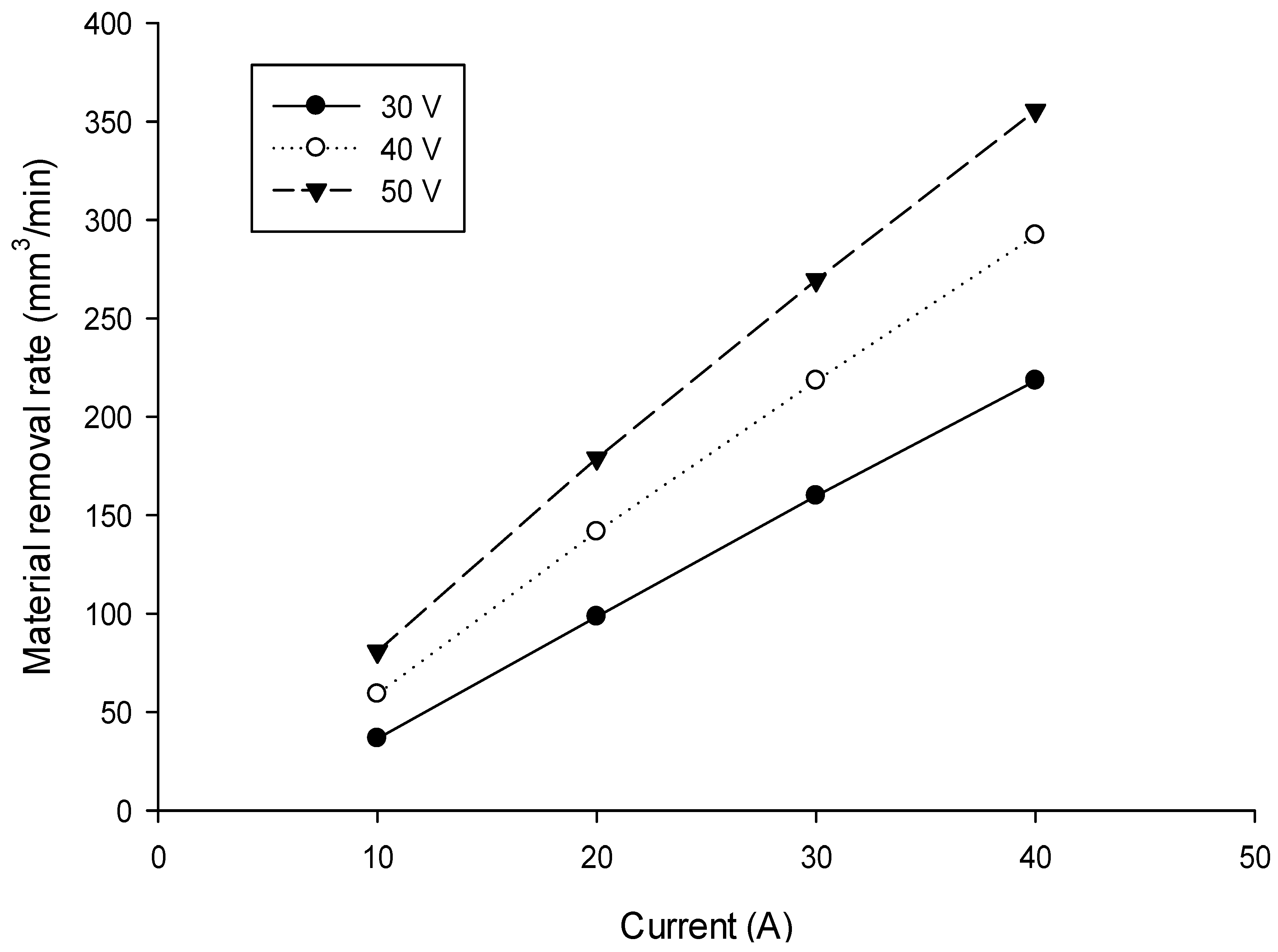
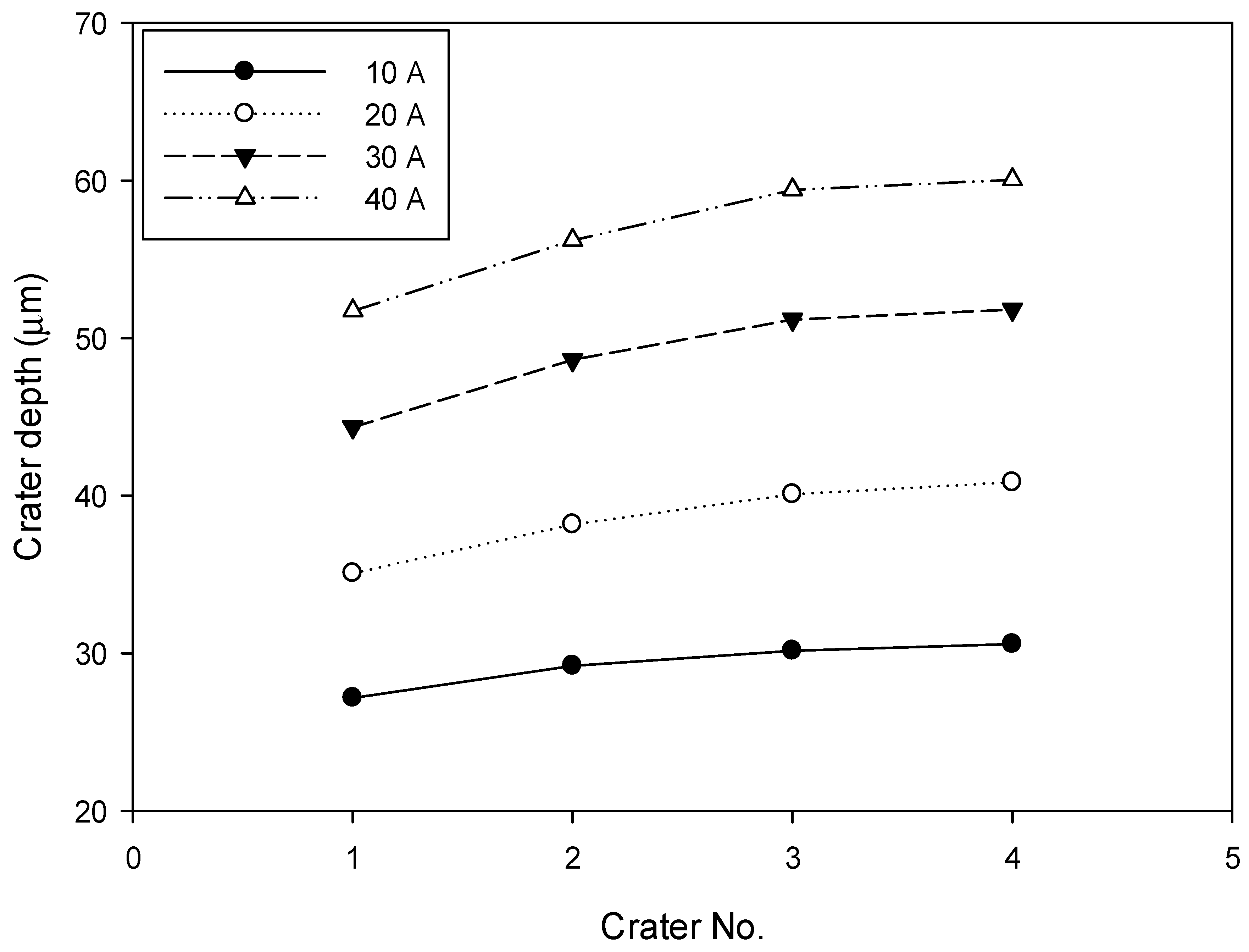
3.1. Effects of Process Parameters on Material Removal Rate
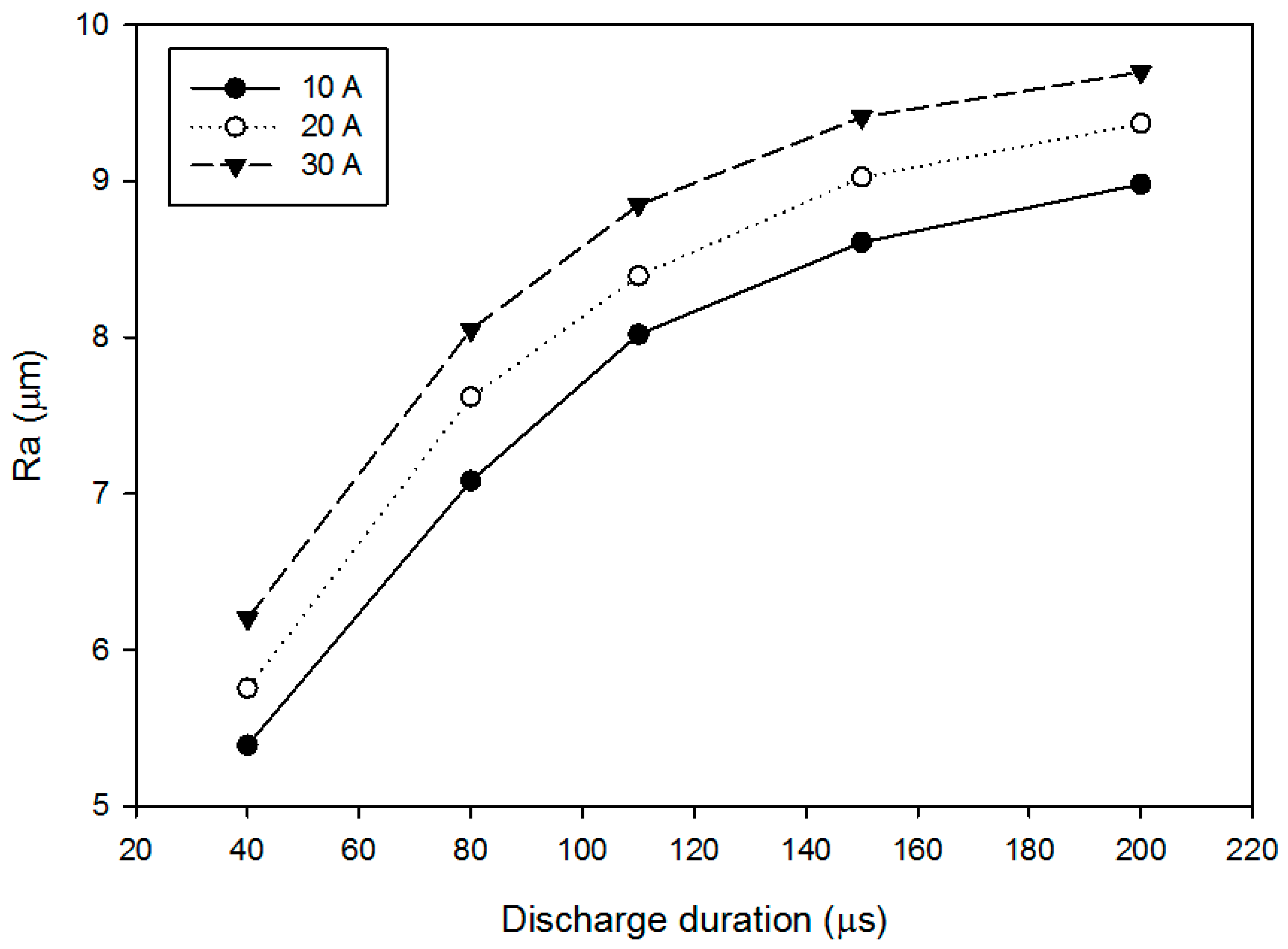
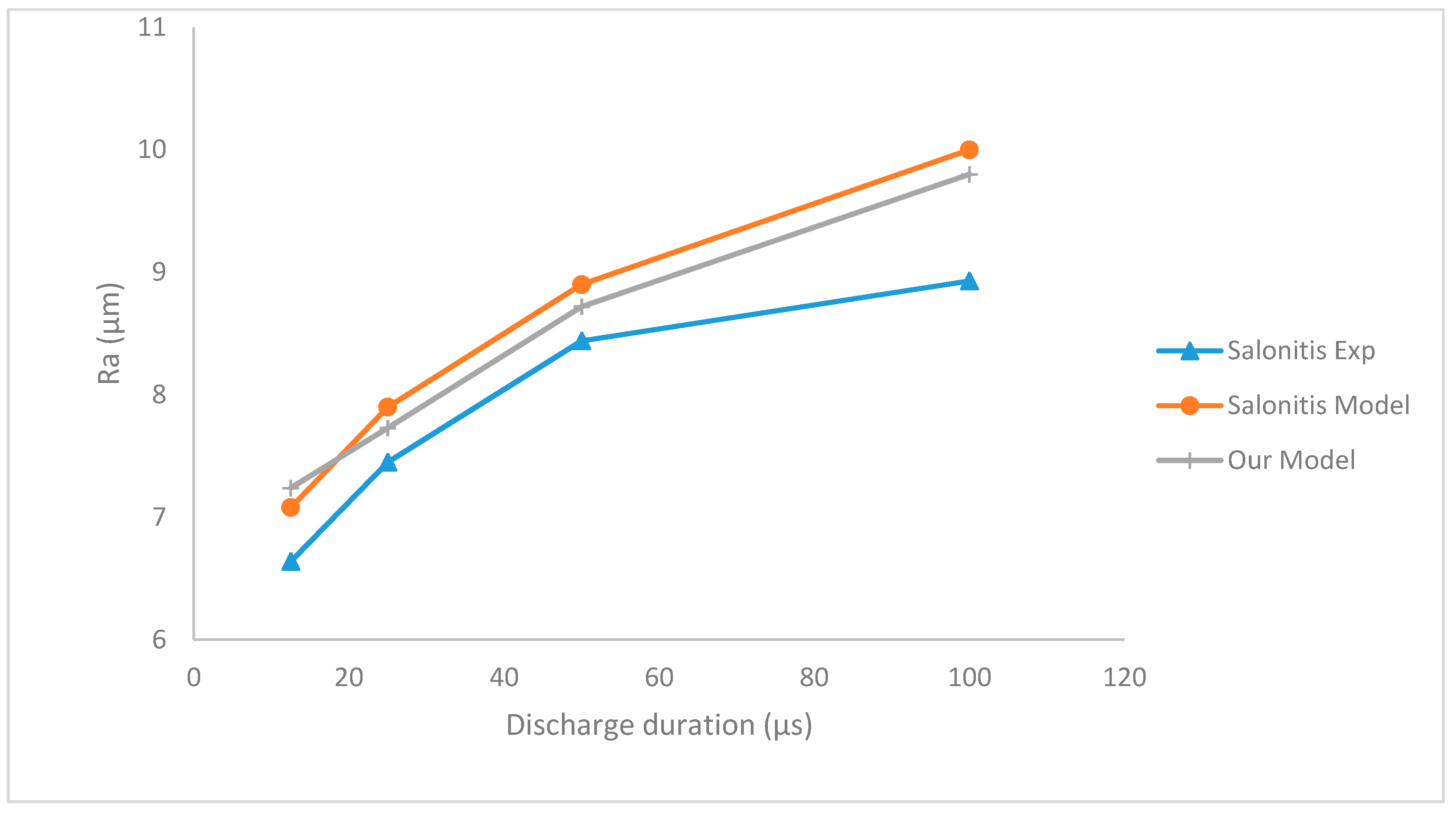
3.2. Effect of Process Parameters on Surface Roughness
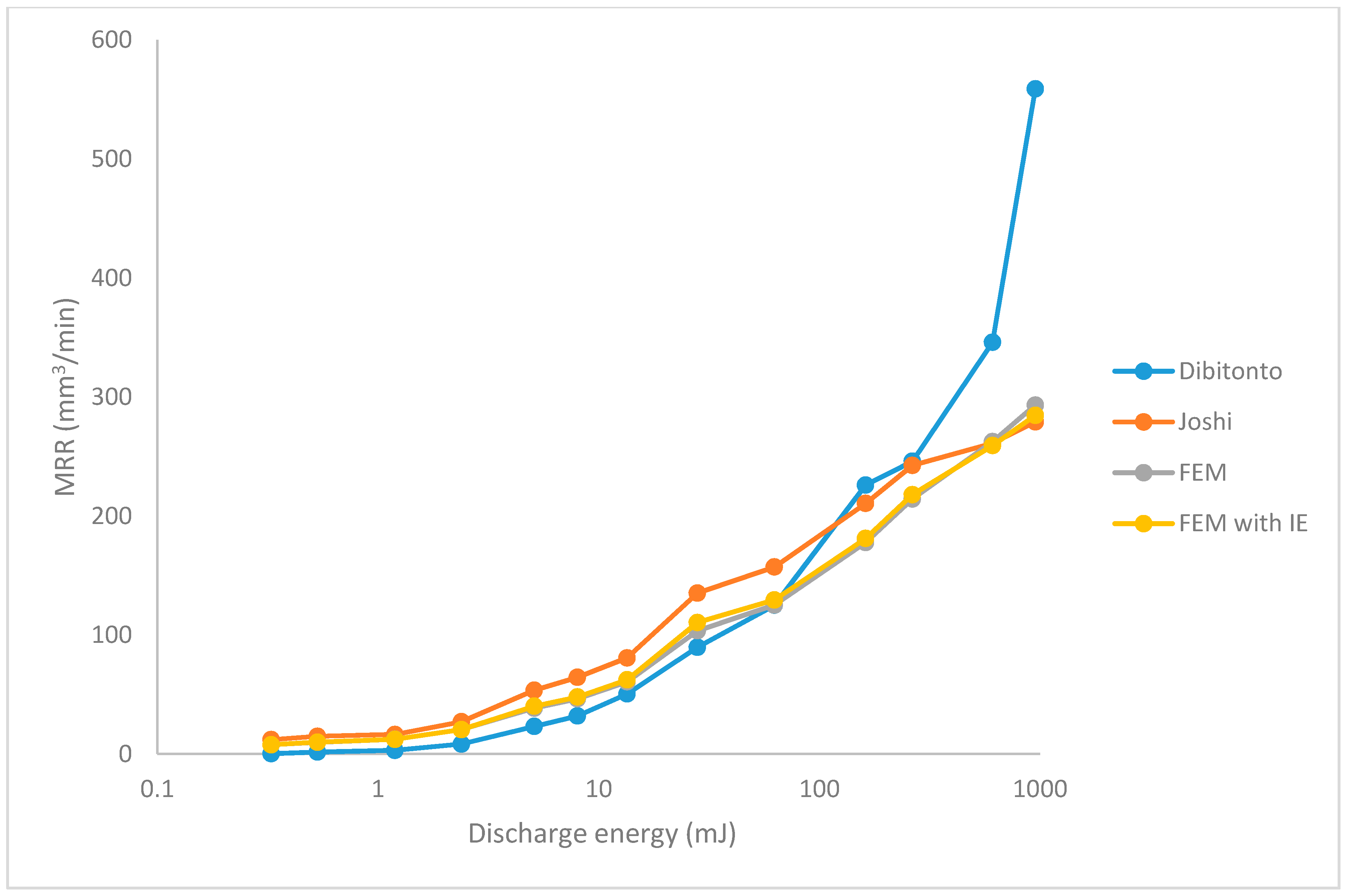
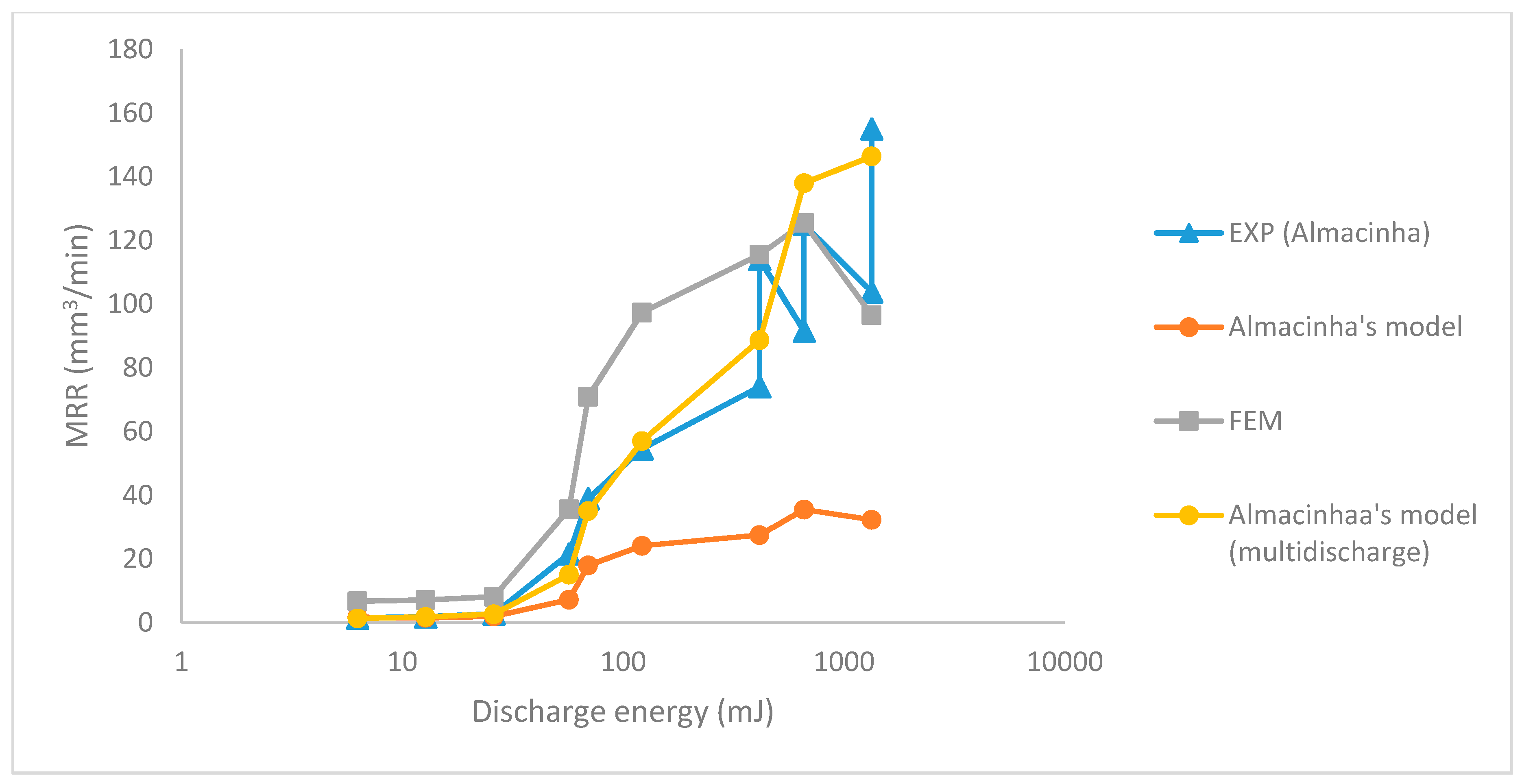
4. Model Validation
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| cp | specific heat capacity (J kg−1 K−1) |
| cp,eff | effective specific heat capacity (J kg−1 K−1) |
| Di | volume of horizontal disks in crater (m3) |
| d | distant from the edge of crater (m) |
| Fc | energy fraction to workpiece |
| I | discharge current (A) |
| k | thermal conductivity (W m−1 K−1) |
| MRR | material removal rate (mm3 min−1) |
| n | normal vector |
| q | heat flux distribution (W m−2) |
| r | radial radius (m) |
| Ra | mean surface roughness (m) |
| Rp | plasma radius (m) |
| Rz | ten-point surface roughness (m) |
| t | time (s) |
| T | temperature (K) |
| Ti | initial temperature (K) |
| ton | pulse-on time (s) |
| toff | pulse-off time (s) |
| T∞ | dielectric temperature (K) |
| V | discharge voltage (V) |
| Vc | volume of crater (m3) |
| x | spatial coordinate (m) |
| y | spatial coordinate (m) |
| α | thermal diffusivity (m2 s−1) |
| ρ | density (kg m−3) |
| λ | latent heat of melting (J kg−1) |
| ∇2 | Laplace operator |
| Qmax | maximum heat flux |
| σ | standard deviation of distribution |
References
- Shahri, H.R.F.; Mahdavinejad, R.; Ashjaee, M.; Abdullah, A. A comparative investigation on temperature distribution in electric discharge machining process through analytical, numerical and experimental methods. Int. J. Mach. Tools Manuf. 2017, 114, 35–53. [Google Scholar] [CrossRef]
- Jilani, S.T.; Pandey, P. Analysis and modelling of edm parameters. Precis. Eng. 1982, 4, 215–221. [Google Scholar] [CrossRef]
- Singh, A.; Ghosh, A. A thermo-electric model of material removal during electric discharge machining. Int. J. Mach. Tools Manuf. 1999, 39, 669–682. [Google Scholar] [CrossRef]
- Bilal, A.; Jahan, M.; Talamona, D.; Perveen, A. Electro-discharge machining of ceramics: A review. Micromachines 2019, 10, 10. [Google Scholar] [CrossRef] [PubMed]
- Sabyrov, N.; Jahan, M.; Bilal, A.; Perveen, A. Ultrasonic vibration assisted electro-discharge machining (edm)—An overview. Materials 2019, 12, 522. [Google Scholar] [CrossRef] [PubMed]
- Van Dijck, F.; Dutre, W. Heat conduction model for the calculation of the volume of molten metal in electric discharges. J. Phys. D Appl. Phys. 1974, 7, 899. [Google Scholar] [CrossRef]
- DiBitonto, D.D.; Eubank, P.T.; Patel, M.R.; Barrufet, M.A. Theoretical models of the electrical discharge machining process. I. A simple cathode erosion model. J. Appl. Phys. 1989, 66, 4095. [Google Scholar] [CrossRef]
- Patel, M.R.; Barrufet, M.A.; Eubank, P.T.; DiBitonto, D.D. Theoretical models of the electrical discharge machining process. II. The anode erosion model. J. Appl. Phys. 1989, 66, 4104. [Google Scholar] [CrossRef]
- Beck, J.V. Transient temperatures in a semi-infinite cylinder heated by a disk heat source. Int. J. Heat Mass Transf. 1981, 24, 1631–1640. [Google Scholar] [CrossRef]
- D’Urso, G.; Maccarini, G.; Ravasio, C. Influence of electrode material in micro-edm drilling of stainless steel and tungsten carbide. Int. J. Adv. Manuf. Technol. 2016, 85, 2013–2025. [Google Scholar] [CrossRef]
- D’Urso, G.; Ravasio, C. Material-technology index to evaluate micro-edm drilling process. J. Manuf. Process. 2017, 26, 13–21. [Google Scholar] [CrossRef]
- Tsai, Y.-Y.; Masuzawa, T. An index to evaluate the wear resistance of the electrode in micro-edm. J. Mater. Process. Technol. 2004, 149, 304–309. [Google Scholar] [CrossRef]
- Marafona, J.D.; Araujo, A. Influence of workpiece hardness on edm performance. Int. J. Mach. Tools Manuf. 2009, 49, 744–748. [Google Scholar] [CrossRef]
- Alshemary, A.; Pramanik, A.; Basak, A.; Littlefair, G. Accuracy of duplex stainless steel feature generated by electrical discharge machining (edm). Measurement 2018, 130, 137–144. [Google Scholar] [CrossRef]
- Mandal, A.; Dixit, A.R.; Chattopadhyaya, S.; Paramanik, A.; Hloch, S.; Królczyk, G. Improvement of surface integrity of nimonic C 263 super alloy produced by wedm through various post-processing techniques. Int. J. Adv. Manuf. Technol. 2017, 93, 433–443. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pruncu, C.I.; Mishra, V.; Królczyk, G.; Pimenov, D.Y.; Pramanik, A. Surface modification of ti-6al-4v alloy by electrical discharge coating process using partially sintered ti-nb electrode. Materials 2019, 12, 1006. [Google Scholar] [CrossRef] [PubMed]
- Mahardika, M.; Tsujimoto, T.; Mitsui, K. A new approach on the determination of ease of machining by edm processes. Int. J. Mach. Tools Manuf. 2008, 48, 746–760. [Google Scholar] [CrossRef]
- Izquierdo, B.; Sanchez, J.; Plaza, S.; Pombo, I.; Ortega, N. A numerical model of the edm process considering the effect of multiple discharges. Int. J. Mach. Tools Manuf. 2009, 49, 220–229. [Google Scholar] [CrossRef]
- Tlili, A.; Ghanem, F.; Salah, N.B. A contribution in edm simulation field. Int. J. Adv. Manuf. Technol. 2015, 79, 921–935. [Google Scholar] [CrossRef]
- Marafona, J.; Chousal, J. A finite element model of edm based on the joule effect. Int. J. Mach. Tools Manuf. 2006, 46, 595–602. [Google Scholar] [CrossRef]
- Shankar, P.; Jain, V.; Sundararajan, T. Analysis of spark profiles during edm process. Mach. Sci. Technol. 1997, 1, 195–217. [Google Scholar] [CrossRef]
- Almacinha, J.; Lopes, A.; Rosa, P.; Marafona, J. How hydrogen dielectric strength forces the work voltage in the electric discharge machining. Micromachines 2018, 9, 240. [Google Scholar] [CrossRef]
- Kansal, H.; Singh, S.; Kumar, P. Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math. Comput. Model. 2008, 47, 1217–1237. [Google Scholar] [CrossRef]
- Assarzadeh, S.; Ghoreishi, M. Electro-thermal-based finite element simulation and experimental validation of material removal in static gap single-spark die-sinking electro-discharge machining process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 28–47. [Google Scholar] [CrossRef]
- Jithin, S.; Raut, A.; Bhandarkar, U.V.; Joshi, S.S. Fe modeling for single spark in edm considering plasma flushing efficiency. Procedia Manuf. 2018, 26, 617–628. [Google Scholar] [CrossRef]
- Shabgard, M.; Ahmadi, R.; Seyedzavvar, M.; Oliaei, S.N.B. Mathematical and numerical modeling of the effect of input-parameters on the flushing efficiency of plasma channel in edm process. Int. J. Mach. Tools Manuf. 2013, 65, 79–87. [Google Scholar] [CrossRef]
- Kiran, M.K.; Joshi, S.S. Modeling of surface roughness and the role of debris in micro-edm. J. Manuf. Sci. Eng. 2007, 129, 265–273. [Google Scholar] [CrossRef]
- Yeo, S.; Kurnia, W.; Tan, P. Critical assessment and numerical comparison of electro-thermal models in edm. J. Mater. Process. Technol. 2008, 203, 241–251. [Google Scholar] [CrossRef]
- Salonitis, K.; Stournaras, A.; Stavropoulos, P.; Chryssolouris, G. Thermal modeling of the material removal rate and surface roughness for die-sinking edm. Int. J. Adv. Manuf. Technol. 2009, 40, 316–323. [Google Scholar] [CrossRef]
- Bergman, T.L.; Incropera, F.P.; DeWitt, D.P.; Lavine, A.S. Fundamentals of Heat and Mass Transfer; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Beck, J.V. Large time solutions for temperatures in a semi-infinite body with a disk heat source. Int. J. Heat Mass Transf. 1981, 24, 155–164. [Google Scholar] [CrossRef]
- Jilani, S.T.; Pandey, P. An analysis of surface erosion in electrical discharge machining. Wear 1983, 84, 275–284. [Google Scholar] [CrossRef]
- Snoeys, R.; Van Dyck, F. Investigations of edm operations by means of thermomathematical models. Ann. CIRPI 1971, 20, 35. [Google Scholar]
- Descoeudres, A.; Hollenstein, C.; Wälder, G.; Perez, R. Time-resolved imaging and spatially-resolved spectroscopy of electrical discharge machining plasma. J. Phys. D Appl. Phys. 2005, 38, 4066. [Google Scholar] [CrossRef]
- Joshi, S.; Pande, S. Thermo-physical modeling of die-sinking edm process. J. Manuf. Process. 2010, 12, 45–56. [Google Scholar] [CrossRef]
- Murali, M.S.; Yeo, S.-H. Process simulation and residual stress estimation of micro-electrodischarge machining using finite element method. Jpn. J. Appl. Phys. 2005, 44, 5254. [Google Scholar] [CrossRef]
- Montgomery, D.C. Introduction to Statistical Quality Control; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Somashekhar, K.; Mathew, J.; Ramachandran, N. Electrothermal theory approach for numerical approximation of the μ-edm process. Int. J. Adv. Manuf. Technol. 2012, 61, 1241–1246. [Google Scholar] [CrossRef]
- Kalajahi, M.H.; Ahmadi, S.R.; Oliaei, S.N.B. Experimental and finite element analysis of edm process and investigation of material removal rate by response surface methodology. Int. J. Adv. Manuf. Technol. 2013, 69, 687–704. [Google Scholar] [CrossRef]
- Ikai, T.; Fujita, I.; Hashiguchi, K. Heat input radius for crater formation in the electric discharge machining. IEEJ Trans. Ind. Appl. 1992, 112, 943–949. [Google Scholar] [CrossRef]
- Kiyak, M.; Çakır, O. Examination of machining parameters on surface roughness in edm of tool steel. J. Mater. Process. Technol. 2007, 191, 141–144. [Google Scholar] [CrossRef]
- Keskin, Y.; Halkacı, H.S.; Kizil, M. An experimental study for determination of the effects of machining parameters on surface roughness in electrical discharge machining (edm). Int. J. Adv. Manuf. Technol. 2006, 28, 1118–1121. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Determination of Surface Roughness Values of the Parameters r[a], r[z], r[max] by Means of Electrical Contact (Stylus) Instruments; Terminology, Measuring Conditions; German Institute for Standardisation: Berlin, Germany, 1990.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp (Di) | Joshi | FEM | |
|---|---|---|---|
| Current (A) | 2.34–68 | 2.34–68 | 2.34–68 |
| Discharge voltage (V) | 15 | 15 | 15 |
| Discharge duration (μs) | 5.6–560 | 5.6–560 | 5.6–560 |
| Work material | steel | steel | steel |
| Exp (Salontis) | FEM | |
|---|---|---|
| Current (A) | 2, 4, 12 | 12 |
| Discharge duration (μs) | 3.2, 6.4, 12.8, 25, 50, 100 | 3.2, 6.4, 12.8, 25, 50, 100 |
| Discharge voltage (V) | 30 | 30 |
| Rz (μm) | Rz (μm) | Ra (μm) | ||||
|---|---|---|---|---|---|---|
| Discharge Energy (mJ) | Discharge Current (A) | Time-On (μs) | Time-Off (μs) | Exp (Almacinha) | Almacinha’s Model | FEM |
| 6.27 | 5.6 | 56 | 75 | 16 | 11.9 | 4.19 |
| 12.75 | 8.5 | 75 | 240 | 22 | 16.1 | 5.21 |
| 26 | 10 | 130 | 320 | 27 | 19.4 | 6.61 |
| 56.88 | 15.8 | 180 | 100 | 32 | 26.7 | 7.45 |
| 69.48 | 19.3 | 180 | 24 | 38 | 30.5 | 8.76 |
| 121.92 | 25.4 | 240 | 32 | 48 | 37.1 | 12.54 |
| 415.92 | 37.1 | 560 | 42 | 54 | 50.4 | 14.04 |
| 660 | 44 | 750 | 56 | 65 | 60.7 | 17.69 |
| 1336.4 | 51.4 | 1300 | 100 | 70 | 70.8 | 22.35 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Razeghiyadaki, A.; Molardi, C.; Talamona, D.; Perveen, A. Modeling of Material Removal Rate and Surface Roughness Generated during Electro-Discharge Machining. Machines 2019, 7, 47. https://doi.org/10.3390/machines7020047
Razeghiyadaki A, Molardi C, Talamona D, Perveen A. Modeling of Material Removal Rate and Surface Roughness Generated during Electro-Discharge Machining. Machines. 2019; 7(2):47. https://doi.org/10.3390/machines7020047
Chicago/Turabian StyleRazeghiyadaki, Amin, Carlo Molardi, Didier Talamona, and Asma Perveen. 2019. "Modeling of Material Removal Rate and Surface Roughness Generated during Electro-Discharge Machining" Machines 7, no. 2: 47. https://doi.org/10.3390/machines7020047
APA StyleRazeghiyadaki, A., Molardi, C., Talamona, D., & Perveen, A. (2019). Modeling of Material Removal Rate and Surface Roughness Generated during Electro-Discharge Machining. Machines, 7(2), 47. https://doi.org/10.3390/machines7020047