Two key initial properties of each lubricant are viscosity and viscosity index. Actually, viscosity is the intrinsic resistance of a fluid to flow that is defined and measured in different ways. Amount of viscosity of a fluid depends on three parameters including temperature, pressure and shear stress [
1]. There are two types of viscosity measurements or reports: kinematic and dynamic. Kinematic viscosity is the fluid viscosity in non-shear/stress conditions, which is depended on temperature and pressure for a given fluid. In the following introduction, only the behavior of the viscosity with temperature is discussed and no further explanation is given about the effect of pressure and shear stress on the viscosity. A well-known method for expressing the viscosity-temperature relation is based on viscosity index, which is calculated from kinematic viscosities at 40 and 100 °C. It is a theoretical method that compares the fluid’s kinematic viscosities at 40 and 100 °C to that of two reference fluids with presupposed VIs [
2]. A higher viscosity index means less variation in viscosity with temperature which is more desirable for lubricant consumers. There are also issues with calculating the VI of oils with very low viscosities for which there are no available reference fluids to calculate the parameters in equation of VI. To address these limitations, alternative methods have been proposed, including the dynamic viscosity index (DVI) and the proportional viscosity index (PVI) [
3], but they have not been widely adopted and applied. Another parameter used to quantify the viscosity–temperature relationship is the Q factor. This factor is used primarily to differentiate between thickeners and VI improvers. Specifically, 0 <
Q ≤ 1 indicates the thickening power of the polymer is less significant at high temperature, so the polymer is a thickener, while
Q > 1 indicates the thickening power of the polymer is more dominant at higher temperatures, as expected for a VII. Although both larger
Q factor and larger VI indicate a better viscosity-temperature relationship, it has been found that there is no direct correlation between
Q and VI in most cases [
4,
5,
6].
1.1. Why We Should Study the Viscosity-Temperature Behavior of Lubricants?
Every 15–20 °C variation in operation temperature necessitates roughly one ISO grade up or down in a mono-grade VI 100 oil.
For spur/helical/bevel gears operating at 65 °C with a pitch line velocity of 10 m/s specify a VI 90 ISO 220, VI 120–160 ISO 150, or VI 240 ISO 100 oil [
10].
Viscosity should be as low as possible, so that the engine/equipment can be easily switched on at the cold start condition and the oil can reach all required locations. On the other hand, the viscosity must be so large that its reduction due to the heating up the engine/equipment does not destroy the lubrication layer and the load-bearing capability in the desired sections. These are a few reasons for study of the viscosity change with temperature and controlling this change by formulation tuning like VII selection and usage.
Any lubricating oil is produced from the combination of one or more base oils and a variety of additives. Base oil(s) and viscosity index improver (VII) additive are the main ingredients for providing required viscosity and viscosity index. Viscosity index improvers (VII) are low to high molecular weight (1000–250,000 g/mol) [
10]. VIIs are different types of polymeric materials.
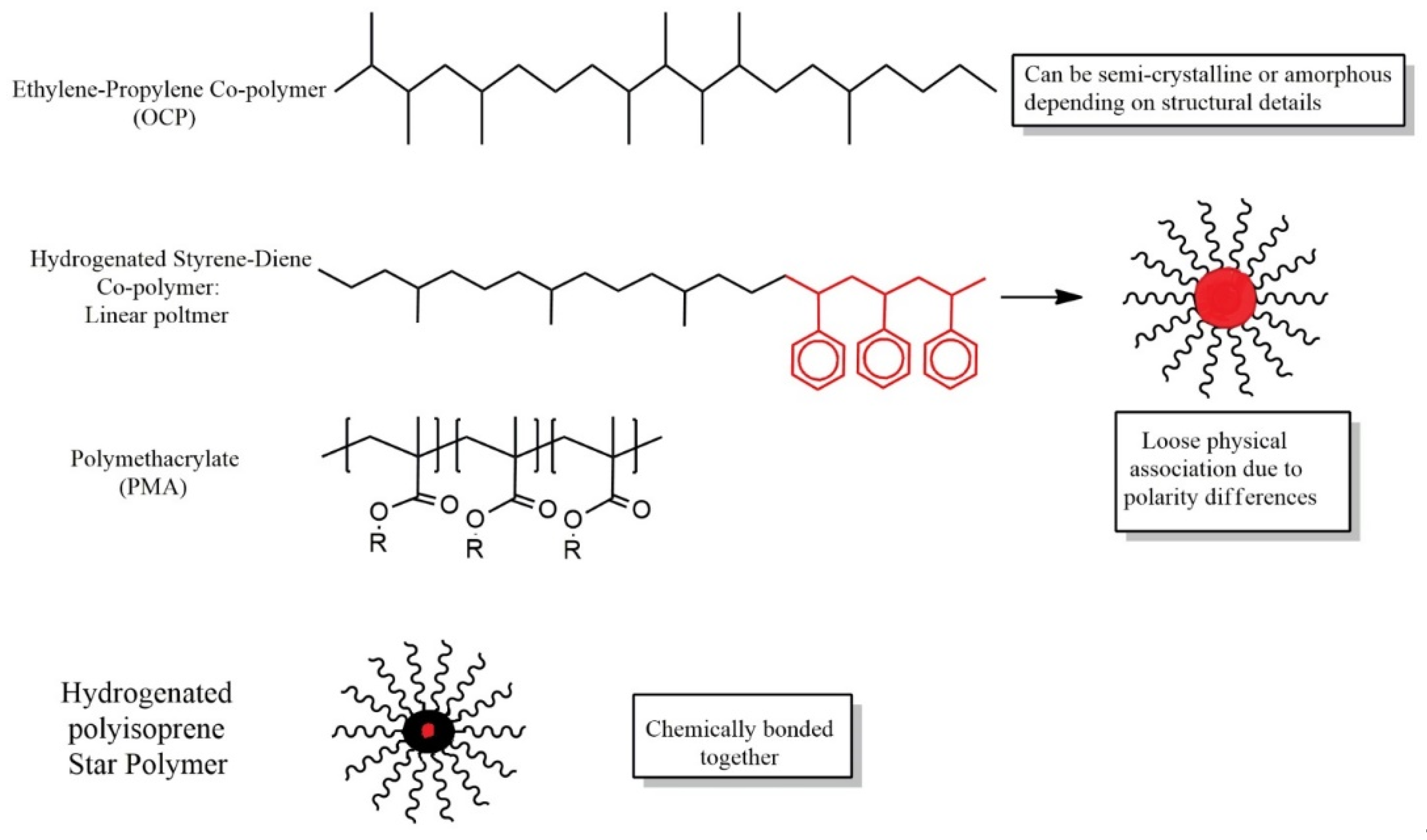
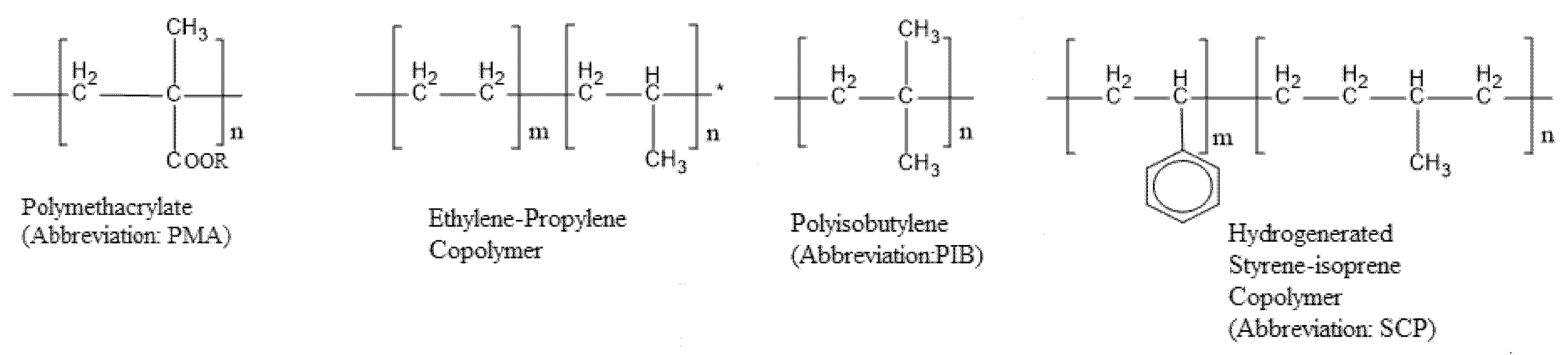
The most common types of VII polymer are polyisobutenes (PIB), poly (alkyl methacrylates), poly (styrene-dienes), polyisoperenes, and olefin copolymers (OCPs). Some typical structures for them are shown in
Figure 1 and
Figure 2.
Polymethacrylates (PMA) were the first VI improver polymers in the early 1900s. Polyisobutylene (PIB) gained favor due to greater cost effectiveness which in turn was later replaced by polyolefin copolymers (OCP).
The advantage of PIB is excellent shear stability and low cost. The disadvantage is that the high dosage required to improve viscosity and VI can often lead to worse low temperature properties and lowering of base oil solvency.
PIB is unique among the four VII improver chemistries due to its very small molecular weight and high shear stability.
Low MW polymers like PIB approach the size of the base oil and the size of the expanded (KV100) and contracted (KV40) coil are not sufficiently to overcompensate for the thinning of base oil with temperature. In this case, it acted more as a thickener or high viscosity base oil than a VII. Actually, this type is not good VII.
Polymethacrylates (PMA) are highly branched copolymers of methacrylate esters.
The advantage is very high VI enhancement and excellent improvement of low temperature properties. The disadvantage is cost and moderate thickening efficiency.
Olefin copolymer (OCP) is a copolymer of ethylene and other olefins including propylene, butylene. OCP polymers are very long molecules with high molecular weight. The advantages are high thickening efficiency and low cost. The disadvantages are poor shear stability and some side effects on cold properties. If ethylene content is too high (>50%), OCPs can behave like wax and have poor cold properties.
Bell-shaped or parabolic responses of performance versus wt.% of an additive is common when formulating lubricants and this effect is often called “reversion” [
1,
10,
11]. Coils cannot expand through another coils. The loss of expansion reduces the VI improvement in the thinning solvent and lowers VI with high treat. Reversion occurs most often for higher MW polymers, PMA, and OCP, which have MW on the order of 10,000 and 100,000 g/mol respectively [
10].
Polymer solution theory, the understanding of how polymers behave in solution, is divided into three regimes: dilute, semi-dilute, and concentrated.
Very small, low MW polymers require higher concentrations to reach the semi-dilute range while very large, ultra-high MW polymers can exhibit semi-dilute behavior at fractions of a percent by weight. However, the wt% at which this transition occurs can be identified for a given VII by plotting the log of specific viscosity (KV of oil + VII/KV of oil-1) against log of wt% VII. A change of slope in the log-log plot indicates a transition from dilute to semi-dilute. High MW OCP (~100,000 g/mol) creates a semi-dilute condition at 4–5 wt% in oil [
12,
13].
Developments in VII polymer chemistry have continued optimization of their performance, i.e., thickening efficiency, viscosity–temperature relationship, and shear stability. Two general ways of VII properties improvement are to make a blend of VIIs [
10,
11,
12,
13] and to modify the architecture of the molecules.
Polymer blends mean usage of more than one of the chemistries in a formulation. Due to limitations in cost or demanding specifications such as shear stability it is often attractive to blend multiple types of VI improver to achieve the desired properties in a lubricant. Blending multiple polymers in solution can produce unexpected viscosity or VI changes since polymer molecules in solution interact.
PMAs and OCPs are incompatible as mixtures; however, PMA-OCP blends can be created by adding a small amount of grafted PMA on OCP as a compatibilizer. The PMA-OCP blend imparts properties of both PMA and OCP molecules. The PMA section provides good VI and low-temperature rheology and the OCP provides thickening and cost efficiency. Modifications to a VIIs blend have also been investigated [
11,
14,
15,
16].
The influence of polymer architecture on its properties is also widely studied [
11,
17,
18,
19,
20,
21,
22]. Advancements in polymer architecture have gone from linear structures to branched [
23,
24], comb [
25,
26], and star-shaped [
27,
28,
29,
30] polymers and through cross-linking [
31]. Overall, the comb polymer showed improved temperature–viscosity relationship, low-temperature viscosity properties, and reduced fuel consumption. Star-shaped architectures are also widely used since they are high molecular weight polymers with both good thickening efficiency and shear stability. A comparison between linear and star-branched PMA revealed that the latter provides superior thickening efficiency than the former and that, at a given shear stability index, star-branched PMA solutions had higher VI than solutions with linear PMA. GPC measurements suggested the improved shear stability of star polymers is attributable to the breaking of chemical bonds near the core of the star, as opposed to in the middle of a linear chain. Such architectures are most commonly found in PMAs, but have been applied to other chemistries as well; for example, compared to linear random and block HSD, star-branched structures exhibited improved thickening efficiency and shear stability.
1.2. How VII Molecules Behave?
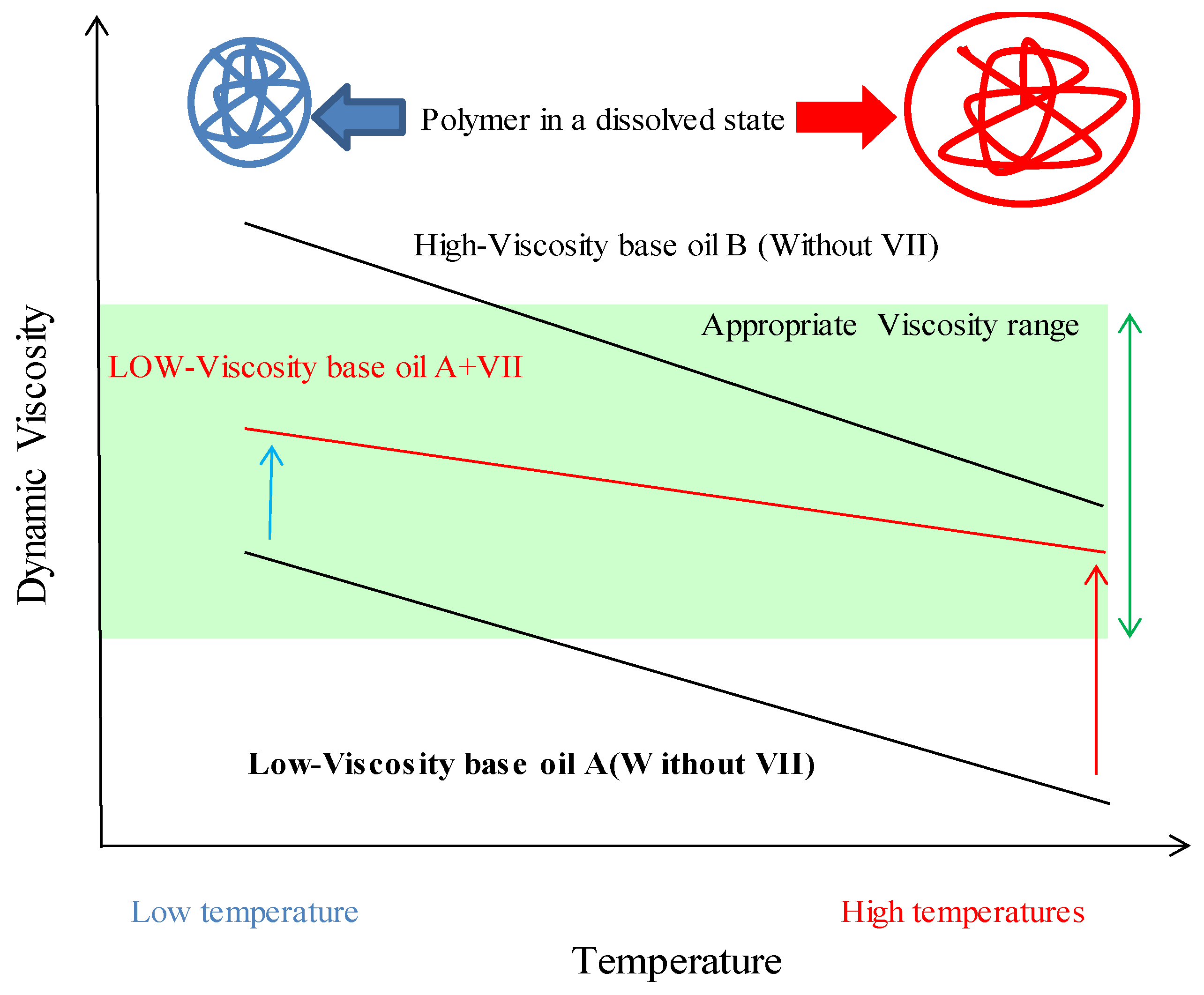
A number of mechanisms have been proposed to explain how VII polymers improve the viscosity of a solution at high temperature and enhance VI. The oldest and simplest mechanism is coil expansion by Selby [
32]. According to this mechanism, the size of polymer molecules at higher temperatures (100 °C) is larger than at low temperatures (40 °C) as shown in
Figure 3 and therefore this phenomenon compensates for part of the decrease in base oil viscosity due to increasing temperature and thus VI increases.
Although this is the simplest mechanism for explaining the behavior of VIIs, it is not in fact the most common mechanism, and it will be further explained that several studies suggest that this mechanism is consistent only with the behavior of PMA type polymers. however, it should be noted that all polymer molecules in the oil formulation expand due to heating and contract due to cooling although, this phenomenon may occur only in a certain temperature and concentration range, and in other conditions the molecule sizes may be constant or even go a bit smaller.
For determination of polymer coil size in the solvent, there are some experimental and theoretical techniques according to a review by Martini A. [
11]. The experimental or direct methods include dynamic light scattering (DLS) and small-angle neutron scattering (SANS) and measurement of viscosity is a theoretical or indirect method. We have used the latter in our work.
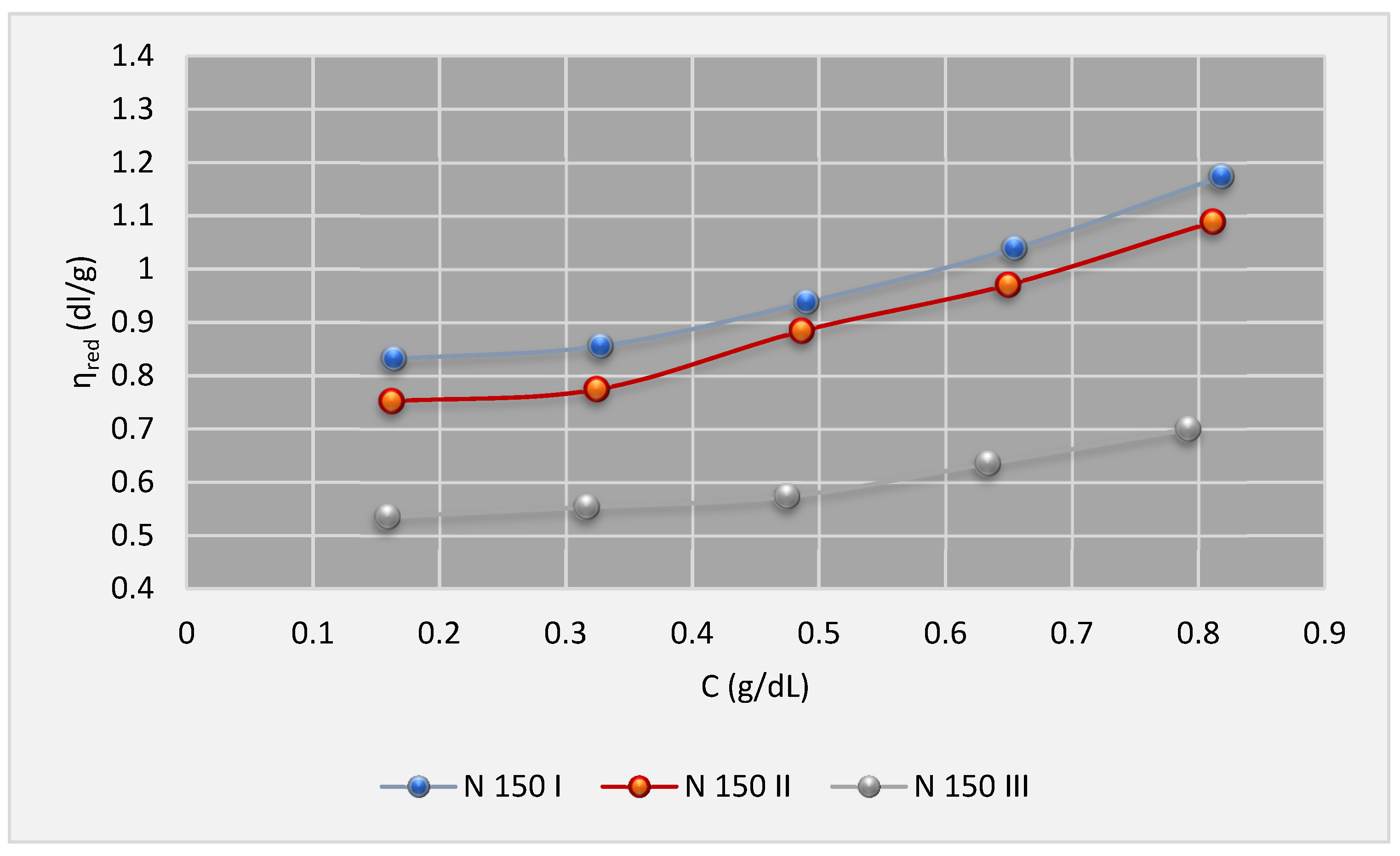
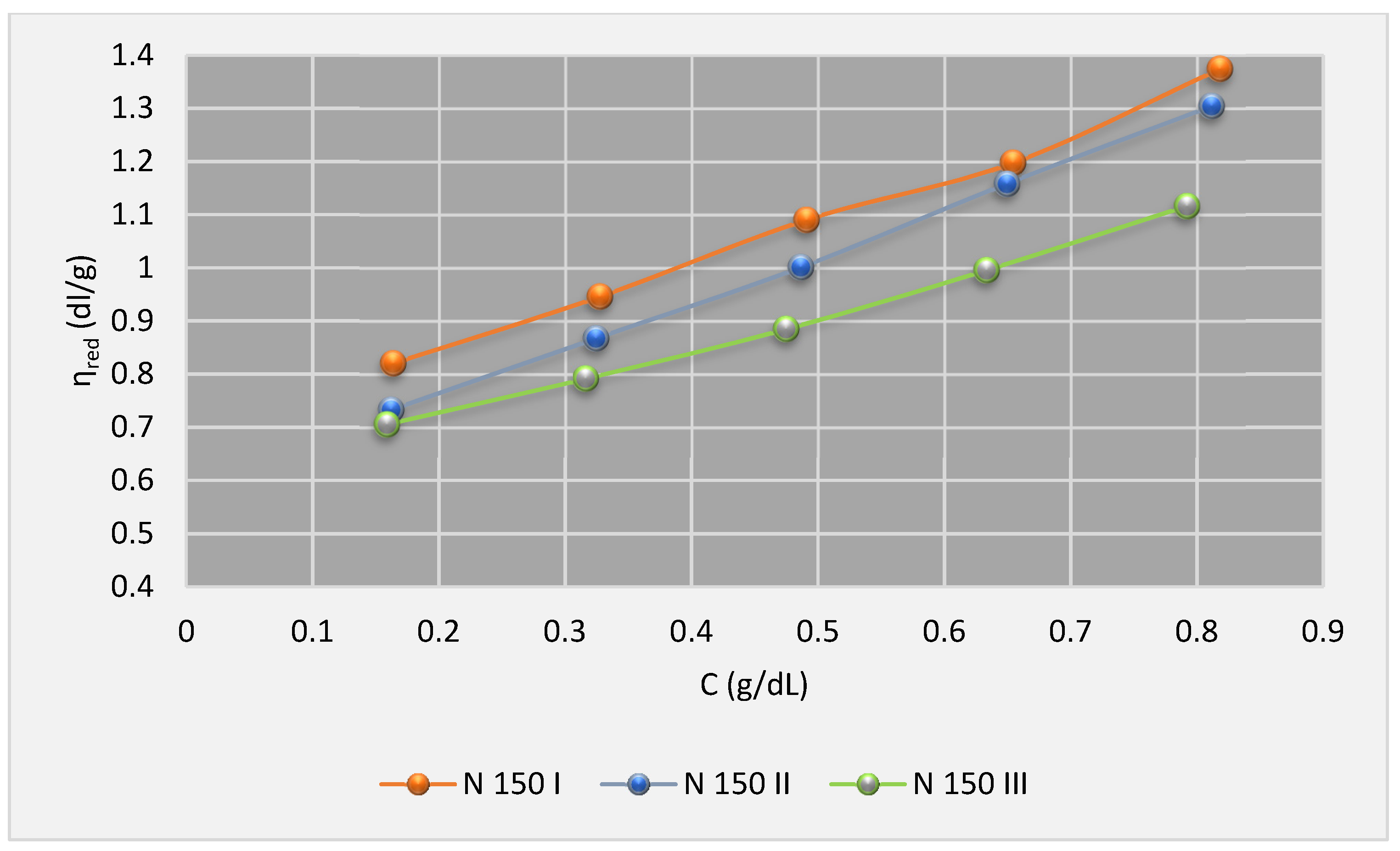
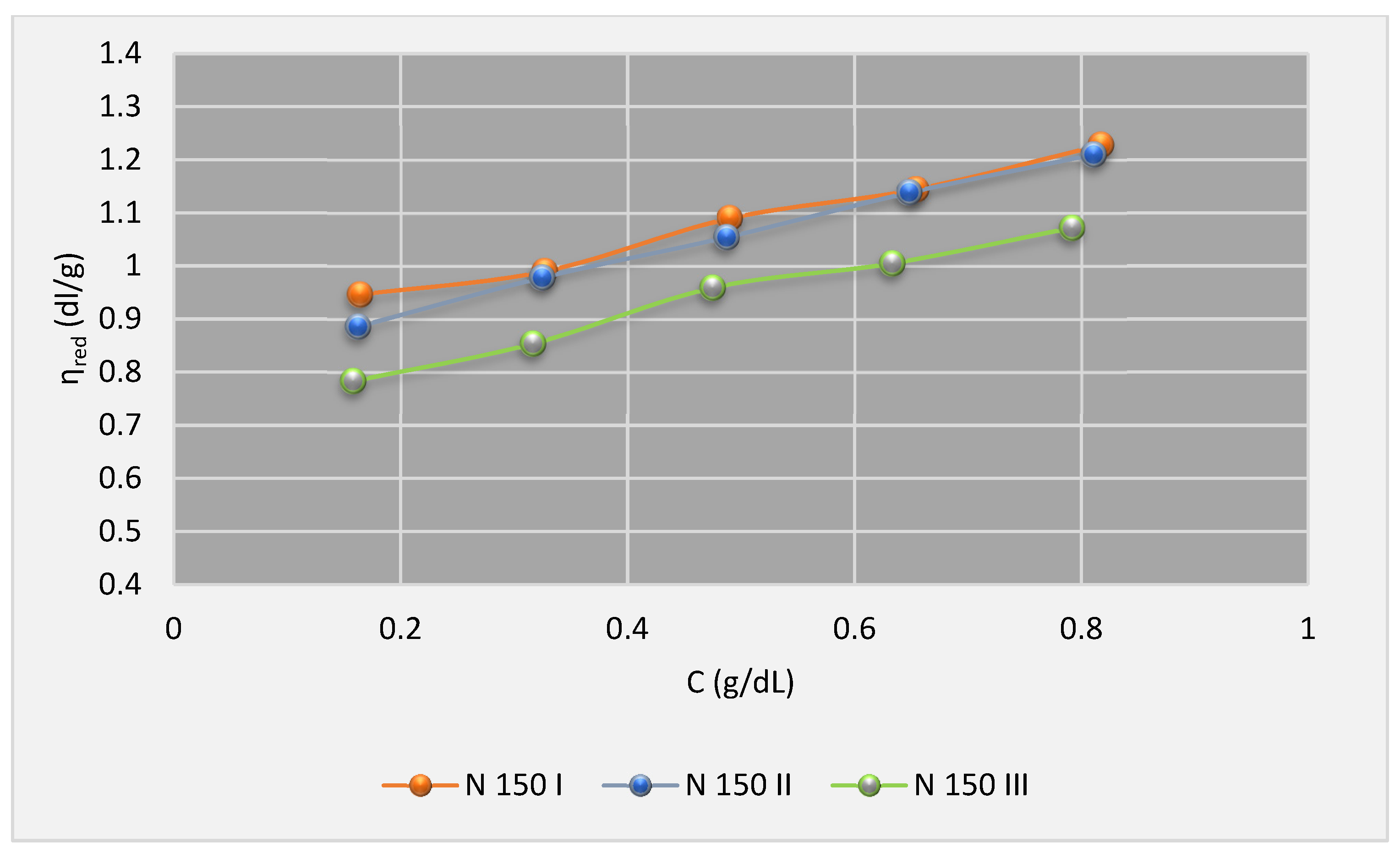
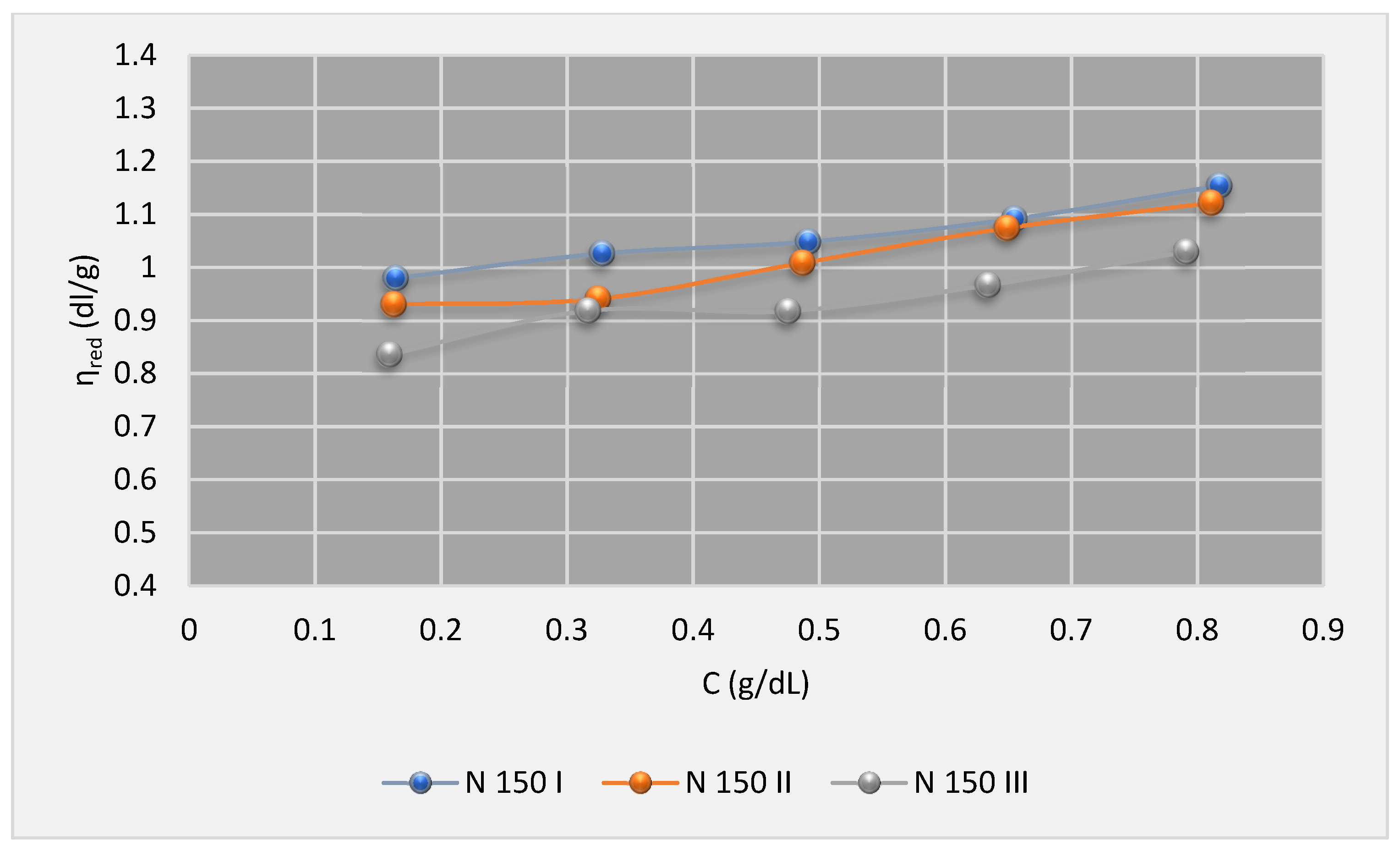
Then, coil size could be obtained indirectly from measurements of viscosity [
4,
6,
33] specifically, the viscosity of a solution is measured as a function of polymer concentration. The intercept of a linear fit to this data is the intrinsic viscosity which can be used to calculate molecule coil radius.
Flory’s pointed out that the radius of gyration (Rg) of polymer molecule depends on the interactions between polymer chains and solvent molecules [
34].
Molar volume defines the molecular weight of a component divided by its density (
MW/
ρ) and is a rough estimation of the size of a molecule in solution. Ideally, a suitable solvent for a polymer is only 50–200 cm
3/mol. or no bigger than the molar volume of the polymer’s monomer. This requirement occurs because oil and solvent must diffuse into the polymer coil to dissolve it or expand with temperature. As concentrated VII like PIB or PMA is added to oil, the molar volume of the oil increased and solvency is reduced [
35,
36,
37].
Muller reported that the reduced viscosities (calculated from dividing specific viscosity by polymer concentration) for OCP and HSD types at lower temperatures are not smaller than the higher temperatures. It shows that these two types of polymers do not match to the Selby model [
6]. However, considering the powerful enough solvents, polymer coils open and enlarge, the total volume fraction occupied by polymer molecules increases and this results in increased viscosity. Therefore, the proposed VI improvement mechanism is highly probable but, this theory is only approved if the temperature of the coil to globule transition or the theta temperature for the polymer, matches the operating temperature range of the related lubricant [
38]. Furthermore, if the base oil used has a sufficient (not necessarily very good) solvency for polymer in the working temperature range, it is quite probable that the Rg constant as a measure of the polymer molecule size will not change significantly with an increase in temperature (or even decrease) but VI still enhances anyway. Results similar to Muller were reported by other researchers. Gao et al. studied dilute solutions of OCP, HSD, and PMAs in API group II base oil, at temperatures between 10 and 150 °C, and based on intrinsic viscosity, data showed similar results for OCP and HSD, but the molecular dimensions for PMA type increased with temperature [
33]. Rubine et al. investigated the behavior of five different OCP at −10 to 50 °C in aliphatic and aromatic solvents (not base oils) [
39]. Michael J. Covitch studied the change in polymer coil size at different temperatures and concentrations by two methods: SANS and intrinsic viscosities determination. He also showed that polymer coil expansion is not necessarily a requirement for VI improvement [
40].
Ramasami U.S. and Martini A. [
41] studied the size change of PMA and OCP with temperature in dodecane solvent by molecular dynamic(MD) method and concluded that only the size of PMA increases with temperature and attributed this difference to the presence of oxygen atoms in PMA. Recently MD simulations have also been used to quantify the coil size of VII polymers by other researchers [
41,
42,
43,
44].
Such works have also proven that not all polymers expand with temperature and a comparison between the coil sizes of PMA and OCP as functions of temperature was obtained from direct and indirect measurements. In both cases, only the PMA expands with temperature. The absence of coil expansion has been shown for OCP and other hydrocarbon-based polymers [
6,
33,
40,
43].
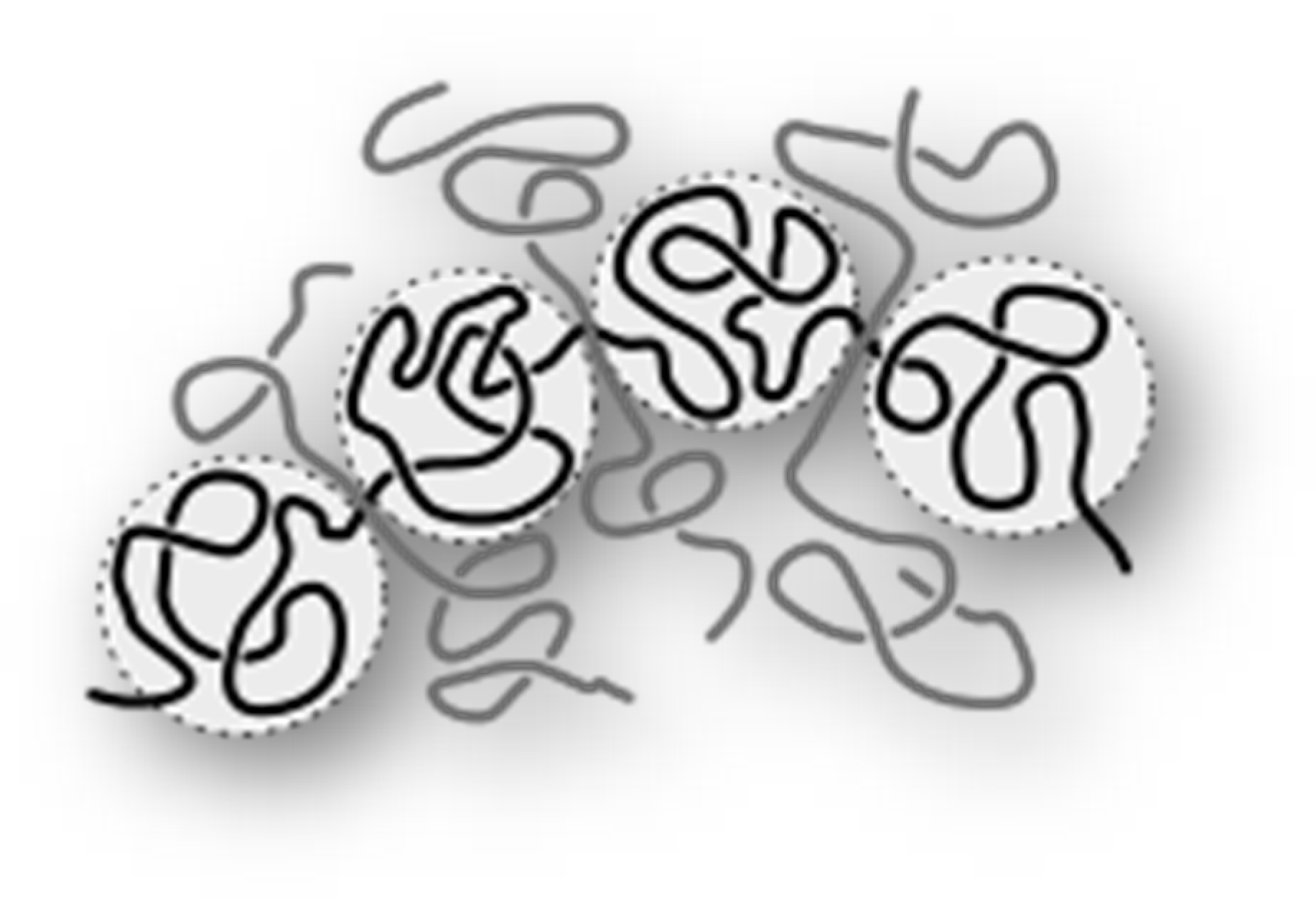
Another means by which VIIs may increase the viscosity of a solution is through the interaction of multiple polymer chains, as illustrated schematically in
Figure 4. This mechanism can be referred to as association, aggregation, or entanglement.
For example, two distinct peaks in the molecular weight distribution of HSD in heptane measured by DLS indicated the presence of multi-molecule aggregates as well as isolated ones [
45].
Polymers, such as HSB, are believed to increase viscosity through association/aggregation, or in other words micelle formation [
11,
44,
46].
In addition, polymers may affect the viscosity of a solution through secondary mechanisms, including their effect on adjacent solvent molecules.
Then VIIs have been extensively used to reduce the dependency of the lubricant’s viscosity on temperature, to maintain an acceptable hydrodynamic lubrication in extreme conditions. VIIs in engine lubricants has the role to bridge their tribological response with their rheological behavior. Polymers of different chemistries, molecular weights, and conformations have effect on film thickness measured in pure rolling and isothermal conditions then have effect on the lubricants behavior in the elastohydrodynamic (EHD) and very thin film (VTF) regimes [
47].
In the last and comprehensive review of VII Additives, Martini A. [
11] discusses the chemical structure, the three main properties, including thickening effect, viscosity change with temperature, and shear stability, as well as coil expansion of main VII additives and methods of their studies. This article also reminds about behavioral difference of OCP and PMA and finally points out that coil expansion is not the only reason to increase viscosity or VI, but other reasons such as association, entanglement, and solvent-polymer interaction can also increase the viscosity and VI. After that, no study on similar subjects is found.
Since we have used the indirect method i.e., viscosity measurement to determine molecular size in our work, it is necessary to provide more explanation about this method.
A polymer’s contribution to the viscosity of a solution is quantified by intrinsic viscosity ([
η]). This parameter is related to molecular weight by the Mark-Houwink equation [
34,
48], Equation (1) and related to hydrodynamic volume and molecular weight by Einstein equation model, Equation (2) [
40]. Then if we determine intrinsic viscosity, we could estimate the size of polymer in solution.
where the two parameters (
K) and (
a) are empirical and related to the stiffness of the chain and depend on the type of polymer, solvent, and temperature [
49,
50].
where
Ve = hydrodynamic volume,
Mw = weight-average molecular weight,
N = Avogadro’s number, and [
η] = intrinsic viscosity.
The hydrodynamic volume represents the volume occupied by the polymer in the solution. Based on these equations, the intrinsic viscosity is one of the parameters that are suitable for showing the change in the size of polymer coils in the solution. Then, we need to predict intrinsic viscosity. There are some models to predict intrinsic viscosity:
Commonly employed equations are Huggins, Kraemer, Martin, and Schulz-Blaschke; Equations (3)–(6), respectively. In order to apply these relations, we should measure viscosities of solutions with different concentrations for each specified triple (polymer-solvent-temperature) [
50,
51,
52,
53].
The constants in the equations depend on the chemistry of the polymer and solvent and have been reported for many VIIs.
where:
=
= relative viscosity or viscosity ratio (ratio of viscosity of the solution, in a determined concentration, to viscosity of the solvent);
= specific viscosity (
);
= intrinsic viscosity or limiting viscosity number, respective to Huggins equation;
= intrinsic viscosity, respective to Kraemer equation;
= intrinsic viscosity, respective to Martin equation;
= intrinsic viscosity or limiting viscosity number, respective to Schulz-Blaschke equation;
c = polymer concentration;
= Huggins, Kraemer, Martin and Schulz-Blaschke coefficients, respectively. For many polymer systems,
= 0.28 has been found.
Some relations have been proposed for determining the intrinsic viscosity from a single point viscosity measurement of a dilute solution. These methods have the advantage of being more rapid and adequate when a large number of samples have to be analyzed in short periods of time. Moreover, they have the advantage of being independent of a constant value, in contrast to graphical extrapolation determinations.
Solomon and Ciuta derived their intrinsic viscosity relationship (Equation (7)) by combining Equations (3) and (4).
Equation (8) was proposed by Deb and Chanterjee as an expression for single point determination method of intrinsic viscosity.
One noteworthy method in above-mentioned models is Huggins’s equation then we use this model in our work. The units of intrinsic viscosity and polymer concentration are dL/g and g/dL respectively, and specific viscosity is dimension-less.
Lubricant is made from base oil(s) plus additives. Viscosity and VI are the most important criteria for any lubrication purpose. Adjustment of these two parameters is done by choosing the best types of base oils and their combination, and type of VII additive and its amount in the formula. The goal of these choices is optimized quality and price. Olefin copolymers (OCP), hydrogenated poly (styrene-diene), and stellar polyisoprene are the three most widely used VII substances in lubricant formulations, respectively [
4,
44,
46]. These three types account for more than 90% of VII consumption in the lubrication industry.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}