On the Flow Dynamics of Polymer Greases

 ,
, 
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
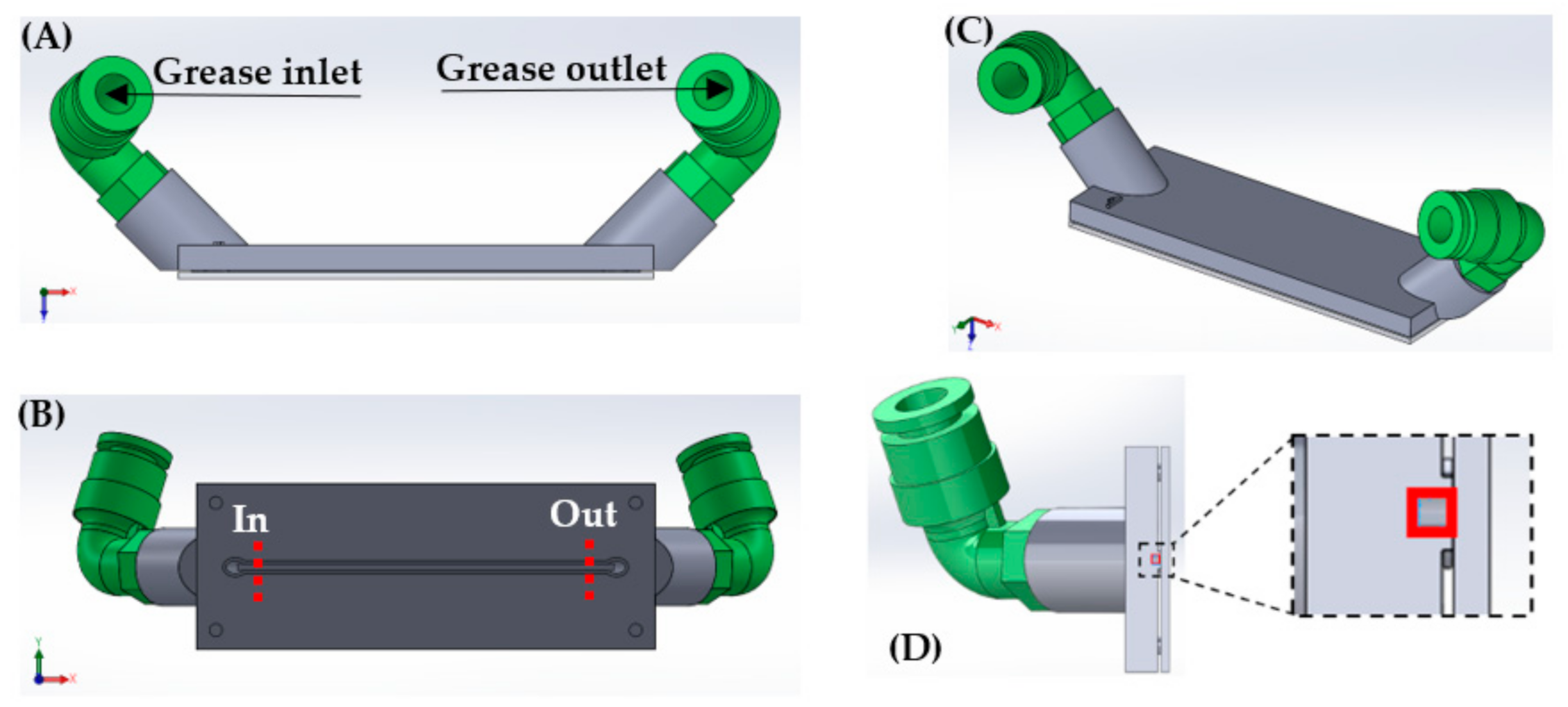
2.1. Design Principle
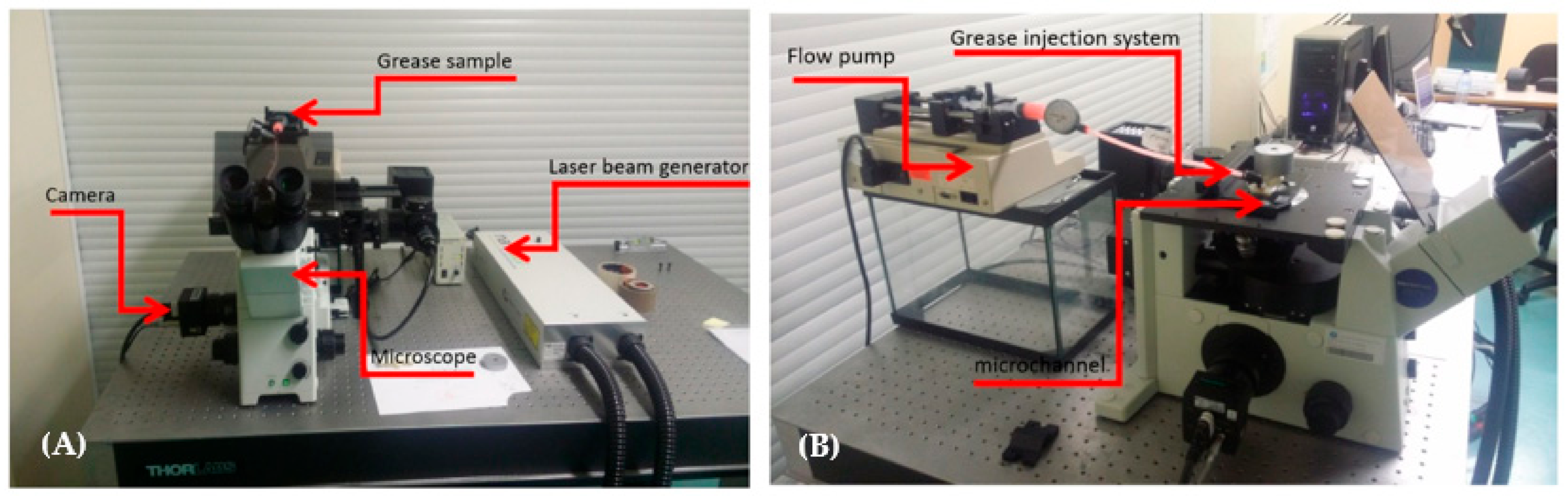
2.2. Grease Flow Measurements Using µPIV
2.3. µPIV Grease Flow Analysis
3. Results
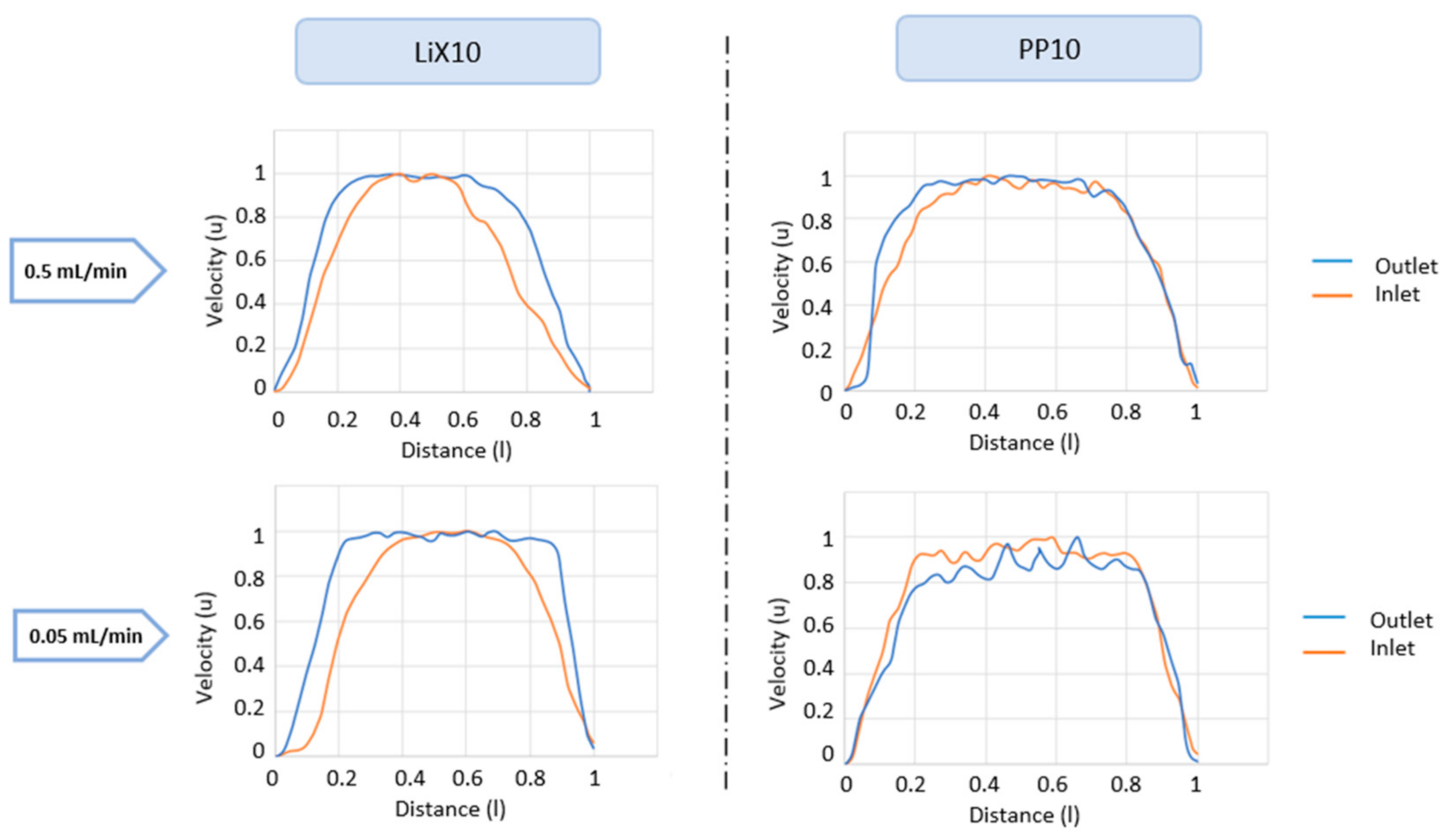
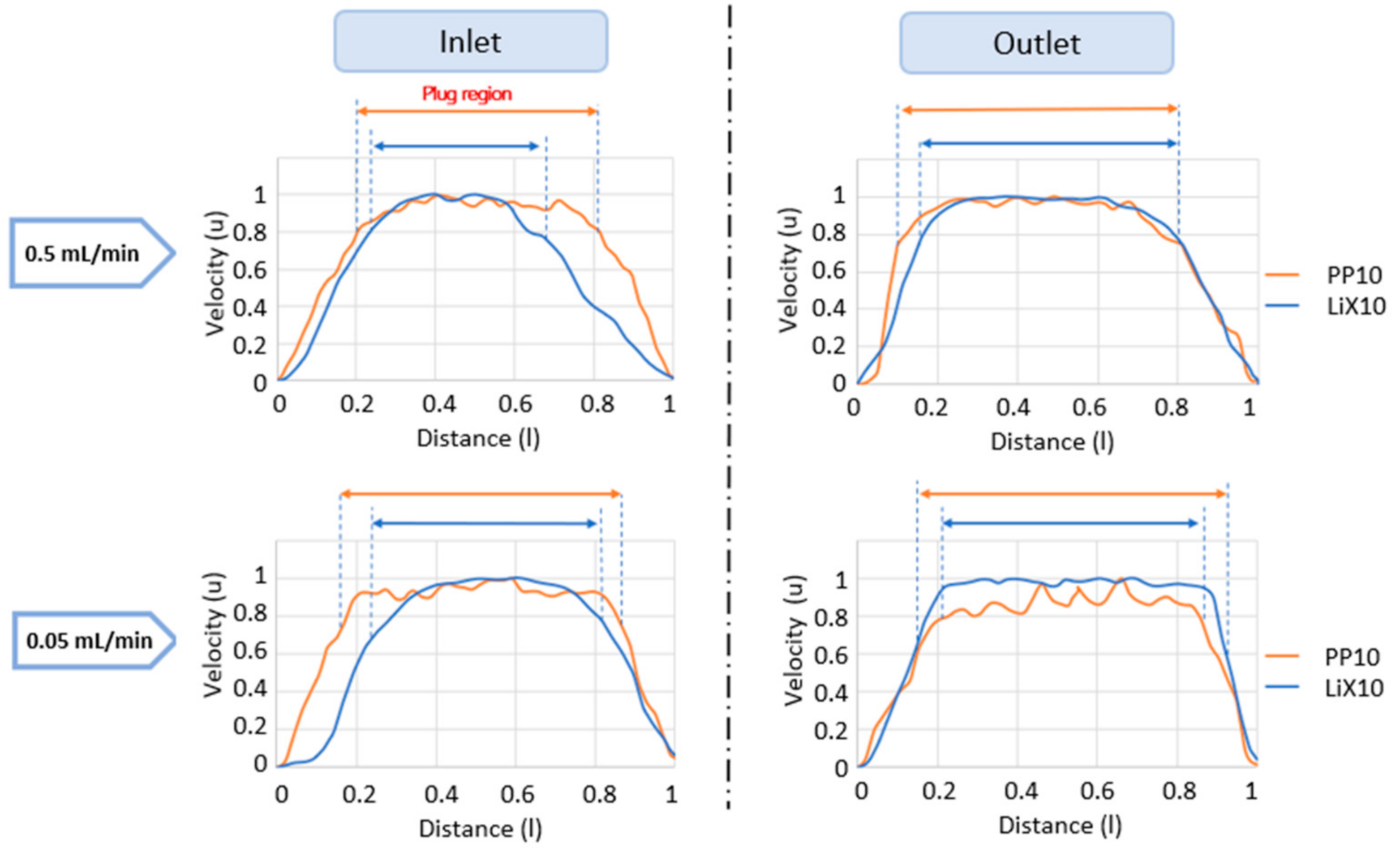
3.1. Velocity Profiles and Oil Bleeding
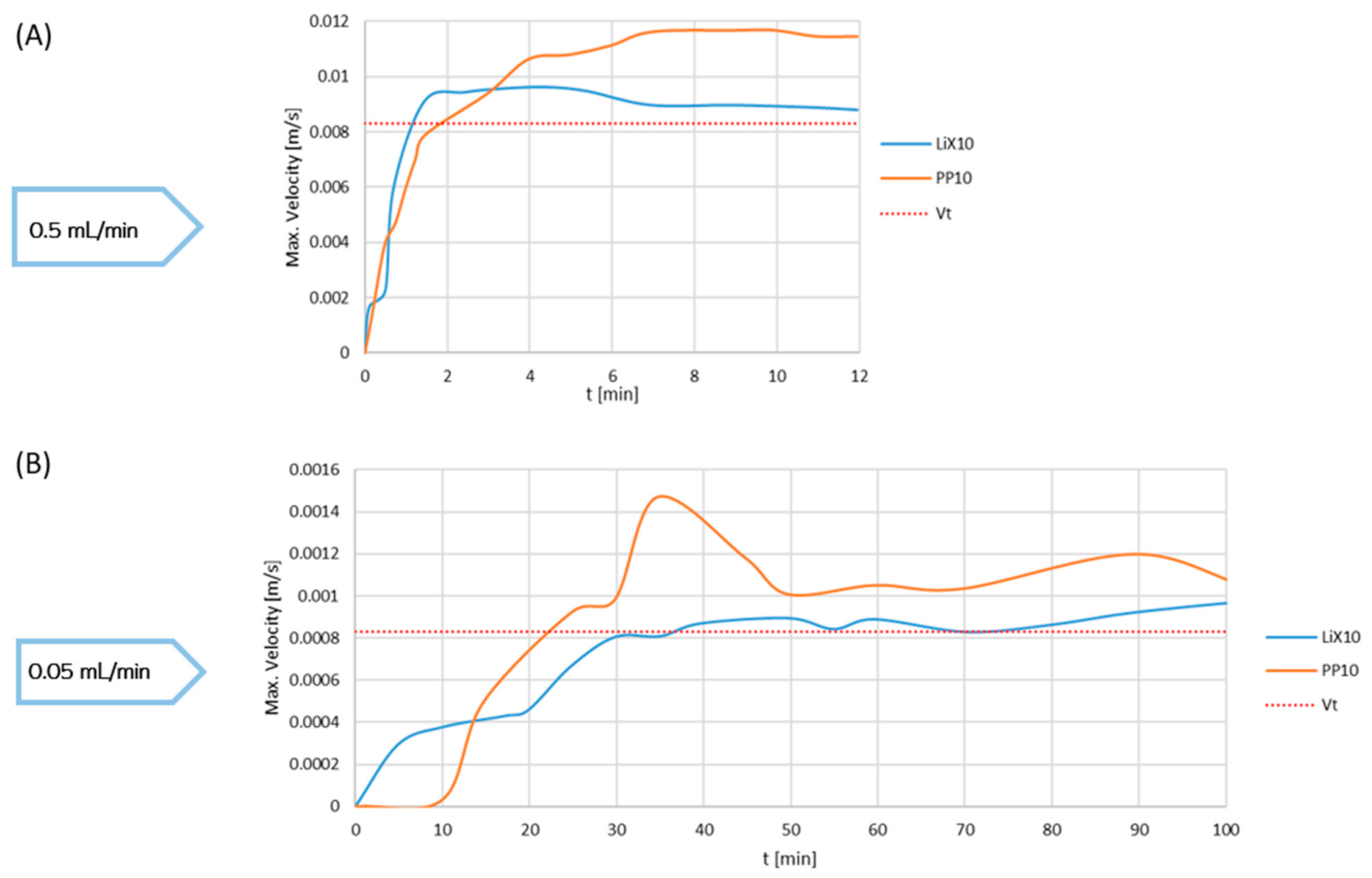
3.2. Transitional Flow in the Channel
4. Concluding Remarks
Author Contributions
Funding
Conflicts of Interest
References
- Lugt, P.M. Grease Lubrication in Rolling Bearings; Wiley Edition: Hoboken, NJ, USA, 2013; ISBN 978-1-118-35391-2. [Google Scholar]
- Lugt, P.M. A Review on Grease Lubrication in Rolling Bearings. Tribol. Trans. 2009, 52, 470–480. [Google Scholar] [CrossRef]
- Meijer, D.; Jacobson, B.O.; Lankamp, H. Polymer Thickened Lubricating Grease. Europe Patent 0700986, 28 July 1999. [Google Scholar]
- Salmeron, G.C.; Leckner, J.; Schwack, F.; Westbroek, R.; Glavatskih, S. Greases for electric vehicle motors: Thickener effect and energy saving potential. Tribol. Int. 2022, 167, 107400. [Google Scholar] [CrossRef]
- Leckner, J. Energy efficiency and lubrication mechanisms of polymer thickened greases. In Proceedings of the 27th ELGI Annual General Meeting, Barcelona, Spain, 18–21 April 2015. [Google Scholar]
- Gonçalves, D.; Graça, B.; Campos, A.V.; Seabra, J. On the friction behaviour of polymer greases. Tribol. Int. 2016, 93, 399–410. [Google Scholar] [CrossRef]
- Baart, P.; van der Vorst, B.; Lugt, P.M.; van Ostayen, R.A. Oil-bleeding model for lubricating grease based on viscous flow through a porous microstructure. Tribol. Trans. 2010, 53, 340–348. [Google Scholar] [CrossRef]
- Gonçalves, D.; Graça, B.; Campos, A.V.; Seabra, J.; Leckner, J.; Westbroek, R. Formulation rheology and thermal ageing of polymer greases. Part I: Influence of the thickener content. Tribol. Int. 2015, 87, 160–170. [Google Scholar] [CrossRef]
- Gonçalves, D.; Marques, R.; Graça, B.; Campos, A.V.; Seabra, J.H.; Leckner, J.; Westbroek, R. Formulation, rheology and thermal aging of polymer greases—Part II: Influence of the co-thickener content. Tribol. Int. 2015, 87, 171–177. [Google Scholar] [CrossRef]
- Gonçalves, D.; Pinho, S.; Graça, B.; Campos, A.V.; Seabra, J.H. Friction torque in thrust ball bearings lubricated with polymer greases of different thickener content. Tribol. Int. 2016, 96, 87–96. [Google Scholar] [CrossRef]
- Leckener, J.; Westbroek, R. Polypropylene—A novel thickener technology with many surprises. In Proceedings of the 29th ELGI AGM, Helsinki, Finland, 6–9 May 2017. [Google Scholar]
- Shu, J.; Harris, K.; Munavirov, B.; Westbroek, R.; Leckner, J.; Glavatskih, S. Tribology of polypropylene and Li-complex greases with ZDDP and MoDTC additives. Tribol. Int. 2018, 118, 189–195. [Google Scholar] [CrossRef]
- Martín-Alfonso, J.E.; Valencia, C.; Artega, J.F.; Díaz, M.J.; Franco, J.M. Design of lubricating grease formulations using recycled polypropylene from postconsumer films as thickener agent. J. Appl. Polym. Sci. 2013, 127, 1369–1376. [Google Scholar] [CrossRef]
- Gonçalves, D.; Graça, B.; Campos, A.V.; Seabra, J.; Leckner, J.; Westbroek, R. On the film thickness behaviour of polymer greases at low and high speeds. Tribol. Int. 2015, 90, 435–444. [Google Scholar] [CrossRef]
- Muller, D.; Matta, C.; Thijssen, R.; Bin Yusof, M.N.; Van Eijk, M.C.P.; Chatra, S. Novel polymer grease microstructure and its proposed lubrication mechanism in rolling/sliding contacts. Tribol. Int. 2017, 110, 278–290. [Google Scholar] [CrossRef]
- Farré-Lladós, J.; Casals-Terré, J.; Voltas, J.; Westerberg, L.G. The use of rapid prototyping techniques (RPT) to manufacture micro channels suitable for high operation pressures and μPIV. Rapid Prototyp. J. 2015, 22, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Madlener, K.; Frey, B.; Ciezki, H.K. Generalized reynolds number for non-newtonian fluids. Prog. Propuls. Phys. 2009, 1, 237–250. [Google Scholar] [CrossRef] [Green Version]
- Raffel, M.; Willert, C.E.; Wereley, S.T.; Kopenhans, J. Particle Image Velocimetry; Springer: Berlin, Germany, 2007; ISBN 978-3-030-09855-1/978-3-319-68851-0. [Google Scholar]
- Sieder, E.N.; Tate, G.E. Heat Transferand Pressure Drop of Liquids in Tubes. Ind. Eng. Chem. 1936, 28, 1429–1435. [Google Scholar] [CrossRef]
- Sisko, A.W. The Flow of Lubricating Greases. Ind. Eng. Chem. 1958, 50, 1789–1792. [Google Scholar] [CrossRef]
- Westerberg, L.G.; Lundström, T.S.; Höglund, E.; Lugt, P.M. Investigation of Grease Flow in a Rectangular Channel Including Wall Slip Effects Using Microparticle Image Velocimetry. Tribol. Trans. 2010, 53, 600–609. [Google Scholar] [CrossRef]
- Zhang, Q.; Mugele, F.; van den Ende, D.; Lugt, P.M. A Model Configuration for Studying Stationary Grease Bleed in Rolling Bearings. Tribol. Trans. 2021, 64, 1127–1137. [Google Scholar] [CrossRef]
- Westerberg, L.G.; Farré-Lladós, J.; Li, J.; Höglund, E.; Casals-Terré, J. Grease flow in an elbow channel. Tribol. Lett. 2015, 57, 30. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grease | Viscosity Grade of the PAO Used | Theoretical Viscosity at 40 °C (mm2/s) | Theoretical Viscosity at 100 °C (mm2/s) | Thickener Content (wt%) | Pen-60 (10−1 mm) |
|---|---|---|---|---|---|
| PP10 | 10 | 61.4 | 9.4 | 12.5 | 280 |
| LiX10 | 10 | 61.3 | 9.4 | 18.2 | 275 |
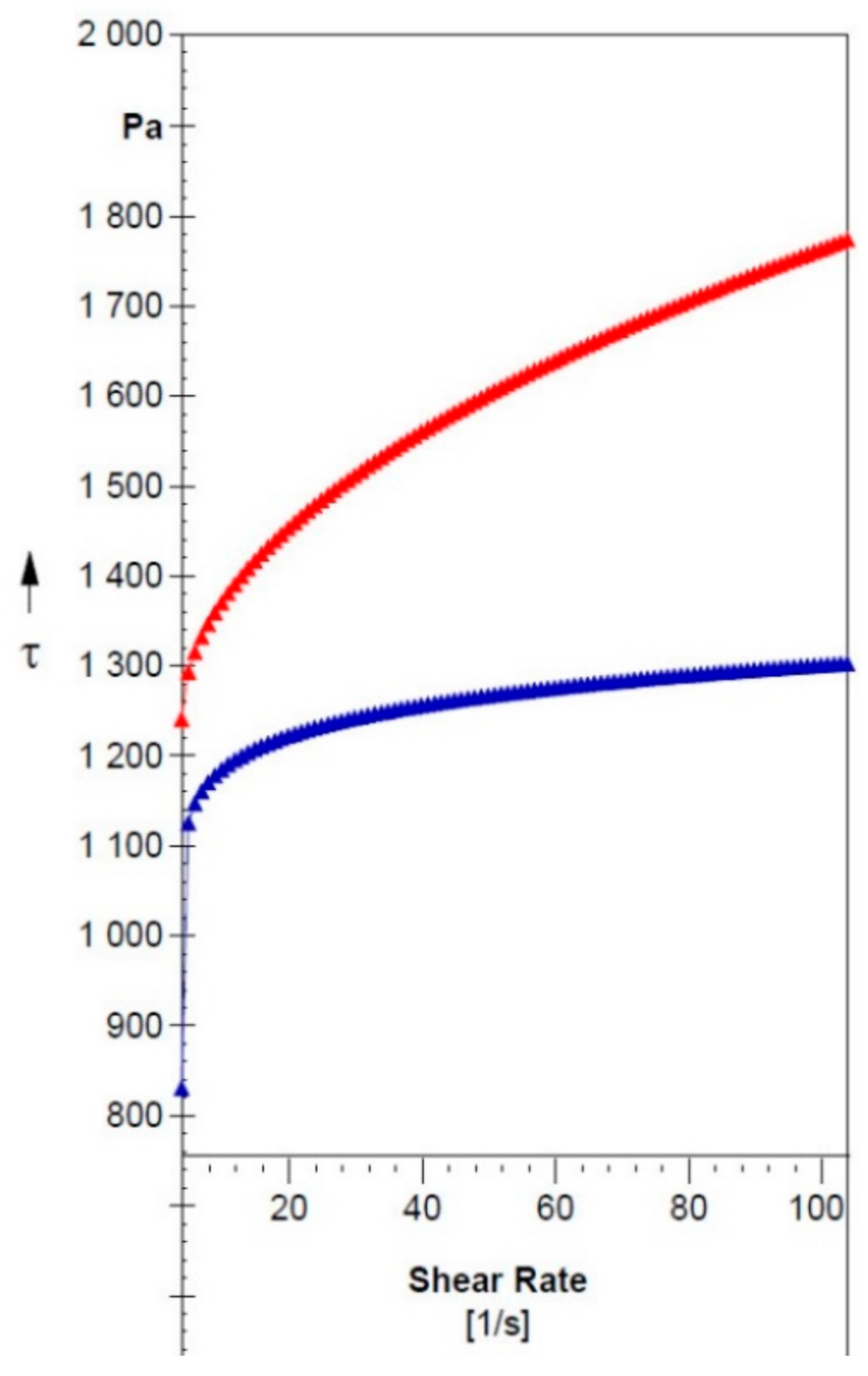
| H-B Rheology model | τ0 (Pa) | K | n | ||
| PP10 | 831 | 295 | 0.1 | ||
| LiX10 | 1241 | 53 | 0.5 |
| Sample | Flow Rate (mL/min) | Stationary Flow | Transitional Flow | ||
|---|---|---|---|---|---|
| Time Step between Exposures (µs) | Inlet Pressure | Vt (m/s) | Time to Steady State (min) | ||
| PP10 | 0.5 | 700 | 7 bar | 8.3 × 10−3 | 1.4 min |
| PP10 | 0.05 | 2500 | 5 bar | 8.3 × 10−4 | 22 min |
| LiX10 | 0.5 | 500 | 7 bar | 8.3 × 10−3 | 1.3 min |
| LiX10 | 0.05 | 3200 | 5 bar | 8.3 × 10−4 | 30 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farré-Lladós, J.; Westerberg, L.G.; Casals-Terré, J.; Leckner, J.; Westbroek, R. On the Flow Dynamics of Polymer Greases. Lubricants 2022, 10, 66. https://doi.org/10.3390/lubricants10040066
Farré-Lladós J, Westerberg LG, Casals-Terré J, Leckner J, Westbroek R. On the Flow Dynamics of Polymer Greases. Lubricants. 2022; 10(4):66. https://doi.org/10.3390/lubricants10040066
Chicago/Turabian StyleFarré-Lladós, Josep, Lars G. Westerberg, Jasmina Casals-Terré, Johan Leckner, and René Westbroek. 2022. "On the Flow Dynamics of Polymer Greases" Lubricants 10, no. 4: 66. https://doi.org/10.3390/lubricants10040066
APA StyleFarré-Lladós, J., Westerberg, L. G., Casals-Terré, J., Leckner, J., & Westbroek, R. (2022). On the Flow Dynamics of Polymer Greases. Lubricants, 10(4), 66. https://doi.org/10.3390/lubricants10040066