A Study on Decisive Early Stages in White Etching Crack Formation Induced by Lubrication

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
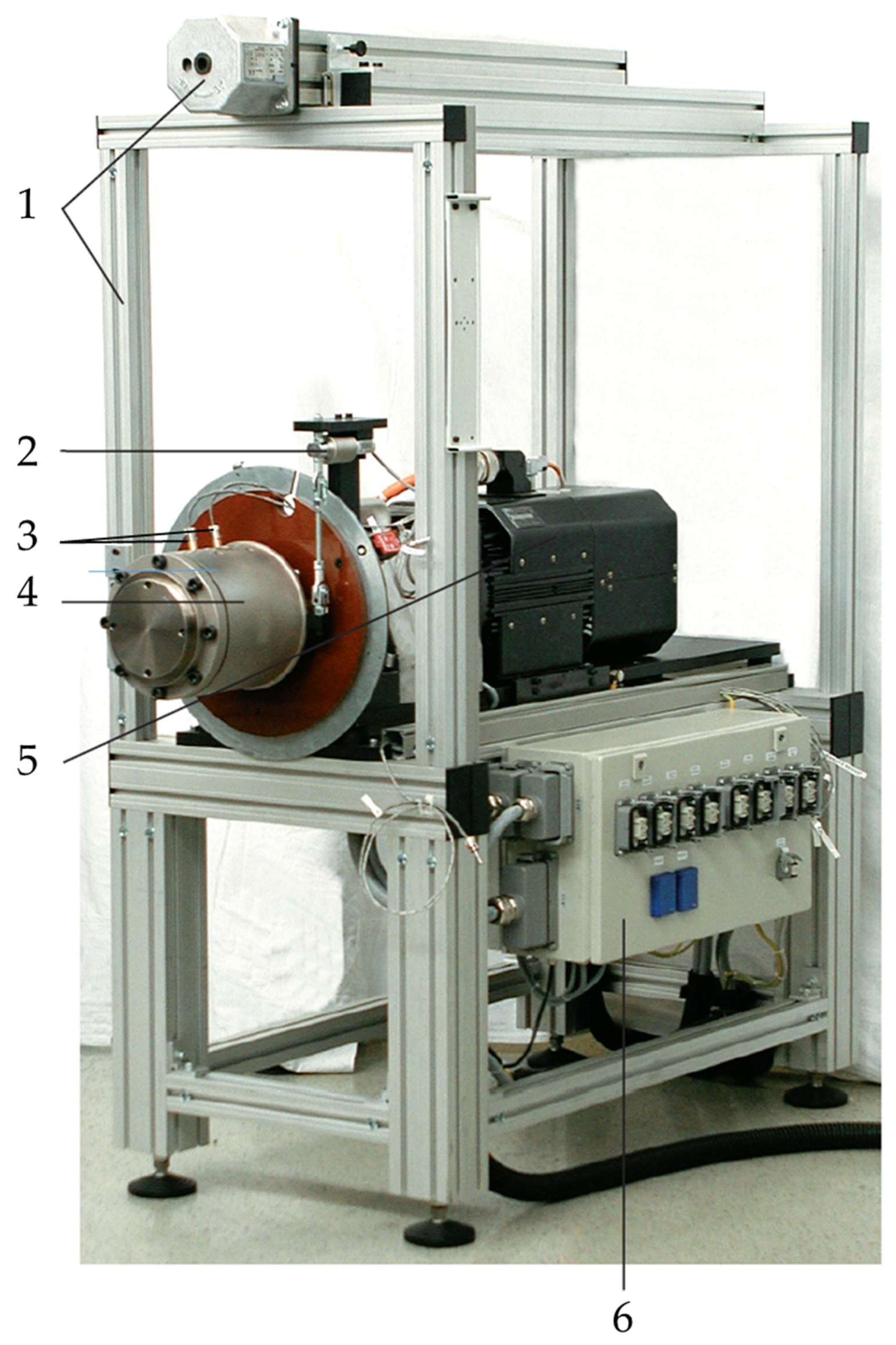
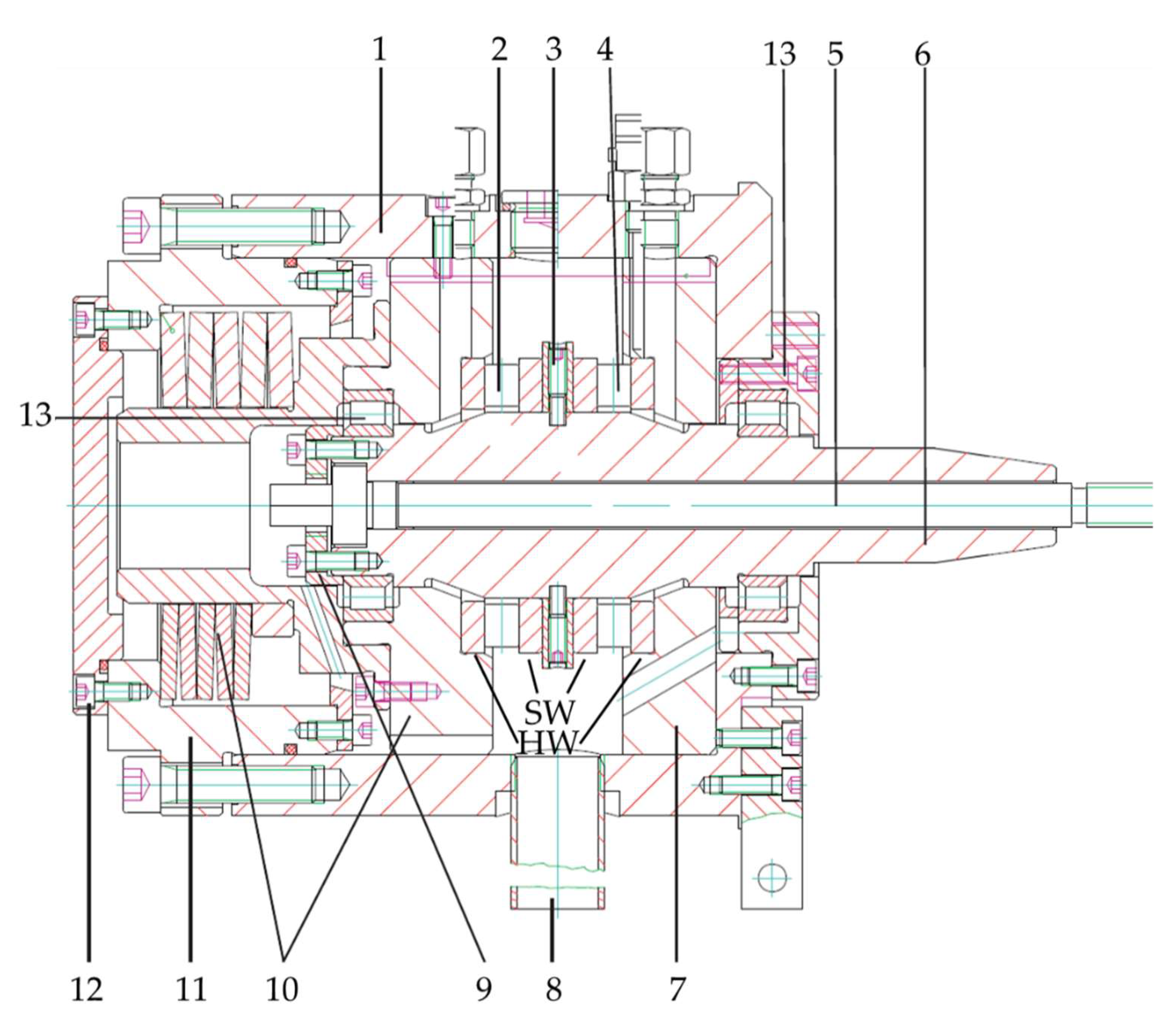
2.1. FE8 Cylindrical Roller Bearing Test Rig
2.2. Lubricants and Their Chemistry
2.2.1. Polyalphaolefine (PAO)
2.2.2. Zinc Dithiophosphate (ZDDP)
2.2.3. Dicyclohexylamine (DCHA)
2.2.4. The Lubricants
- The high-reference lubricant (HR) consists solely of PAO, as described in Section 2.2.1.
- The two low-reference oils (LR1 and LR2) are produced by mixing the components (adding ZDDP then DCHA for LR2 into PAO) and stirring at 40 °C for 10 min in a quantity of 7 kg. The 2.5% of ZDDP used here is typical for a gear oil formulation [26]. The water content of LR1 and LR2 prior to the test run was below 100 ppm (DIN 51777, Karl Fischer indirect titration).
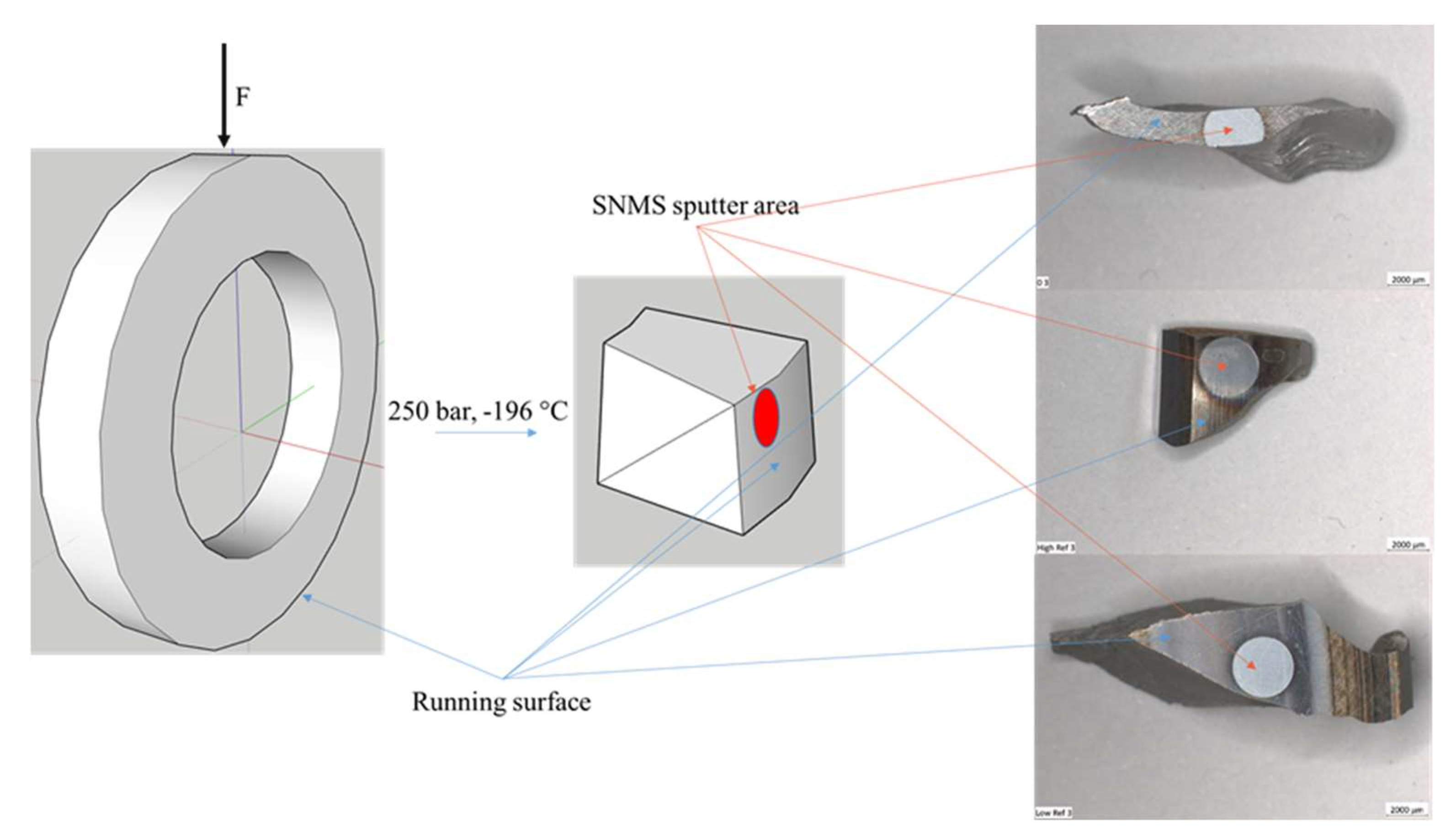
2.3. SNMS
2.4. Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray Spectrometry (EDX)
3. Results
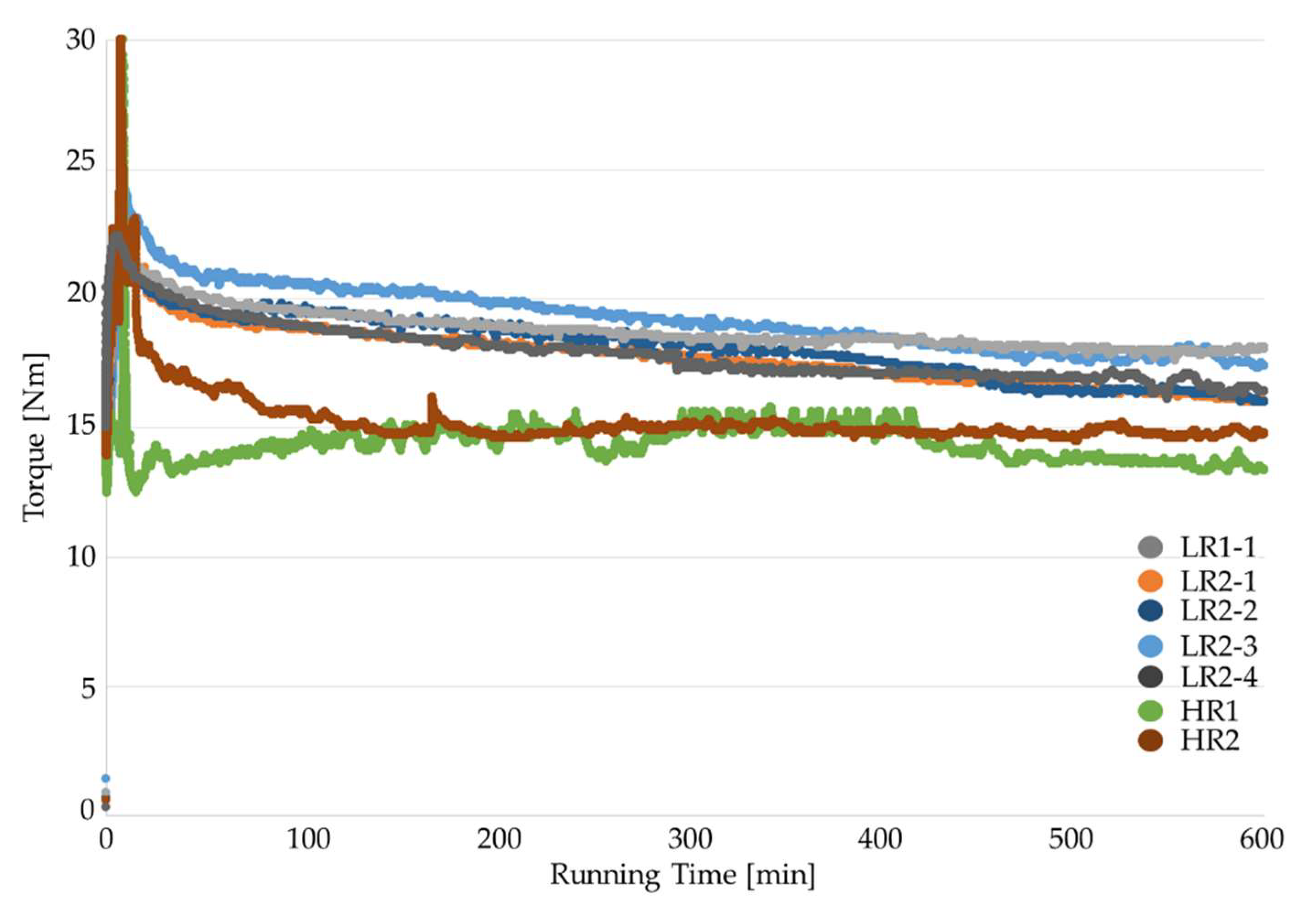
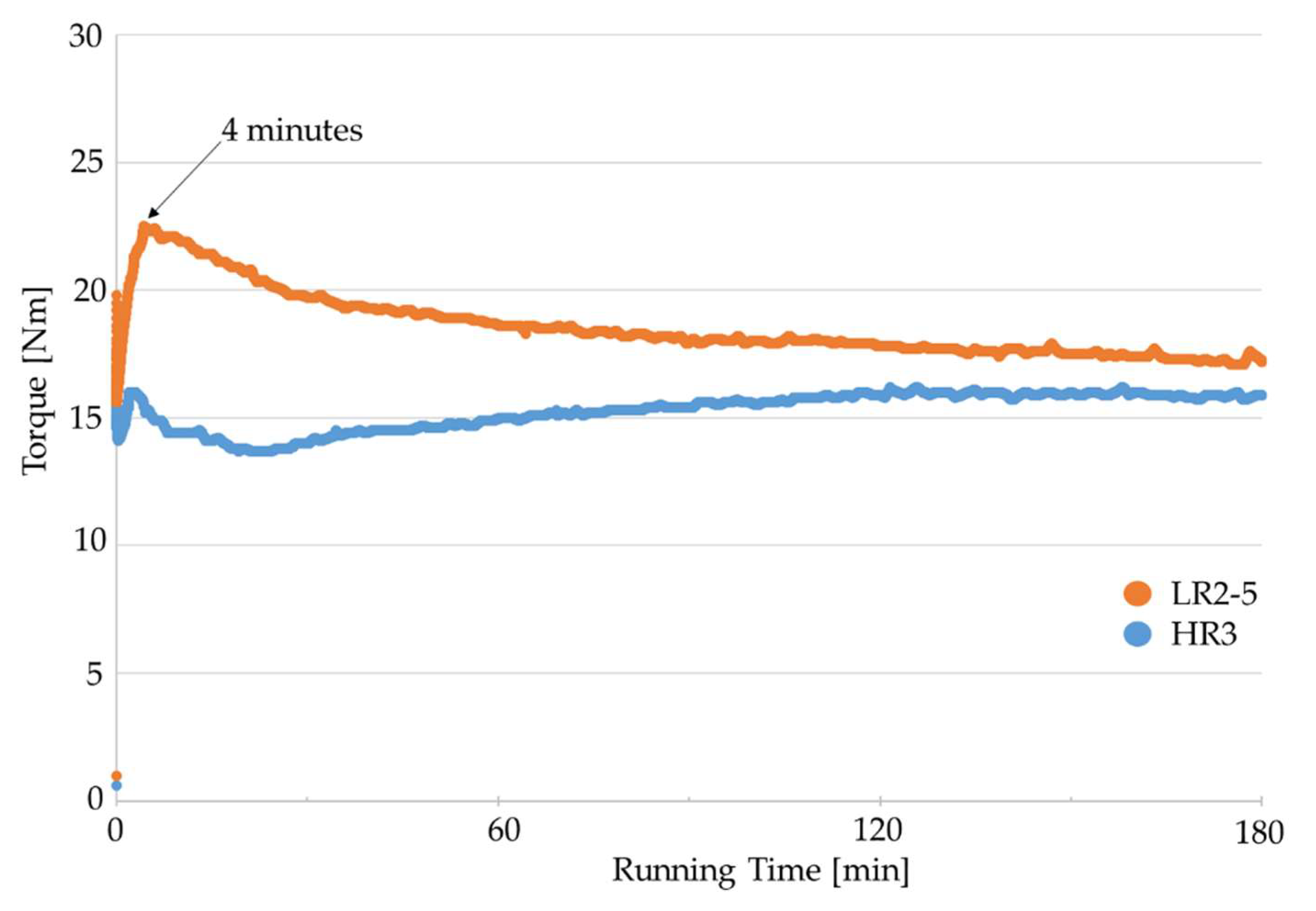
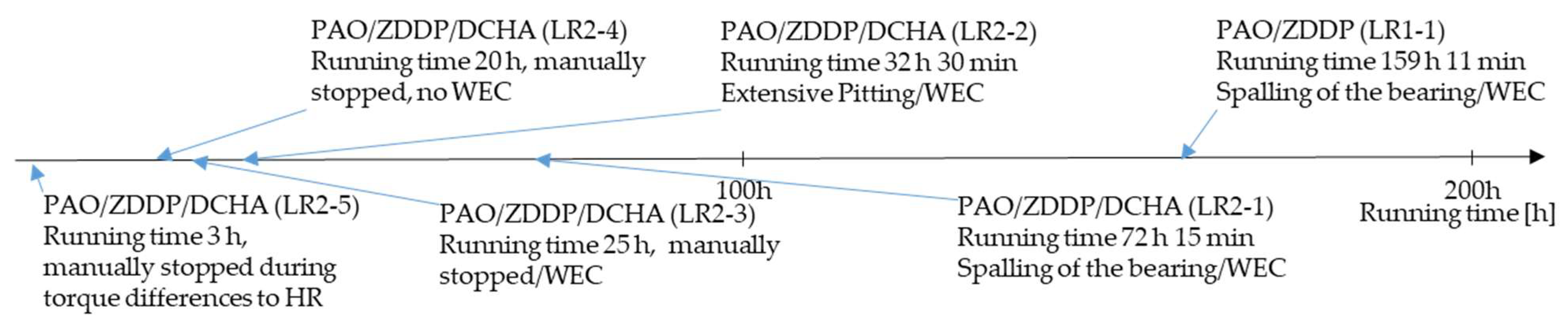
3.1. FE8 Test Runs
- The complete failure of the bearing indicated by exceeding a torque threshold;
- A first pitting, detected by an acceleration sensor mounted on the test head;
- A manual termination at distinct time steps.
Torque Responses
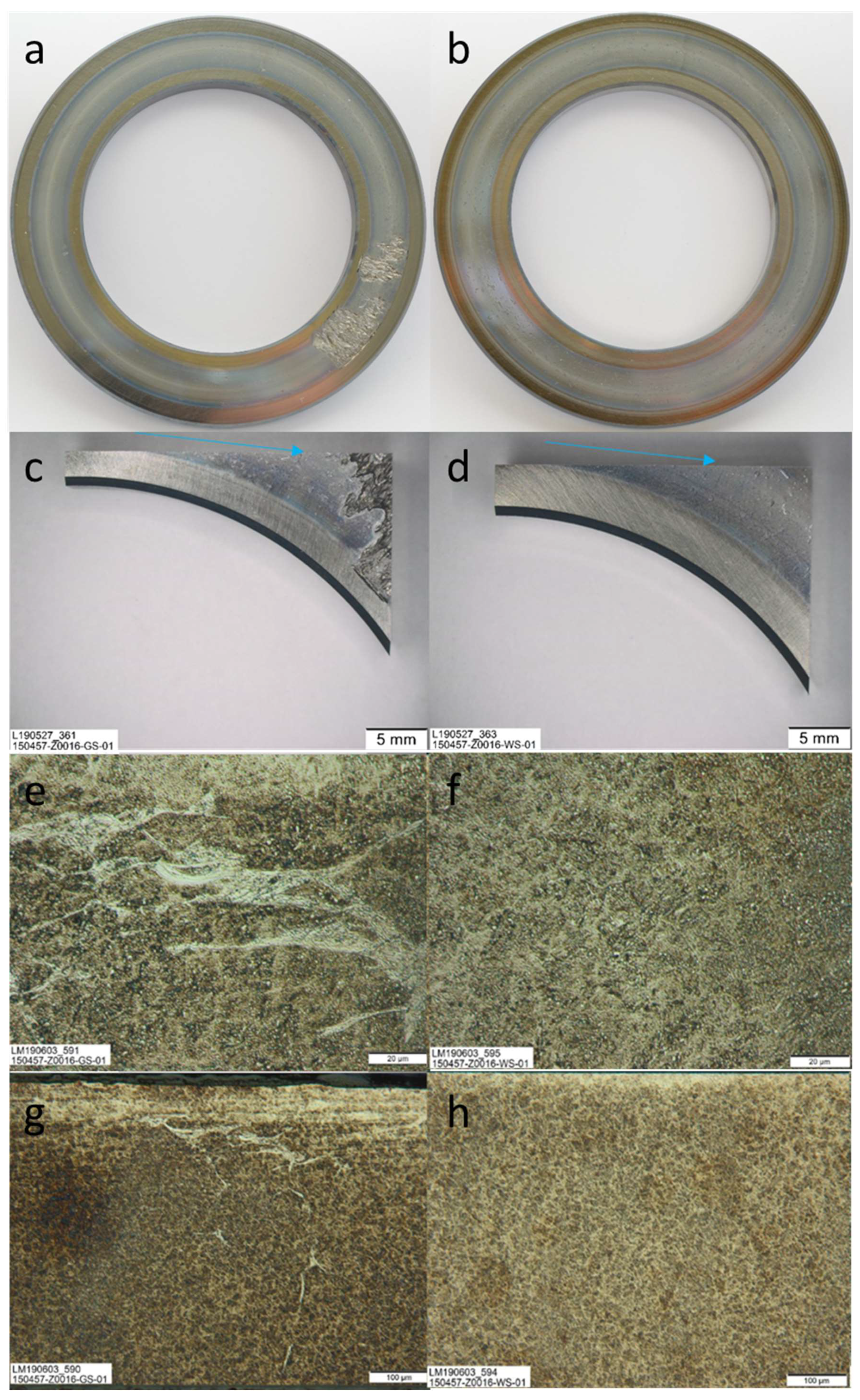
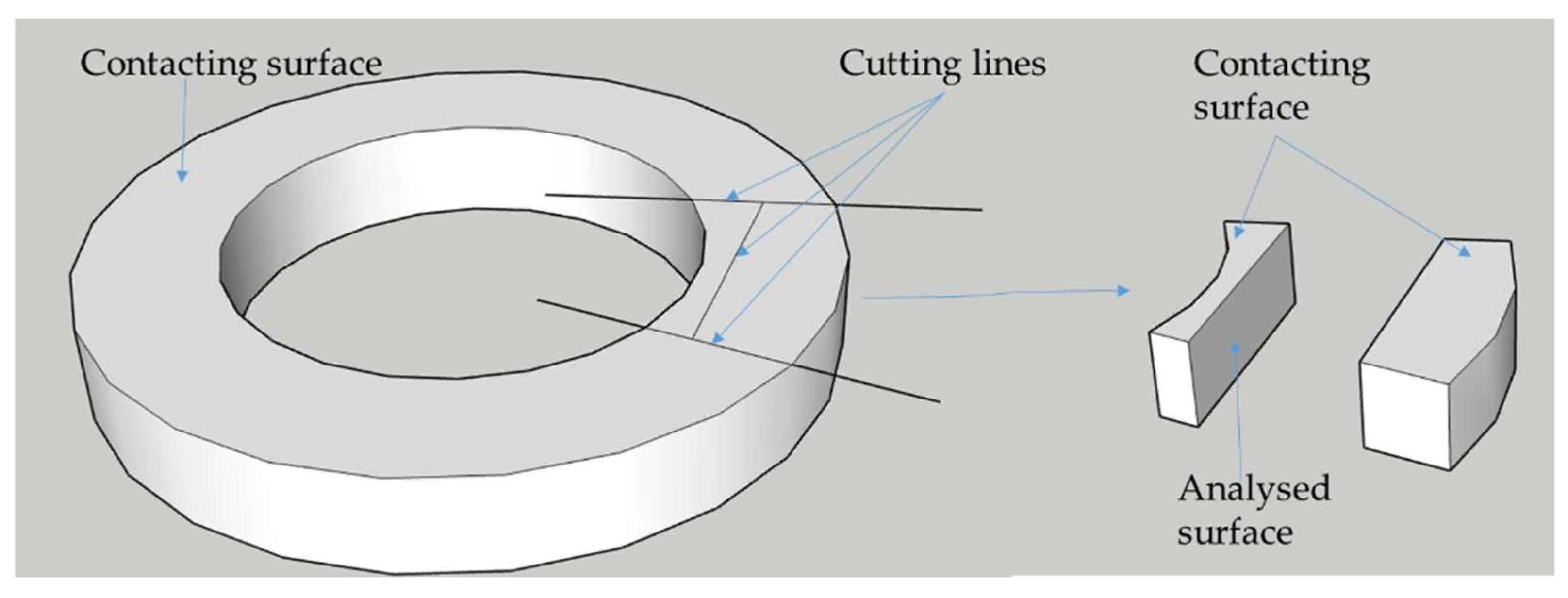
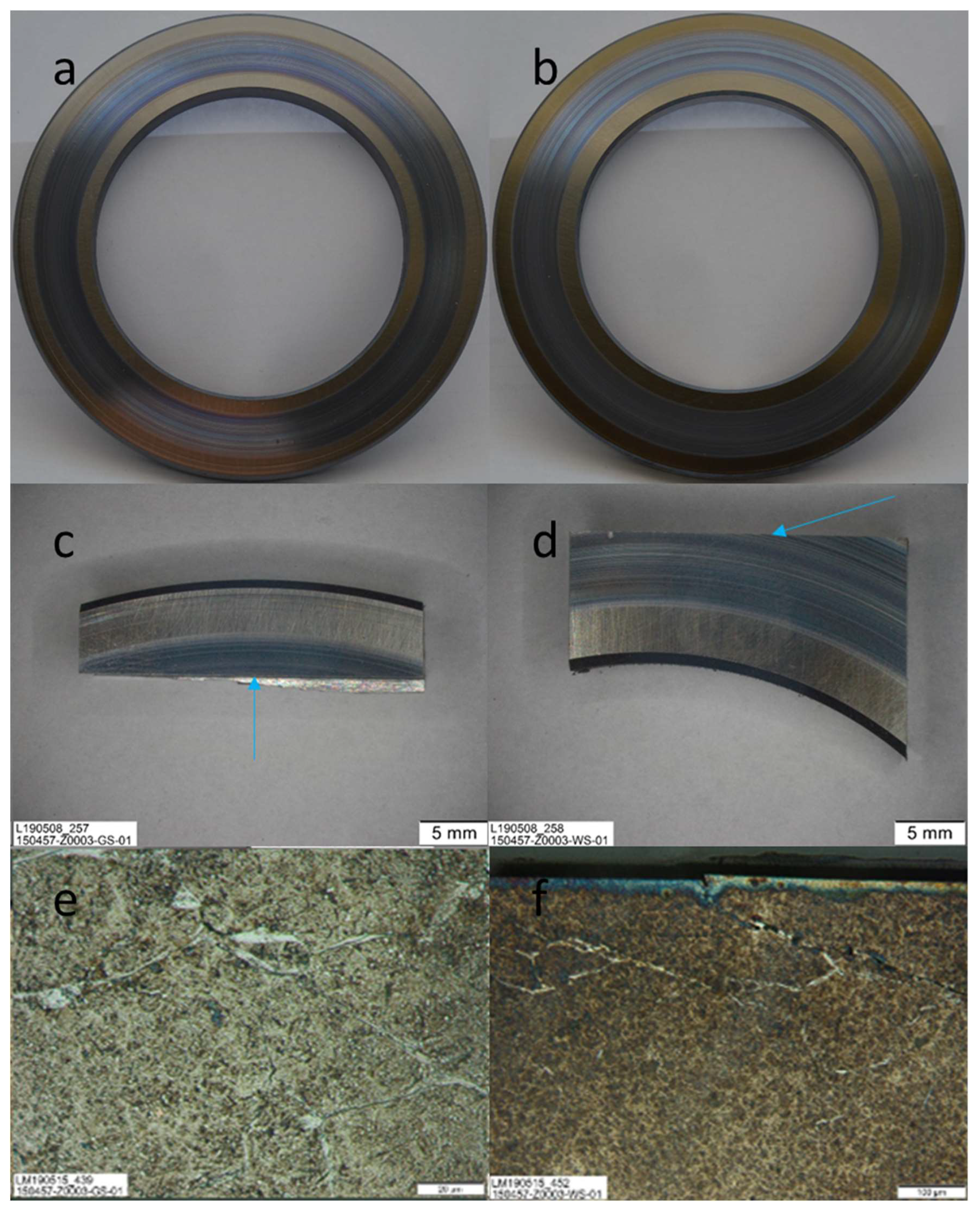
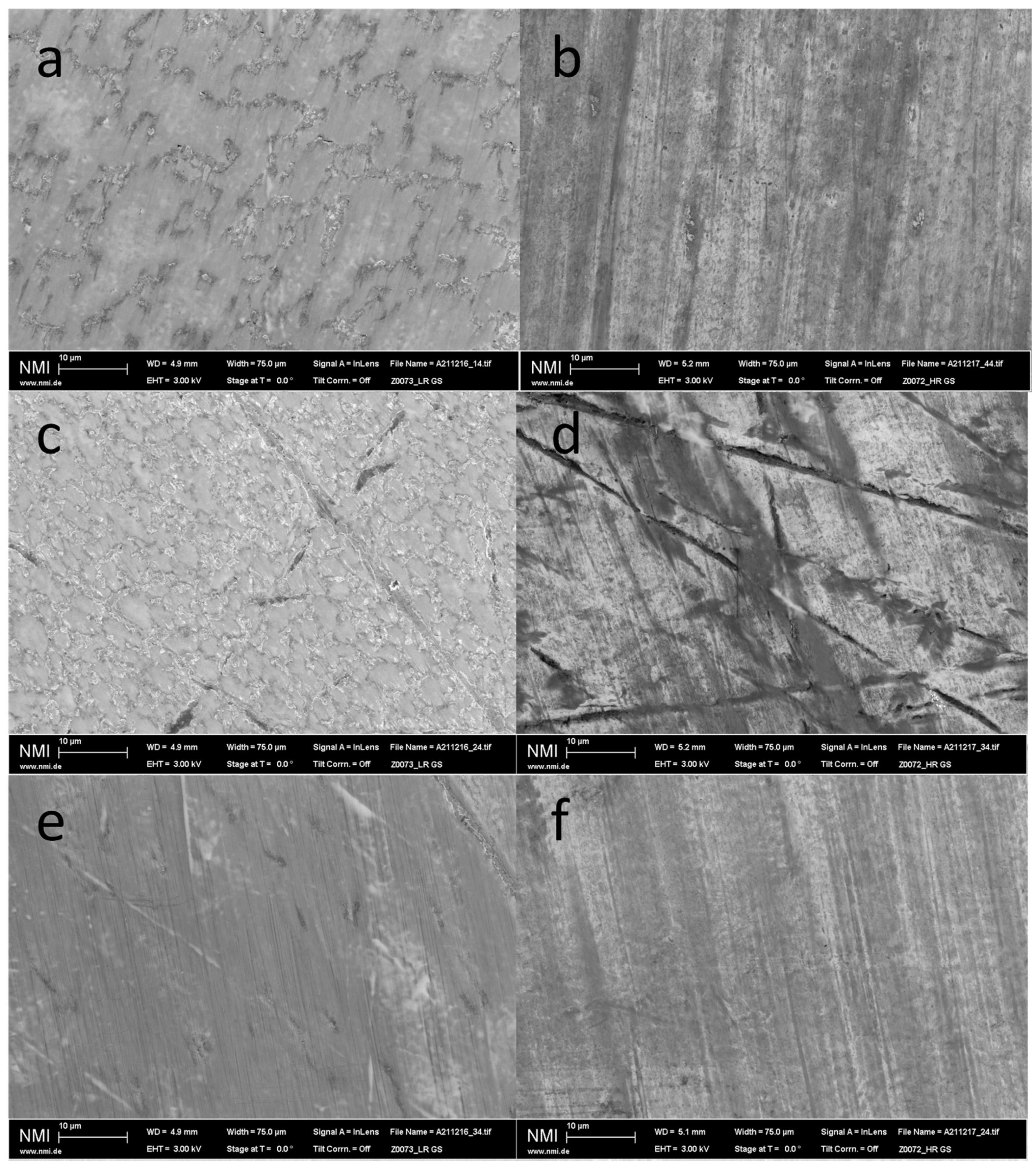
3.2. Metallographic Analysis of the Bearings
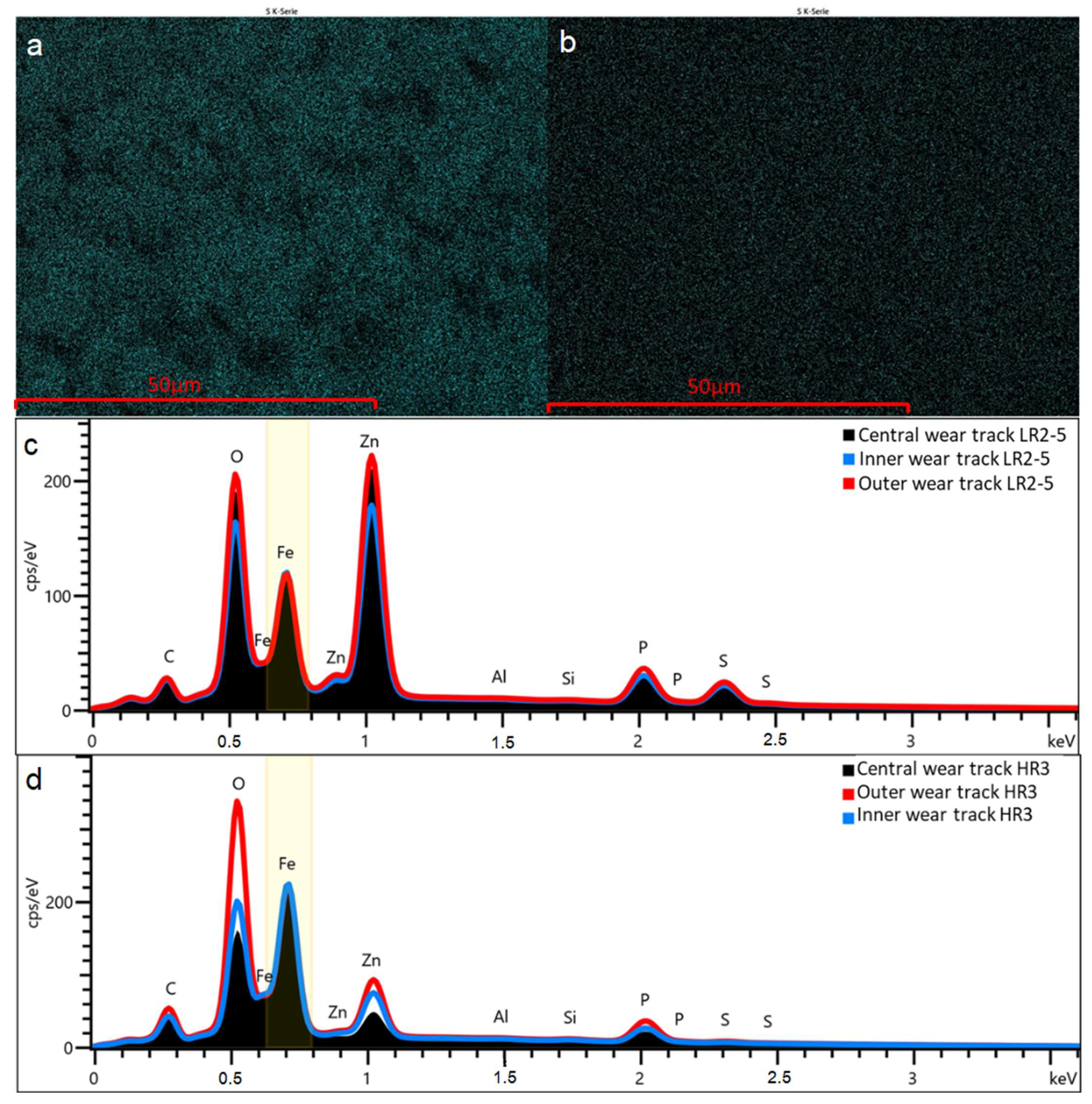
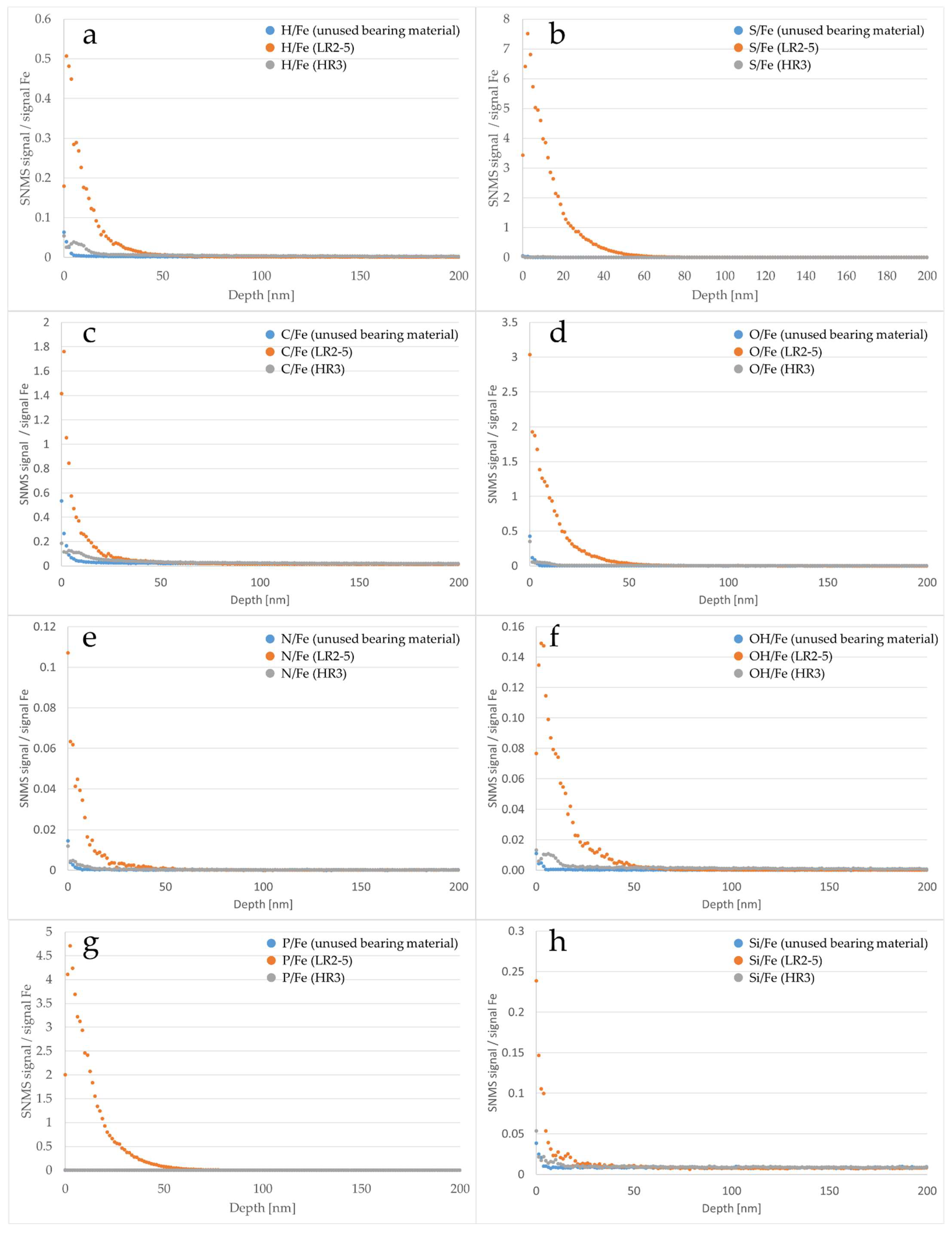
3.3. EDX and SNMS Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Scott, D.; Loy, B.; Mills, G.H. Paper 10: Metallurgical Aspects of Rolling Contact Fatigue. Proc. Inst. Mech. Eng. Conf. Proc. 1966, 181, 94–103. [Google Scholar] [CrossRef]
- Gegner, J.; Nierlich, W. Frictional Surface Crack Initiation and Corrosion Fatigue Driven Crack Growth. In Wind Turbine Tribology Seminar; NREL: Broomfield, CO, USA, 2011. [Google Scholar]
- Tamada, K.; Tanaka, H. Occurrence of brittle flaking on bearings used for automotive electrical instruments and auxiliary devices. Wear 1996, 199, 245–252. [Google Scholar] [CrossRef]
- Kino, N.; Keizo, O. The influence of hydrogen on rolling contact fatigue life and its improvement. JSAE Rev. 2003, 24, 289–294. [Google Scholar] [CrossRef]
- Harada, H.; Mikami, T.; Shibata, M.; Sokai, D.; Yamamoto, A.; Tsubakino, H. Microstructural changes and crack initiation with white etching area formation under rolling/sliding contact in bearing steel. ISIJ Int. 2005, 45, 1897–1902. [Google Scholar] [CrossRef] [Green Version]
- Gegner, J. Tribological Aspects of Rolling Bearing Failures; InTech: Rijeka, Croatia, 2011; pp. 33–94. [Google Scholar]
- Evans, M.H.; Richardson, A.D.; Wang, L.; Wood, R.J.K. Serial sectioning investigation of butterfly and white etching crack (WEC) formation in wind turbine gearbox bearings. Wear 2013, 302, 1573–1582. [Google Scholar] [CrossRef]
- Pérez, J.M.P.; Márquez, F.P.G.; Tobias, A.; Papaelis, M. Wind turbine reliability analysis. Renew. Sustain. Energy Rev. 2013, 23, 463–472. [Google Scholar] [CrossRef]
- Evans, M.H. An updated review: White etching cracks (WECs) and axial cracks in wind turbine gearbox bearings. Mater. Sci. Technol. 2016, 32, 1133–1169. [Google Scholar] [CrossRef]
- López-Uruñuela, F.J.; Fernández-Díaz, B.; Pagano, F.; López-Ortega, A.; Pinedo, B.; Bayón, R.; Aguirrebeitia, J. Broad review of “White Etching Crack” failure in wind turbine gearbox bearings: Main factors and experimental investigations. Int. J. Fatigue 2021, 145, 106091. [Google Scholar] [CrossRef]
- Gould, B.; Demas, N.G.; Pollard, G.; Rydel, J.J.; Ingram, M.; Greco, A.C. The effect of lubricant composition on white etching crack failures. Tribol. Lett. 2018, 67, 7. [Google Scholar] [CrossRef]
- Haque, T.; Korres, S.; Carey, J.T.; Jacobs, P.W.; Loos, J.; Franke, J. Lubricant effects on white etching cracking failures in thrust bearing rig tests. Tribol. Trans. 2018, 61, 979–990. [Google Scholar] [CrossRef]
- Pape, F.; Terwey, J.T.; Wiesker, S.; Averbeck, S.; Muhmann, C.; Lipinsky, D.; Arlinghaus, H.F.; Kerscher, E.; Sauer, B.; Poll, G. Tribological research on the development of White Etching Cracks (WECs). Forsch. Im Ing. 2018, 82, 341–352. [Google Scholar] [CrossRef]
- Richardson, A.; Evans, M.-H.; Wang, L.; Ingram, M.; Rowland, Z.; Llanos, G.; Wood, R. The effect of over-based calcium sulfonate detergent additives on white etching crack (WEC) formation in rolling contact fatigue tested 100Cr6 steel. Tribol. Int. 2019, 133, 246–262. [Google Scholar] [CrossRef]
- Holweger, W.; Wolf, M.; Merk, D.; Blass, T.; Goss, M.; Loos, J.; Barteldes, S.; Jakovics, A. White etching crack root cause investigations. Tribol. Trans. 2015, 58, 59–69. [Google Scholar] [CrossRef]
- Ruellan, A.; Stadler, K.; Rydel, J.J.; Ryan, H. The influence of lubricant formulation on early thrust and radial bearing damage associated with white etching cracks. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 235, 1047–1059. [Google Scholar] [CrossRef]
- Diederichs, M.; Barteldes, S.; Schwedt, A.; Mayer, J.; Holweger, W. Study of subsurface initiation mechanism for white etching crack formation. Mater. Sci. Technol. 2016, 32, 1170–1178. [Google Scholar] [CrossRef]
- Franke, J.; Carey, J.T.; Korres, S.; Haque, T.; Jacobs, P.W.; Loos, J.; Kruhoeffer, W. White etching cracking—Simulation in bearing rig and bench tests. Tribol. Trans. 2018, 61, 403–413. [Google Scholar] [CrossRef]
- Guzmán, F.G.; Oezel, M.; Jacobs, G.; Burghardt, G.; Broeckmann, C.; Janitzky, T. Reproduction of white etching cracks under rolling contact loading on thrust bearing and two-disc test rigs. Wear 2017, 390, 23–32. [Google Scholar] [CrossRef]
- Linzmayer, M.; Sous, C.; Guzmán, F.G.; Jacobs, G. Round robin test for the damage reproduction of white etching crack in cylindrical roller thrust bearings. Wear 2021, 480, 203925. [Google Scholar] [CrossRef]
- Spille, J.; Wranik, J.; Barteldes, S.; Mayer, J.; Schwedt, A.; Zürcher, M.; Lutz, T.; Wang, L.; Holweger, W. A study on the initiation processes of white etching cracks (WECs) in AISI 52100 bearing steel. Wear 2021, 477, 203864. [Google Scholar] [CrossRef]
- DIN 51819-3; Prüfung von Schmierstoffen—Mechanisch-dynamische Prüfung auf dem Wälzlagerschmierstoff-Prüfgerät FE8—Teil 3: Verfahren für Schmieröl—einzusetzende Prüflager: Axialzylinderrollenlager. Deutsches Institut für Normung e.V.: Beuth, Germany, 2016.
- Schaeffler Technologies AG & Co. DIN 51819; KG, Manual Test rig FE8; Schaeffler Technologies AG & Co.: Schweinfurt, Germany, 2017. [Google Scholar]
- Gold, P.W.; Loos, J.; Kuhn, M. Leistungsfähige PVD-Wälzlagerbeschichtungen. In Materialwissenschaft und Werkstofftechnik: Entwicklung, Fertigung, Prüfung, Eigenschaften und Anwendungen technischer Werkstoffe; Wiley-VCH GmbH: Weinheim, Germany, 2003; Volume 34, pp. 919–923. [Google Scholar]
- Hamrock, J.; Dowson, D. Applications of Film Thickness Equations; NASA Technical Memorandum 81701; NASA: Cleveland, OH, USA, 1983. [Google Scholar]
- Rudnick, L.R. Lubricant Additives Chemistry and Applications; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Bancroft, G.M.; Kasrai, M.; Fuller, M.; Yin, Z.; Fyfe, K.; Tan, K.H. Mechanisms of tribochemical film formation: Stabilityof tribo-and thermally-generated ZDDP films. Tribol. Lett. 1997, 3, 47–51. [Google Scholar] [CrossRef]
- Fuller, M.L.S.; Kasrai, M.; Bancroft, G.M.; Fyfe, K.; Tan, K.H. Solution decomposition of zinc dialkyl dithiophosphate and its effect on antiwear and thermal film formation studied by X-ray absorption spectroscopy. Tribol. Int. 1998, 31, 627–644. [Google Scholar] [CrossRef]
- Fujita, H.; Glovnea, R.; Spikes, H. Study of zinc dialkydithiophosphate antiwear film formation and removal processes, part I: Experimental. Tribol. Trans. 2005, 48, 558–566. [Google Scholar] [CrossRef]
- Aktary, M.; McDermott, M.; McAlpine, G. Morphology and nanomechanical properties of ZDDP antiwear films as a function of tribological contact time. Tribol. Lett. 2002, 12, 155–162. [Google Scholar] [CrossRef]
- Dawczyk, J.U. The Effect of Organic Friction Modifiers on zddp Tribofilm; Imperial College: London, UK, 2018. [Google Scholar]
- Kohara, M.; Kawamura, T.; Egami, M. Study on mechanism of hydrogen generation from lubricants. Tribol. Trans. 2006, 49, 53–60. [Google Scholar] [CrossRef]
- Lu, R.; Minami, I.; Nanao, H.; Mori, S. Investigation of decomposition of hydrocarbon oil on the nascent surface of steel. Tribol. Lett. 2007, 27, 25–30. [Google Scholar] [CrossRef]
- Esfahani, E.A.; Soltanahmadi, S.; Morina, A.; Han, B.; Nedelcu, I.; van Eijk, M.C.; Neville, A. The multiple roles of a chemical tribofilm in hydrogen uptake from lubricated rubbing contacts. Tribol. Int. 2019, 146, 106023. [Google Scholar] [CrossRef]
- Szost, A.; Rivera-Diaz-del-Castillo, P.E.J. Unveiling the nature of hydrogen embrittlement in bearing steels employing a new technique. Scr. Mater. 2013, 68, 467–470. [Google Scholar] [CrossRef]
- Vegter, R.H.; Slycke, J.T.; Beswick, J.; Dean, S.W. The Role of Hydrogen on Rolling Contact Fatigue Response of Rolling Element Bearings; ASTM International: West Conshohocken, PA, USA, 2010; Volume 7. [Google Scholar]
- Ruellan, A. Tribological Analysis of White Etching Crack (WEC) Failures in Rolling Element Bearings. Mechanics of Materials [physics.class-ph]. Ph.D. Thesis, INSA de Lyon, Lyon, France, 2014. [Google Scholar]
- Stadler, K.; Lai, J.; Vegter, R. A Review: The Dilemma with Premature White Etching Crack (WEC) Bearing Failures. In Bearing Steel Technologies: 10th Volume, Advances in Steel Technologies for Rolling Bearings; ASTM International: West Conshohocken, PA, USA, 2014; pp. 487–508. [Google Scholar]
- Xinfeng, L.; Xianfeng, M.; Zhang, J.; Akiyama, E.; Wang, Y.; Song, X. Review of Hydrogen Embrittlement in Metals: Hydrogen Difusion, Hydrogen Characterization, Hydrogen Embrittlement Mechanism and Prevention. Acta Metall. Sin. 2019, 33, 759–773. [Google Scholar]
- Oezel, M.; Schwedt, A.; Janitzky, T.; Kelley, R.; Bouchet-Marquis, C.; Pullan, L.; Mayer, J. Formation of white etching areas in SAE 52100 bearing steel under rolling contact fatigue–Influence of diffusible hydrogen. Wear 2018, 414, 352–365. [Google Scholar] [CrossRef]
- Liang, X.Z.; Rivera-Díaz-del-Castillo, P.E. Hydrogen-accelerated white etching area formation in bearings under rolling contact fatigue. Int. J. Fatigue 2022, 159, 106753. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Standard | Durasyn 168 |
|---|---|---|
| Optical assessment | no colour, clear, no sludge | |
| Colour | DIN ISO 2049 | L0.5 |
| Viscosity 40 °C [mm2/s] | ASTM D 7042 | 46.3 |
| Viscosity 100 °C [mm2/s] | ASTM D 7042 | 7.85 |
| Viscosity index [-] | ASTM D 2270 | 140 |
| Density 15 °C [g/cm3] | DIN EN ISO 12185 | 0.832 |
| Refractive index [-] | DIN 51423-2 | 1.4621 |
| Water content (procedure C) [ppm] | DIN 51777 | 46 |
| TAN [mg KOH/g] | DIN EN 12634 | <0.1 |
| Insoluble in petrol (10 µm) [%] | 0.01 | |
| Insoluble in petrol (5 µm) [%] | 0.06 | |
| Insoluble in petrol (1.2 µm) [%] | 0.06 | |
| Insoluble in petrol (0.8 µm) [%] | 0.07 | |
| Conductivity [pS/m] | DIN 51412-1 | 0.02 |
| Lubricant Tag | (PAO) [%] | w (ZDDP) [%] | w (DCHA) [%] w |
|---|---|---|---|
| HR | 100 | ||
| LR1 | 97.5 | 2.5 | |
| LR2 | 95 | 2.5 | 2.5 |
| Test Run Tag | Running Time [hh:mm] | Termination Method | WEC y/n |
|---|---|---|---|
| LR1-1 | 159:11 | Torque > 35 Nm | y |
| LR2-1 | 72:15 | Torque > 35 Nm | y |
| LR2-2 | 32:30 | Acceleration sensor >16 | y |
| LR2-3 | 25:00 | Manually | y |
| LR2-4 | 20:00 | Manually | n |
| LR2-5 | 03:00 | Manually | n |
| HR1 | 160:42 | Torque > 35 Nm | n |
| HR2 | 137:47 | Torque > 35 Nm | n |
| HR3 | 03:00 | Manually | n.d. |
| Lubricant Tag | Maximum Temperature Bearing [°C] | Torque Value [Nm] at 96 °C Bearing Temperature | Steady State Temperature Bearing [°C] | Maximum Temperature Lubricant [°C] |
|---|---|---|---|---|
| HR | 96–97 | 12.8–17.5 | 95 | 72 |
| LR1 | 100 | 20.9 | 90–100 | 75 |
| LR2 | 106–112 | 21.2–22.2 | 100 | 85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wranik, J.; Holweger, W.; Lutz, T.; Albrecht, P.; Reichel, B.; Wang, L. A Study on Decisive Early Stages in White Etching Crack Formation Induced by Lubrication. Lubricants 2022, 10, 96. https://doi.org/10.3390/lubricants10050096
Wranik J, Holweger W, Lutz T, Albrecht P, Reichel B, Wang L. A Study on Decisive Early Stages in White Etching Crack Formation Induced by Lubrication. Lubricants. 2022; 10(5):96. https://doi.org/10.3390/lubricants10050096
Chicago/Turabian StyleWranik, Jürgen, Walter Holweger, Tarek Lutz, Philipp Albrecht, Benedikt Reichel, and Ling Wang. 2022. "A Study on Decisive Early Stages in White Etching Crack Formation Induced by Lubrication" Lubricants 10, no. 5: 96. https://doi.org/10.3390/lubricants10050096
APA StyleWranik, J., Holweger, W., Lutz, T., Albrecht, P., Reichel, B., & Wang, L. (2022). A Study on Decisive Early Stages in White Etching Crack Formation Induced by Lubrication. Lubricants, 10(5), 96. https://doi.org/10.3390/lubricants10050096