Investigation of Mechanical Properties of Grey Cast Irons Reinforced with Carbon Titanium Nitride (TiNC)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Production
2.2. Preparation of Sample Materials
3. Results and Discussion
Microhardness Test Results
4. Conclusions
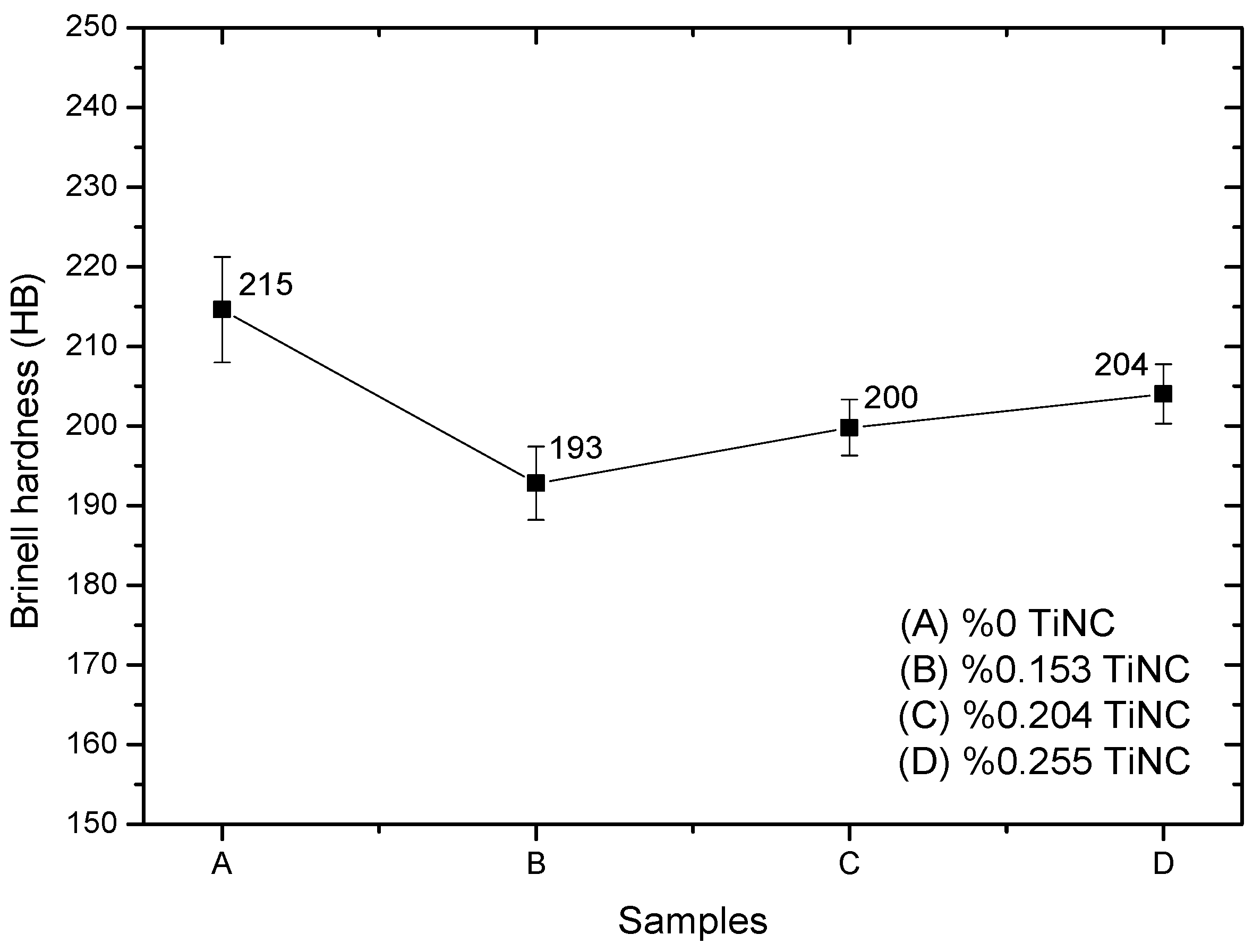
- The hardness measurements obtained the highest average reading for sample A (0% TiNC) at 215 HB. The average hardness values were 193 HB, 200 HB and 204 HB for samples B (0.153% TiNC), C (0.204% TiNC), and D (0.255% TiNC), respectively. Although the hardness values of the reinforced samples were lower than those of the unreinforced sample A, the average hardness values increased as the degrees of reinforcement increased.
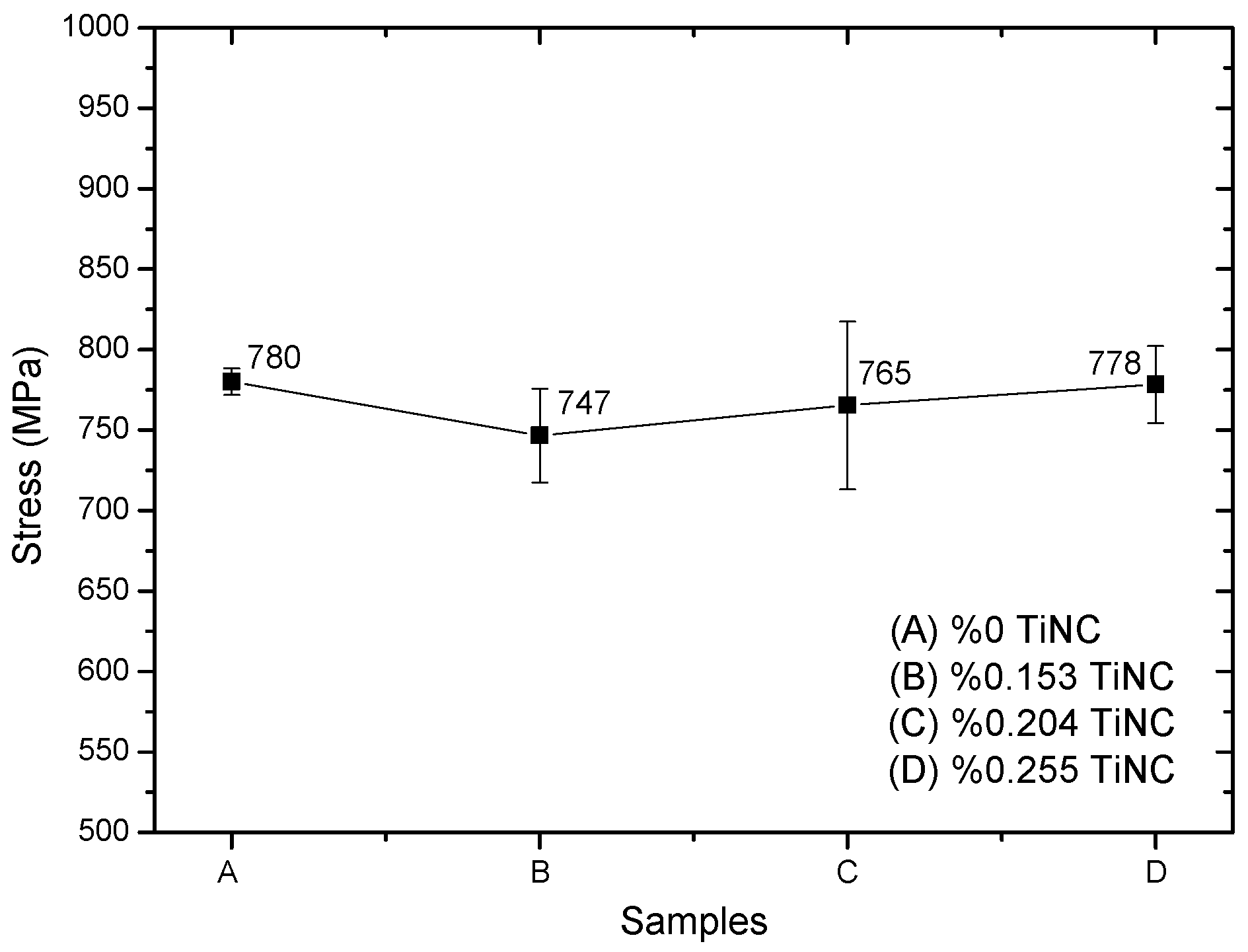
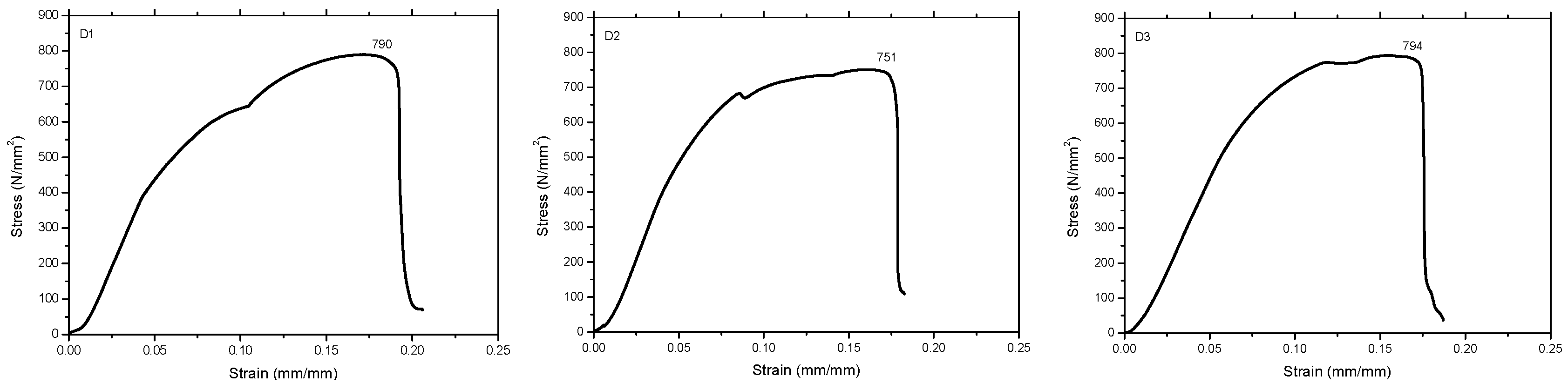
- In compression tests, sample A’s highest value was 780 MPa (0% TiNC). The compression test value was determined to be 747 MPa in sample B (0.153% TiNC), 765 MPa in sample C (0.204% TiNC) and 778 MPa in sample D (0.255% TiNC). When the compression test results are evaluated graphically in general terms, they show similarities with the hardness tests.
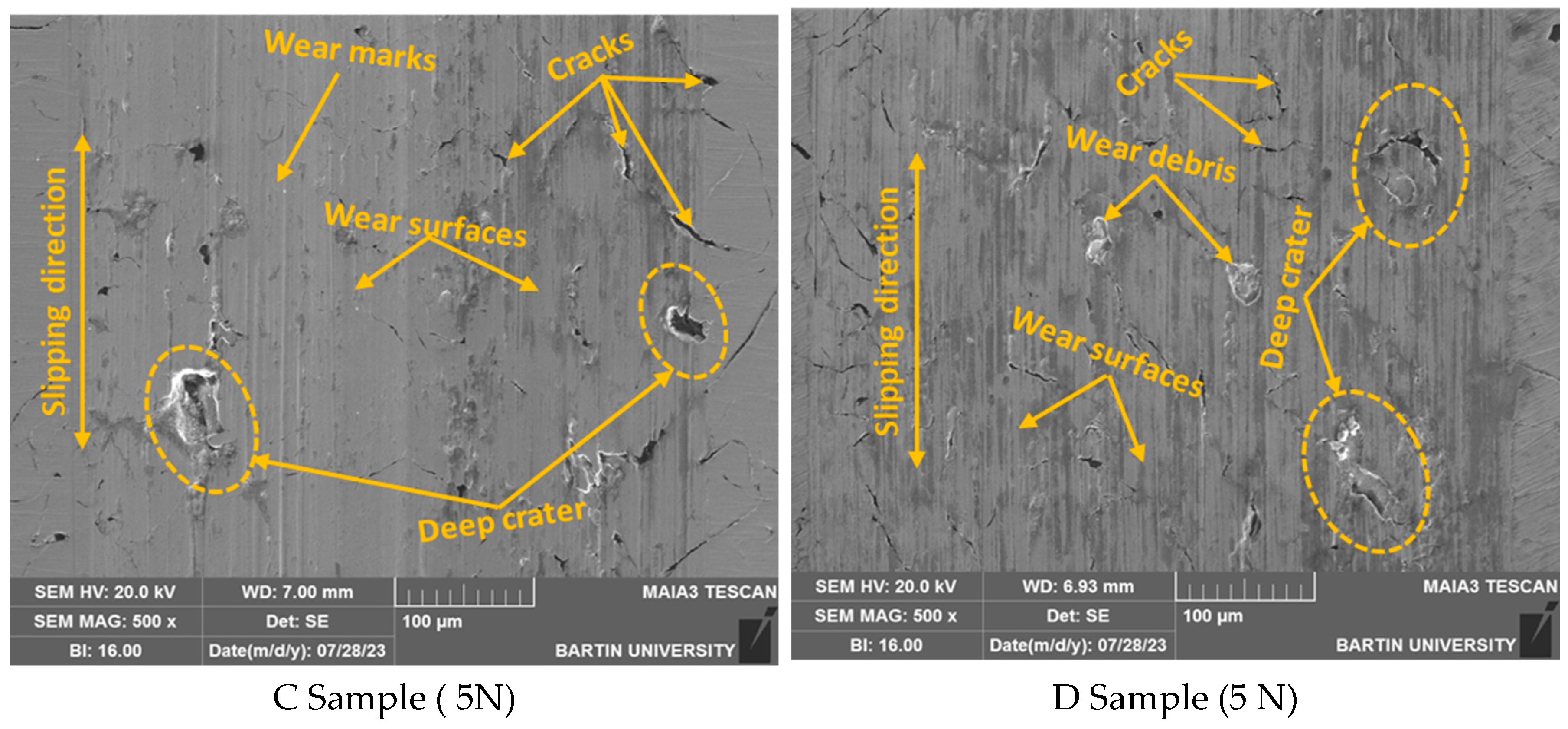
- When the wear condition of the samples with the same hardness value is examined depending on the increasing load values, it can be said that the wear volume loss values increase with the increase in the load value. The wear volume losses of sample A (0% TiNC) were 0.97 × 10−1 mm3 at a 5 N load, 1.98 × 10−1 mm3 at a 10 N load and 2.38 × 10−1 mm3 at a 15 N load. The wear volume losses of sample B (0.153% TiNC) were 0.55 × 10−1 mm3 at a 5 N load, 1.22 × 10−1 mm3 at a 10 N load and 2.93 × 10−1 mm3 at a 15 N load. The wear volume losses of sample C (0.204% TiNC) were 1.07 × 10−1 mm3 at a 5 N load, 1.32 × 10−1 mm3 at a 10 N load and 1.45 × 10−1 mm3 at a 15 N load. The wear volume losses of sample D (0.255% TiNC) were 1.24 × 10−1 mm3 at a 5 N load, 1.48 × 10−1 mm3 at a 10 N load and 2.23 × 10−1 mm3 at a 15 N load.
- When evaluating the coefficients of friction, it was observed that grey cast iron with the same reinforcement ratio exhibited a general downward trend as the load value increased. The highest coefficient of friction was determined, with an average of 0.493 for sample A (0% TiNC) at a load of 5 N. The lowest coefficient of friction was found to be 0.284 for sample A (0% TiNC) at a load of 15 N.
5. Future Research
Funding
Data Availability Statement
Conflicts of Interest
References
- Tokova, O.; Savchenko, Y. Modelling of dependence of mechanical properties of cast iron on chemical composition of raw 272 materials. In Proceedings of the 2019 IEEE 14th International Conference on Computer Sciences and Information Technologies (CSIT), Lviv, Ukraine, 17–20 September 2019; Volume 273, pp. 179–182. [Google Scholar] [CrossRef]
- Salawu, E.Y.; Elvis, A.O.; Ajayi, O.O.; Ongbali, S.O.; Afolalu, S.A. Particle size distribution analysis of carburized HT250 Gray cast iron using Image. J. Mater. Today: Proc. 2023. [Google Scholar] [CrossRef]
- Sadeghi, A.; Moloodi, A.; Golestanipour, M.; Mahdavi Shahri, M. An investigation of abrasive wear and corrosion behavior of surface repair of gray cast iron by Smaw. J. Mater. Res. Technol. 2017, 6, 90–95. [Google Scholar] [CrossRef]
- Günen, A.; Soylu, B.; Karakas, Ö. Titanium carbide coating to improve surface characteristic, wear and corrosion resistance of spheroidal graphite cast irons. Surf. Coat. Technol. 2022, 437, 128280. [Google Scholar] [CrossRef]
- Yakut, R.; Ortakaya, R. Investigation of the effect of additional zirconium diboride (ZrB2) in spherical graphite cast iron on mechanical properties. Coatings 2023, 13, 1385. [Google Scholar] [CrossRef]
- Alias, S.K.; Abdullah, B.; Jaffar, A.; Latip, S.A.; Kasolang, S.; Izham, M.F.; Ghani, M.A. Mechanical properties of paste carburized ASTM A516 Steel. Procedia Eng. 2013, 68, 525–530. [Google Scholar] [CrossRef]
- Beniwal, G.; Saxena, K.K. Effect of niobium addition in grey cast iron: A short review. Mater. Today Proc. 2020, 26, 2337–2343. [Google Scholar] [CrossRef]
- Masafi, M.; Palkowski, H.; Mozaffari-Jovein, H. Microstructural properties of particle-reinforced multilayer systems of 316L and 430L alloys on Gray Cast Iron. Coatings 2023, 13, 1450. [Google Scholar] [CrossRef]
- Motta, M.; Zanocco, M.; Rondinella, A.; Iodice, V.; Sin, A.; Fedrizzi, L.; Andreatta, F. Inhibitive effect of 8-hydroxyquinoline on Corrosion of Gray cast iron in automotive braking systems. Electrochim. Acta 2023, 449, 142221. [Google Scholar] [CrossRef]
- Aranke, O.; Algenaid, W.; Awe, S.; Joshi, S. Coatings for Automotive Gray Cast Iron Brake Discs: A Review. Coatings 2019, 9, 552. [Google Scholar] [CrossRef]
- Mu, D.; Shen, B. The kinetics and dry-sliding wear properties of boronized Gray Cast Iron. Adv. Mater. Sci. Eng. 2013, 2013, 751971. [Google Scholar] [CrossRef]
- Diószegi, A.; Svidró, P.; Elmquist, L.; Dugic, I. Defect formation mechanisms in lamellar graphite ıron related to the casting geometry. Int. J. Cast Met. Res. 2016, 29, 279–285. [Google Scholar] [CrossRef]
- Upadhyay, S.; Saxena, K.K. Effect of Cu and Mo addition on mechanical properties and microstructure of Grey Cast Iron: An overview. Mater. Today Proc. 2020, 26, 2462–2470. [Google Scholar] [CrossRef]
- Teng, X.Y.; Pang, J.C.; Liu, F.; Zou, C.L.; Gao, C.; Li, S.X.; Zhang, Z.F. Fatigue strength optimization of gray cast iron processed by different austempering temperatures. Int. J. Fatigue 2023, 175, 107831. [Google Scholar] [CrossRef]
- Sarkar, T.; Sutradhar, G. Influence of austenitizing temperature on microstructure and mechanical properties of austempered gray iron (AGI). Mater. Today Proc. 2017, 4, 10138–10143. [Google Scholar] [CrossRef]
- Ghasemi, R.; Hassan, I.; Ghorbani, A.; Dioszegi, A. Austempered compacted graphite iron—Influence of austempering temperature and time on microstructural and mechanical properties. Mater. Sci. Eng. A 2019, 767, 138434. [Google Scholar] [CrossRef]
- Riemschneider, E.; Bordeasu, I.; Mitelea, I.; Dragos Utu, I.; Marius Crăciunescu, C. Morphology and mechanism of cavitation degradation of gray cast iron surfaces with lamellar graphite. Mater. Today Proc. 2021, 45, 4157–4160. [Google Scholar] [CrossRef]
- Collini, L.; Nicoletto, G.; Konečná, R. Microstructure and mechanical properties of pearlitic Gray Cast Iron. Mater. Sci. Eng. A 2008, 488, 529–539. [Google Scholar] [CrossRef]
- Lin, Y.; Ma, J.; Lai, D.; Zhang, J.; Li, W.; Li, S.; He, S. Multi-response optimization of process parameters in nitrogen-containing gray cast iron milling process based on application of non-dominated ranking genetic algorithm. Heliyon 2022, 8, e11629. [Google Scholar] [CrossRef] [PubMed]
- Gweon, J.; Shin, S.; Jang, H.; Lee, W.; Kim, D.; Lee, K. The factors governing corrosion stiction of brake friction materials to a gray cast iron disc. SAE Tech. Pap. Ser. 2018, 1, 1–8. [Google Scholar] [CrossRef]
- Mitelea, I.; Bordeaşu, I.; Riemschneider, E.; Uţu, I.D.; Crăciunescu, C.M. Cavitation erosion improvement following TIG surface-remelting of Gray Cast Iron. Wear 2022, 496–497, 204282. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, T.; Zhao, R.; Zhang, H.; Lu, S.; Yang, W.; Zhou, H. Improved fatigue wear resistance of gray cast iron by localized laser carburizing. Mater. Sci. Eng. A 2015, 644, 1–9. [Google Scholar] [CrossRef]
- Sreedhar, B.K.; Albert, S.K.; Pandit, A.B. Cavitation damage: Theory and measurements—A Review. Wear 2017, 372–373, 177–196. [Google Scholar] [CrossRef]
- Dular, M.; Delgosha, O.C.; Petkovšek, M. Observations of cavitation erosion pit formation. Ultrason. Sonochemistry 2013, 20, 1113–1120. [Google Scholar] [CrossRef] [PubMed]
- Van Wijngaarden, L. Mechanics of collapsing cavitation bubbles. Ultrason. Sonochemistry 2016, 29, 524–527. [Google Scholar] [CrossRef] [PubMed]
- Park, I.-C.; Lee, H.-K.; Kim, S.-J. Microstructure and cavitation damage characteristics of surface treated gray cast iron by plasma ion nitriding. Appl. Surf. Sci. 2019, 477, 147–153. [Google Scholar] [CrossRef]
- Chen, Y.; Xue, Z.; Song, S.; Cromarty, R.; Zhou, X. Evolution of microstructure and high temperature tensile strength of gray cast iron HT250: The role of molybdenum. Mater. Sci. Eng. A 2023, 863, 144511. [Google Scholar] [CrossRef]
- Lyu, Y.; Sun, Y.; Liu, S.; Zhao, J. Effect of tin on microstructure and mechanical properties of compacted graphite iron. Int. J. Cast Met. Res. 2015, 28, 263–268. [Google Scholar] [CrossRef]
- Jabbari Behnam, M.M.; Davami, P.; Varahram, N. Effect of cooling rate on microstructure and mechanical properties of Gray Cast Iron. Mater. Sci. Eng. A 2010, 528, 583–588. [Google Scholar] [CrossRef]
- Li, Y.; Chen, R.; Wang, Q.; Cao, W.; Wang, X.; Xia, Y.; Zhou, G.; Qu, Y.; Li, G. Effect of V and SN on microstructure and mechanical properties of Gray Cast Iron. China Foundry 2022, 19, 427–434. [Google Scholar] [CrossRef]
- Zhou, Z.-H.; Song, S.-Q.; Cromarty, R.; Chen, Y.-L.; Xue, Z.-L. The precipitation of niobium carbide and its influence on the structure of HT250 for automobile wheel hubs. Materials 2021, 14, 6109. [Google Scholar] [CrossRef]
- Habireche, M.; Bacha, N.; Haireche, S.; Djeghdjough, M.; Abdellah El-hadj, A.; Bouterfaya, S.; Saidi, D. Effect of copper and chromium addition on the mechanical and wear resistance of tempered hypoeutectic grey cast iron used in Crusher Applications. Int. J. Met. 2022, 16, 1869–1884. [Google Scholar] [CrossRef]
- Huq, M.J.; Shimizu, K.; Kusumoto, K.; Purba, R.H. Three-body abrasive wear performance of high chromium white cast iron with different TI and C content. Lubricants 2022, 10, 348. [Google Scholar] [CrossRef]
- Prasad, B.K. Sliding wear response of a zinc-based alloy and its composite and comparison with a gray cast iron: Influence of external lubrication and microstructural features. Mater. Sci. Eng. A 2005, 392, 427–439. [Google Scholar] [CrossRef]
- Inoue, T.; Shimura, H.; Nakano, M.; Sasaki, S. Damping and tribological properties of Fe–Si–C cast iron prepared using various heat treatments. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2006, 432, 113–119. [Google Scholar] [CrossRef]
- Goti, E.; Mura, A.; Wang, H.; Ji, X.; Kong, J. Comparison of the tribological behaviour of various graphene nano-coatings as a solid lubricant for copper. Appl. Sci. 2023, 13, 8540. [Google Scholar] [CrossRef]
- Wang, R.; Ohgata, Y.; Li, Y.; Xiao, T.; Honda, M. Tribocorrosion behaviour of SUS430 stainless steel in aqueous solutions with different ph. Coatings 2023, 13, 1539. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, J. A review of the friction and wear behavior of particle-reinforced aluminum matrix composites. Lubricants 2023, 11, 317. [Google Scholar] [CrossRef]
- Kumar, T.S.; Shivashankar, G.S.; Dhotey, K.; Singh, J. Experimental study wear rate of glass fibre reinforced epoxy polymer composites filled with aluminium powder. Mater. Today Proc. 2017, 4, 10764–10768. [Google Scholar] [CrossRef]
- Singh, H.; Bhowmick, H. Lubrication characteristics and wear mechanism mapping for hybrid aluminium metal matrix composite sliding under surfactant functionalized MWCNT-oil. Tribol. Int. 2020, 145, 106152. [Google Scholar] [CrossRef]
- Ramkumar, K.R.; Sivasankaran, S.; Al-Mufadi, F.A.; Siddharth, S.; Raghu, R. Investigations on microstructure, mechanical, and tribological behaviour of AA 7075–XWT.% TIC composites for aerospace applications. Arch. Civ. Mech. Eng. 2019, 19, 428–438. [Google Scholar] [CrossRef]
- Bai, M.; Xue, Q. Investigation of wear mechanism of sic particulate-reinforced al-20si-3cu-1mg aluminium matrix composites under dry sliding and water lubrication. Tribol. Int. 1997, 30, 261–269. [Google Scholar] [CrossRef]
- Yakut, R.; Çiftçi, Ö. Investigation of the microstructure, hardness, and compressive properties of TaC-reinforced lamellar graphite cast irons. Eur. Mech. Sci. 2023, 7, 56–62. [Google Scholar] [CrossRef]
- Kuzmanov, P.; Dimitrova, R.; Lazarova, R.; Cherepanov, A.; Popov, S.; Petrov, R.; Manolov, V. Investigation of the structure and mechanical properties of castings of Alloy AlSi7Mg, cast irons GG15 and GG25 and steel GX120MN12, modified by nanosized powders. Proc. Inst. Mech. Eng. Part N J. Nanoeng. Nanosyst. 2013, 228, 11–18. [Google Scholar] [CrossRef]
- Miyake, S. Boundary lubrication properties of diamond and surface-modified diamond films with various water solutions. Thinning Film. Tribol. Interfaces Proc. 26th Leeds-Lyon Symp. Tribol. 2000, 38, 559–568. [Google Scholar] [CrossRef]
- Lathabai, S. An SEM study of mild-to-severe wear transition in grey cast iron during dry sliding. Scr. Mater. 1998, 38, 1557–1562. [Google Scholar] [CrossRef]
- Liu, C.; Du, Y.; Wang, X.; Zheng, Q.; Zhu, X.; Zhang, D.; Liu, D.; Yang, C.; Jiang, B. Comparison of the tribological behavior of quench-tempered ductile iron and austempered ductile iron with similar hardness. Wear 2023, 520–521, 204668. [Google Scholar] [CrossRef]
- Woodward, R.G.; Toumpis, A.; Galloway, A. The influence of tempering and annealing on the microstructure and sliding wear response of G350 grey cast iron. Wear 2022, 496–497, 204283. [Google Scholar] [CrossRef]
- Scandian, C.; Boher, C.; de Mello, J.D.B.; Rézaï-Aria, F. Effect of molybdenum and chromium contents in sliding wear of high-chromium white cast iron: The relationship between microstructure and Wear. Wear 2009, 267, 401–408. [Google Scholar] [CrossRef]
- Zambrano, O.A.; Gómez, J.A.; Coronado, J.J.; Rodríguez, S.A. The sliding wear behaviour of steels with the same hardness. Wear 2019, 418–419, 201–207. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Akinwamide, S.O.; Obadele, B.A.; Ogundare, O.D.; Ayeleru, O.O.; Olubambi, P.A. Tribological behaviour of ductile and austempered grey cast iron under dry environment. Mater. Today Proc. 2021, 38, 1174–1182. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Si | Mn | P | S | Cr | Ni | Cu | Mg | Nb | Ti | V | Sn | B | Zr | TiNC |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 3.13 | 2.09 | 0.73 | 0.0337 | 0.0941 | 0.313 | 0.0382 | 0.518 | 0.0032 | 0.0060 | 0.0198 | 0.0115 | 0.135 | 0.0025 | 0.0086 | - |
| B | 3.22 | 1.97 | 0.78 | 0.0490 | 0.0771 | 0.336 | 0.0303 | 0.0494 | 0.0031 | 0.0076 | 0.0236 | 0.0115 | 0.146 | 0.0021 | 0.0086 | 0.153 |
| C | 3.15 | 2.01 | 0.74 | 0.0374 | 0.0817 | 0.316 | 0.0368 | 0.0508 | 0.0031 | 0.0056 | 0.0213 | 0.0095 | 0.133 | 0.0024 | 0.0094 | 0.204 |
| D | 3.23 | 2.05 | 0.72 | 0.0318 | 0.0807 | 0.285 | 0.0364 | 0.0515 | 0.0032 | 0.0058 | 0.0200 | 0.0084 | 0.128 | 0.0023 | 0.0077 | 0.255 |
| Sample | Load (N) | Volume Loss (×10−1 mm3) | Wear Rate (×10−5 mm3/Nm) | Coefficient of Friction (COF) |
|---|---|---|---|---|
| A (%0 TiNC) | 5 | 0.97 | 3.89 | 0.493 |
| B (%0.153 TiNC) | 5 | 0.55 | 2.18 | 0.449 |
| C (%0.204 TiNC) | 5 | 1.07 | 4.29 | 0.429 |
| D (%0.255 TiNC) | 5 | 1.24 | 4.95 | 0.479 |
| A (%0 TiNC) | 10 | 1.98 | 3.95 | 0.411 |
| B (%0.153 TiNC) | 10 | 1.22 | 2.43 | 0.416 |
| C (%0.204 TiNC) | 10 | 1.32 | 2.64 | 0.434 |
| D (%0.255 TiNC) | 10 | 1.48 | 2.96 | 0.377 |
| A (%0 TiNC) | 15 | 2.38 | 3.18 | 0.284 |
| B (%0.153 TiNC) | 15 | 2.93 | 3.90 | 0.416 |
| C (%0.204 TiNC) | 15 | 1.45 | 1.94 | 0.334 |
| D (%0.255 TiNC) | 15 | 2.23 | 2.98 | 0.429 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yakut, R. Investigation of Mechanical Properties of Grey Cast Irons Reinforced with Carbon Titanium Nitride (TiNC). Lubricants 2023, 11, 454. https://doi.org/10.3390/lubricants11100454
Yakut R. Investigation of Mechanical Properties of Grey Cast Irons Reinforced with Carbon Titanium Nitride (TiNC). Lubricants. 2023; 11(10):454. https://doi.org/10.3390/lubricants11100454
Chicago/Turabian StyleYakut, Rifat. 2023. "Investigation of Mechanical Properties of Grey Cast Irons Reinforced with Carbon Titanium Nitride (TiNC)" Lubricants 11, no. 10: 454. https://doi.org/10.3390/lubricants11100454
APA StyleYakut, R. (2023). Investigation of Mechanical Properties of Grey Cast Irons Reinforced with Carbon Titanium Nitride (TiNC). Lubricants, 11(10), 454. https://doi.org/10.3390/lubricants11100454