Rotordynamic Analysis and Operating Test of an Externally Pressurized Gas Bearing Turbo Expander for Cryogenic Applications


Abstract
:1. Introduction
2. Materials and Methods
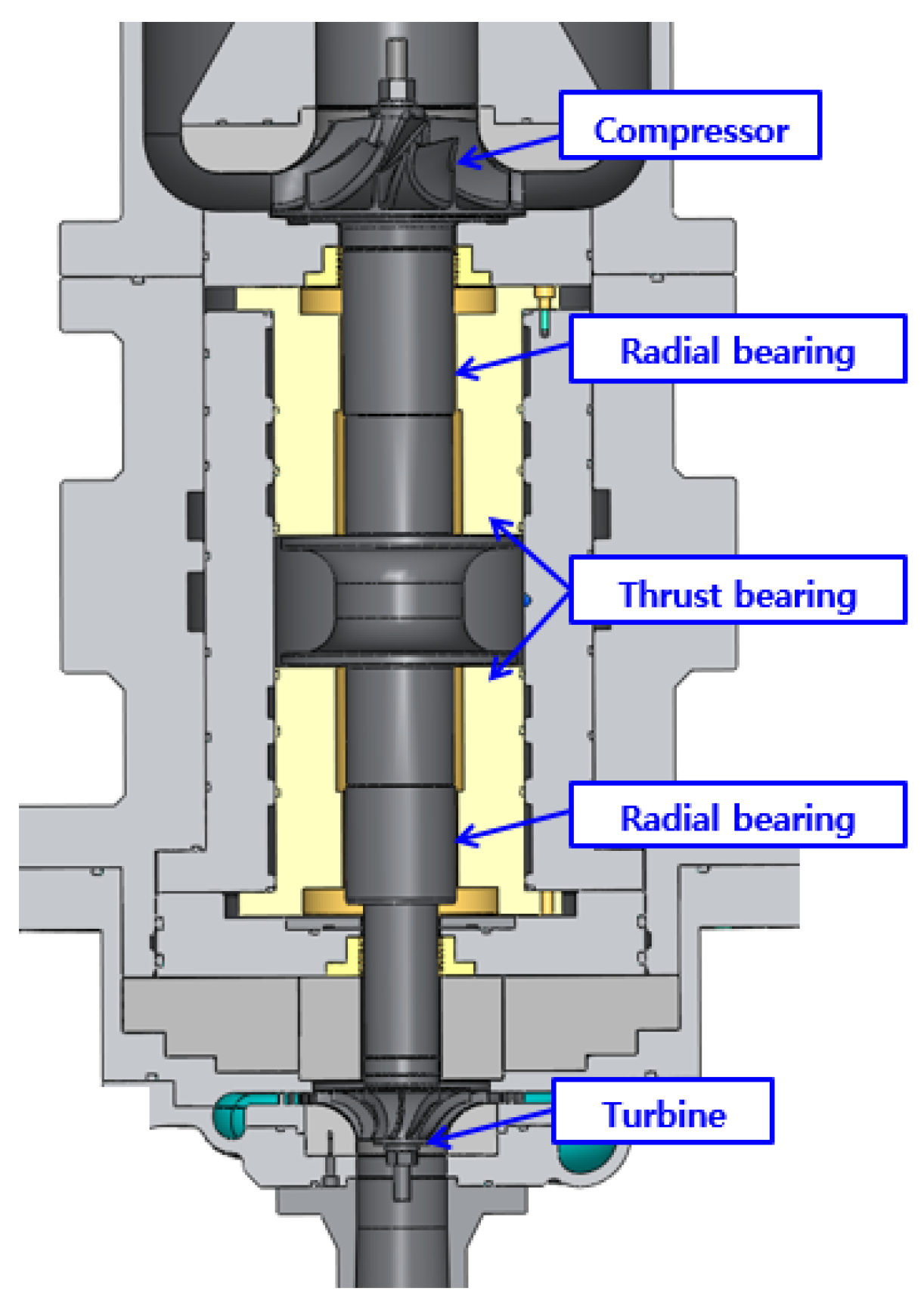
2.1. Turbo Expander Design
2.2. Theoretical Model
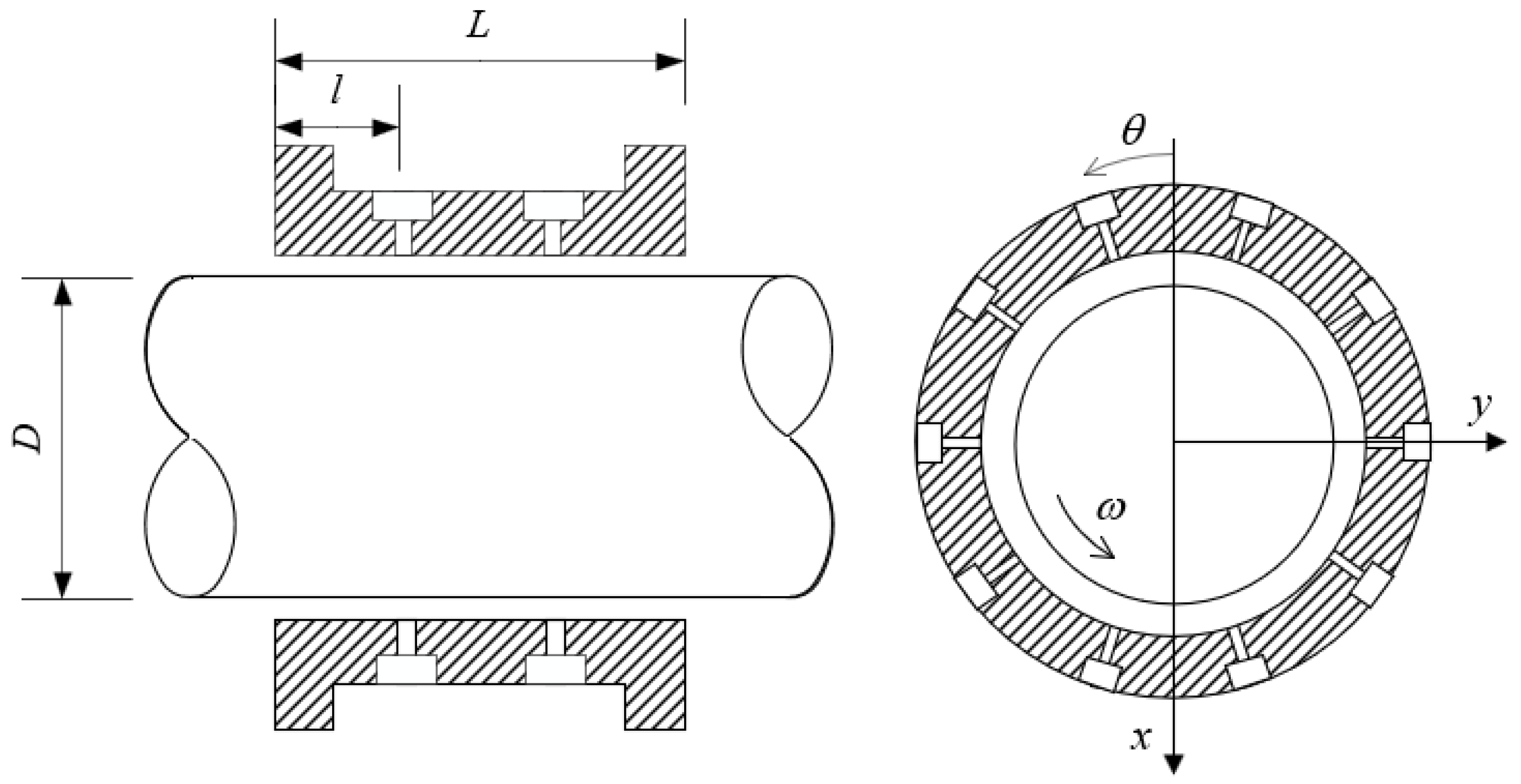
2.2.1. Bearing Performance Analysis
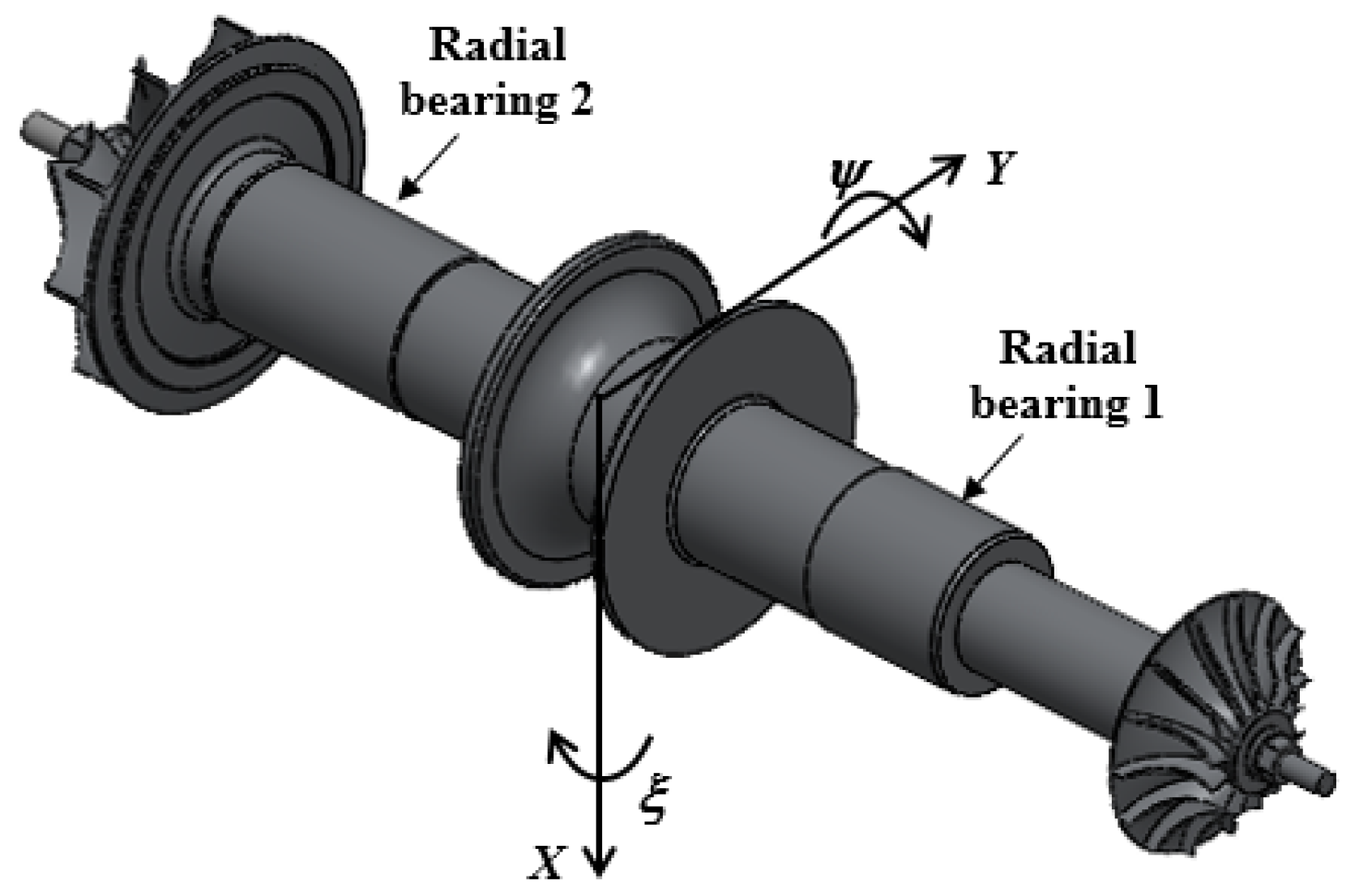
2.2.2. Rotordynamic Analysis
3. Results and Discussion
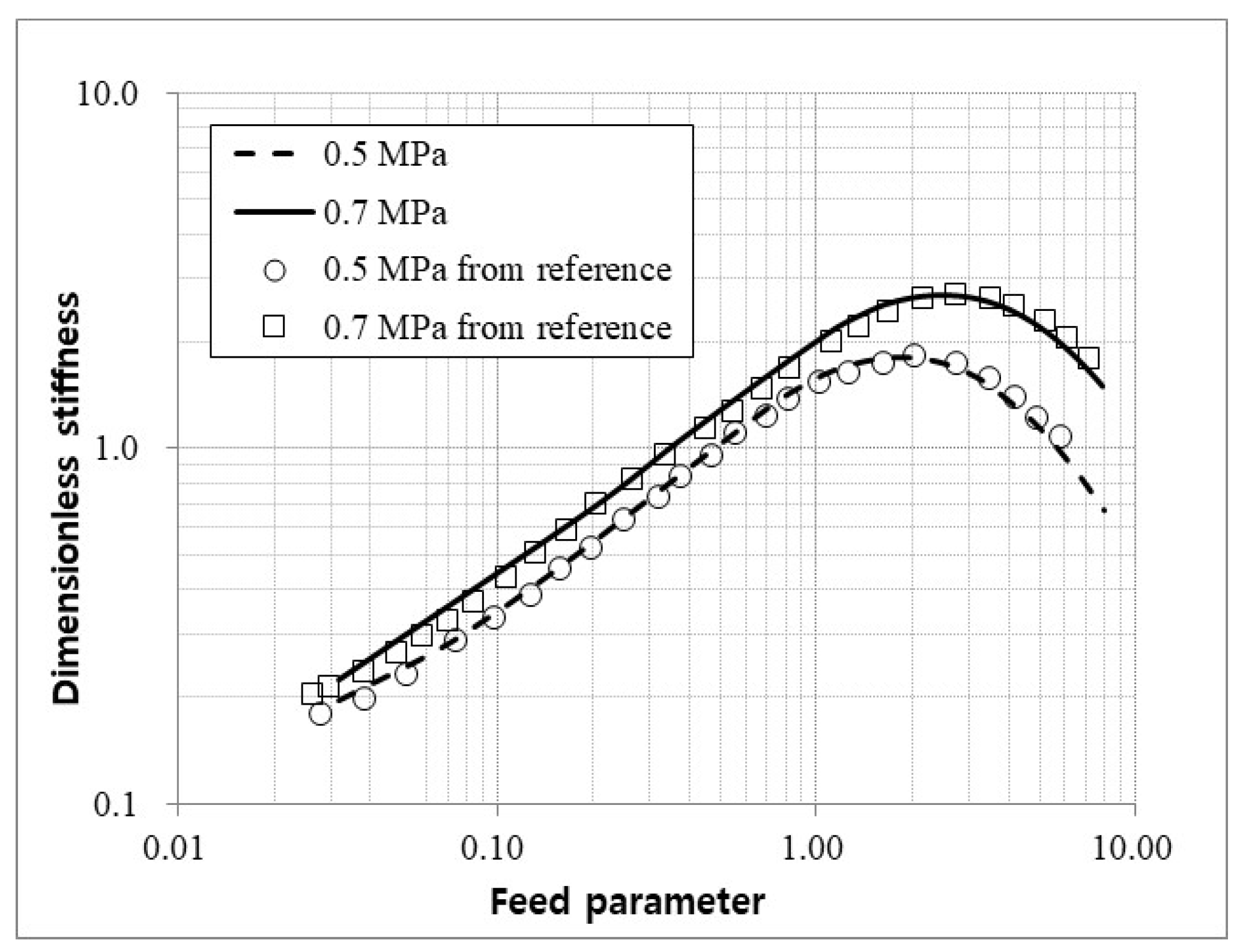
3.1. Validation of Theoretical Model
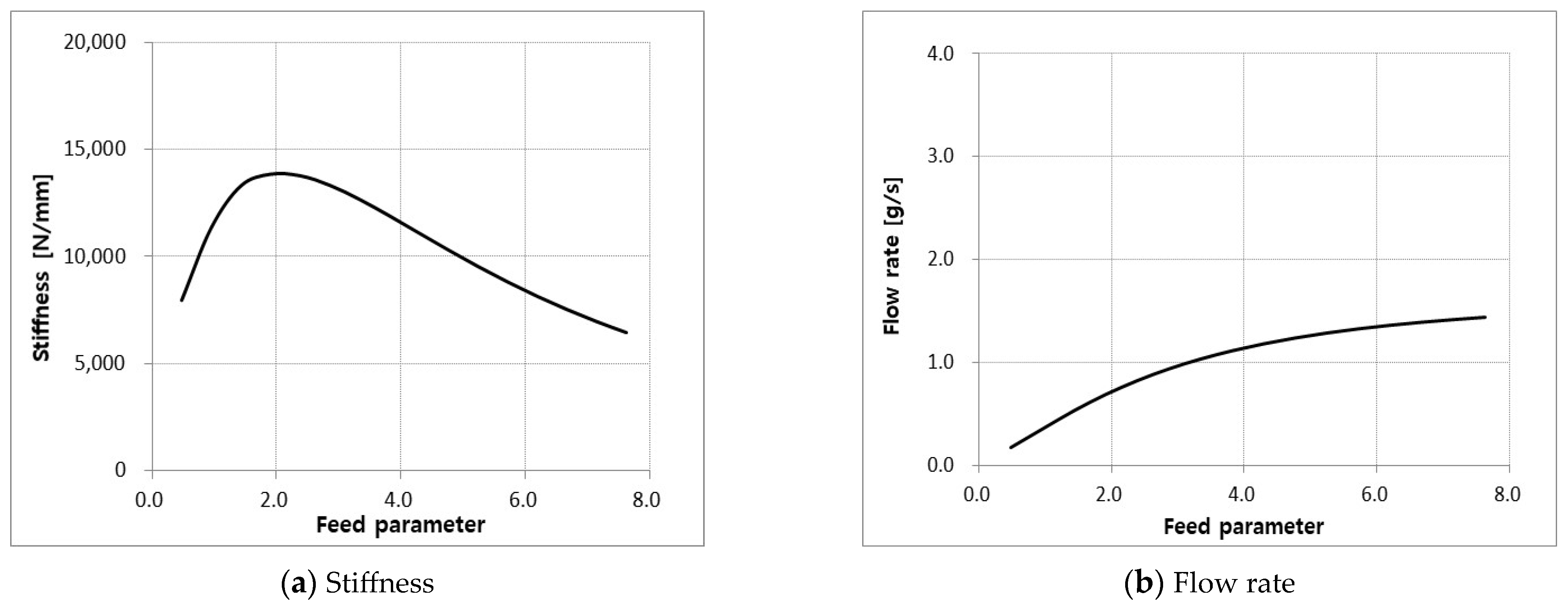
3.2. Bearing Design and Performance Analysis
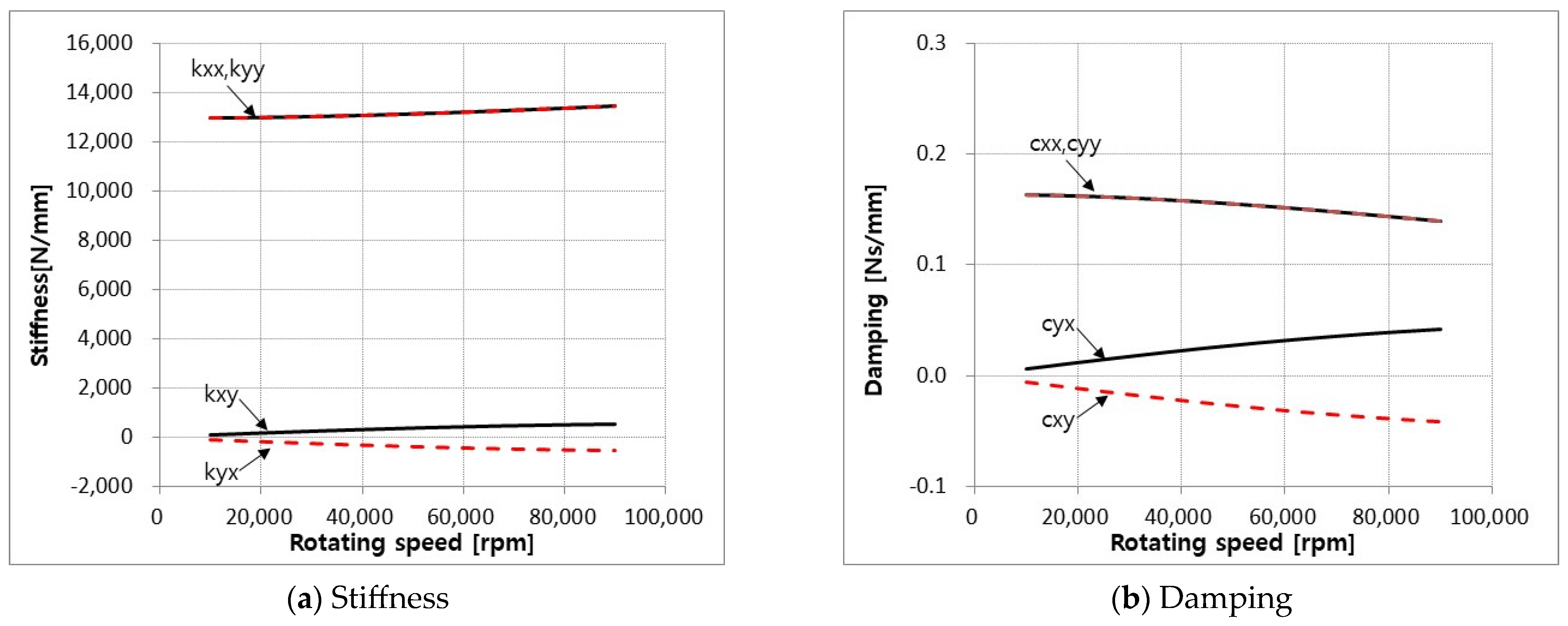
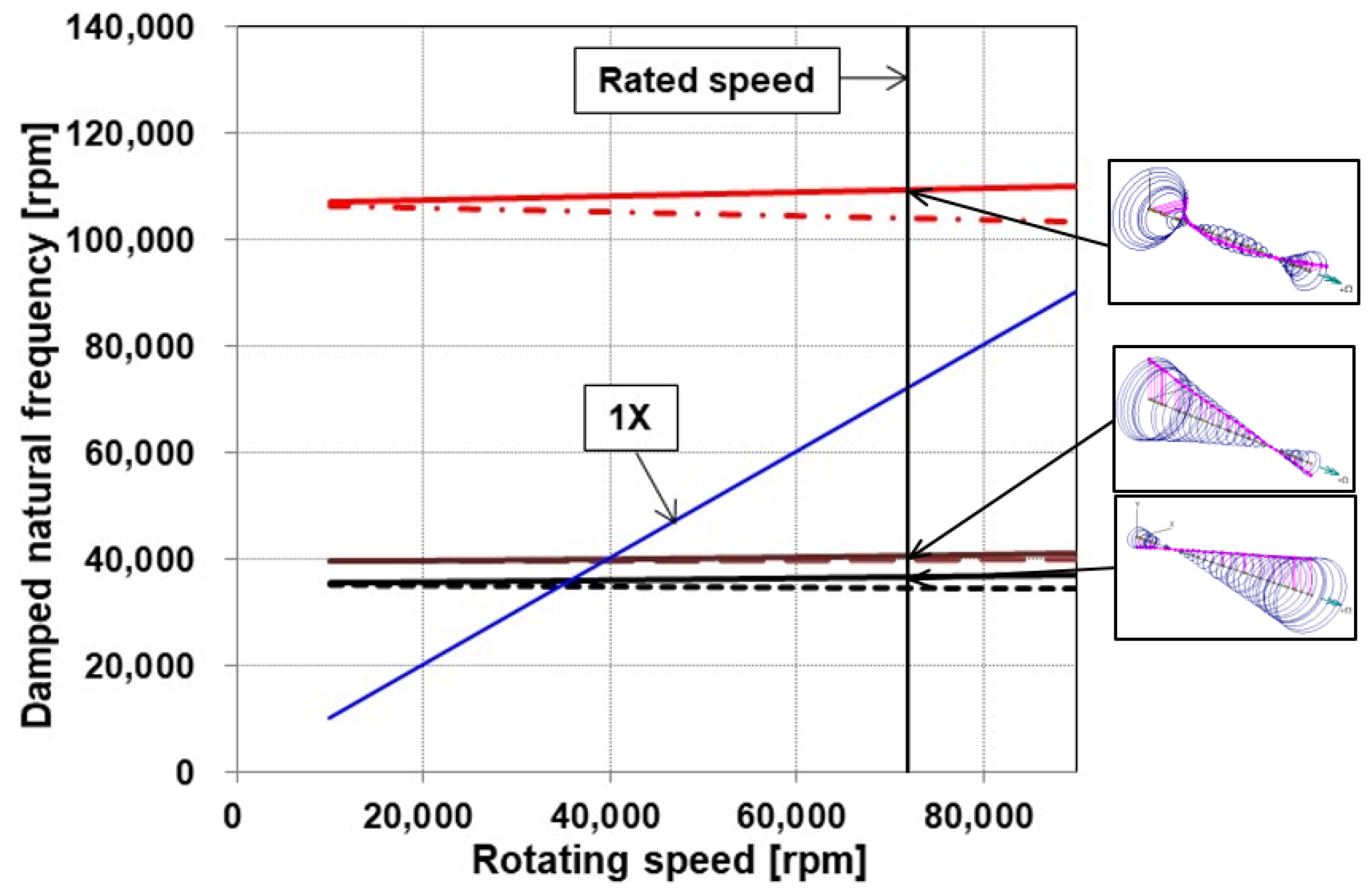
3.3. Rotordynamic Analysis
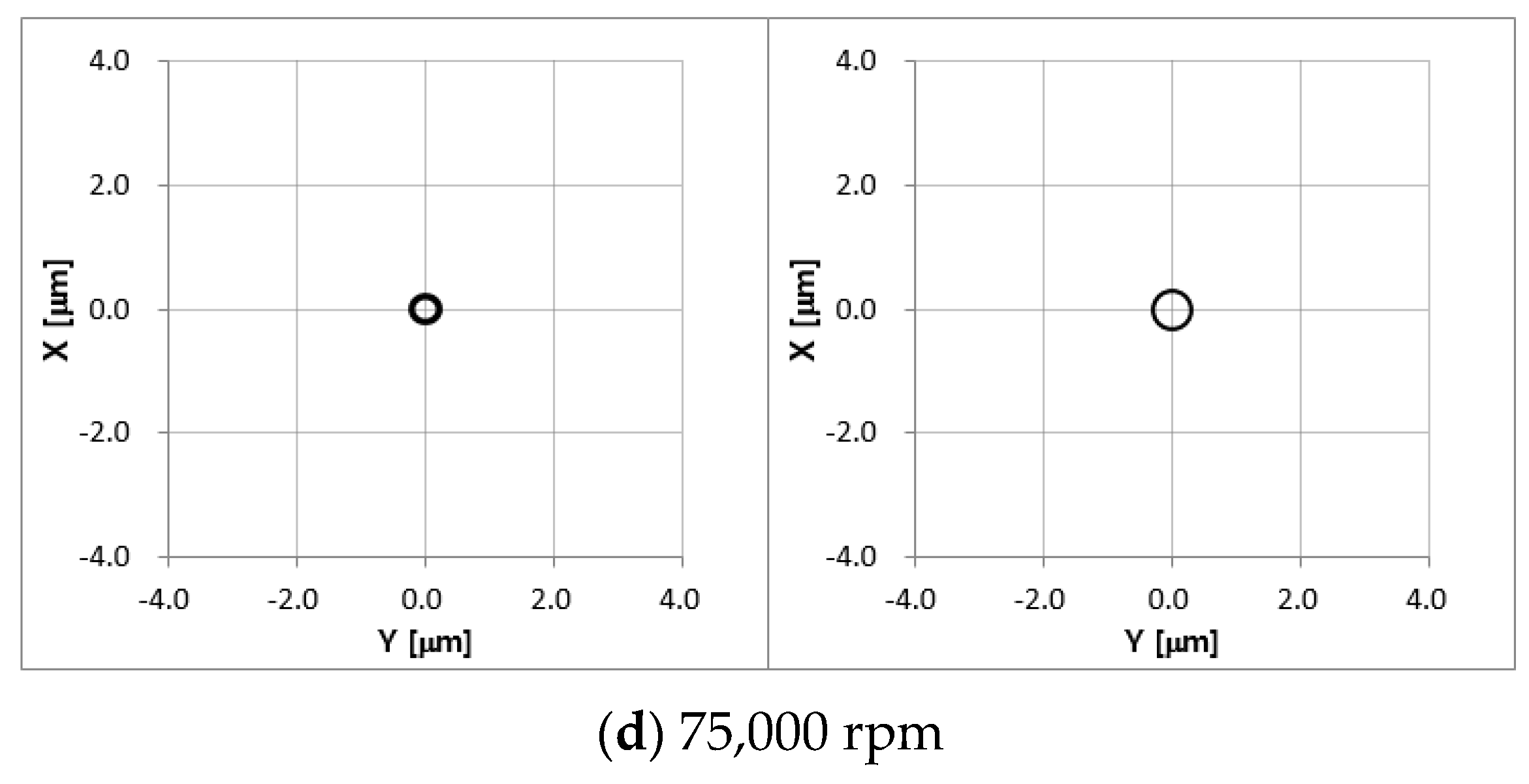
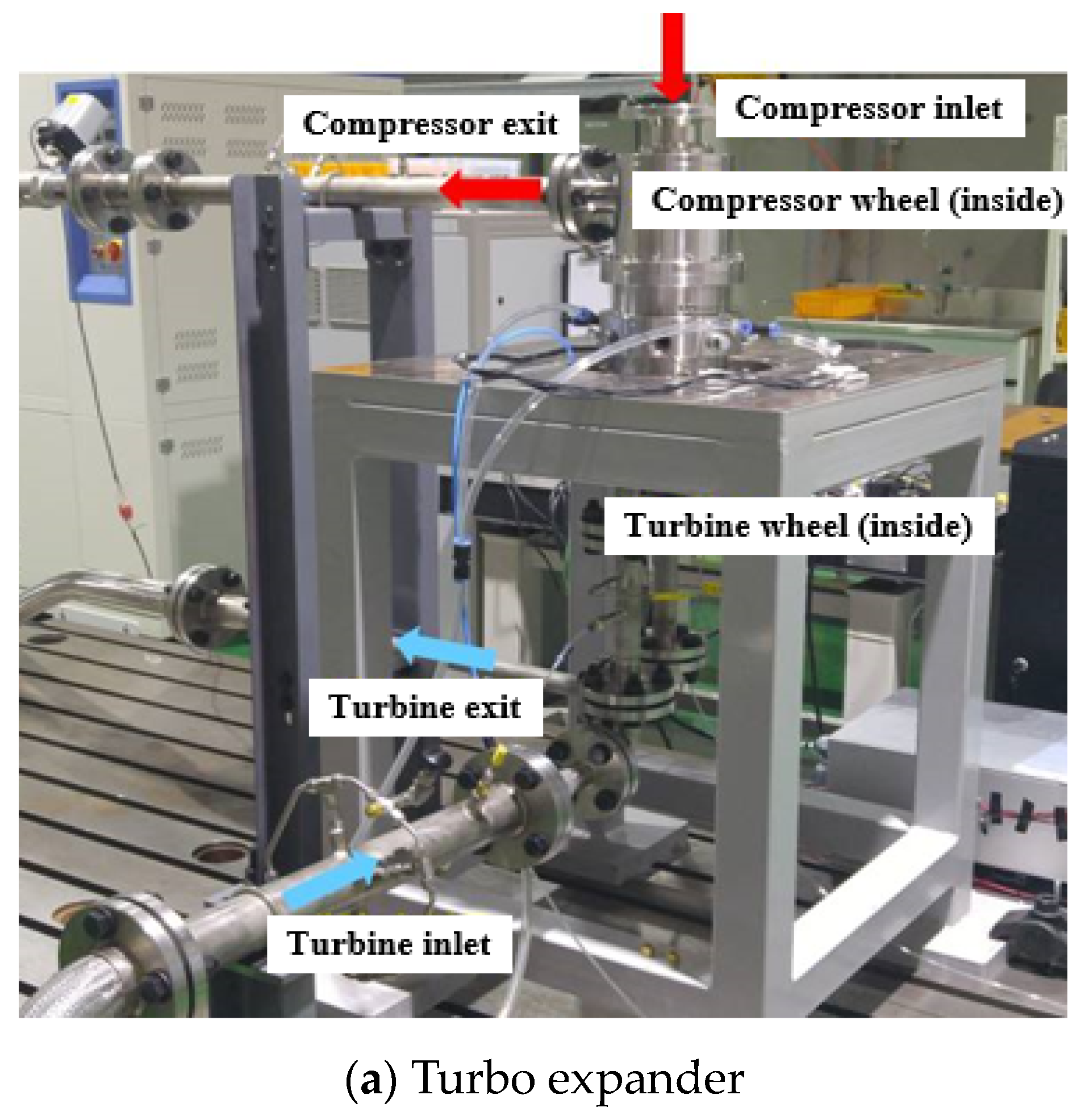
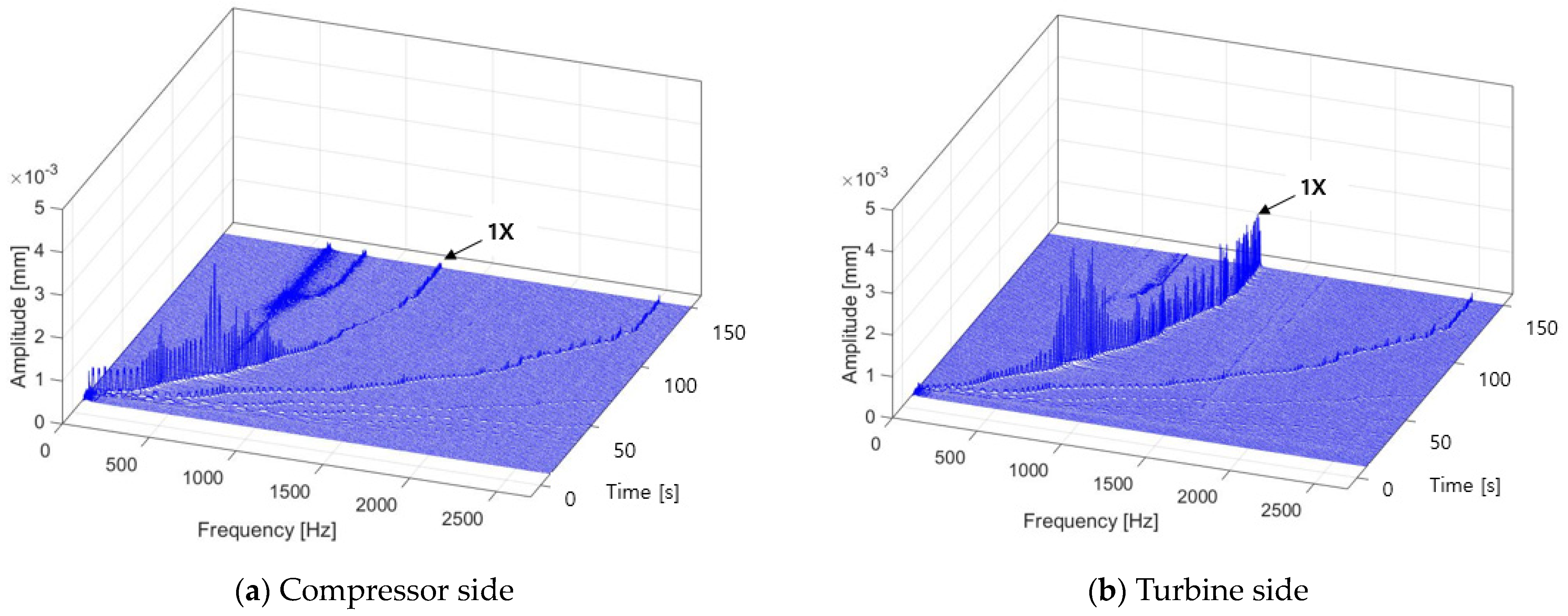
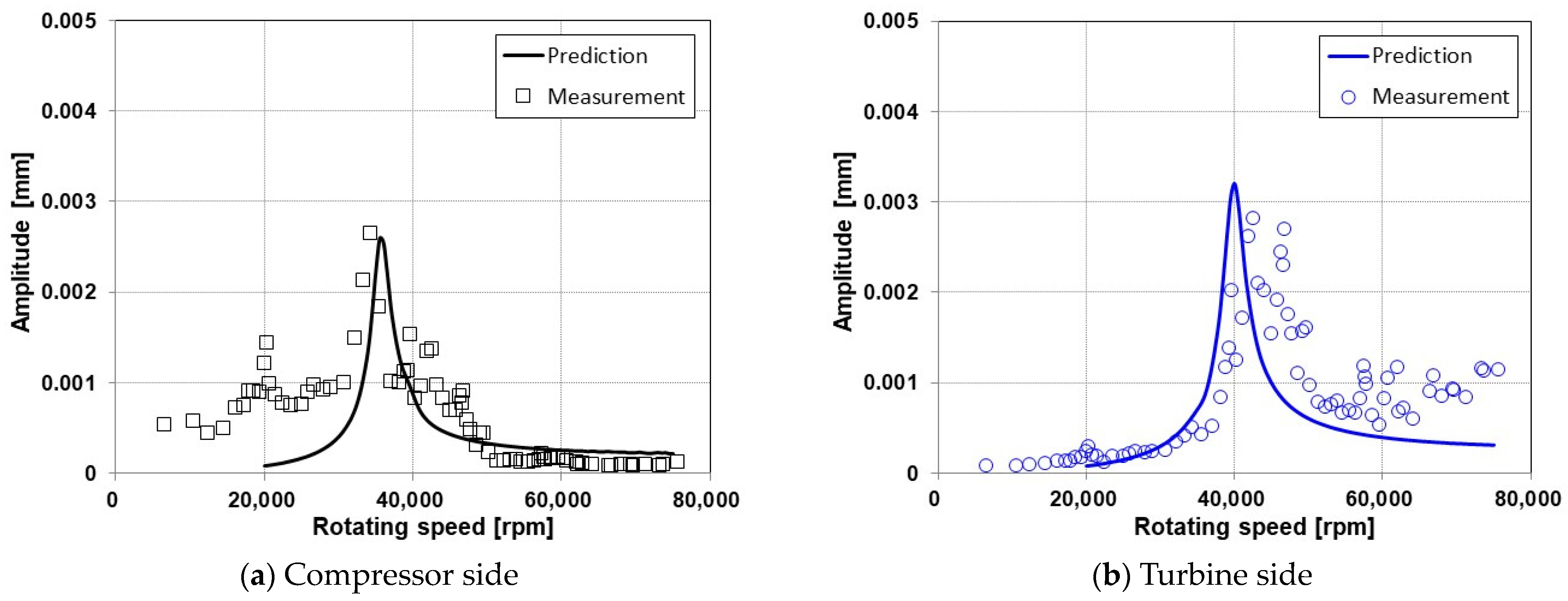
3.4. Turbo Expander Operating Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fleming, D.P.; Cunningham, R.E.; Anderson, W.J. Zero-Load Stability of Rotating Externally Pressurized Gas-Lubricated Journal Bearings. J. Lubr. Technol. 1970, 92, 325–334. [Google Scholar] [CrossRef]
- Fleming, D.P.; Thayer, W.J.; Cunningham, R.E. Dynamic Stiffness and Damping of Externally Pressurized Gas Lubricated Journal Bearings. J. Lubr. Technol. 1977, 99, 101–105. [Google Scholar] [CrossRef]
- Chen, Y.; Chiu, C.; Cheng, Y. Influences of operational conditions and geometric parameters on the stiffness of aerostatic journal bearings. Precis. Eng. 2010, 34, 722–734. [Google Scholar] [CrossRef]
- Belforte, G.; Colombo, F.; Raparelli, T.; Trivella, A.; Viktorov, V. High-speed electrospindle running on air bearings: Design and experimental verification. Meccanica 2008, 43, 591–600. [Google Scholar] [CrossRef]
- Xiao, H.; Li, W.; Zhou, Z.; Huang, X.; Ren, Y. Performance analysis of aerostatic journal micro-bearing and its application to high-speed precision micro-spindles. Tribol. Int. 2018, 120, 476–490. [Google Scholar] [CrossRef]
- Otsu, Y.; Somaya, K.; Yoshimoto, S. High-speed stability of a rigid rotor supported by aerostatic journal bearings with compound restrictors. Tribol. Int. 2011, 44, 9–17. [Google Scholar] [CrossRef]
- Yang, D.-W.; Chen, C.-H.; Kang, Y.; Hwang, R.-M.; Shyr, S.-S. Influence of orifices on stability of rotor-aerostatic bearing system. Tribol. Int. 2009, 42, 1206–1219. [Google Scholar] [CrossRef]
- Chen, C.-H.; Tsai, T.-H.; Yang, D.-W.; Kang, Y.; Chen, J.-H. The comparison in stability of rotor-aerostatic bearing system compensated by orifices and inherences. Tribol. Int. 2010, 43, 1360–1373. [Google Scholar] [CrossRef]
- Lo, C.-Y.; Wang, C.-C.; Lee, Y.-H. Performance analysis of high-speed spindle aerostatic bearings. Tribol. Int. 2005, 38, 5–14. [Google Scholar] [CrossRef]
- Song, L.; Cheng, K.; Ding, H.; Chen, S. Analysis on discharge coefficients in FEM modeling of hybrid air journal bearings and experimental validation. Tribol. Int. 2018, 119, 549–558. [Google Scholar] [CrossRef]
- Zhang, J.; Zou, D.; Ta, N.; Rao, Z.; Ding, B. A numerical method for solution of the discharge coefficients in externally pressurized gas bearings with inherent orifice restrictors. Tribol. Int. 2018, 125, 156–168. [Google Scholar] [CrossRef]
- Gao, Q.; Lu, L.; Chen, W.; Chen, G.; Wang, G. A novel modeling method to investigate the performance of aerostatic spindle considering the fluid-structure interaction. Tribol. Int. 2017, 115, 461–469. [Google Scholar] [CrossRef]
- Gao, Q.; Lu, L.; Chen, W.; Wang, G. Optimal design of an annular thrust air bearing using parametric computational fluid dynamics model and genetic algorithms. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2017, 232, 1203–1214. [Google Scholar] [CrossRef]
- Rowe, W.B.; Stout, K.J. Design of Externally Pressurized Gas-fed Journal Bearings Employing Slot Restrictors. Tribology 1973, 6, 140–144. [Google Scholar] [CrossRef]
- Stout, K.; Pink, E.; Tawfik, M. Comparison of slot-entry and orifice-compensated gas journal bearings. Wear 1978, 51, 137–145. [Google Scholar] [CrossRef]
- Yoshimoto, S.; Nakano, Y.; Kakubari, T. Static characteristics of externally pressurized gas journal bearings with circular slot restrictors. Tribol. Int. 1984, 17, 199–203. [Google Scholar] [CrossRef]
- Yoshimoto, S.; Anno, Y.; Ohashi, T. Stability of a Rigid Rotor Supported by Aerostatic Journal Bearings with Circular Slot Restrictors (On the Double-Row Admission Bearing). J. Tribol. 1988, 110, 228–234. [Google Scholar] [CrossRef]
- Tawfik, M.; Stout, K.J. Optimization of Slot Entry Hybrid Gas Bearings. Tribol. Int. 1982, 15, 31–36. [Google Scholar] [CrossRef]
- Park, J.-K.; Kim, K.-W. Stability analyses and experiments of spindle system using new type of slot-restricted gas journal bearings. Tribol. Int. 2004, 37, 451–462. [Google Scholar] [CrossRef]
- Kim, W.; Park, S.; Han, D. A Study on the Dynamic Characteristics of an Externally Pressurized Gas Bearing. J. Korean Soc. Tribol. Lubr. Eng. 1990, 7, 51–60. [Google Scholar]
- Lim, H.; Seo, J.; Park, M.; Choi, B.; Park, J.; Bang, J.; Lee, D.; Kim, B.; Kim, S.; Lim, Y.; et al. A Numerical Study on Blade Design and Optimization of a Helium Expander for a Hydrogen Liquefaction Plant. Appl. Sci. 2022, 12, 1411. [Google Scholar] [CrossRef]
- Kim, D. Parametric Studies on Static and Dynamic Performance of Air Foil Bearings with Different Top Foil Geometries and Bump Stiffness Distributions. J. Tribol. 2007, 129, 354–364. [Google Scholar] [CrossRef]
- Lee, D.; Kim, D. Design and Performance Prediction of Hybrid Air Foil Thrust Bearings. J. Eng. Gas Turbines Power 2011, 133, 042501. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Symbol | Unit | Value |
|---|---|---|---|
| Diameter | D | mm | 33 |
| Length | L | mm | 60 |
| Bearing clearance | C | mm | 0.03 |
| Rotating speed | ω | rpm | 75,000 |
| Discharge coefficient | Cd | - | 0.8 |
| Supply pressure | ps | bar | 8.5 |
| Supply temperature | Ts | °C | 20 |
| Number of orifice row | - | EA | 2 |
| Number of orifice per row | N | EA | 16 |
| Rotor mass | M | kg | 1.59 |
| Rotor polar moment of inertia | Ip | kg∙mm2 | 413 |
| Rotor translational moment of inertia | It | kg∙mm2 | 8137 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Lim, H.; Kim, B.; Jeon, B.; Park, J. Rotordynamic Analysis and Operating Test of an Externally Pressurized Gas Bearing Turbo Expander for Cryogenic Applications. Lubricants 2023, 11, 252. https://doi.org/10.3390/lubricants11060252
Lee D, Lim H, Kim B, Jeon B, Park J. Rotordynamic Analysis and Operating Test of an Externally Pressurized Gas Bearing Turbo Expander for Cryogenic Applications. Lubricants. 2023; 11(6):252. https://doi.org/10.3390/lubricants11060252
Chicago/Turabian StyleLee, Donghyun, Hyungsoo Lim, Byungock Kim, Byungchan Jeon, and Junyoung Park. 2023. "Rotordynamic Analysis and Operating Test of an Externally Pressurized Gas Bearing Turbo Expander for Cryogenic Applications" Lubricants 11, no. 6: 252. https://doi.org/10.3390/lubricants11060252
APA StyleLee, D., Lim, H., Kim, B., Jeon, B., & Park, J. (2023). Rotordynamic Analysis and Operating Test of an Externally Pressurized Gas Bearing Turbo Expander for Cryogenic Applications. Lubricants, 11(6), 252. https://doi.org/10.3390/lubricants11060252