Effect of Carbide Orientation on Wear Characteristics of High-Alloy Wear-Resistant Cast Irons



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
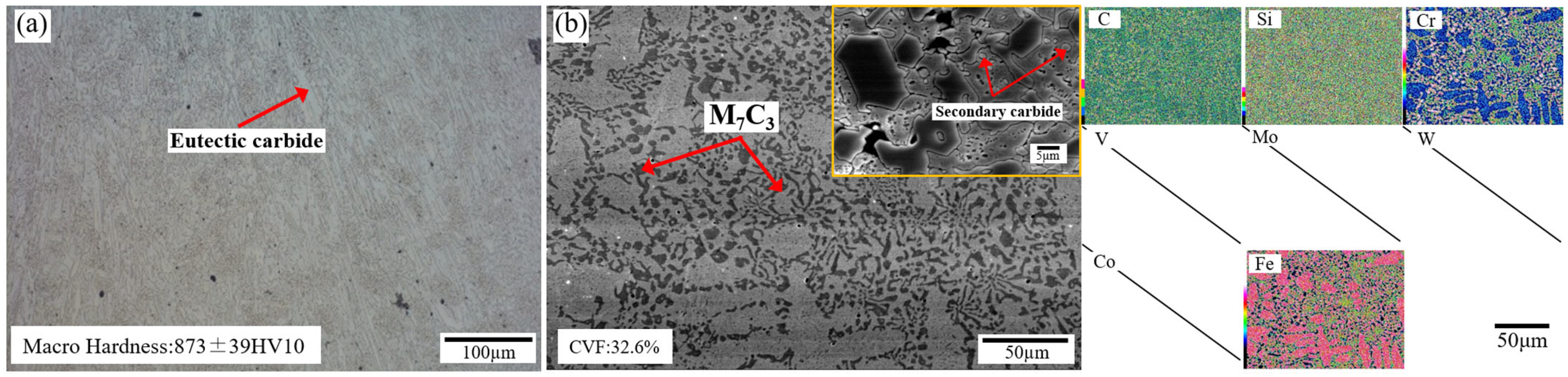
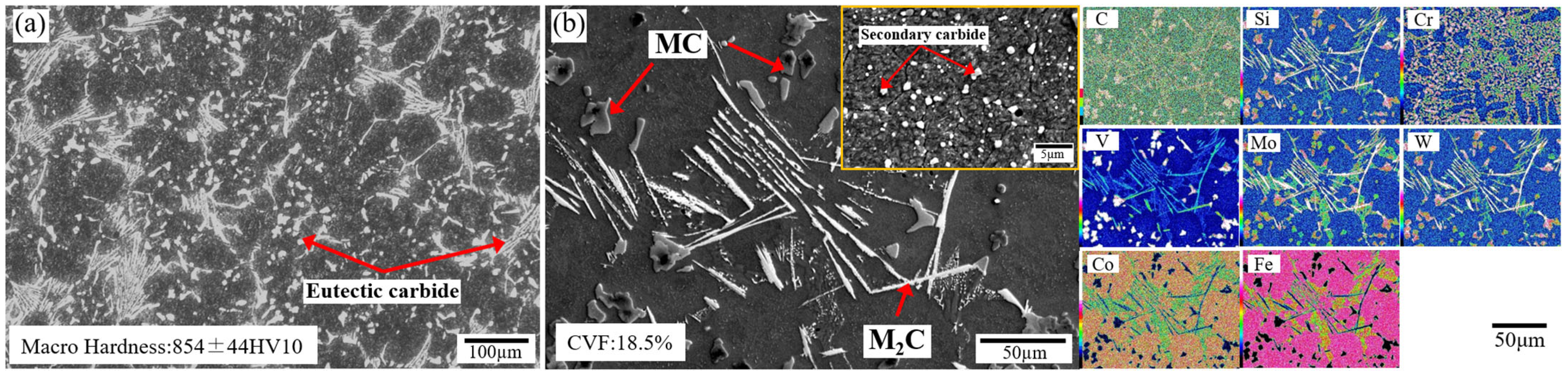
3.1. Microstructure
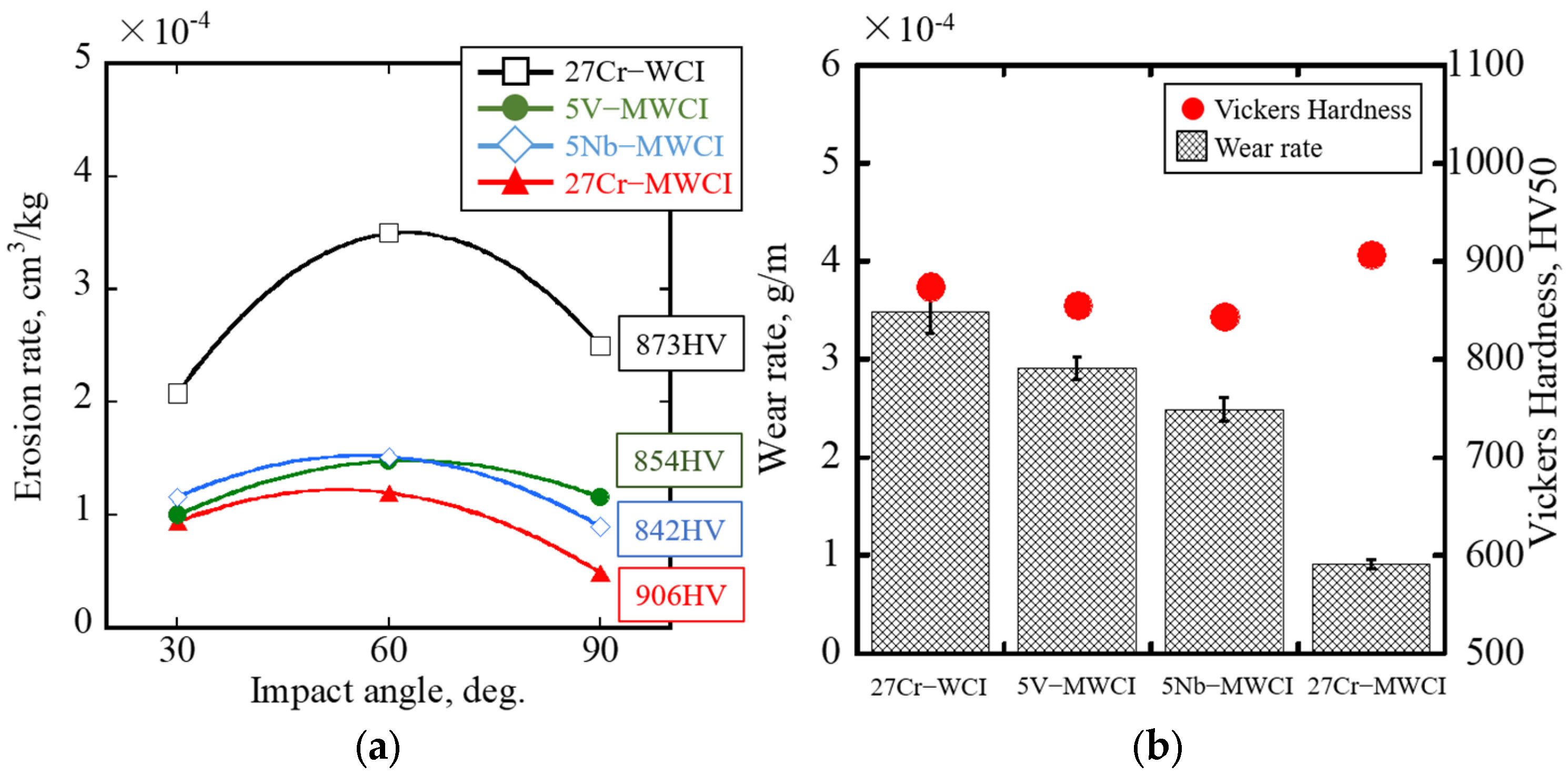
3.2. Wear Characteristics
4. Discussion
5. Conclusions
- The M7C3 carbide of 27Cr-WCI precipitates in long-isolated states, such as strip shape in a single direction.
- The M2C carbide is Christmas-tree-like in 5V-MWCI and fishbone-like in 5Nb-MWCI and 27Cr-MCWI. The M6C carbide is fishbone-like in 5Nb-MWCI, and the MC carbides are isolated grains in 5V-MWCI, grouped octahedral grains in 5Nb-MWCI, and are not precipitated in 27Cr-MCWI.
- 27Cr-MCWI shows the best wear resistance due to its coarse M7C3 carbide and the anchoring effect of the fishbone-like M2C carbide distributed around the M7C3 carbide, which inhibits plastic deformation and reduces the amount of matrix being worn.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Finnie, I. Erosion of surface by solid particles. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Gahr, K.-H.Z. Wear by hard particles. Tribol. Int. 1998, 31, 587–596. [Google Scholar] [CrossRef]
- Kenneth, H.; Erdemir, A. Influence of tribology on global energy consumption, cost and emissions. Friction 2017, 5, 263–284. [Google Scholar]
- Xu, L.; Wang, F.; Li, M.; Li, F.J.; Wang, X.D.; Jiang, T.; Deng, X.T.; Wei, S.Z. Fabrication and abrasive wear property of high chromium cast iron with high vanadium and high nitrogen content (HCCI-VN). Wear 2023, 523, 204828. [Google Scholar] [CrossRef]
- Gussmagg, J.; Pusterhofer, M.; Summer, F.; Grün, F. Experimental visualization of the wear and scuffing evolution of a flake graphite cast iron cylinder liner. Wear 2023, 526, 204948. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Wang, J.; Luo, T.; Zheng, Z.; Long, J.; Zheng, K.; Zhang, J. Effect of in-situ (Ti&W) C multiphase particles on three-body abrasive wear of high chromium cast iron. Mater. Chem. Phys. 2023, 295, 127161. [Google Scholar]
- Wang, Y.; Fan, L.; Chen, H. Effect of strength and toughness of ceramic particles on impact abrasive wear resistance of iron matrix composites. Mater. Today Commun. 2023, 35, 105689. [Google Scholar] [CrossRef]
- de Melloa, J.D.B.; Polycarpoub, A.A. Abrasive wear mechanisms of multi-components ferrous alloys abraded by soft, fine abrasive particles. Wear 2010, 269, 911–920. [Google Scholar] [CrossRef]
- Kishore, K.; Kumar, U.; Nanda, D.; Adhikary, M. Effect of soaking temperature on carbide precipitation, hardness, and wear resistance of high-chromium white cast iron. J. Fail. Anal. Prev. Vol. 2020, 20, 249–260. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, I.R.; Ghomashchi, M.R. Microstructure-property relationships in high chromium white iron alloys. Int. Mater. Rev. 1996, 41, 59–82. [Google Scholar] [CrossRef]
- Cetinkaya, C. An investigation of the wear behaviours of white cast Irons under different compositions. Mater. Des. 2006, 27, 437–445. [Google Scholar] [CrossRef]
- Shimizu, K.; Purba, R.H.; Kusumoto, K.; Yaer, X.B.; Ito, J.; Kasuga, H.; Gaqi, Y.L. Microstructural evaluation and high-temperature erosion characteristics of high chromium cast irons. Wear 2019, 426–427, 420–427. [Google Scholar] [CrossRef]
- Wang, H.; Yu, S.F.; Khan, A.R.; Huang, A.G. Effects of Vanadium on Microstructure and Wear Resistance of High Chromium Cast Iron Hardfacing Layer by Electroslag Surfacing. Metals 2018, 8, 458. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.X.; Chang, Z.C.; Lu, J.C.; Lin, H.T. Effect of niobium on wear resistance of 15%Cr white cast iron. Wear 1993, 166, 197–201. [Google Scholar]
- Filipovic, M.; Kamberovic, Z.; Korac, M.; Gavrilovski, M. Microstructure and mechanical properties of Fe–Cr–C–Nb white cast irons. Mater. Des. 2013, 47, 41–48. [Google Scholar] [CrossRef]
- Cortés-Carrillo, E.; Bedolla-Jacuinde, A.; Mejía, I.; Zepeda, C.M.; Zuno-Silva, J.; Guerra-Lopez, F.V. Effects of tungsten on the microstructure and on the abrasive wear behavior of a high-chromium white iron. Wear 2017, 376–377, 77–85. [Google Scholar] [CrossRef]
- Chung, R.J.; Tang, X.; Li, D.Y.; Hinckley, B.; Dolman, K. Effects of titanium addition on microstructure and wear resistance of hypereutectic high chromium cast iron Fe–25wt.%Cr–4wt.%C. Wear 2009, 267, 356–361. [Google Scholar] [CrossRef]
- Touhami, R.C.; Mechachti, S.; Bouhamla, K.; Hadji, A.; Khettache, A. Wear Behavior and Microstructure Changes of a High Chromium Cast Iron: The Combined Effect of Heat Treatment and Alloying Elements. Metallogr. Microstruct. Anal. 2023, 37, 1–11. [Google Scholar] [CrossRef]
- Huq, M.J.; Shimizu, K.; Kusumoto, K.; Purba, R.H. Three-Body Abrasive Wear Performance of High Chromium White Cast Iron with Different Ti and C Content. Lubricants 2022, 10, 348. [Google Scholar] [CrossRef]
- Hashimoto, M.; Kubo, O.; Matsubara, Y. Analysis of carbides in multi-component white cast iron for hot rolling mill rolls. ISIJ Int. 2004, 44, 372–380. [Google Scholar] [CrossRef]
- Inthidech, S.; Opapaiboon, J.; Yamamoto, K.; Matsubara, Y. Three-Body-Type Abrasive Wear Behavior of Multi-Alloyed White Cast Iron with Different Carbon Contents Used for Hot Work Rolls. ISIJ Int. 2021, 61, 2832–2843. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Yaer, X.B.; Zhang, Y.; Ota, Y.; Ito, J. Abrasive wear characteristics of Fe-2C-5Cr-5Mo-5W-5Nb multi-component white cast iron. Wear 2017, 376–377, 22–29. [Google Scholar] [CrossRef]
- Purba, R.H.; Shimizu, K.; Kusumoto, K.; Todaka, T.; Shirai, M.; Hara, H.; Ito, J. Erosive wear characteristics of high-chromium based multi-component white cast irons. Tribol. Int. 2021, 159, 106982. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Yaer, X.B.; Hara, H.; Tamura, K.; Kawai, H. High erosion-oxidation performance of Fe-based Nb or V containing multi-component alloys with Co addition at 1173 K. Mater. Des. 2015, 88, 366–374. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | V | Nb | Mo | W | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 27Cr-WCI | 3.07 | 0.62 | 0.47 | 27.45 | - | - | - | - | - | Bal. |
| 5V-MWCI | 1.97 | 0.69 | 0.27 | 4.57 | 5.23 | - | 5.36 | 5.34 | 4.30 | Bal. |
| 5Nb-MWCI | 1.79 | 0.65 | 0.20 | 4.89 | - | 5.27 | 4.69 | 5.75 | 4.96 | Bal. |
| 27Cr-MWCI | 2.9 | 0.46 | 0.39 | 27.50 | 2.95 | - | 2.85 | 2.92 | 2.98 | Bal. |
| Material | MC | M2C | M6C | M7C3 | M23C6 |
|---|---|---|---|---|---|
| 27Cr-WCI | - | - | - | 29.3 | 3.3 |
| 5V-MWCI | 7.4 | 6.0 | - | - | 5.1 |
| 5Nb-MWCI | 5.3 | - | 5.9 | 3.8 | 3.6 |
| 27Cr-MCWI | - | 2.3 | - | 30.5 | 2.1 |
| Test | Squares | Sum of Squares | df | Mean Square | F | p (∝ < 0.05) |
|---|---|---|---|---|---|---|
| Erosion (60 deg.) | Sum of Squares Between | 10.105 | 3 | 3.368 | 137.199 | <0.001 |
| Sum of Squares Within | 0.196 | 8 | 0.025 | |||
| Sum of Squares Total | 10.301 | 11 | ||||
| Abrasive | Sum of Squares Between | 8.64 | 3 | 2.88 | 138.799 | <0.001 |
| Sum of Squares Within | 0.166 | 8 | 0.021 | |||
| Sum of Squares Total | 8.806 | 11 |
| Material | MC | M2C | M6C | M7C3 |
|---|---|---|---|---|
| 27Cr-WCI | - | - | - | Cr7C3 |
| 5V-MWCI | VC | (Mo or W)2C | - | - |
| 5Nb-MWCI | NbC | - | (Fe,Mo or W)6C | Cr7C3 |
| 27Cr-MCWI | - | (Mo,W)2C | - | (Cr,V)7C3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gaqi, Y.; Kusumoto, K.; Shimizu, K.; Purba, R.H. Effect of Carbide Orientation on Wear Characteristics of High-Alloy Wear-Resistant Cast Irons. Lubricants 2023, 11, 272. https://doi.org/10.3390/lubricants11070272
Gaqi Y, Kusumoto K, Shimizu K, Purba RH. Effect of Carbide Orientation on Wear Characteristics of High-Alloy Wear-Resistant Cast Irons. Lubricants. 2023; 11(7):272. https://doi.org/10.3390/lubricants11070272
Chicago/Turabian StyleGaqi, Yila, Kenta Kusumoto, Kazumichi Shimizu, and Riki Hendra Purba. 2023. "Effect of Carbide Orientation on Wear Characteristics of High-Alloy Wear-Resistant Cast Irons" Lubricants 11, no. 7: 272. https://doi.org/10.3390/lubricants11070272
APA StyleGaqi, Y., Kusumoto, K., Shimizu, K., & Purba, R. H. (2023). Effect of Carbide Orientation on Wear Characteristics of High-Alloy Wear-Resistant Cast Irons. Lubricants, 11(7), 272. https://doi.org/10.3390/lubricants11070272