2.1. Experimental Setup
The HLT experiments revealed the influence of the lubricant amount in tribological contacts. Interpretation of these results is limited, however, due to the constraints of this experiment. Due to the solid surfaces of the contacting materials, the fluid cannot be well observed within the contact, and only integral forces can be measured during the procedure. Essential aspects such as the fluid flow cannot be sufficiently addressed.
In order to understand more aspects of partially filled contacts, the contact problem was investigated using a different experimental setup with a macroscopic friction scenario. For this experiment, the surface roughness and the overall gap heights are typically in the range of mm. The scalability between the test scenarios is discussed in detail later.
The new experiment aims to offer an improved understanding of the processes in contacts with partially filled gaps and the corresponding lubricant flows. This approach then aims to transfer the findings to microscopic contacts. For the transfer, a variety of requirements have to be met, as discussed below.
Table 1 shows a comparison of the fundamental properties of microscale and macroscale contacts in terms of experimental studies.
The two scales have different surface roughness’s. The HLT contacts are tribologically relevant, and can be found in technical applications. They have a high number of asperities that interact during mixed or dry friction. Therefore, only integral forces can be measured. However, the contact of the WDI has only a small number of asperities that allow for spatially distributed measurement. The wear at the HLT is significant and influences the surface topography which has to be considered when interpreting the experiment results. Wear occurs also during Wear Debris Investigator (WDI) experiments, however, due to the macroscopic roughness the wear does not change the surface topography significantly. Finally, only the macroscopic contact allows the observation of the flow and the corresponding friction behavior.
For this reason, the new experiments were carried out using the WDI [
20]. This new test stand was originally developed to investigate the behavior of particles in a dry friction contact. Details of its technical equipment and first results can be found in [
20]. The WDI is a rotational tribometer that measures a variety of output variables. Most notably, the tribological contact consists of two glass disks that enable the unobstructed observation of the contact area.
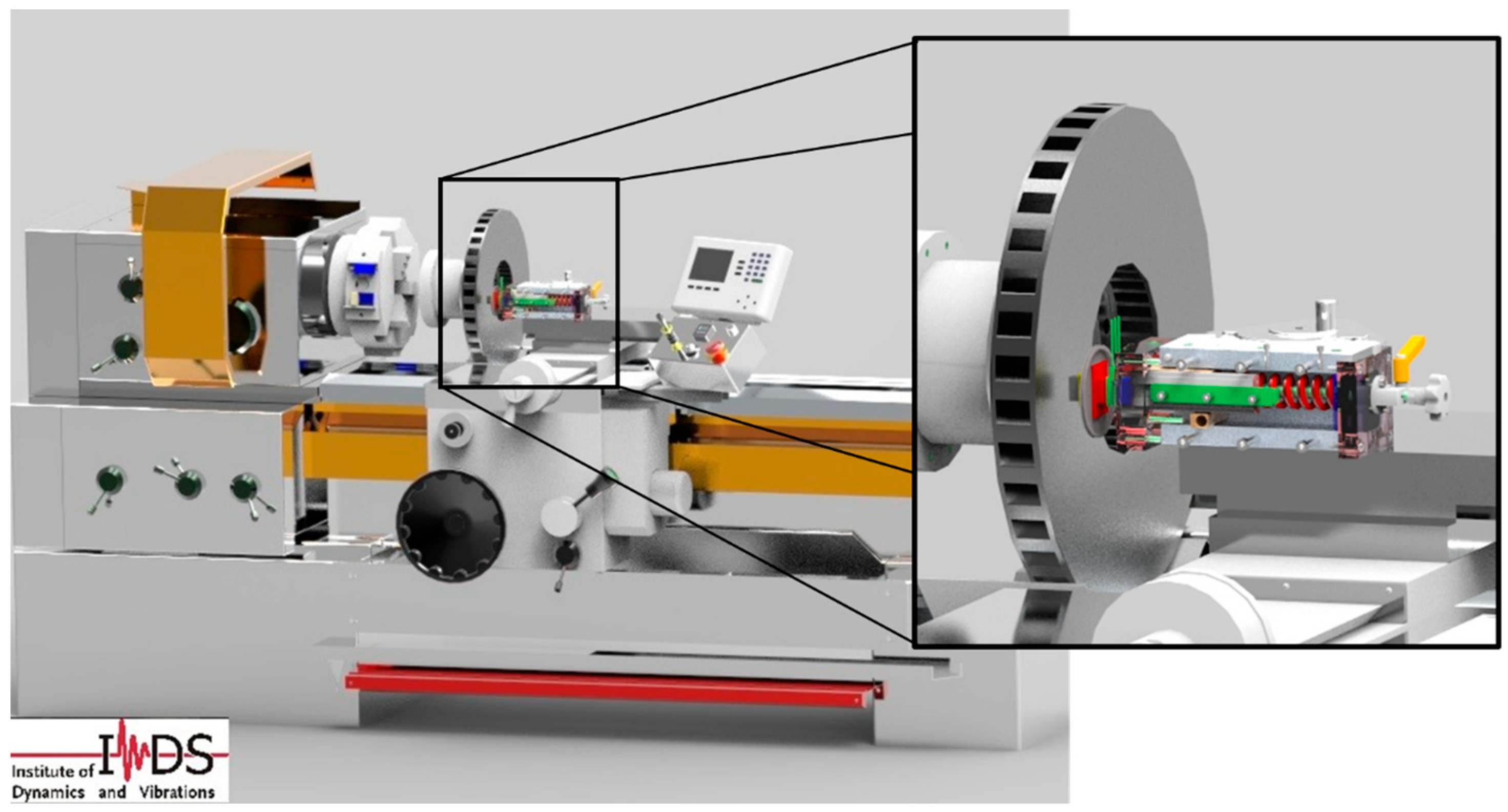
Figure 5 shows an overview of the WDI.
Figure 6 shows a detailed view of the contact area.
The tribological contact is in the center of the WDI and consists of two glass disks. The lower disk can be rotated via an electric drive within the range of 0 to 60 rpm. The upper disk is rotationally fixed and can be loaded onto the lower disk with varying normal forces. The mount of the upper disk features a torque and force sensor that monitors the contact forces. The contact zone itself is visible through a mirror on the bottom that is also used for recording the contact zone with a high-speed camera. Additionally, a laser distance sensor measures the height of the upper disk. This can be used as a reference for the overall gap height.
The two disks of the tribological contact are made of ornamental glass. Due to its transparency, the glass enables observation of the contact area. The patterned and structured surface of the glass creates the tribological topography of the friction contact. The ornamental glass is available in various types and standards with a wide range of topographies, therefore enabling a great variety of contact gaps.
In the presented study, the patterned glasses
Ornament 523 Monumental M weiß 4 mm (referenced as 523R) and
Ornament 528 Monumental S weiß 4 mm (528R) were used. To observe the fluid flow in partially filled gaps, one contact partner must be transparent and its roughness should be higher than common technical surfaces by magnitudes of order. The ornamental glass was chosen for its comparability to a technical surface in terms of the ratio of the asperity length to the asperity height. For the glass, the length of an asperity is in the range of cm while the height of an asperity is in the range of mm. Additionally, the glass has little wear. The surface topographies were analyzed and assessed regarding their suitability for the contact. The surfaces were classified by their average surface roughness.
Figure 7 shows a sample disc of pattern 523R, and
Figure 8 shows the measured surface topography of the two glasses used for the study.
The arithmetic surface roughness’s of 528R and 523R are 0.060 mm and 0.222 mm respectively. In continuation of the HLT experiments, standard glycerol was chosen as the lubricant for the macroscale experiments. Under normal conditions, glycerol has a viscosity of about 1 Pa·s. With varying mixtures of water and glycerol, a variation of the fluid viscosity was achieved [
21].
The measurement procedure of the macroscale experiments includes the variation of four parameters: Relative velocity, global filling level, topography and lubricant viscosity. The relative velocity was controlled via the rotational speed of the disk. The filling level was modified by the initially applied amount of lubricant in the gap. The fluid volume was manually applied onto the contact using a high precision syringe. To apply the fluid, the upper disk was raised. No leakage was detected during the test, so it was assumed that the fluid volume was constant. During a measurement procedure, first, a variation of the rotational speed was carried out, after which the smallest amount of fluid was added (see
Figure 9). Next, the speed was varied for every new amount of fluid. After the measurement set with the greatest amount of fluid (fully filled state), the WDI was disassembled and cleaned. Then, the entire procedure was repeated a minimum of five times for statistical purposes. The topography was varied by using different ornamental glasses and the viscosity was varied by using different glycerol/water ratios. The full procedure can be seen in
Figure 9.
The measurement setup produces a variety of different output signals: The normal force and the rotational friction torque of the upper disks, the engine rotational speed and electric current, the height of the upper disk and a time stamp.
Figure 10 shows an exemplary section of the normal force and the friction torque over time.
The normal force fluctuates around 30 N, which is the static load of the contact caused by the dead weight of the upper disk and mount. The positive axis of the friction torque is in the opposite direction of the movement of the lower disk. The figure shows that the amplitude of the measurement signal is highly variable. This is related to the small number of asperities in the contact zone. The peaks in the signal are the result of individual asperity interactions. In some cases, the signal’s features can be visually associated with specific topographic conditions. Overall, high peaks in both signals occur in an interrelated manner—during instances of high normal force, the friction torque also rises. A series of pretests suggested that the variations in the measurement signal do not originate from eigenmodes, but are in fact caused by the contact itself. The first eigenfrequency in normal direction is at around 80 Hz which is far greater than the dynamics of this contact. Additionally, the influence of inertias was examined with a model. It was shown that such influences are small and that the measured signals are very close to the actual friction forces. This work focuses on the integral aspects of the contact. For this purpose, all signals were averaged and only integer revolutions were taken into further consideration.
With the average data, the COF was computed using where is the radial shear stress and the nominal pressure. The shear stress can be calculated by solving an integral over the entire disk area using the known friction torque with . Assuming and this results in . These assumptions are a significant simplification, however, for this application they allow for a qualitative evaluation.
Additionally, the vertical kinematics of the upper disk were measured using a laser triangulator. This information was used to gain further insights into the gap height and its dynamic behavior during the measurement procedure.
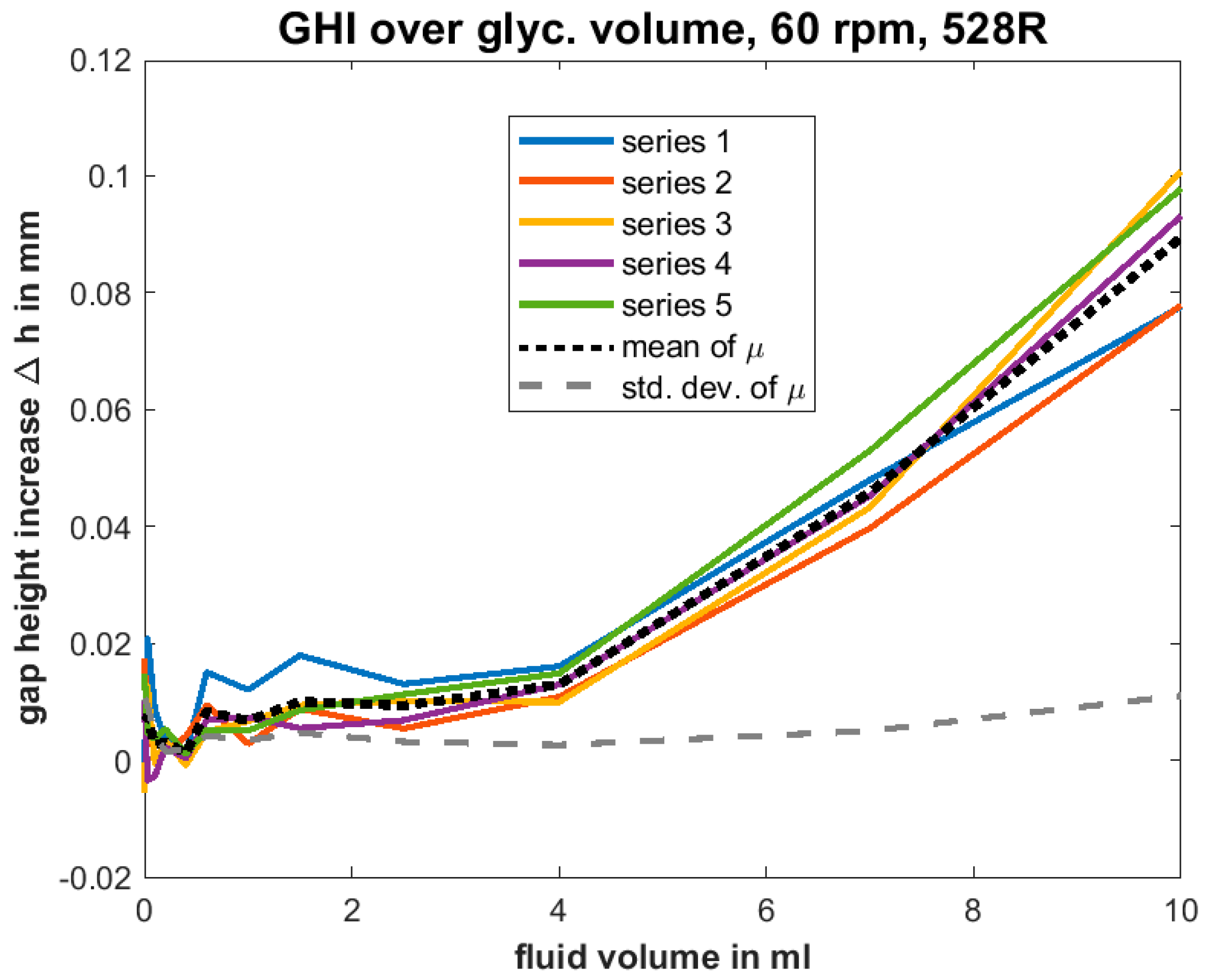
Figure 11 shows the height evolution for a full measurement procedure. The movement of the upper disk is highly dynamic and caused by the macroscopic nature of the measurement. The variance of the disk height is considerable, but this vertical dynamic is still significantly smaller than the rotational movement of the fluid (comparing average circumference in the range of 0.25 m). It is possible, however, to evaluate the relative change in the gap height, as presented in
Section 3.3.
The measured height was used to calculate the average rise in gap height for multiple speeds. This value represents the average rise in mean gap height compared to the mean gap height at 1 rpm. To calculate this value, the height of the upper disk was first averaged over integer revolutions for all velocities and filling levels. Second, subtracting the height at 1 rpm from the dynamic height led to the average rise in gap height, as evaluated in
Section 3.3.
2.2. Considerations Regarding Scalability
The following section analyzes the admissibility of the WDI experiments. The experimental results in
Section 3 imply that varying friction regimes occur during the tests. The results alone, however, might not be sufficient to prove that a hydrodynamic friction regime was achieved during HLT and WDI experiments. To validate the experimental results and to assess the comparability between the HLT and WDI experiments, this section contains preliminary considerations regarding scalability. Whether or not the Reynolds Equation was valid for the two experiments was examined. The validity was primarily treated as an indicator whether effects like convective fluid flow or solid body contact are significant.
When modelling technical lubrication problems, the Reynolds Equation is commonly used [
22], shown here in the one dimensional form.
The derivation of the Reynolds Equation is scale independent and is applied to many problems of significantly different scale. The Reynolds Equation models lubrication in small bearings as well as in geophysical faults [
23]. This leads to the assumption that characteristics of a lubricated problem are similar across different scales. With this hypothesis in mind, the new set of experiments was carried out on the WDI, that has a much larger gap height and roughness characteristic than prior investigated contacts.
To validate this hypothesis, the nature of a dimensionless Reynolds Equation and the scalability of fluid flow were investigated. Most approaches consider the derivation of the Reynolds Equation from the Navier-Stokes-Equations. A variety of simplifications were implemented to reduce the complexity of the Navier-Stokes-Equation. In order to verify the validity of the Reynolds Equation these simplifications were reviewed.
First, the Reynolds Equation assumes a laminar fluid flow. The state of the flow is commonly assessed with the Reynolds Number, which relates the inertial forces to the viscous forces. Generally, a flow with a Reynolds Number
is considered as a laminar flow.
Second, the Reynolds Equation assumes that the viscous force in the direction of the gap is far greater than the viscous forces in the directions within the friction plane. However, it is known that the inertial forces become significant when the gap height rises. To evaluate this, the Modified Reynolds Number has been introduced in the literature [
24,
25,
26]. This number explicitly compares the viscous force of the gap fluid shear with the inertial forces. For this comparison, a Modified Reynolds Number
less than one indicates that the Reynolds Equation is valid [
26].
The Modified Reynolds Number was used to assess whether the Reynolds Equation is valid for the experiments. If the Reynolds Equation is valid, the influence of effects like convective fluid flow is not significant during the experiments. Lastly, the nature of the hydrodynamic lubrication was assessed by evaluating a dimensionless Reynolds Equation. The following procedure is commonly applied within engineering and fluid mechanics, and similar approaches can be found in [
23,
24,
25,
27,
28,
29].
Figure 12 shows a sample of a typical friction problem with a fully filled gap. The upper topography is moved while the lower one is immobile. The figure shows a characteristic section with the length
and periodic boundaries. The gap topography can be described with the parameters shown. The Reynolds Equation can be simplified for the shown problem. The transient term
can be calculated with assumptions such as constant density and the known movement of the upper topography. Assuming a horizontal movement of the upper topography, the transient term can be transformed into a spatial derivative (
) and merged with the existing Couette term as shown in Equation (4).
By introducing normalized variables into the Reynolds Equation, the equation becomes dimensionless. This approach is commonly used [
23,
24,
29].
The variable
is normalized with the parameters shown in
Table 2 and the variance of the contact topography
is normalized with the topography parameter
.
is a characteristic parameter of the contact topography and may be appropriately chosen to represent the given topography. In the following,
will be defined as the sum of the mean arithmetic surface roughness. With this transformation, the Reynolds Equation can be rewritten in the form of Equation (6).
In this form, the equation is separated into a normalization factor that is followed by a dimensionless differential equation. The normalization factor itself is also dimensionless and contains all information regarding the system and its parameters. This factor is now isolated and called
.
In the following, the normalization factor
is used as a parameter that describes the state of the hydrodynamic lubrication. Mathematically, two lubrication problems with the same factor
yield the same solution with the dimensionless Reynolds Equation (within boundaries). Therefore, for such problems, the results of the Reynolds Equation may be scaled using
, instead of computing the solution with the original Reynolds Equation. This approach is commonly used (compare [
23,
24,
26]) and is only valid for hydrodynamic lubrication. The factors described will be used to assess the characteristics of the experiments.
First, simple simulations of the hydrodynamic friction regime have been accomplished using a lubrication model that can also include elastic deformations and solid body contact. These simulations were based on the scenario of
Figure 12. Obviously, for these simulations the factor
N is the same for a wide variety of parameter configurations. For configurations where the gap height
is greater than the roughness parameter
,
N is at 0.25. A reduction of the gap height towards the solid body contact generates significantly higher values of
N, indicating that the Reynolds Equation is no longer valid. The value of
N can thus be understood as an indicator of when hydrodynamics are present for a certain setup (here rough surfaces) and when mixed friction begins. For this purpose,
N serves as an indicator, with the help of which an estimation of the friction regime in experiments is possible. It is expected that values of
N in the range of 0.25 indicate that hydrodynamic friction is dominant, while higher values of
N imply that mixed friction occurs. Furthermore, it is expected that a comparison between similar friction systems (for example regarding the topography) with similar
N-values is possible within certain limits.
In the following, the parameters are calculated for the experiments.
Table 3 shows the estimated parameters of the factors for the experiments on the micro and macroscales at a hydrodynamic friction regime (fully filled).
The mean pressure was calculated using the applied pressure and the friction area. The mean gap height of the WDI was estimated based on the known topography (compare
Figure 8) combined with the vertical movement of the upper glass. It was possible to calculate the overall gap height based on the volume between the two topographies. On the HLT disk, the lubricant forms a visible circular ring that spreads evenly on the friction track. The overall fluid volume of this ring is known. As a first approximation, the mean gap height for the HLT was estimated by calculating the height of this fluid film. The velocity of the upper topography was calculated using the known geometry and rotational speed. Due to the extensive rotational contact area of the WDI the relative speed of the upper disk is dependent on the radius. The velocity of the WDI was therefore calculated with the effective radius of 2/3 the maximum (outer) radius.
The fluid was the same for both applications. No notable heating was detected during the short loading periods. The parameter
is associated with the roughness of the topography. To allow a simple comparison between the topographies, the mean arithmetic surface roughness was chosen. The roughness was doubled to account for the two rough surfaces used. The topographies of the friction partners were measured (compare
Figure 8) and the roughness’ were calculated. The topographies at the HLT exhibit a strong orientation and there are visible radial grooves caused by the rotational motion. Here, the roughness in the direction of the flow was calculated (compare
Figure 3) to comply with the model of
Figure 12. Finally, the characteristic length was chosen to be the mean spacing between the asperities in the direction of the flow.
Table 4 shows the factors for the two experiments (according to Equations (2), (3) and (7)).
Clearly, the flow within the experiments is laminar, and viscous forces are far greater than inertial forces. The Modified Reynolds Number shows that the viscous force in the direction of the gap is greater than the inertial force, therefore indicating that the essential flow behavior results from the same physical cause. This justifies a cross-scale comparison. The values of N (in the range of 0.25) indicate that hydrodynamic friction is dominant in both experimental setups. Finally, the similar values of N indicate that the nature of the hydrodynamic lubrication is similar across the two experiments. In conclusion, the comparison of the factors from the two friction cases shows that the experiments are in similar friction regimes, and that a cross-scale analysis of the flow is promising.






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}