Tribological Performance and Application of Antigorite as Lubrication Materials

Abstract
:1. Introduction
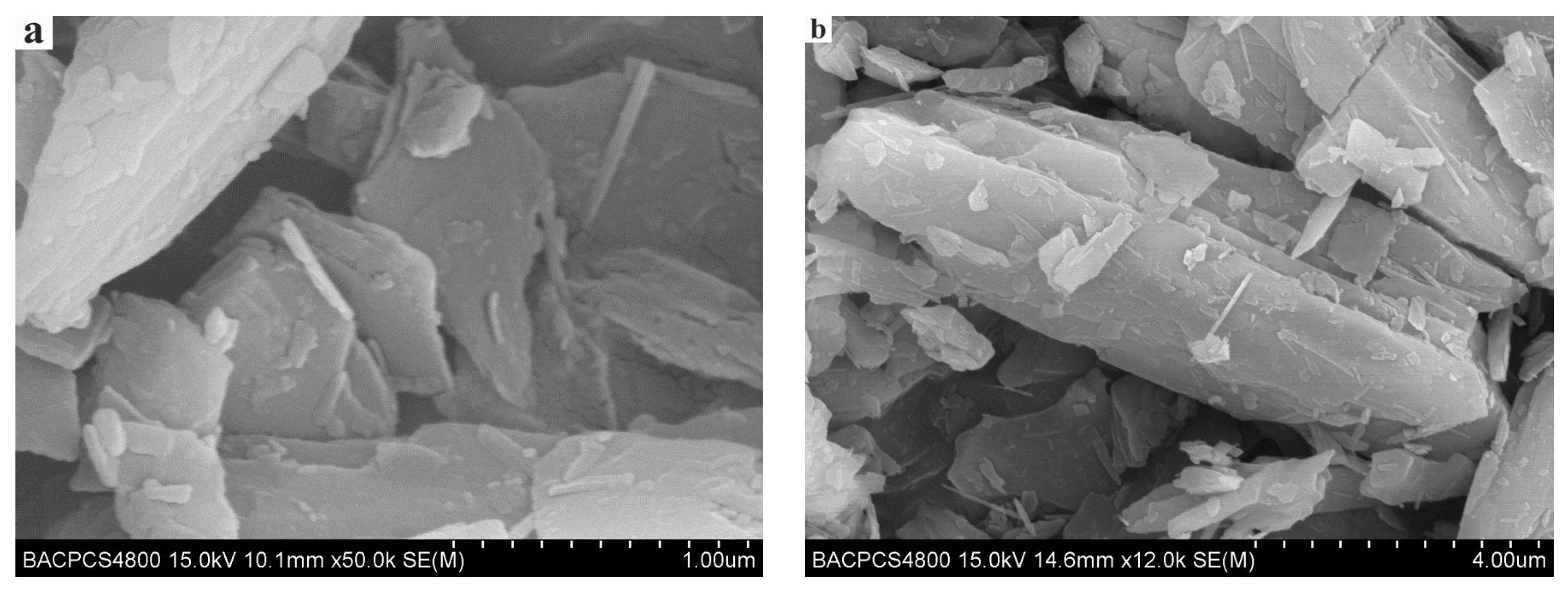
2. Mineralogy and Powder Characteristics of Antigorite
3. Tribological Performances of Antigorite
4. Application of Antigorite Lubricating Additive
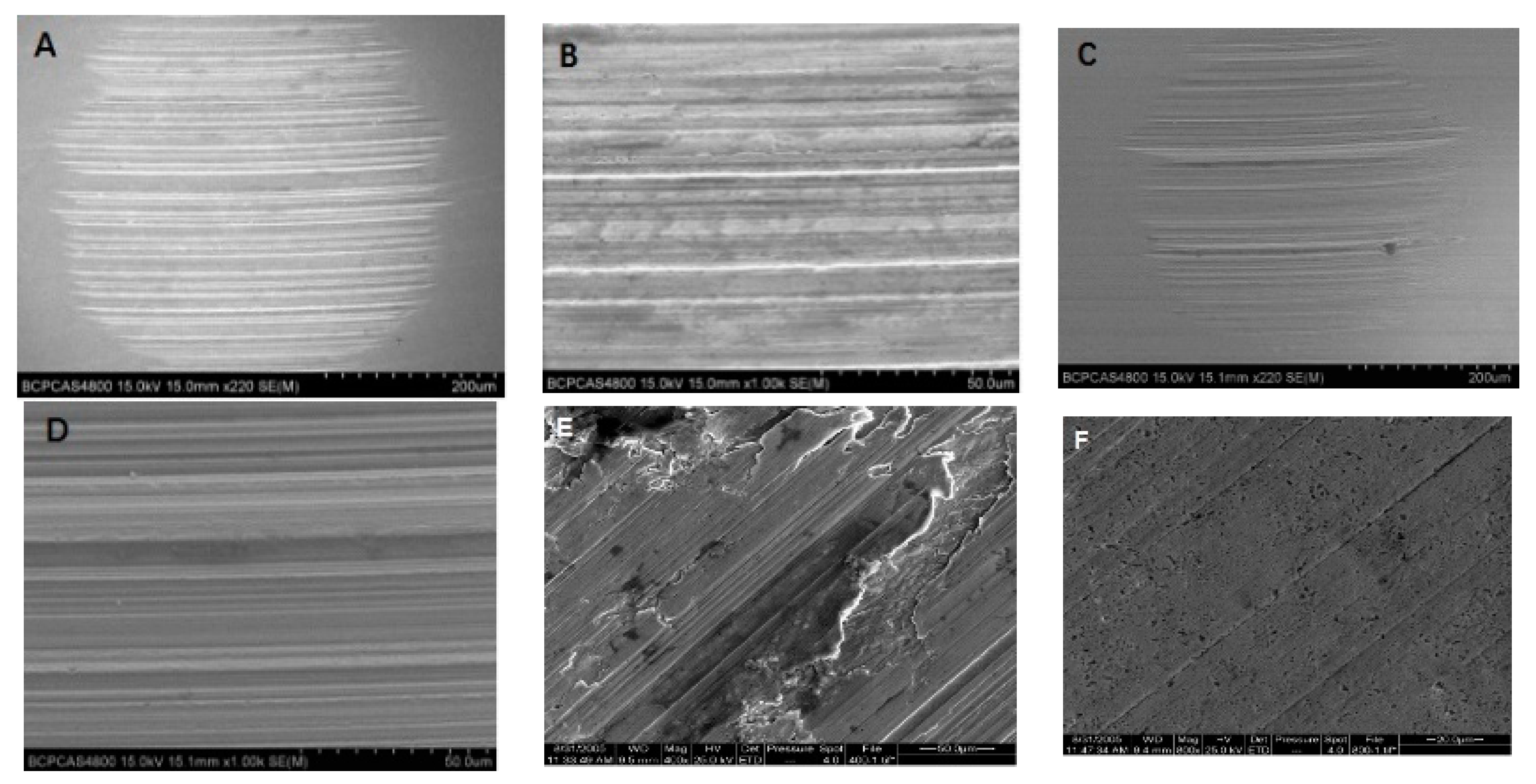
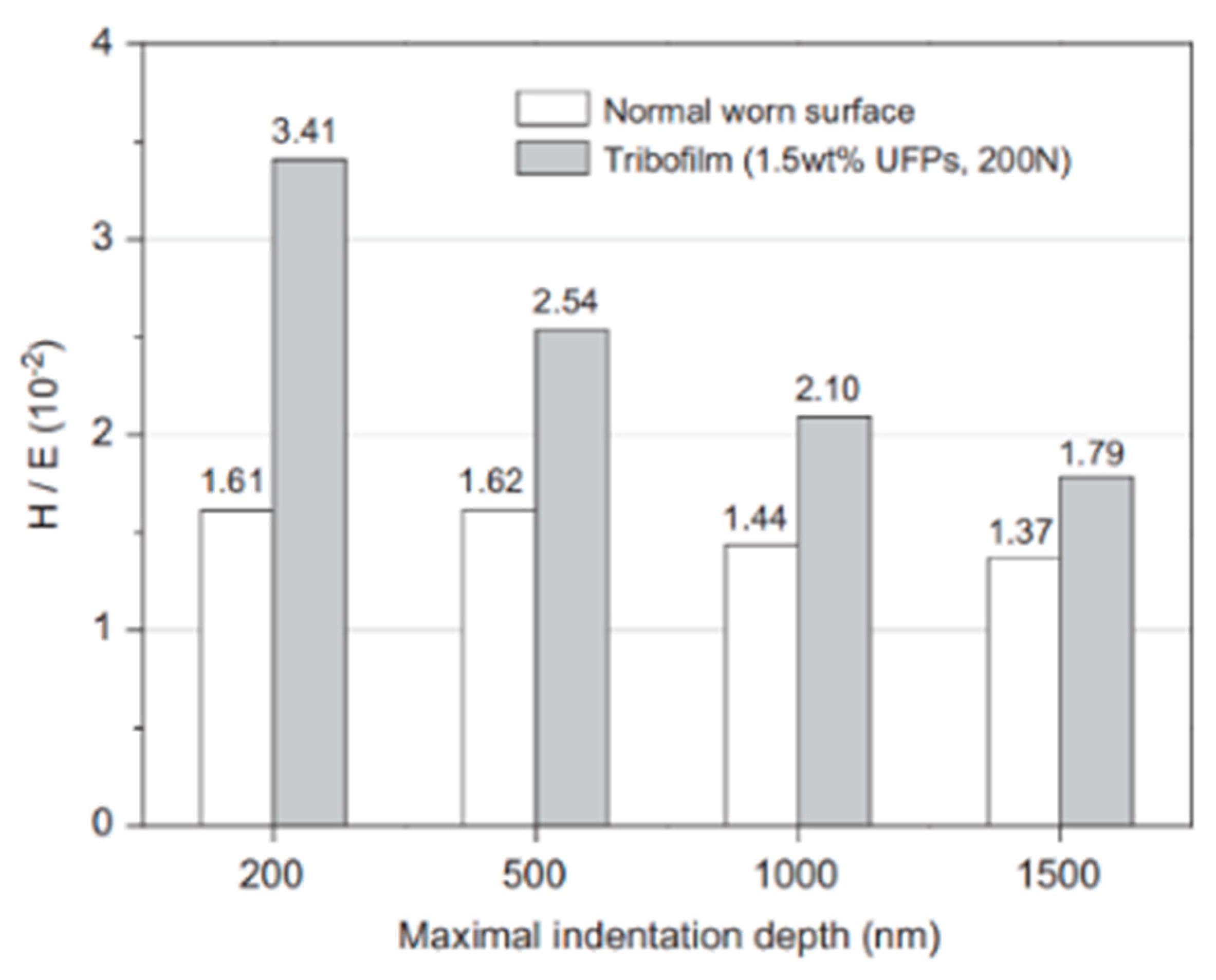
5. Physico-Chemical Characteristics of a Friction Pair Surface
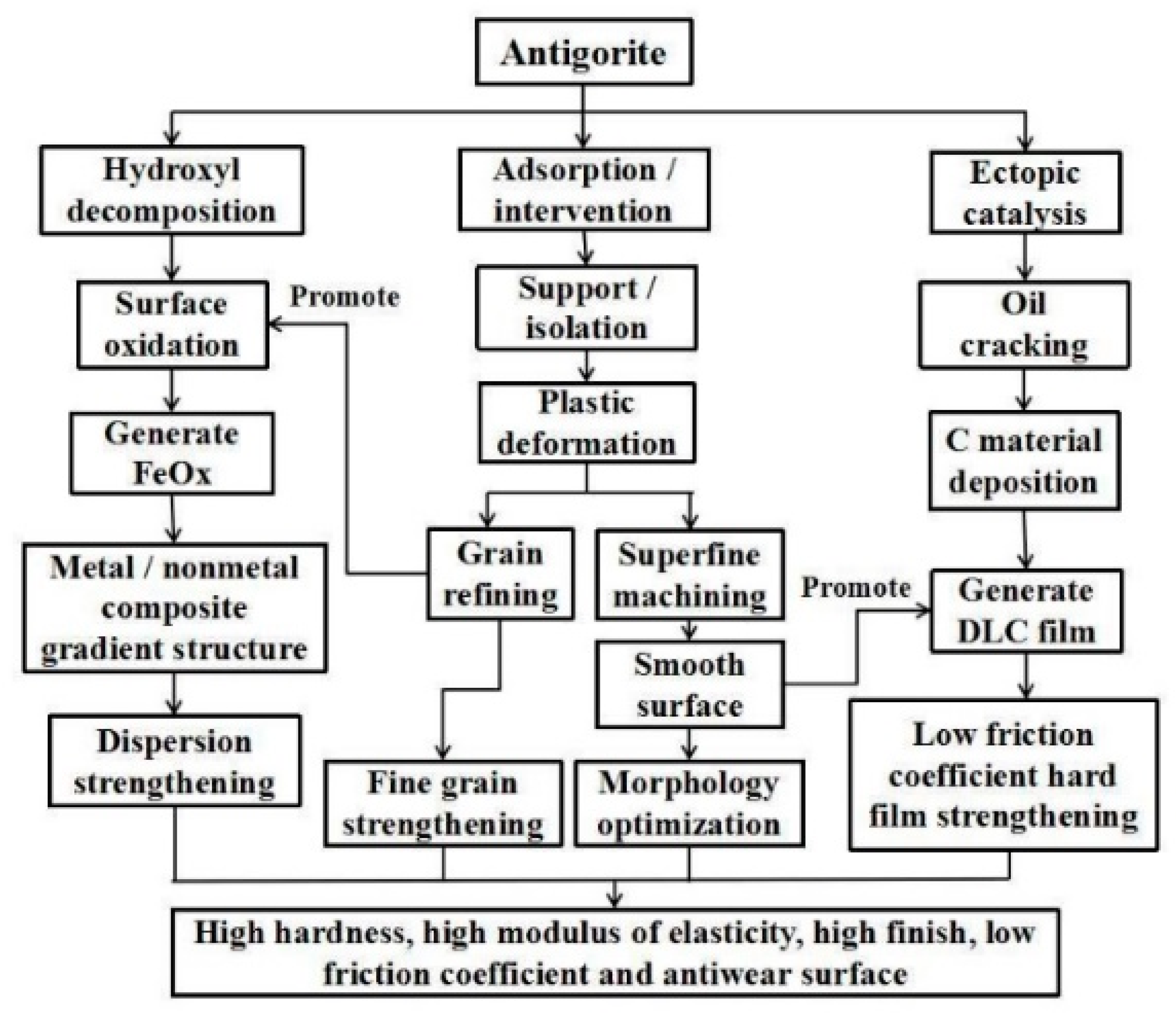
6. Mechanism Study
7. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Allam, I.M. Solid lubricants temperatures for applications at elevated—A review. J. Mater. Sci. 1991, 26, 3977–3984. [Google Scholar] [CrossRef]
- Bai, Z.M.; Wang, Z.Y.; Zhang, T.G.; Fu, F.; Yang, N. Synthesis and characterization of Co-Al-CO3 layered double metal hydroxides and assessment of their friction performances. Appl. Clay Sci. 2012, 59–60, 36–41. [Google Scholar] [CrossRef]
- Bai, Z.M.; Wang, Z.Y.; Zhang, T.G.; Fu, F.; Yang, N. Characterization and friction performances of Co-Al-layered double-metal hydroxides synthesized in the presence of dodecylsulfate. Appl. Clay Sci. 2013, 75–76, 22–27. [Google Scholar]
- Bai, Z.M.; Yang, N.; Guo, M.; Li, S. Antigorite: Mineralogical characterization and friction performances. Tribol. Int. 2016, 101, 115–121. [Google Scholar] [CrossRef]
- Raleigh, C.B.; Paterson, M.S. Experimental deformation of serpentinite and its tectonic implications. J. Geophys. Res. 1965, 70, 3965–3985. [Google Scholar] [CrossRef]
- Dengo, C.A.; Logan, J.M. Implications of the mechanical and frictional behavior of serpentinite to seismogenic faulting. J. Geophys. Res. 1981, 86, 10771–10782. [Google Scholar] [CrossRef]
- Reinen, L.A.; Weeks, J.D.; Tullis, T.E. The frictional behavior of serpentinite: Implications for aseismic creep on shallow crustal faults. Geophys. Res. Lett. 1991, 18, 1921–1924. [Google Scholar] [CrossRef]
- Reinen, L.A.; Weeks, J.D.; Tullis, T.E. The frictional behavior of lizardite and antigorite serpentinites: Experiments, constitutive models, and Implications for natural faults. Pure Appl. Geophys. 1994, 143, 317–358. [Google Scholar] [CrossRef]
- Moore, D.E.; Lockner, D.A.; Summers, R.; Ma, S.L.; Byerlee, J.D. Strength of chrysotile- serpentinite gouge under hydrothermal conditions: Can it explain a weak San Andreas fault? Geology 1996, 24, 1041–1044. [Google Scholar] [CrossRef]
- Morrow, C.A.; Moore, D.E.; Lockner, D.A. The effect of mineral bond strength and adsorbed water on fault gouge frictional strength. Geophys. Res. Lett. 2000, 27, 815–818. [Google Scholar] [CrossRef] [Green Version]
- Jung, H.; Fei, Y.W.; Silver, P.G.; Green, H.W. Frictional sliding in serpentine at very high pressure. Earth Planet. Sci. Lett. 2009, 277, 273–279. [Google Scholar] [CrossRef]
- Yang, H.; Li, S.H.; Jin, Y.S. Study on tribological behavior of Mg6Si4O10(OH)8 additive package with steel tribo-pair. Tribology 2005, 25, 308–311. [Google Scholar]
- Tupotilov, N.N.; Ostrikov, V.V.; Kornev, A.Y. Finely disperse minerals as antiwear additives for lube oils. Chem. Technol. Fuels Oils 2008, 44, 29–33. [Google Scholar] [CrossRef]
- Lyubimova, D.N.; Dolgopolova, K.N.; Kozakovb, A.T.; Nikolskiib, A.V. Improvement of performance of lubricating materials with additives of clayey minerals. J. Frict. Wear 2011, 32, 442–451. [Google Scholar] [CrossRef]
- Pogodaev, L.I.; Buyanovskii, I.A.; Kryukov, E.Y.; Kuz’min, V.N.; Usachev, V.V. The mechanism of interaction between natural laminar hydrosilicates and friction surfaces. J. Mach. Manuf. Reliab. 2009, 38, 476–484. [Google Scholar] [CrossRef]
- Dolgopolov, K.N.; Lyubaimov, D.N.; Chigarenkoc GGPonomarenko, A.G.; Chigarenko, G.G.; Boiko, M.V. The structure of lubricating layers appearing during friction in the presence of additives of mineral friction modifiers. J. Frict. Wear 2009, 30, 377–380. [Google Scholar] [CrossRef]
- Dolgopolov, K.N.; Lyubaimov, D.N.; Kozakovb, A.T.; Nikol’skii, A.V.; Glazunova, E.A. Tribochemical aspects of interactions between high-dispersed serpentine particles and metal friction surface. J. Frict. Wear 2012, 33, 108–114. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, B.S.; Xu, Y.; Wang, X.L.; Zhang, B.S. Effect of magnesium silicate hydroxide on the friction behavior of ductile cast iron pair and the self-repairing performance. J. Chin. Ceram. Soc. 2009, 37, 492–495. [Google Scholar]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Gao, F.; Shi, P.J.; Wu, Y.X. Cu nanoparticles effect on the tribological properties of hydrosilicate powders as lubricant additive for steel–steel contacts. Tribol. Int. 2011, 44, 878–886. [Google Scholar] [CrossRef]
- Jin, Y.S. The effect of internal oxidation from serpentine on generating reconditioning layer on worn ferrous metal surfaces. Chin. Surf. Eng. 2010, 23, 45–50. [Google Scholar]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Zhao, Y.; Xu, B.S.; Bai, Z.M. Tribological behaviors of surface-coated serpentine ultrafine powders as lubricant additive. Tribol. Int. 2010, 43, 667–675. [Google Scholar] [CrossRef]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Zhang, W.; Xu, B.S. Effect of thermal activation on the tribological behaviours of serpentine ultrafine powders as an additive in liquid paraffin. Tribol. Int. 2011, 44, 1736–1741. [Google Scholar] [CrossRef]
- Qi, X.W.; Jia, Z.N.; Yang, Y.L.; Fan, B.L. Characterization and auto-restoration mechanism of nanoscale serpentine powder as lubricating oil additive under high temperature. Tribol. Int. 2011, 44, 805–810. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Bai, Z.M.; Zhao, D.; Yan, C.M. Synthesis and tribological properties of serpentine/La composite powders. J. Chin. Ceram. Soc. 2012, 40, 126–130. [Google Scholar]
- Zhao, F.Y.; Bai, Z.M. Tribological properties of serpentine, La (OH)3 and their composite particles as lubricant additives. Wear 2012, 288, 72–77. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Kasrai, M.; Sham, T.K.; Bai, Z.M. Characterization of tribofilms generated from serpentine and commercial oil using X-ray absorption spectroscopy. Tribol Lett. 2013, 50, 287–297. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Kasrai, M.; Sham, T.K.; Bai, Z.M.; Zhao, D. Characterization of tribofilms derived from zinc dialkyl dithiophosphate and serpentine by X-ray absorption spectroscopy. Tribol. Int. 2014, 73, 167–176. [Google Scholar] [CrossRef]
- Caruso, L.J.; Chernosky, J.J.V. The stability of lizardite. Can. Miner. 1979, 17, 757–769. [Google Scholar]
- Fuchs, Y.; Linares, J.; Mellini, M. Mossbauer and infrared spectrometry of lizardite-1T from Monte Fico, Elba. Phys. Chem. Miner. 1998, 26, 111–115. [Google Scholar] [CrossRef]
- Capitani, G.; Mellini, M. The modulated crystal structure of antigorite: The m = 17 polysome. Am. Mineral. 2004, 89, 147–158. [Google Scholar] [CrossRef]
- Uehara, S.; Shirozu, H. Variations in chemical composition and structural properties of antigorites. J. Mineral. Petrol. Sci. 1985, 12, 299–318. [Google Scholar] [CrossRef] [Green Version]
- Evans, B.W.; Dyar, M.D.; Kuehner, S.M. Implication of ferrous and ferric iron in antigorite. Am. Mineral. 2012, 97, 184–196. [Google Scholar] [CrossRef]
- Mellini, M.; Zanazzi, P.F. Crystal structures of lizardite 1T and lizardite 2H1 from Coli, Italy. Am. Mineral. 1987, 72, 943–948. [Google Scholar]
- Anthony, J.W.; Bideaux, R.A.; Bladh, K.W.; Nichols, M.C. Handbook of Mineralogy; Mineralogical Society of America: Chantilly, VA, USA; pp. 20151–21110. Available online: http://www.handbookofmineralogy.org/ (accessed on 22 August 2020).
- MacKenzie, K.J.D.; Meinhold, R.H. Thermal reactions of chrysotile revisited; a 29 Si and 25 Mg MAS NMR study. Am. Miner. 1994, 79, 43–50. [Google Scholar]
- Viti, C. Serpentine minerals discrimination by thermal analysis. Am. Miner. 2010, 95, 631–638. [Google Scholar] [CrossRef]
- Gualtieri, A.F.; Giacobbe, C.; Viti, C. The dehydroxylation of serpentine group minerals. Am. Miner. 2012, 97, 666. [Google Scholar] [CrossRef]
- Alvarez-Silva, M.; Uribe-Salas, A.; Watersa, K.E.; Finch, J.A. Zeta potential study of pentlandite in the presence of serpentine and dissolved mineral species. Miner. Eng. 2016, 85, 66–71. [Google Scholar] [CrossRef]
- Manser, R.M. Handbook of Silicate Flotation; Warren Spring Laboratory: Stevenage, UK, 1975. [Google Scholar]
- Li, G.J.; Zhao, P.; Bai, Z.M. Surface characteristics of serpentine. J. Chin. Ceram. Soc. 2017, 45, 1204–1210. [Google Scholar]
- Feng, B.; Lu, Y.P.; Feng, Q.M. Mechanisms of surface charge development of serpentine mineral. Trans. Nonferrous Met. Soc. China 2013, 23, 1123–1128. [Google Scholar] [CrossRef]
- Cao, J.; Zhang, Z.Z.; An, S.H.; Wang, C. Surface modification and tribology properties in bass oil of ultra-fine serpentine. J. Chin. Ceram. Soc. 2008, 36, 1210–1214. [Google Scholar]
- Cao, J.; Zhang, Z.Z.; Zhao, F.X.; Jiang, C.J.; Duan, Z.W. The Effect of different surfactants on the dispersion properties of serpentine in the alcohol solvent. Lubr. Eng. 2007, 32, 83–86. [Google Scholar]
- Li, G.J.; Bai, Z.M.; Zhao, P. Antifriction repair function of serpentine on Fe based metal friction pairs. J. Chin. Ceram. Soc. 2018, 46, 306–314. [Google Scholar]
- Li, G.J.; Bai, Z.M.; Huang, W.J.; Ju, Y. Research of serpentine powder surface modification. Bull. China Ceram. Soc. 2008, 6, 1091–1095. [Google Scholar]
- Qi, X.W.; Lu Li Jia, Z.N.; Yang, Y.L.; Fan, B.L.; Shi, L. Tribological properties of serpentine nanoparticles as oil additive under different material friction pairs. Adv. Mater. Res. 2011, 199–200, 1051–1057. [Google Scholar] [CrossRef]
- Leont’ev, L.B.; Shapkin, N.P.; Leont’ev, A.L.; Shkuratov, A.L.; Vasil’eva, V.V. Effect of the composition of mineral and organomineral mixtures on the tribological properties of friction pairs. Inorg. Mater. 2013, 49, 894–898. [Google Scholar] [CrossRef]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Wei, M.; Xu, B.S. Tribological properties of heat treated serpentine ultrafine powders as lubricant additives. Tribology 2011, 31, 504–509. [Google Scholar]
- Zheng, W.; Zhang, Z.Z.; Zhao, F.X.; Xu, D.D. Heat treating serpentine powder and its effect on the tribological properties of lube base oil. Pet. Process. Petrochem. 2013, 44, 71–74. [Google Scholar]
- Wu, J.W.; Wang, X.; Zhou, L.H.; Wei, X.C.; Wang, W.R. Formation factors of the surface layer generated from serpentine as lubricant additive and composite reinforcement. Tribol. Lett. 2017, 65, 93–102. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Li, Z.P.; Yan, J.C.; Ren, T.H.; Zhao, Y.D. Tribological behaviours of surface-modified serpentine powder as lubricant additive. Ind. Lubr. Tribol. 2016, 68, 1–8. [Google Scholar] [CrossRef]
- Yu, H.L.; Xu, Y.; Xu, B.S.; Shi, P.J.; Zhao, C.F. Research on tribological properties of No.2 tank grease improved by ultra-fine mineral micro-powder. J. Acad. Armored Force Eng. 2009, 23, 80–83. [Google Scholar]
- Wang, X.; Wu, J.W.; Wei, X.C.; Liu, R.D.; Cao, Q. The effect of serpentine additive on energy-saving and auto-reconditioning surface layer formation. Ind. Lubr. Tribol. 2017, 69, 158–165. [Google Scholar] [CrossRef]
- Fang, X.; Yan, Z.J.; Yan, X.L.; Liu, D.N.; Zhang, Y. Tribological properties of nano-ceria and serpentine mixtures as lubricating oil additives. Lubr. Eng. 2019, 44, 68–73. [Google Scholar]
- Zhang, Y.; Yan, Z.J.; Zhu, X.H.; Cheng, D.; Liu, D.N.; Yan, X.L. Tribological properties of compound additives of magnesium silicate hydroxide superfine powder and MoDTC in lubricating oil additives. Lubr. Eng. 2018, 43, 18–22. [Google Scholar]
- Si, Y.B.; Chang, Q.Y.; Qiao, J.F.; Cui, Y.B. Friction reduction and antiwear properties of serpentine and oleic acid as lubricating oil additives. Lubr. Eng. 2015, 40, 42–45. [Google Scholar]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Ba, Z.X.; Wang, Z.Z. Self-restoration effect and action mechanism of tribopairs consisting of analogue shaft-bushing induced by serpentine powders. Mater. Sci. Eng. Powder Metall. 2013, 18, 346–352. [Google Scholar]
- Yang, Q.M.; Bai, Z.M. The Material characteristic and tribological intervention behaviors of hyper-fine serpentine powder and its industrial application. Lubr. Eng. 2010, 35, 98–101. [Google Scholar]
- Liu, J.J.; Guo, F.W. The application and analysis of a new self-repairing technology on the frictional surface. China Surf. Eng. 2004, 3, 42–47. [Google Scholar]
- Yan, Y.H.; Xiao, H.; Yang, Y.L. Influence of the self-repairing additive concentration on tribology properties of cast iron/cast iron friction pair. China Surf. Eng. 2008, 21, 35–39. [Google Scholar]
- Yin, Y.L.; Yu, H.L.; Wang, H.M.; Zhang, Z.; Bai, Z.M.; Xu, B.S. Effect of serpentine mineral as lubricant additive on the tribological behaviors of tin bronze. Tribology 2020, 40, 510–519. [Google Scholar]
- Chen, M.; Xu, Z.S.; Xue, B.; Liu, Y.; Ma, W.D. Friction and wear performance of a NiAl-8 wt% serpentine-2 wt% TiC composite at high temperatures. Mater. Res. Express 2018, 5. [Google Scholar] [CrossRef]
- Pang, N.; Bai, Z.M. The antifriction properties of ultra-fine serpentine powders as lube oil additive on iron-based friction pair. Adv. Mater. Res. 2012, 399–401, 616–619. [Google Scholar] [CrossRef]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Ba, Z.X.; Wang, Z.Z. Lanthanum effect on the tribological behaviors of natural serpentine as lubricant additive. Tribol. Trans. 2013, 56, 417–427. [Google Scholar] [CrossRef]
- Gao, Y.Z.; Chen, W.G.; Zhang, H.C. Super lubricity characteristics using ceramic composite mineral powder as lubricating oil additive. In Advanced Tribology; Springer: Berlin/Heidelberg, Germany, 2009; pp. 329–332. [Google Scholar]
- Xu, Y.; Zhang, B.S.; Xu, B.S.; Gao, F.; Shi, P.J.; Zhang, B. Thermodynamic characteristics and tribological properties of lanthanum/serpentine composite lubricating material. Mater. Sci. Eng. Powder Metall. 2011, 16, 349–354. [Google Scholar]
- Wang, L.Y.; Zhang, Z.Z.; Huang, J.J.; Zhao, F.X. Study on tribological properties of gear oil with nano-metal/serpentine powder. Pet. Process. Petrochem. 2016, 47, 98–102. [Google Scholar]
- Sleptsova, S.A.; Afanas’eva, E.S.; Grigor’eva, V.P. Structure and tribological behavior of polytetrafluoroethylener modoifed with layered Silicates. J. Frict. Wear 2009, 30, 431–437. [Google Scholar] [CrossRef]
- Jia, Z.N.; Yang, Y.L. Self-lubricating properties of PTFE/serpentine nanocomposite against steel at different loads and sliding velocities. Comp. Part B 2012, 43, 2072–2078. [Google Scholar] [CrossRef]
- Jia, Z.N.; Yang, Y.L.; Chen, J.J.; Yu, X.J. Influence of serpentine content on tribological behaviors of PTFE/serpentine composite under dry sliding condition. Wear 2010, 268, 996–1001. [Google Scholar] [CrossRef]
- Li, S.M.; Zhang, Q.X.; Zhang, J.H. Tribological properties of TiAl matrix composite with serpentine powder. J. Wuhan Univ. Technol. 2016, 38, 13–39. [Google Scholar]
- Wu, J.W.; Wang, X.; Zhou, L.H.; Wei, X.C.; Wang, W.R. Preparation, mechanical and anti-friction properties of Al/Si/serpentine composites. Ind. Lubr. Tribol. 2018, 70, 1051–1059. [Google Scholar] [CrossRef]
- Xue, B.; Jing, P.X.; Ma, W.D. Tribological properties of NiAl Matrix composites filled with serpentine powders. J. Mater. Eng. Perform. 2017, 26, 5816–5824. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, F.X.; Zhang, Z.Z.; Yang, J.H. Tribological properties and initial exploration mechanism of composite grease with bismuth nano-particles and ultrafine serpentine powders. Acta Pet. Snica Pet. Process. Sci. 2011, 27, 643–648. [Google Scholar]
- Yang, H.W.; Li, Z.L.; Fei, Y.W.; Sun, S.A. Anti-wear & self-repair mechanism of magnesium silicate and talc powder. Synth. Lubr. 2006, 33, 1–3. [Google Scholar]
- Qu, M.; Zhao, F.X.; Zhang, Z.Z.; Yang, J.H. Study on the triological properties of the grease added with ultra-fine serpentine powders. Lubr. Eng. 2010, 35, 74–76. [Google Scholar]
- Yu, H.L.; Xu, Y.; Shi, P.J.; Wang, H.M.; Wei, M.; Zhao, K.K.; Xu, B.S. Microstructure, mechanical properties and tribological behavior of tribofilm generated from natural serpentine mineral powders as lubricant additive. Wear 2013, 297, 802–810. [Google Scholar] [CrossRef]
- Yu, Y.; Gu, J.L.; Kang, F.Y.; Kong, X.Q.; Mo, W. Surface restoration induced by lubricant additive of natural minerals. Appl. Surf. Sci. 2007, 253, 7549–7553. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, B.S.; Xu, Y.; Shi, P.J.; Wang, X.L.; Zhang, B. Study on the characteristics of wear resistance using silicate particles as additive on the metal friction pairs. Key Eng. Mater. 2008, 373–374, 452–455. [Google Scholar] [CrossRef]
- Shi, P.J.; Yu, H.L.; Zhao, Y.; Xu, Y.; Xu, B.S.; Bai, Z.M. Effects of in-situ tribochemical treatment on mechanical property and tribological behavior of 45 steel. Trans. Mater. Heat Treat. 2007, 28, 113–117. [Google Scholar]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Wu, Y.X.; Zhang, B. Friction reduction and anti-wear mechanism of serpentine micro powders for spheroidal graphite iron tribopair. J. Chin. Ceram. Soc. 2009, 37, 2037–2042. [Google Scholar]
- Yang, H.; Jin, Y.S.; Kazuhiko, Y. Experimental study of applying Mg6Si4O10(OH)8 reconditioner to simulative journal bearing. Lubr. Eng. 2006, 7, 144–146. [Google Scholar]
- Yang, H.; Zhang, Z.Y.; Li, S.H.; Jin, Y.S. XPS Characterization of auto-reconditioning layer on worn metal surfaces. Spectrosc. Spectr. Anal. 2008, 25, 945–948. [Google Scholar]
- Zhang, B.; Xu, B.S.; Xu, Y.; Zhang, B.S. Tribological characteristics and self-repairing effect of hydroxy-magnesium silicate on various surface roughness friction pairs. J. Cent. South Univ. Technol 2011, 18, 1326–1333. [Google Scholar] [CrossRef]
- Chen, W.G.; Gao, Y.Z.; Zhang, H.C.; Xu, X.L.; Yu, Z.W. Investigation of the effects of lubricant oil with silicate particles as additive on the wear resistance of friction pair. China Surf. Eng. 2006, 19, 36–39. [Google Scholar]
- An, X. The field test of magnesium silicate hydroxide as lubricating oil additive. Synth. Mater. Aging Appl. 2017, 46, 57–59. [Google Scholar]
- Zhou, P.Y. Experiment on self-repairing metal material applied to diesel engine of locomotive. Railw. Locomot. Car 2003, 23, 13–15, 53. [Google Scholar]
- Sleptsova, S.A.; Okhlopkova, A.A.; Kapitonova, I.V.; Lazareva, N.N.; Makarov, M.M.; Nikiforov, L.A. Spectroscopic study of tribooxidation processes in modified PTFE. J. Frict. Wear 2016, 37, 129–135. [Google Scholar] [CrossRef]
- Zhi, X.L.; Yan, H.X.; Li, S.; Niu, S.; Liu, C.; Xu, P.L. High toughening and low friction of novel bismaleimide composites with organic functionalized serpentine@Fe3O4. J. Polym. Res. 2017, 24, 1–8. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology; John Wiley & Sons: New York, NY, USA, 2002. [Google Scholar]
- Yin, Y.L.; Yu, H.L.; Wang, H.M.; Zhou, X.Y.; Song, Z.Y.; Xu, Y.; Xu, B.S. Tribological performance of phyllosilicate minerals as lubricating oil additives. J. Chin. Ceram. Soc. 2020, 48, 299–308. [Google Scholar]
- Zhang, Z.Y.; Yang, H.; Li, S.H.; Jin, Y.S.; Zhang, W.F. Application research of auto reconditioner for worn metals on DF locomotive diesel engines. Lubr. Eng. 2004, 4, 75–80. [Google Scholar]
- Yang, Q.M. Industrial Test of the Tribological behaviors under material intervention circumstances. Lubr. Eng. 2009, 34, 17–19. [Google Scholar]
- Qi, X.W.; Lu Li Jia, Z.N.; Yang, Y.L.; Liu, H.R. Comparative tribological properties of magnesium hexasilicate and serpentine powder as lubricating oil additives under High temperature. Tribol. Int. 2012, 49, 53–57. [Google Scholar] [CrossRef]
- Zhang, B.S.; Xu, B.S.; Xu, Y.; Ba, Z.X.; Wang, Z.Z. An amorphous Si-O film tribo-induced by natural hydrosilicate powders on ferrous surface. Appl. Surf. Sci. 2013, 285, 759–765. [Google Scholar] [CrossRef]
- Gao, Y.Z.; Zhang, H.C.; Xu, X.L.; Wang, L.; Chen, W.G. Formation mechanism of self-repair coatings on the worn metal surface using silicate particles as lubricant oil additive. Lubr. Eng. 2006, 10, 39–42. [Google Scholar]
- Xiao, Z.; Hou, G.L.; Su, X.J.; Bi, S.; Ma, H.L. Friction-reducing performance of serpentine on 45# carbon steel surfaces with different roughness. J. Chin. Ceram. Soc. 2012, 40, 1190–1195. [Google Scholar]
- Qi, X.W.; Jia, Z.N.; Chen, H.M.; Yang, Y.L.; Wu, Z. Self-repairing characteristics of powder as an additive on steel-chromium plating pair under high temperature. Tribol. Trans. 2013, 56, 516–520. [Google Scholar] [CrossRef]
- Dolgopolov, K.N.; Lyubimov, D.N.; Kolesnikov, I.V. Investigation of the microstructure of mineral films obtained by frictional interaction. Glass Phys. Chem. 2016, 42, 302–306. [Google Scholar] [CrossRef]
- Yang, Y.L.; Yan, Y.H.; Zhang, R.J.; Re, J. Influence of wear time on metal wear self-repair and mechanism analysis. Chin. J. Mech. Eng. 2008, 44, 172–176. [Google Scholar] [CrossRef]
- Zhao, F.Y. Tribological Properties of Serpentine Micro-Nanoparticles and Mechanisms of Tribofilm Formation; China University of Geosciences: Beijing, China, 2014. [Google Scholar]
- Veblen, D.R.; Wylie, A.G. Mineralogy of amphiboles and 1:1 layer silicates. In Reviews in Mineralogy and Geochemistry; Mineralogical Society of America: Washington, DC, USA, 1993; Volume 28, pp. 61–131. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Friction and Wear Experiments | |||||||
| No. | System and Test Devices | μc (%) | wearc (%) | References | |||
| (1) | Oil + AMNP 0.86 µm (1.0%) (FB) | 19.3 | 16.41 | [4] | |||
| (2) | Oil + AMNP(FB) | - | 18.7 | [13] | |||
| (3) | Oil + AMNP < 10.0 µm (0.025%) (FB) | - | 20.5 | [14] | |||
| (4) | Oil + AMNP < 0.5 µm (0.5%) (P-D) | 68.1 | - | [18] | |||
| (5) | Oil + AMNP < 0.5 µm (0.5%) (P-F) | 21.3 | 49.7 | [19] | |||
| (6) | Oil + AMNP < 1.0 µm (1.5%) (R-D) | 55.3 | 82.0 | [22] | |||
| (7) | Oil + AMNP < 0.8 µm (1.0%) (FB) | 21.7 | - | [24] | |||
| (8) | Oil + AMNP 3.0 µm (1.0%) (P-D) | 9.8 | 23.3 | [26] | |||
| (9) | Oil + AMNP 3.0 µm (0.1%) (P-D) | - | 30.4 | [27] | |||
| (10) | Oil + AMNP 1.0 µm (1.5%) (P-D) | 58.6 | 61.4 | [46] | |||
| (11) | Oil + AMNP (2.5%) (D-D) | 10.0 | 50.0 | [47] | |||
| (12) | Oil + AMNP < 1.0 µm (1.5%) (P-F) | 29.0 | 18.0 | [48] | |||
| (13) | Oil + AMNP 0.3 µm (1.0%) (FB) | 30.8 | 15.7 | [49] | |||
| (14) | Oil + AMNP < 1.0 µm (0.5%) (P-D) | 41.2 | 28.0 | [50] | |||
| (15) | Oil + AMNP < 1.0 µm (0.5%) (P-D) | 33.3 | - | [50] | |||
| (16) | Oil + AMNP < 0.3 µm (10.0%) (FB) | 14.8 | 11.82 | [51] | |||
| (17) | Oil + AMNP < 0.4 µm (1.0%) (FB) | 14.8 | 11.6 | [51] | |||
| (18) | Oil + AMNP < 0.5 µm (0.05%) (P-F) | 16.4 | 56.7 | [52] | |||
| (19) | Oil + AMNP (0.5%) (FB) | 53.3 | 42.6 | [53] | |||
| (20) | Oil + AMNP < 2.0 µm (0.5%) (P-F) | 18.4 | 42.4 | [54] | |||
| (21) | Oil + AMNP 0.19 µm (0.25%) (FB) | 18.1 | 32.8 | [55] | |||
| (22) | Oil + AMNP 1.0 µm (0.5%) (FB) | - | 79.7 | [56] | |||
| (23) | Oil + AMNP < 0.5 µm (0.5%) (F-C) | 9.7 | 40.7 | [57] | |||
| (24) | Oil + AMNP < 1.0 µm (1.0%) (R-D) | 50.0 | - | [58] | |||
| (25) | Oil + AMNP 0.02 µm (2.0%) (P-D) | - | 48.0 | [59] | |||
| (26) | Oil + AMNP 0.2 µm (3.0%) (TW) | 89.5 | - | [60] | |||
| (27) | Oil + AMNP < 0.3 µm (0.5%) (P-F) | 12.3 | 66.7 | [61] | |||
| (28) | Oil + AMNP 0.3 µm (0.5%) (P-F) | 36.6 | 53.6 | [62] | |||
| (29) | Oil + AMNP < 1.0 µm (1.0%) (F-C) | 68.3 | - | [63] | |||
| (30) | Oil + AMNP < 0.5 µm (0.5%) (P-F) | 15.5 | 50.0 | [64] | |||
| (31) | Oil + AMNP 1.6 µm (0.5%) (P-F) | 51.5 | 29.6 | [65] | |||
| (32) | Oil + AMNP 300 °C (1.5%) (P-F) | 40.0 | 39.0 | [48] | |||
| (33) | Oil + AMNP 600 °C (1.5%) (P-F) | 38.0 | 23.0 | [48] | |||
| (34) | Oil + AMNP 800 °C (1.5%) (P-F) | −8.0 | −2.0 | [48] | |||
| (35) | Oil + AMNP 1050 °C (1.5%) (P-F) | −13.0 | −8.0 | [48] | |||
| (36) | Oil + AMNP 200 °C (1.0%) (FB) | 33.9 | 17.1 | [49] | |||
| (37) | Oil + AMNP 500 °C (1.0%) (FB) | 27.2 | 11.4 | [49] | |||
| (38) | Oil + AMNP 600 °C (1.0%) (FB) | 27.1 | 11.4 | [49] | |||
| (39) | Oil + AMNP 800 °C (1.0%) (FB) | 26.6 | 8.6 | [49] | |||
| (40) | Oil + AMNP + La(OH)2 (0.5%) (FB) | 24.6 | 41.9 | [25] | |||
| (41) | Oil + AMNP (0.46%) + Cu (0.04%) (P-F) | 31.3 | 65.1 | [19] | |||
| (42) | Oil + AMNP (0.25%) + Ce (0.25%) (FB) | 43.9 | 50.0 | [54] | |||
| (43) | Oil + AMNP (0.475%) + La (0.025%) (FB) | 34.2 | 68.8 | [66] | |||
| (44) | Oil + AMNP (0.07%) + Ni (0.1%) + Cu (0.3%) (FB) | 37.4 | 34.0 | [67] | |||
| (45) | Oil + AMNP (0.25%) + Mo (0.3%) (FB) | 32.8 | 53.2 | [55] | |||
| (46) | Oil + AMNP (0.48%) + La (0.02%) (P-F) | 29.1 | 60.0 | [64] | |||
| (47) | PTFE + AMNP (1%) (RF-RC) | 10.0 | 95.6 | [68] | |||
| (48) | PTFE + AMNP (2%) (RF-RC) | 15.0 | 99.8 | [68] | |||
| (49) | PTFE + AMNP (5%) (RF-RC) | 10.0 | 99.6 | [68] | |||
| (50) | PTFE + AMNP (10%) (RF-RC) | 0.0 | 99.4 | [68] | |||
| (51) | PTFE + AMNP (10%) (P-D) | 9.5 | - | [69] | |||
| (52) | PTFE + AMNP (10%) (P-D) | 2.7 | 94.4 | [70] | |||
| (53) | Cu60Zn40 + AMNP (1.0%) (P-D) | 11.1 | 120 | [57] | |||
| (54) | TiAl + AMNP (7.0%) 25 °C (P-D) | 15.0 | 24.6 | [71] | |||
| (55) | TiAl + AMNP (7.0%) 200 °C (P-D) | 8.8 | 24.3 | [71] | |||
| (56) | TiAl + AMNP (7.0%) 600 °C (P-D) | 20.8 | 41.9 | [71] | |||
| (57) | TiAl + AMNP (7.0%) 800 °C (P-D) | 8.0 | 11.4 | [71] | |||
| (58) | Al88Si12 + AMNP (3.0%) (P-D) | 8.6 | 32.7 | [72] | |||
| (59) | NiAl + AMNP (8.0%) 100 °C (P-D) | 8.2 | 40.5 | [62] | |||
| (60) | NiAl + AMNP (8.0%) 300 °C (P-D) | 20.9 | 53.1 | [62] | |||
| (61) | NiAl + AMNP (8.0%) 500 °C (P-D) | 39.8 | 62.6 | [62] | |||
| (62) | NiAl + AMNP (8.0%) 700 °C (P-D) | 36.7 | 58.7 | [62] | |||
| (63) | NiAl + AMNP (2%) (P-D) | 17.7 | 15.8 | [73] | |||
| (64) | NiAl + AMNP (5%) (P-D) | 31.5 | 25.3 | [73] | |||
| (65) | NiAl + AMNP (8%) (P-D) | 45.2 | 29.5 | [73] | |||
| (66) | NiAl + AMNP (11%) (P-D) | 42.7 | 22.3 | [73] | |||
| No. | System (four-ball tester) | Pcr | Pweld | dwear | μc(%) | wearc (%) | References |
| (67) | Grease + AMNP (0%) | 549 | 1303 | 0.78 | [14] | ||
| (68) | Grease + AMNP (1%) | 588 | 1470 | 0.62 | 20.5 | [14] | |
| (69) | Grease + AMNP (2%) | 40.5 | 72.0 | [52] | |||
| (70) | Grease + AMNP (3%) | 7.7 | 7.6 | [74] | |||
| (71) | Grease + AMNP (0.75%) + Bi (2.25%) | 23.3 | 18.2 | [74] | |||
| (72) | Grease + AMNP (0%) | 413 | 1232 | 0.73 | [75] | ||
| (73) | Grease + AMNP (0.5%) | 547 | 1565 | 0.58 | 20.5 | [75] | |
| (74) | Grease + AMNP (0.7%) | 547 | 1565 | 10.3 | [76] | ||
| Comparison of Surface Hardness of Friction Pair | |||||||
| No. | Experimental condition | Without AMNP (GPa) | With AMNP (GPa) | References | |||
| (75) | Load 50 N, 45# steel, Friction time 10 h | 6.27 | 9.37 | [19] | |||
| (76) | Diesel cylinder after running 16 × 104 km | 6.26 | 11.37 | [20] | |||
| (77) | Load 10 N, 1045 steel, Friction time 1 h | 3.5 | 5.0 | [77] | |||
| (78) | Load 200 N, 45# steel, Friction time 2 h | 3.47 | 6.51 | [52] | |||
| (79) | Load 11.5 N, TiAl matrix, Friction time 0.5 h | 3.69 | 6.15 | [71] | |||
| (80) | Load 400 N, 45# steel, Friction time 2 h | 3.85 | 5.22 | [58] | |||
| (81) | Load 30 N, Tin Bronze, Friction time 1h | 2.4 | 3.5 | [61] | |||
| (82) | 45# steel, Friction time 160 h | 9.0 | 15.0 | [78] | |||
| (83) | Load 400 N, 45# steel, Friction time 8 h | 3.81 | 4.96 | [79] | |||
| (84) | 45# steel, Friction time 1 h | 2.39 | 3.18 | [80] | |||
| (85) | Cast iron, Friction time 72 h | 10.14 | 11.17 | [81] | |||
| (86) | Load 38.34 N, 45# steel, Friction time 24 h | 238.8 | 329.9 (Hv Hardness) | [82] | |||
| (87) | Diesel cylinder after running 29.3 × 104 km | 524 | 1119 (Hv Hardness) | [83] | |||
| (88) | Diesel cylinder after running 50 × 104 km | 540 | 1185 (Hv Hardness) | [59] | |||
| Comparison of Surface Elastic Modulus of Friction Pairs | |||||||
| No. | Experimental condition | Without AMNP (GPa) | With AMNP (GPa) | References | |||
| (89) | Load 50 N, 45# steel, Friction time 10 h | 253.9 | 285.2 | [19] | |||
| (90) | Diesel cylinder after running 16 × 104 km | 66.5 | 179.0 | [20] | |||
| (91) | Load 10 N, 1045 steel, Friction time 1 h | 210.0 | 235.0 | [77] | |||
| (92) | Load 200 N, 45# steel, Friction time 2 h | 214.7 | 236.6 | [52] | |||
| (93) | Load 400 N, 45# steel, Friction time 2h | 238.9 | 221.2 | [58] | |||
| (94) | Load 30 N, Tin Bronze, Friction time 1 h | 140.0 | 180.0 | [61] | |||
| (95) | 45# steel, Friction time 160 h | 200.0 | 370.0 | [78] | |||
| (96) | Load 400 N, 45# steel, Friction time 8 h | 196.5 | 213.3 | [79] | |||
| (97) | 45# steel, Friction time 1 h | 250.0 | 212.1 | [80] | |||
| (98) | Cast iron, Friction time 72 h | 208.0 | 296.0 | [81] | |||
| Comparison of Surface Roughness (Ra) of Friction Pairs | |||||||
| No. | Experimental condition | original surface (Ra/µm) | friction surface (Ra/µm) | References | |||
| (99) | Load 220 N, sliding speed 0.35 m/s, run time1 h | 0.046 | 0.036 | [25] | |||
| (100) | Contact stress 0.33–0.7MPa, run time 27 h | 0.536 | 0.386 | [82] | |||
| (101) | Contact stress 0.33–0.7MPa, run time 27 h | 0.369 | 0.260 | [82] | |||
| (102) | Diesel cylinder after running 50 × 104 km | 2.5 | 0.0267 | [59] | |||
| (103) | Contact stress 7.64 MPa, run time 4 h | 0.742 | 0.207 | [59] | |||
| (104) | Contact stress 7.64 MPa, run time 4 h | 3.706 | 2.528 | [59] | |||
| (105) | Contact stress 7.64 MPa, run time 4 h | 1.424 | 1.276 | [59] | |||
| (106) | Contact stress 5.00 MPa, run time 1 h | 0.636 | 0.280 | [84] | |||
| 107) | Contact stress 5.00 MPa, run time 1 h | 0.229 | 0.155 | [84] | |||
| (108) | load400 N, rotary speed 192 r/min, run time1 h | 0.427 | 0.083 | [80] | |||
| (109) | load750 N, rotary speed 200 r/min, run time100 h | 0.320 | 0.110 | [65] | |||
| Application of AMNP Lubrication Materials in Industrial Equipment | |||||||
| No. | Equipment type and application result | References | |||||
| (110) | Gearing | ||||||
| average power consumption of driving motor reduced by 5.0% | [4] | ||||||
| temperature of lubrication oil reduced by 9.7% | [4] | ||||||
| average power consumption of driving motor reduced by 13% | [53] | ||||||
| vibration amplitude of reduction gears reduced by 48% | [85] | ||||||
| (111) | Air compressor | ||||||
| average power consumption of driving motor reduced by 4.5% | [4] | ||||||
| temperature of lubrication oil reduced by 15.8% | [4] | ||||||
| consumption of lubrication oil reduced by 94.5% | [59] | ||||||
| average power consumption of driving motor reduced by 9.12% | [59] | ||||||
| (112) | Automobile engine | ||||||
| cylinder burst pressure increased by 3.9% | [86] | ||||||
| fuel consumption of automobile engine reduced by 7.0% | [86] | ||||||
| CO emissions of automobile engine reduced by 39.5% | [86] | ||||||
| CH emissions of automobile engine reduced by 29.5% | [86] | ||||||
| cylinder burst pressure increased by 11% | [59] | ||||||
| fuel consumption of automobile engine reduced by 1.2–6.0% | [59] | ||||||
| (113) | Locomotive engine | ||||||
| diesel consumption of engine reduced by 2.5% | [87] | ||||||
| lubricating oil consumption of engine reduced by 14.3% | [87] | ||||||
| cylinder burst pressure of engine increased by 2.7% | [59] | ||||||
| diesel consumption of engine reduced by 2.2% | [58] | ||||||
| Max Depth (nm) | Plastic Depth (nm) | H (GPa) | E (GPa) | H/E (×10−2) | |
|---|---|---|---|---|---|
| Normal surface | 438.80 ± 59.70 | 393.50 ± 54.47 | 3.45 ± 0.85 | 215.53 ± 32.10 | 1.60 |
| Tribofilm | 342.55 ± 42.41 | 289.65 ± 37.57 | 6.68 ± 0.65 | 238.52 ± 29.65 | 2.80 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, Z.; Li, G.; Zhao, F.; Yu, H. Tribological Performance and Application of Antigorite as Lubrication Materials. Lubricants 2020, 8, 93. https://doi.org/10.3390/lubricants8100093
Bai Z, Li G, Zhao F, Yu H. Tribological Performance and Application of Antigorite as Lubrication Materials. Lubricants. 2020; 8(10):93. https://doi.org/10.3390/lubricants8100093
Chicago/Turabian StyleBai, Zhimin, Guijin Li, Fuyan Zhao, and Helong Yu. 2020. "Tribological Performance and Application of Antigorite as Lubrication Materials" Lubricants 8, no. 10: 93. https://doi.org/10.3390/lubricants8100093
APA StyleBai, Z., Li, G., Zhao, F., & Yu, H. (2020). Tribological Performance and Application of Antigorite as Lubrication Materials. Lubricants, 8(10), 93. https://doi.org/10.3390/lubricants8100093