Wear of AlCrN and CrAlSiN Coatings Applied to Nonstandard Involute Gears


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
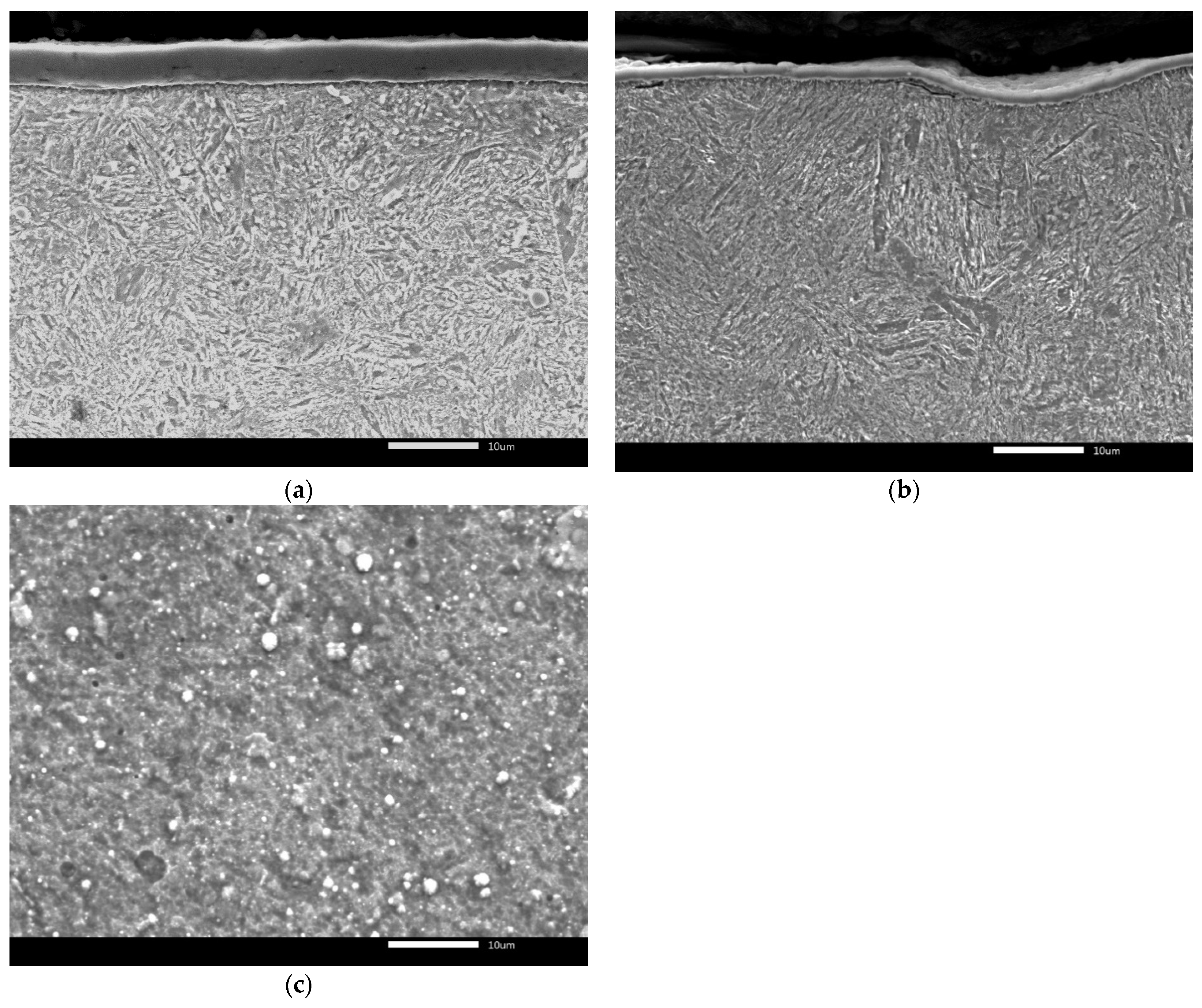
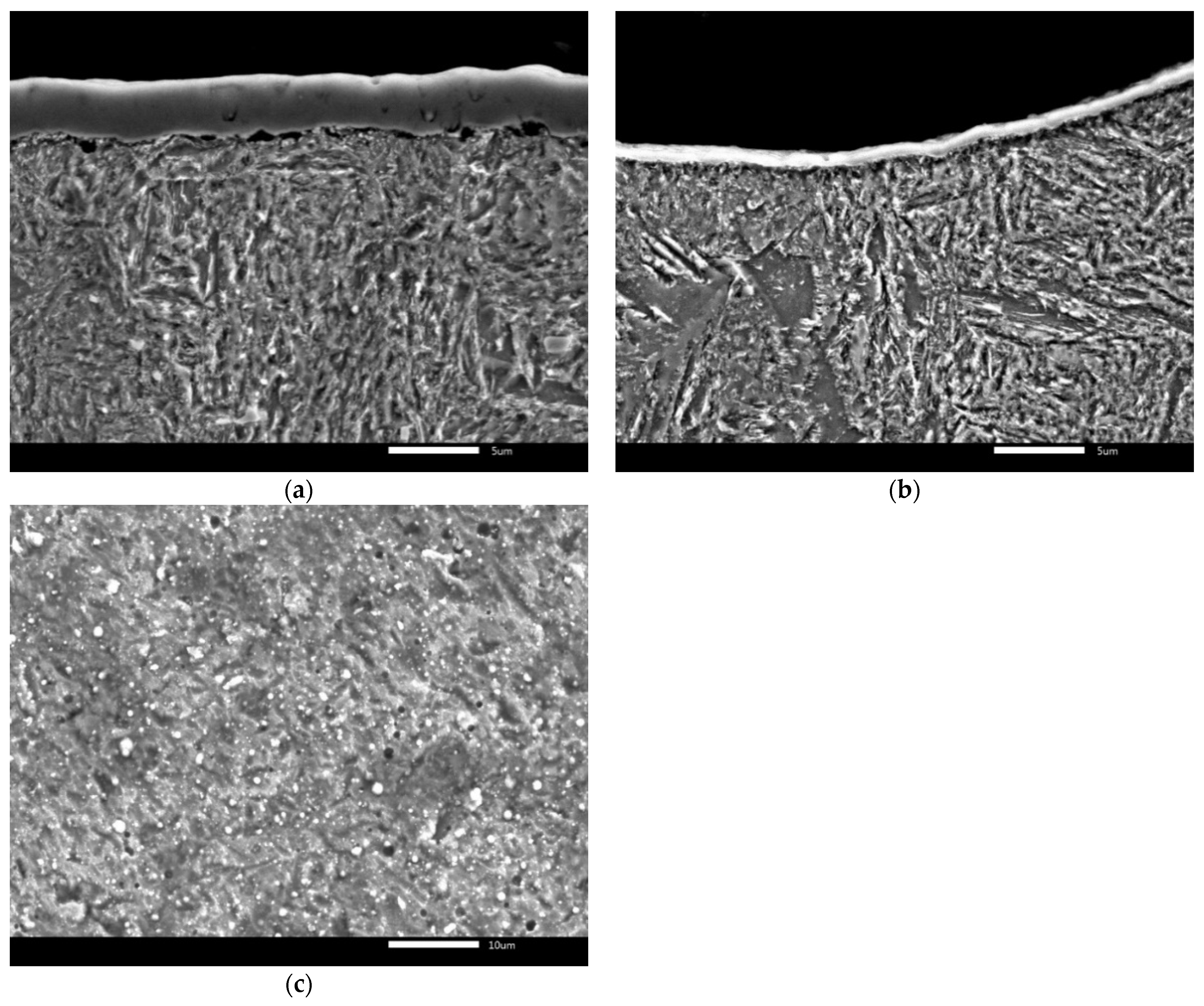
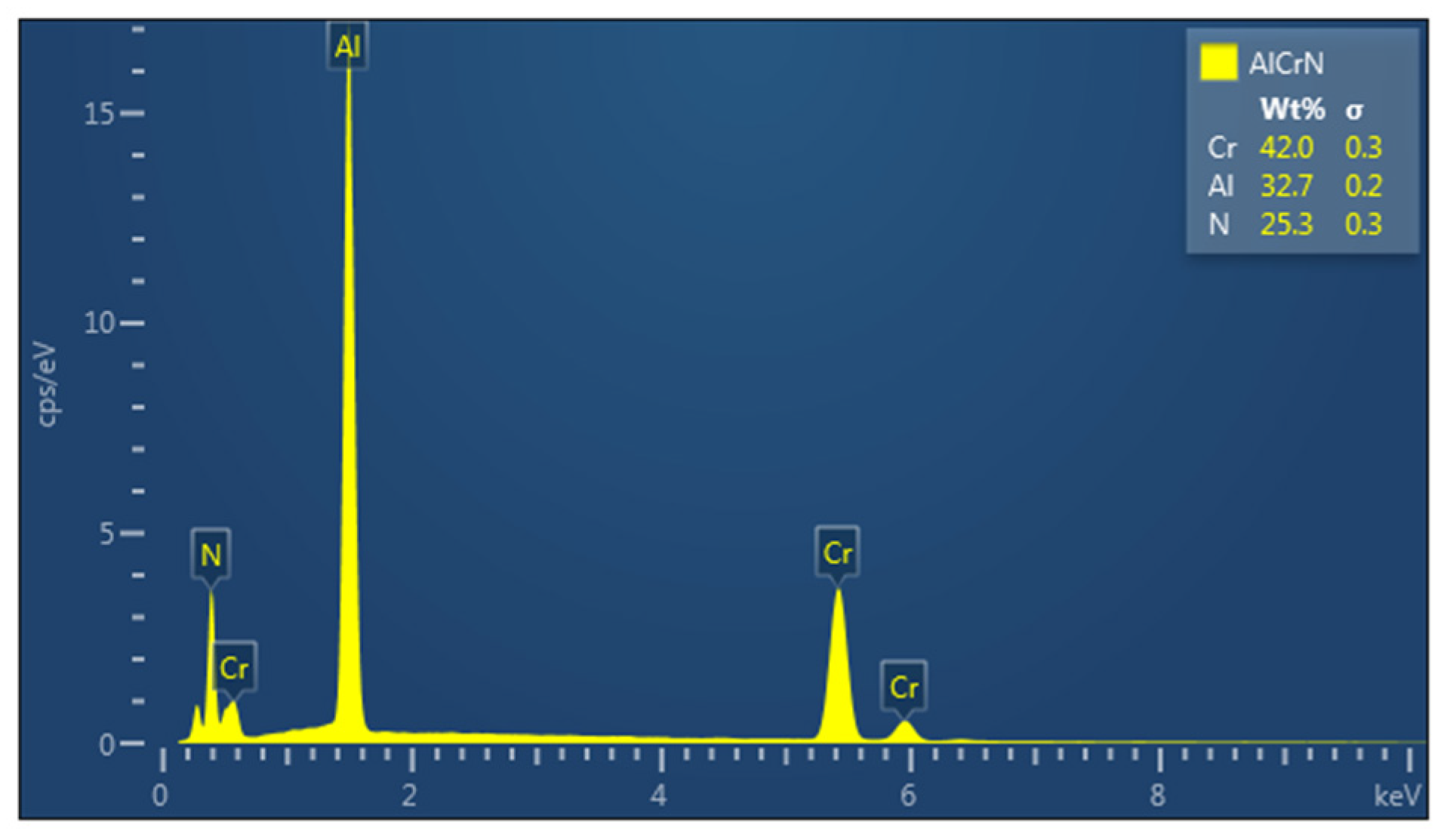
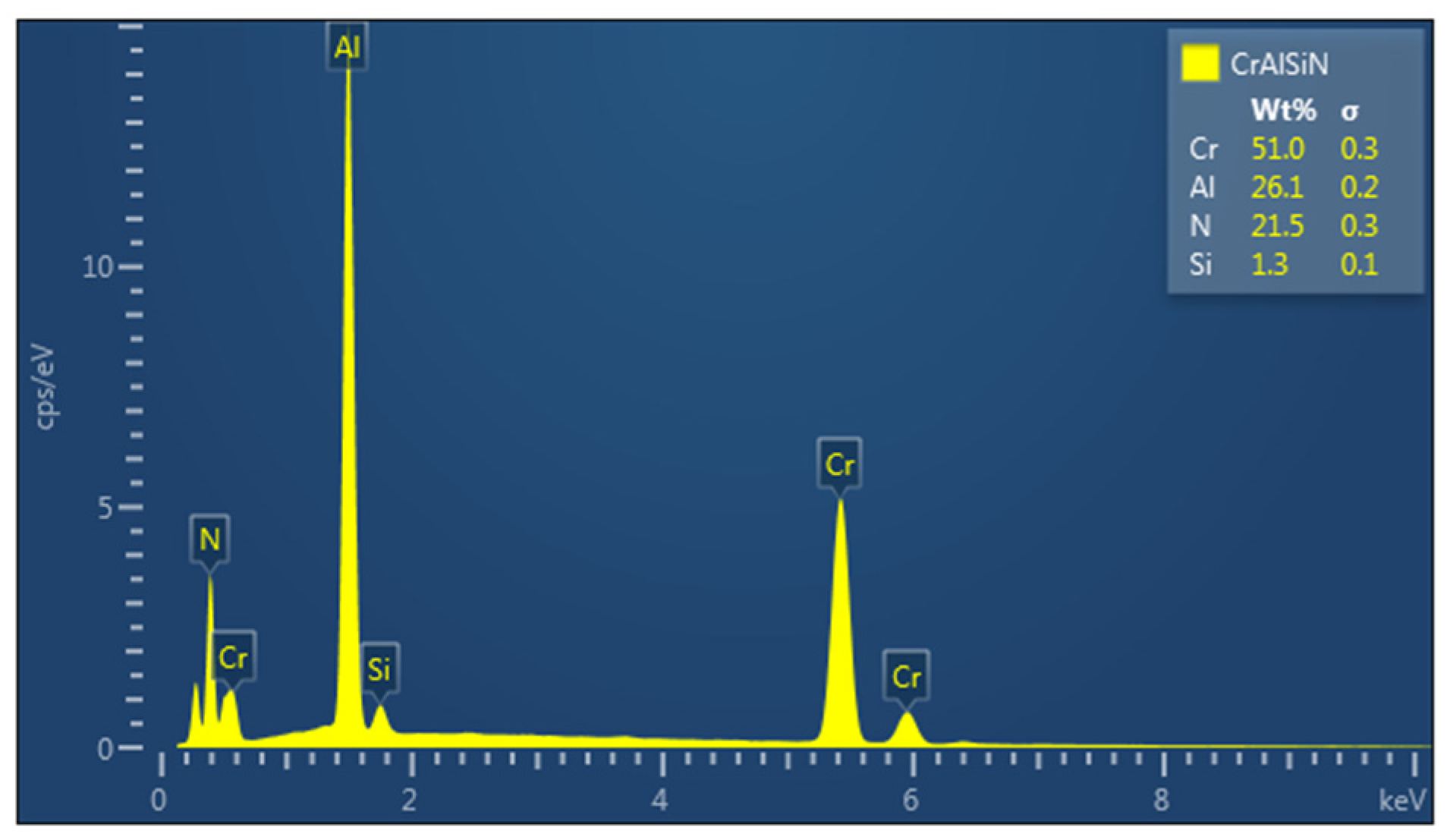
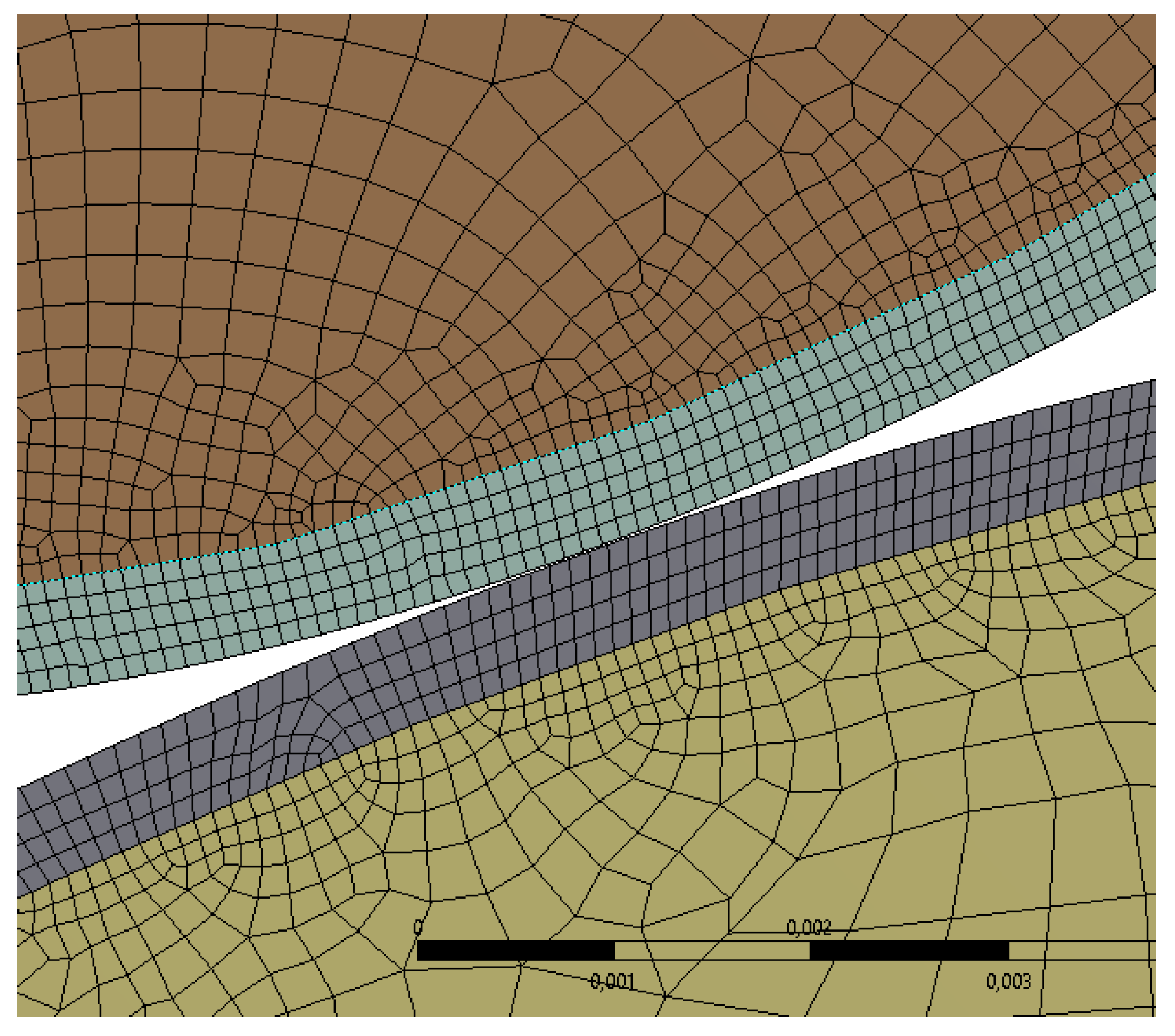
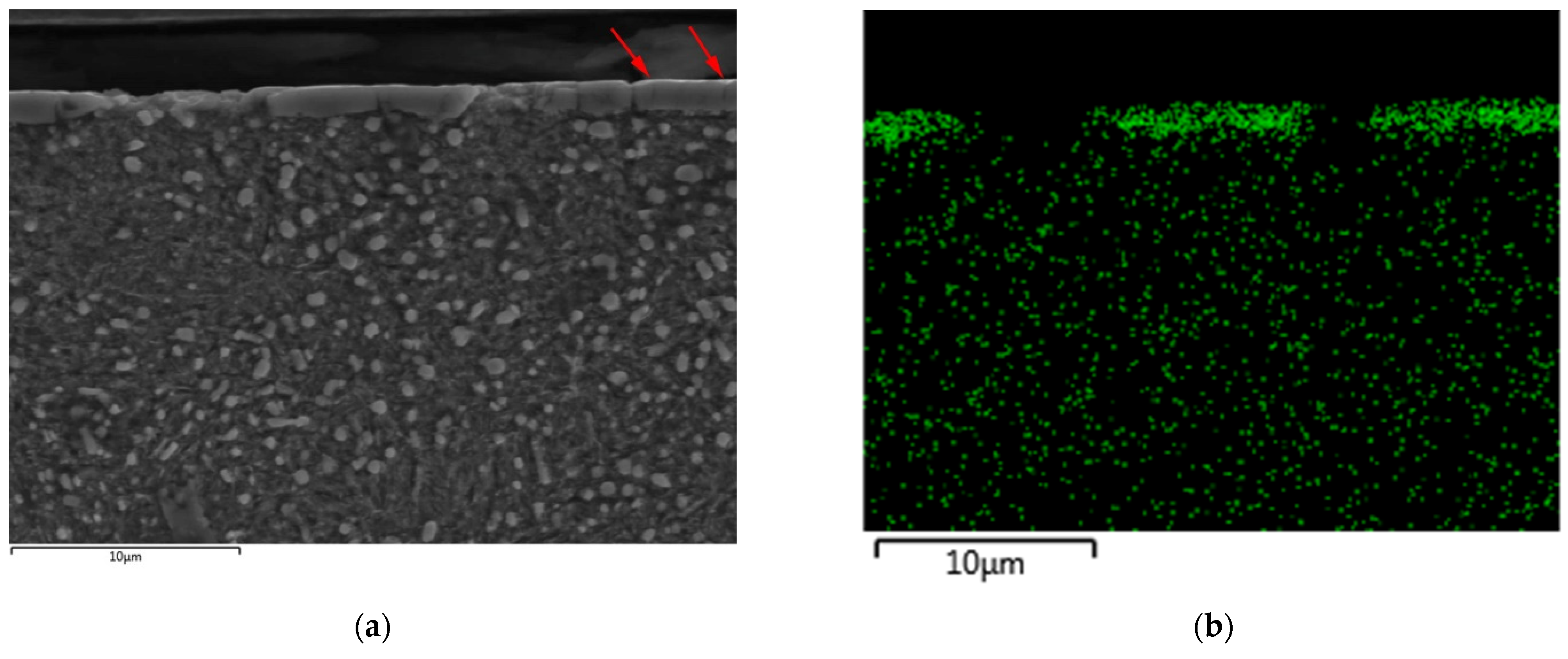
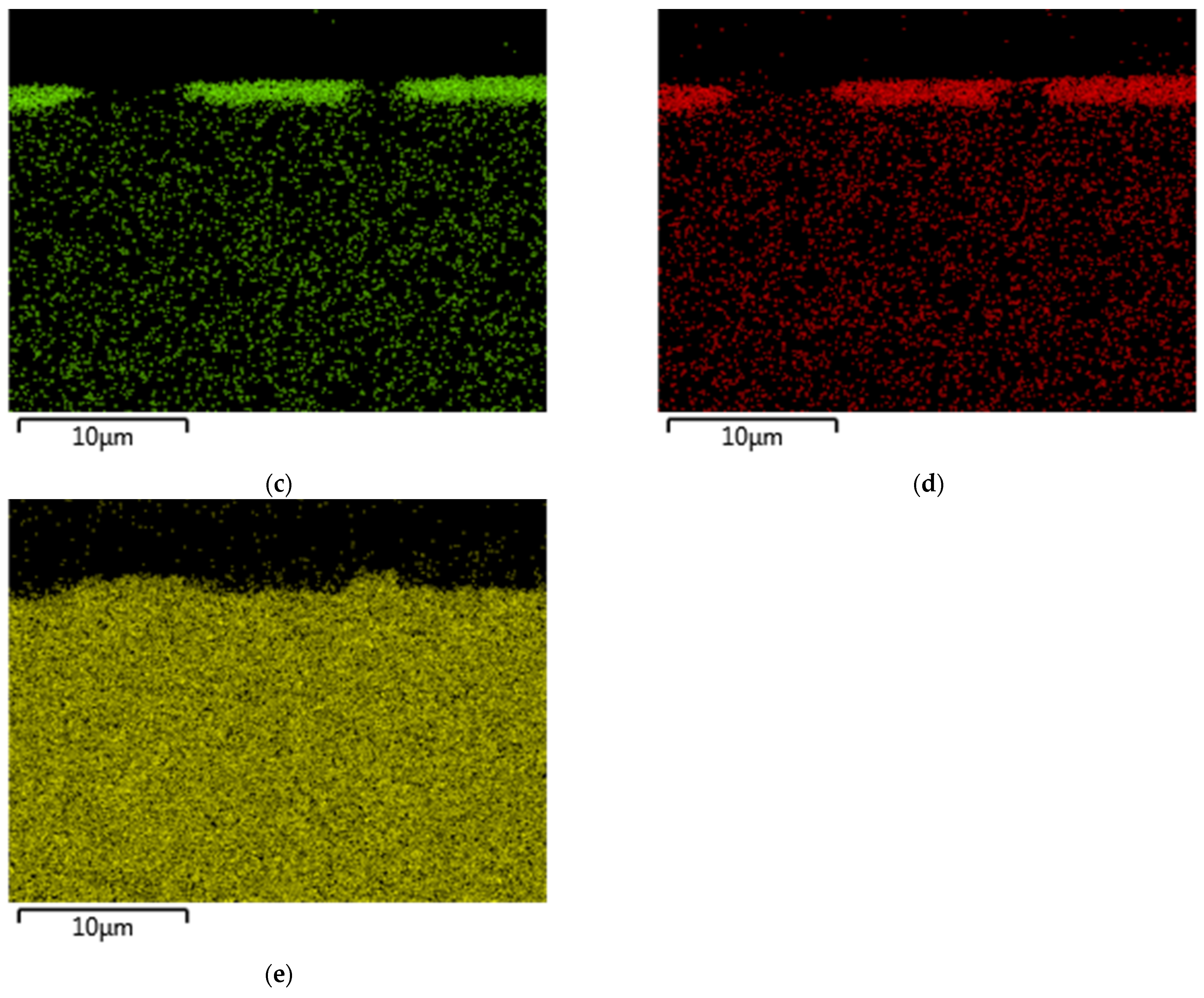
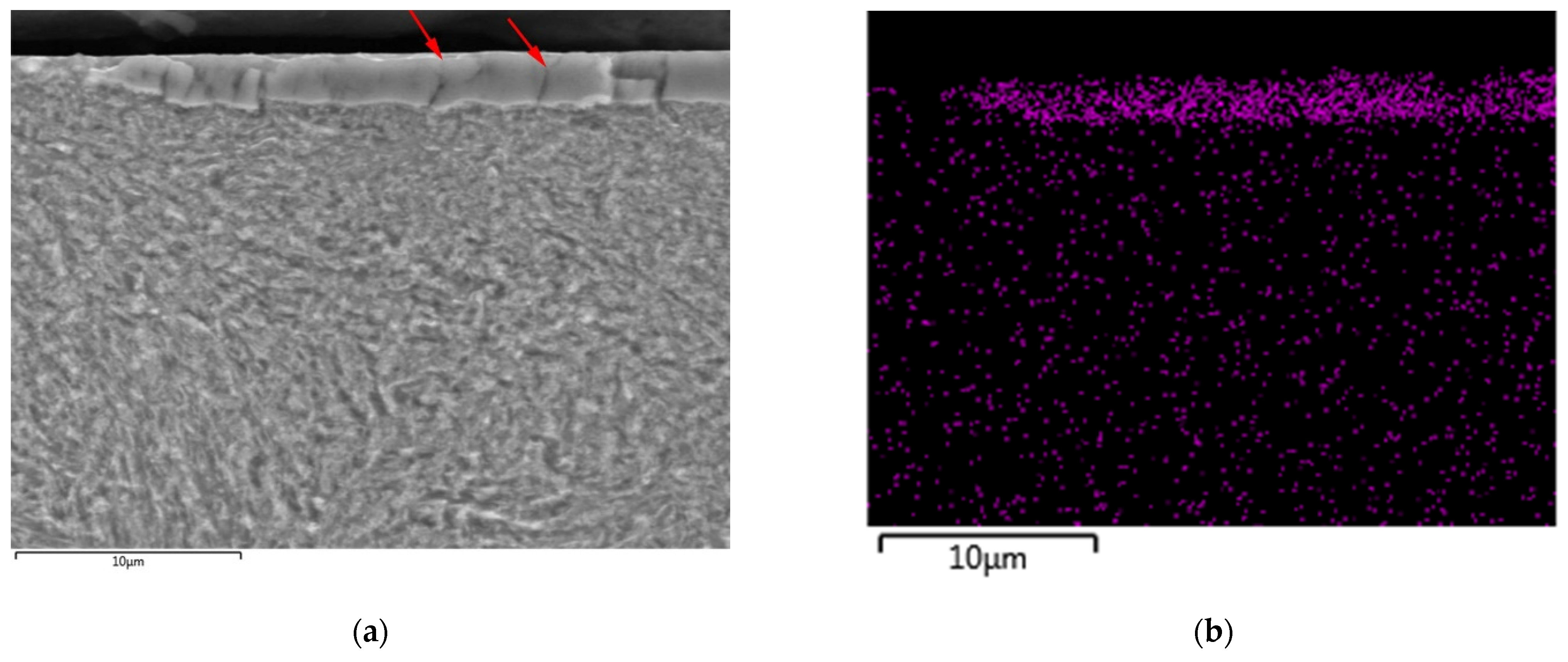
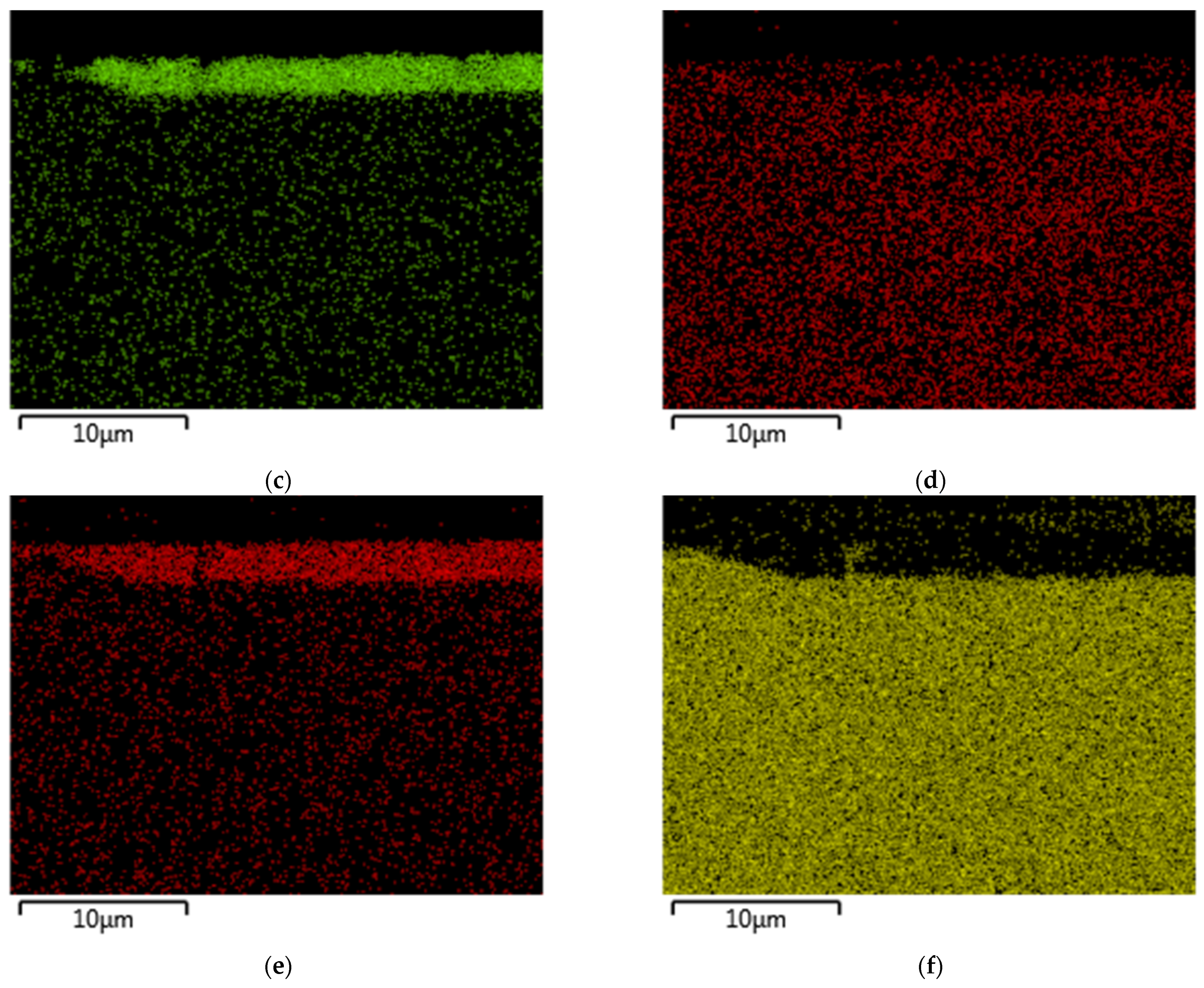
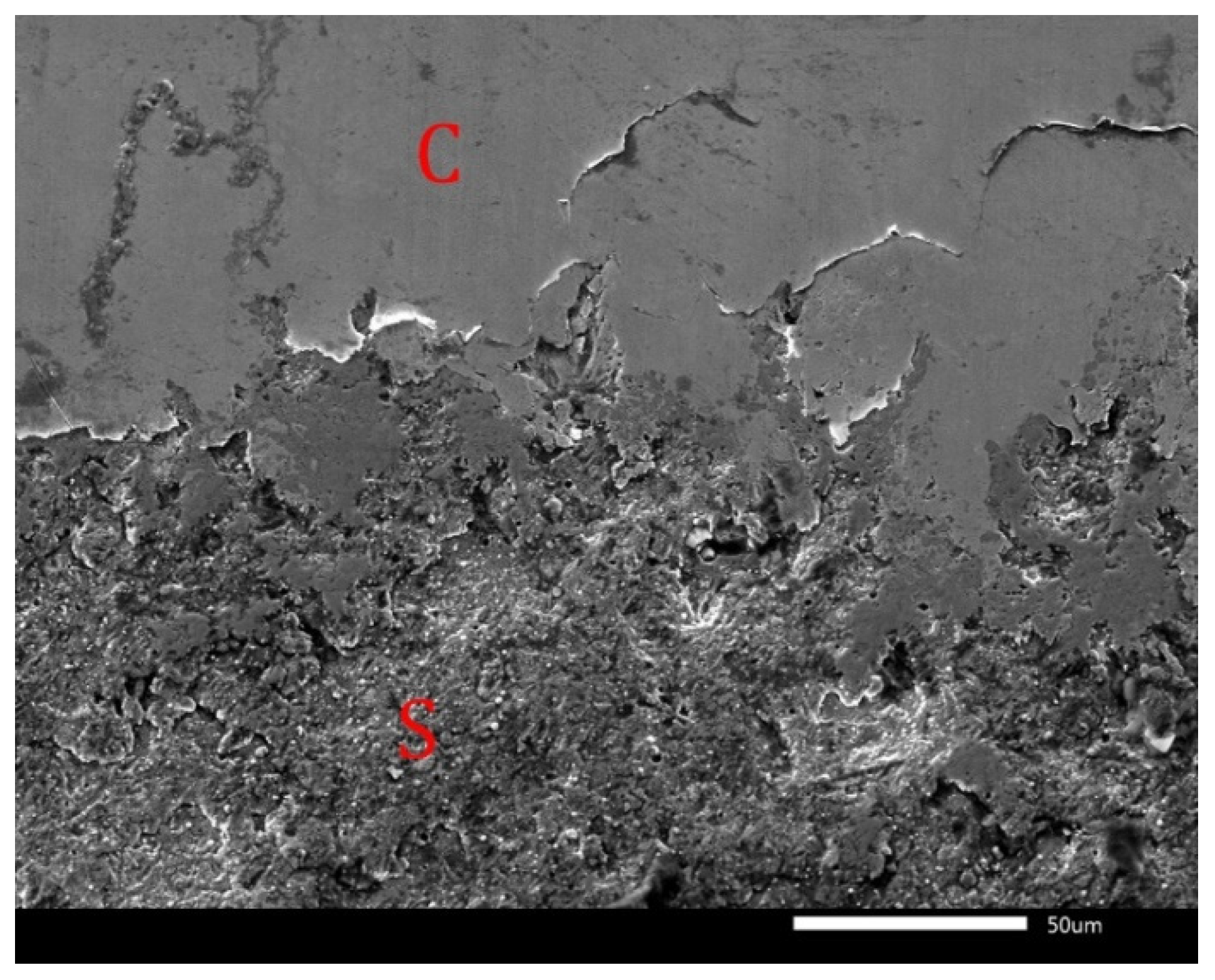
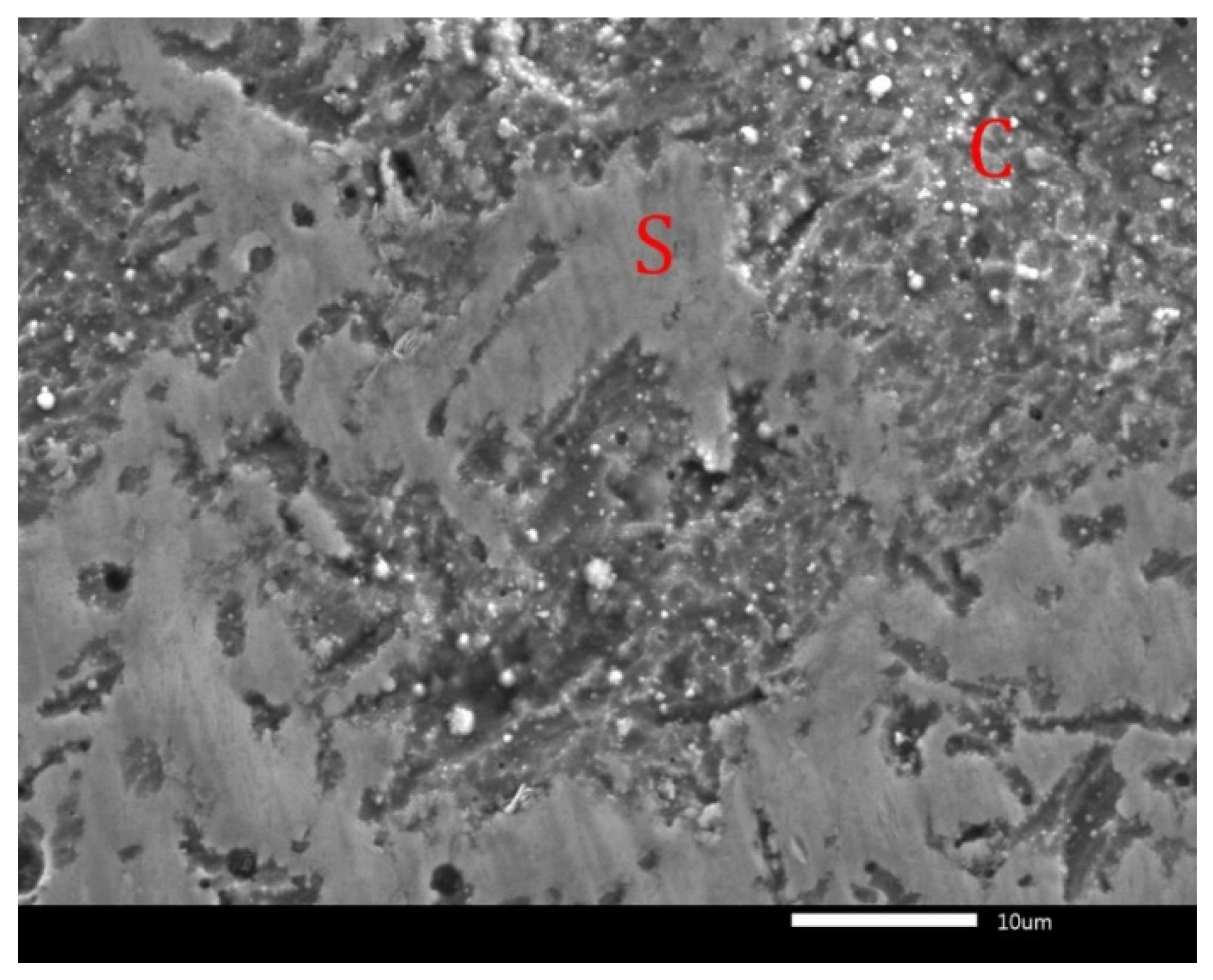
3.1. Microstructure of Applied Coatings
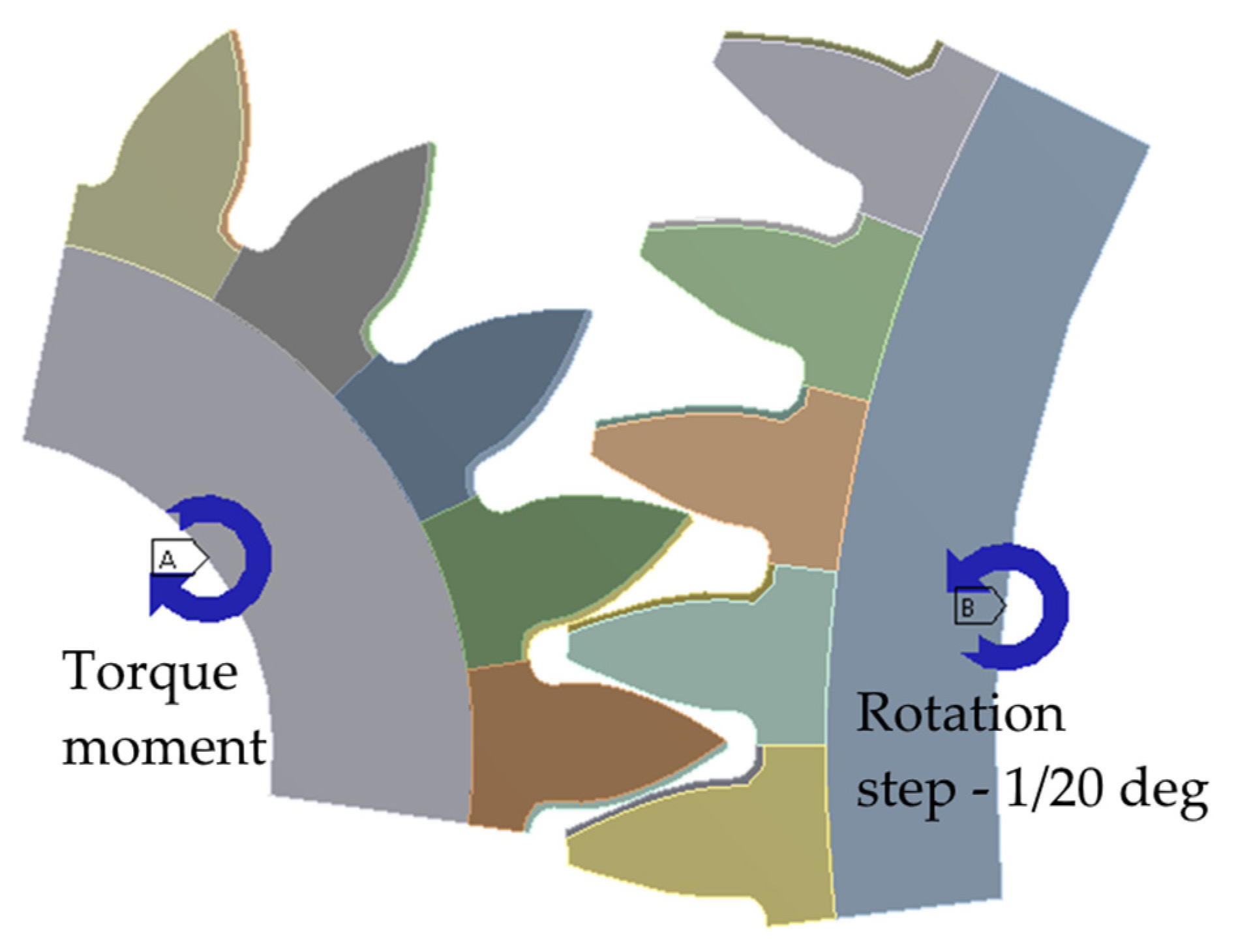
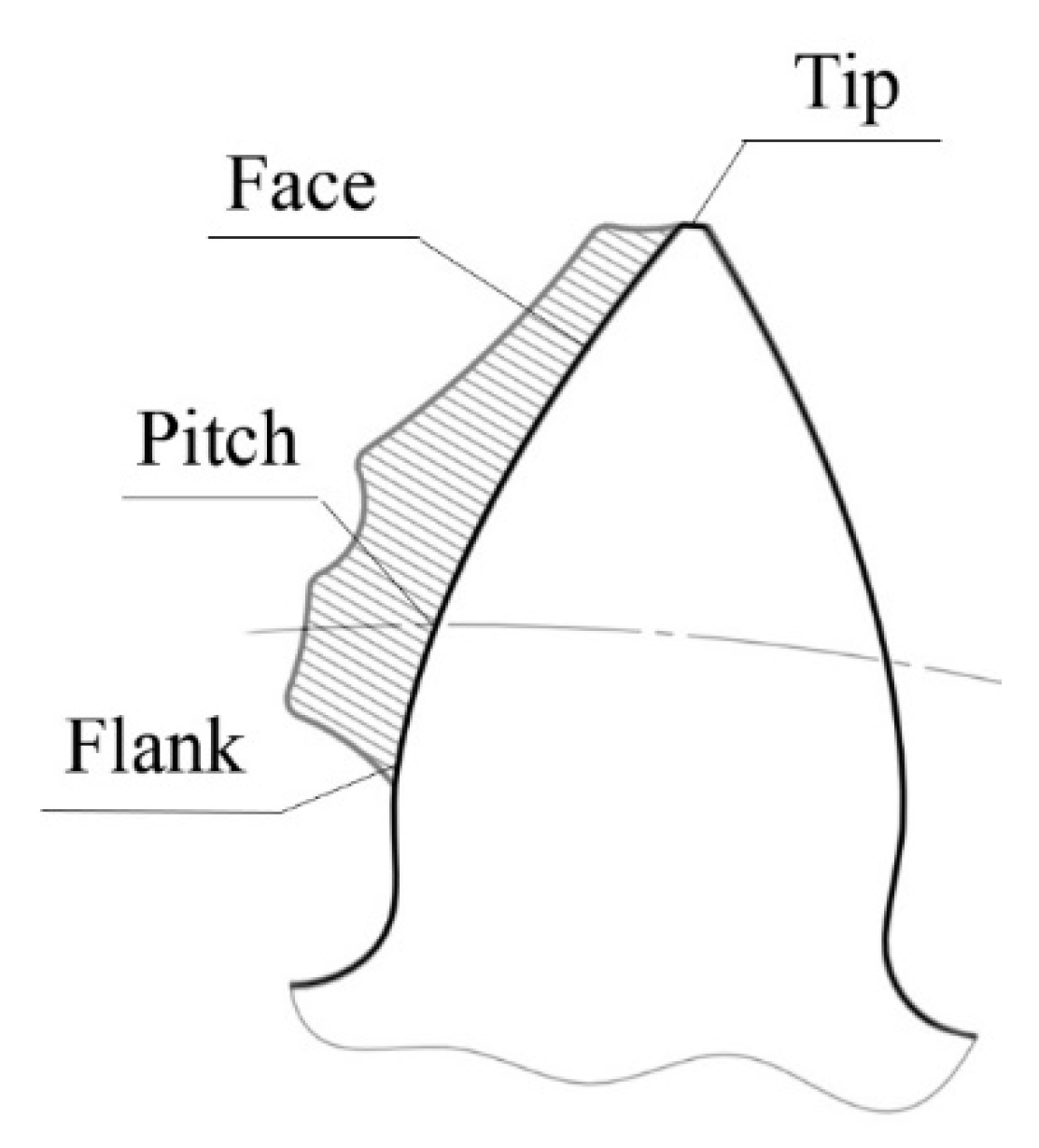
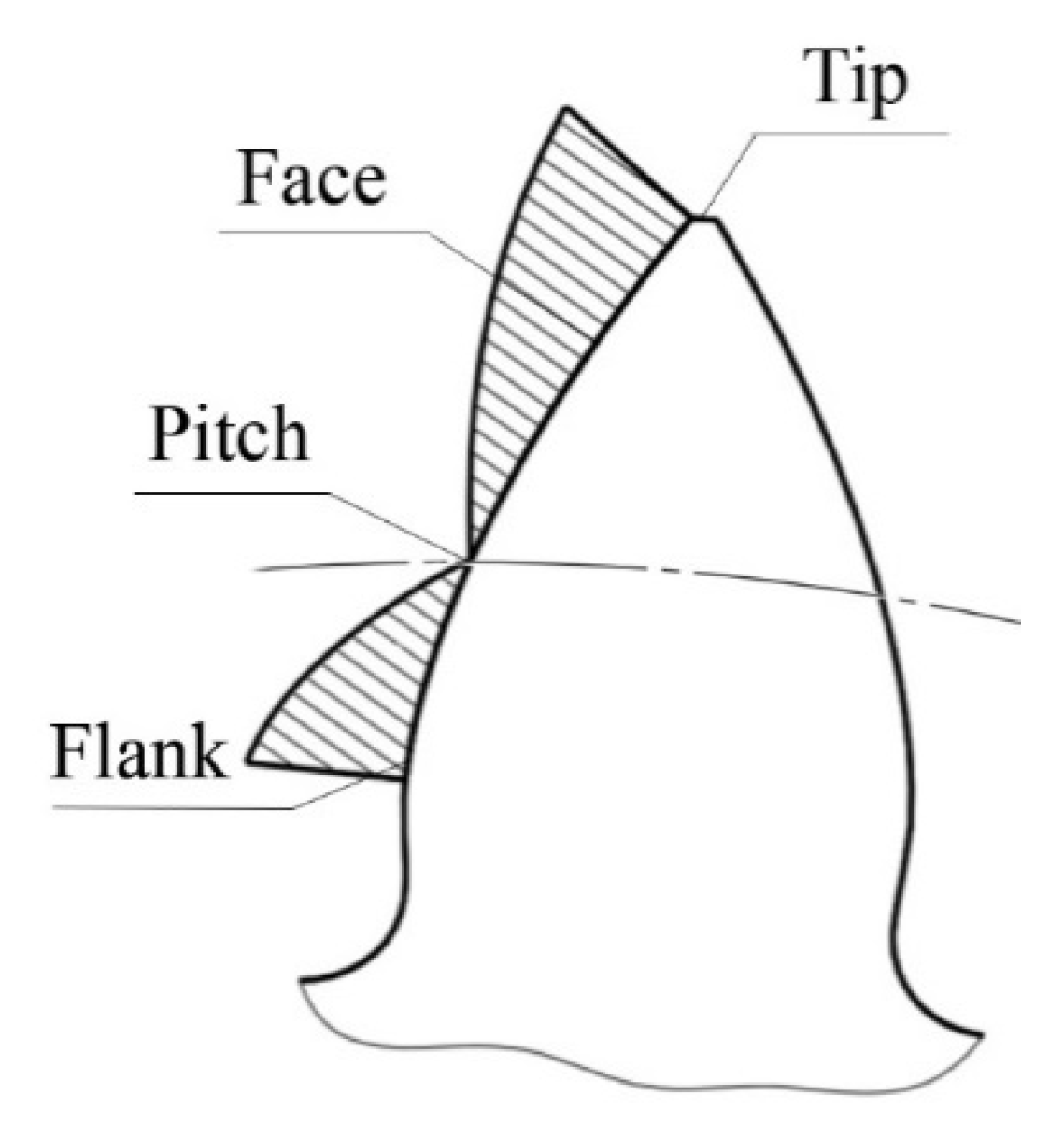
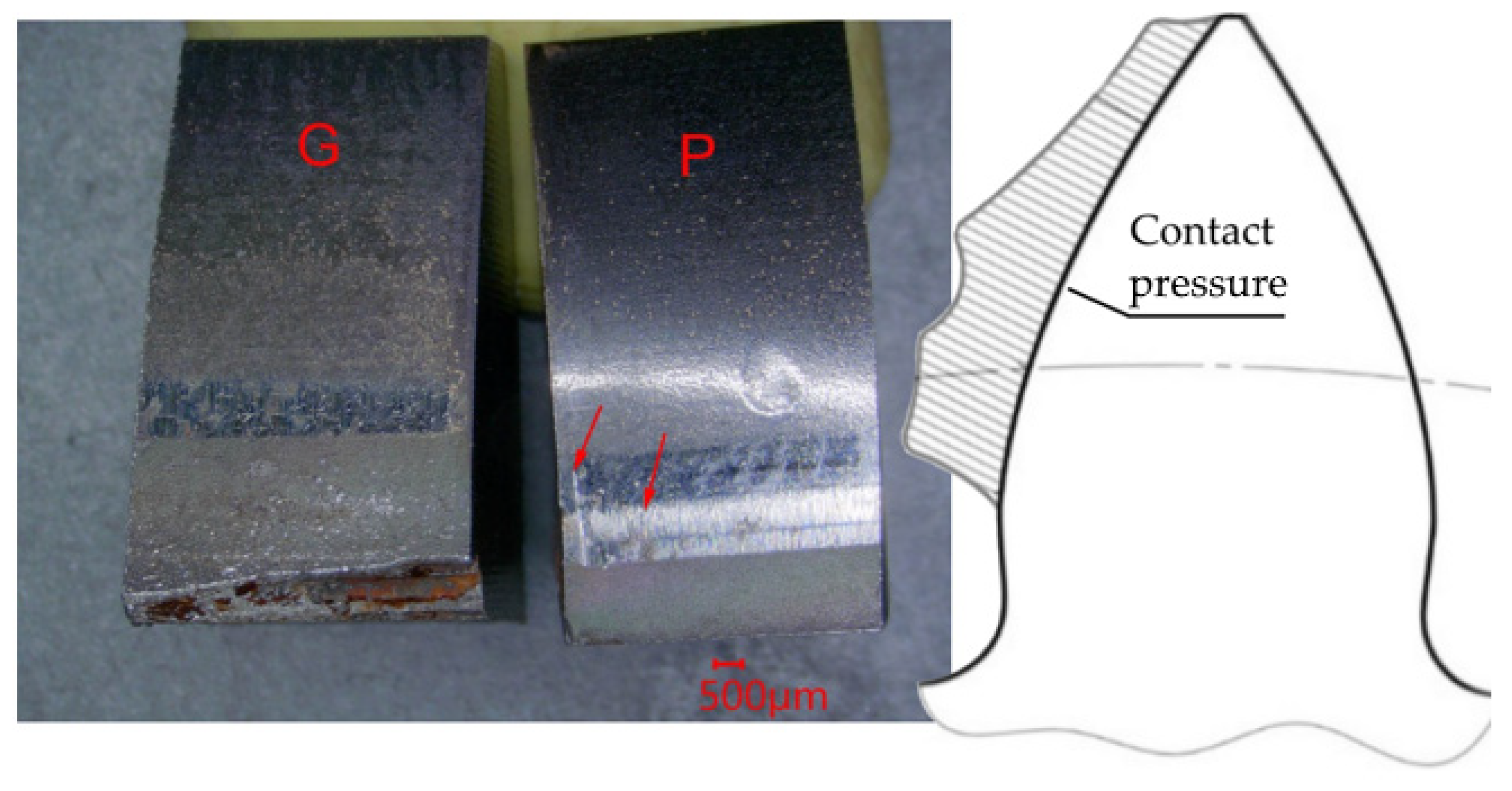
3.2. Distribution of Load on Gear Tooth Surface
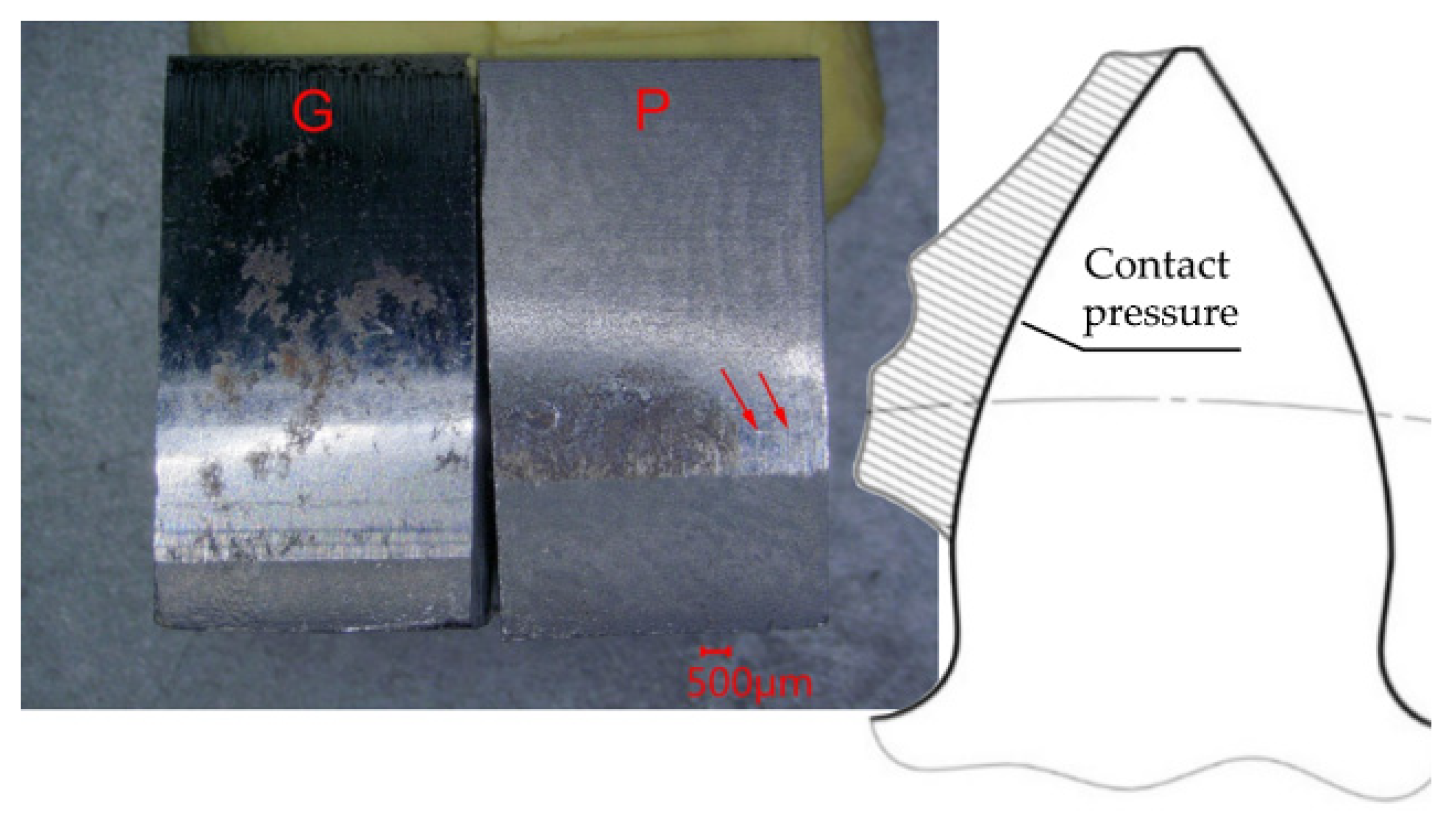
3.3. Macrostructure of Worn Gear Teeth
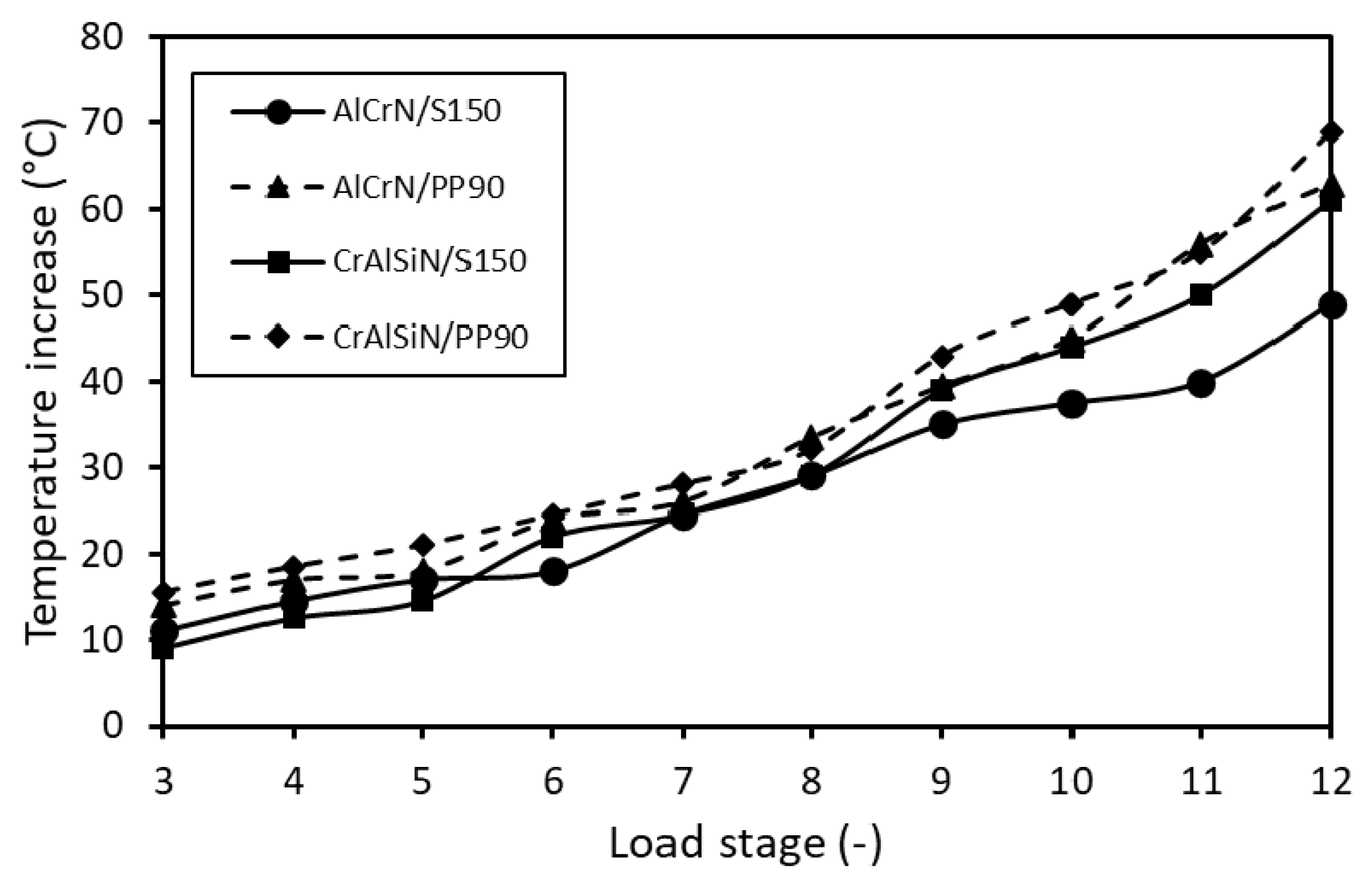
3.4. Temperature of Lubricants during the Niemann Test
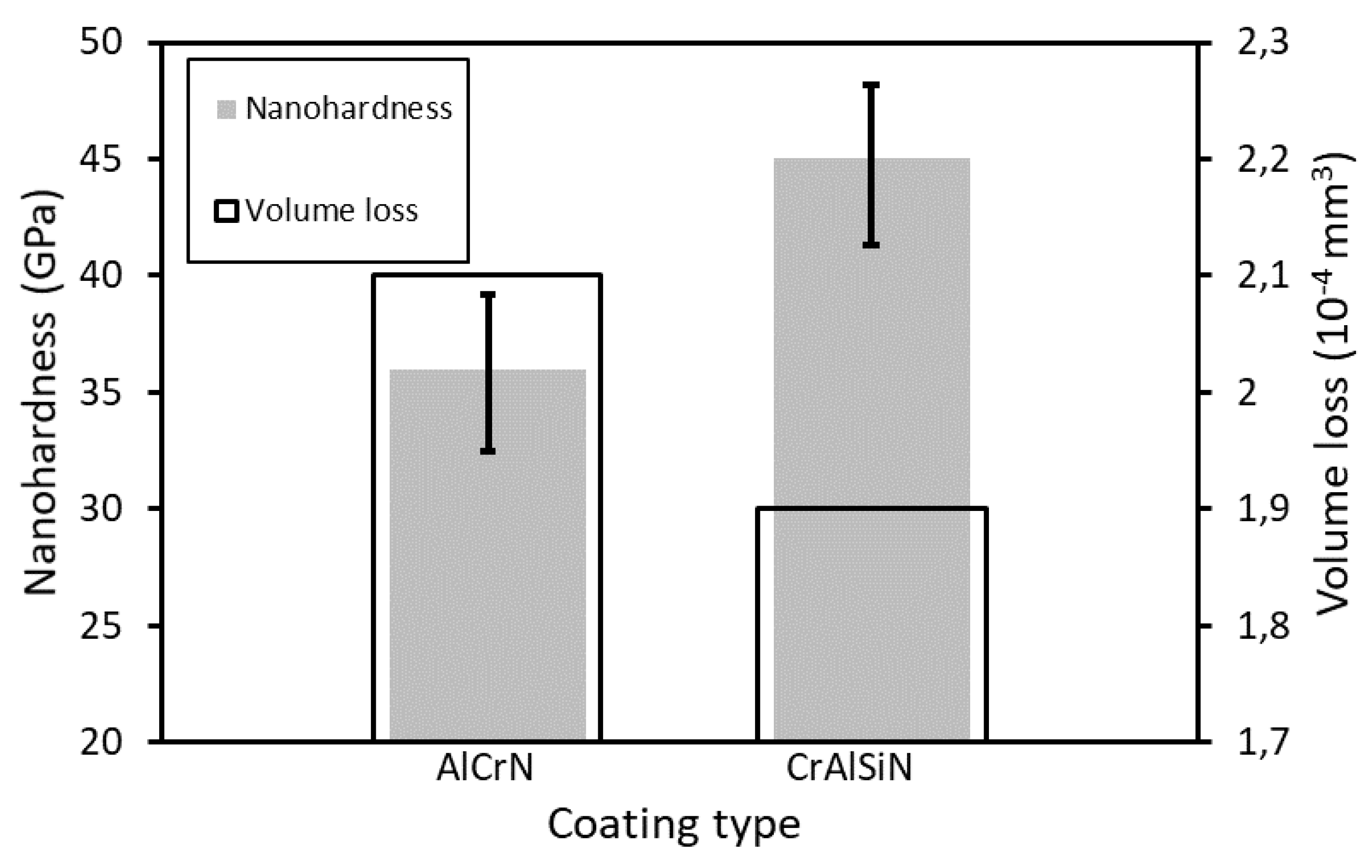
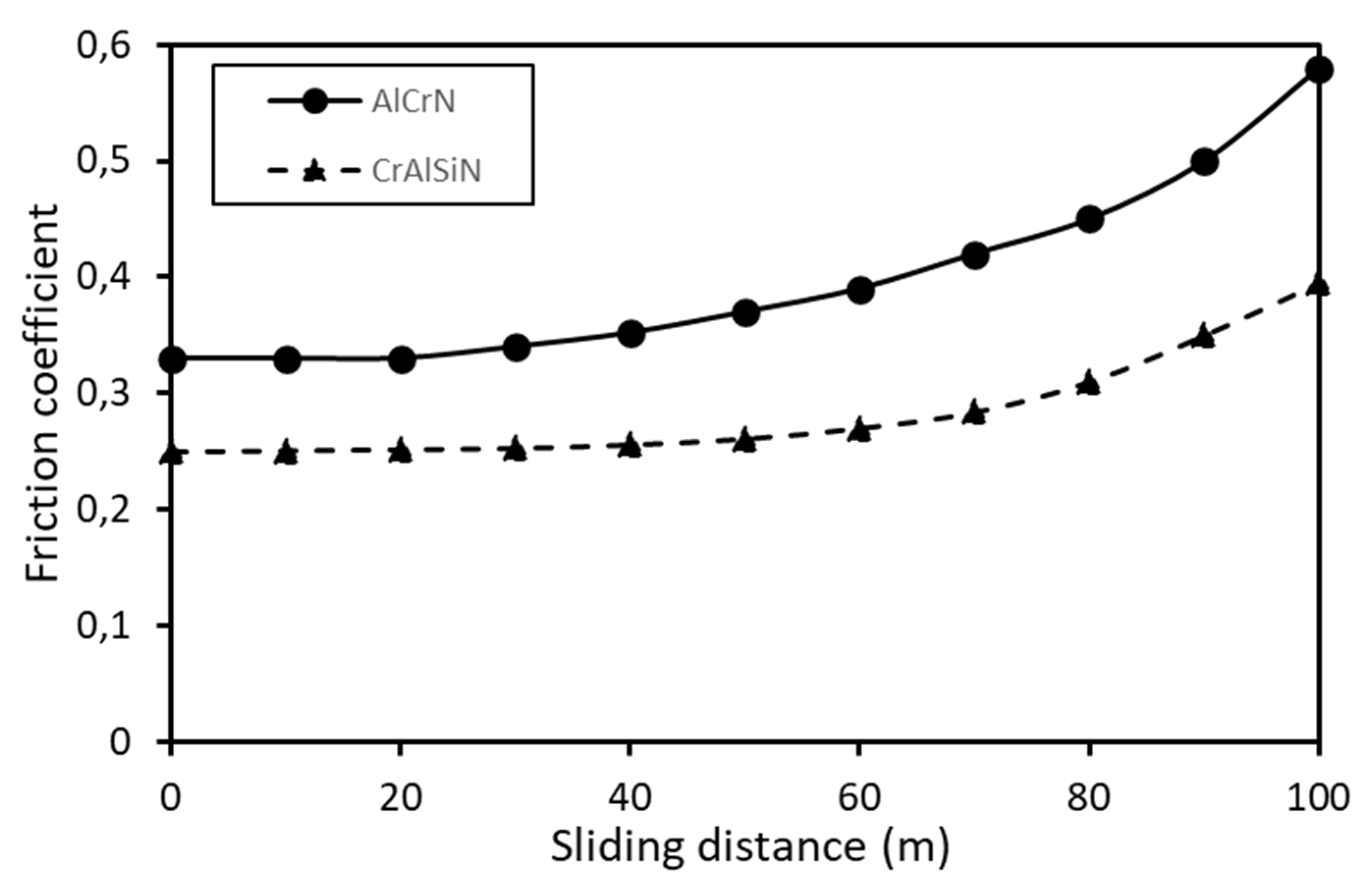
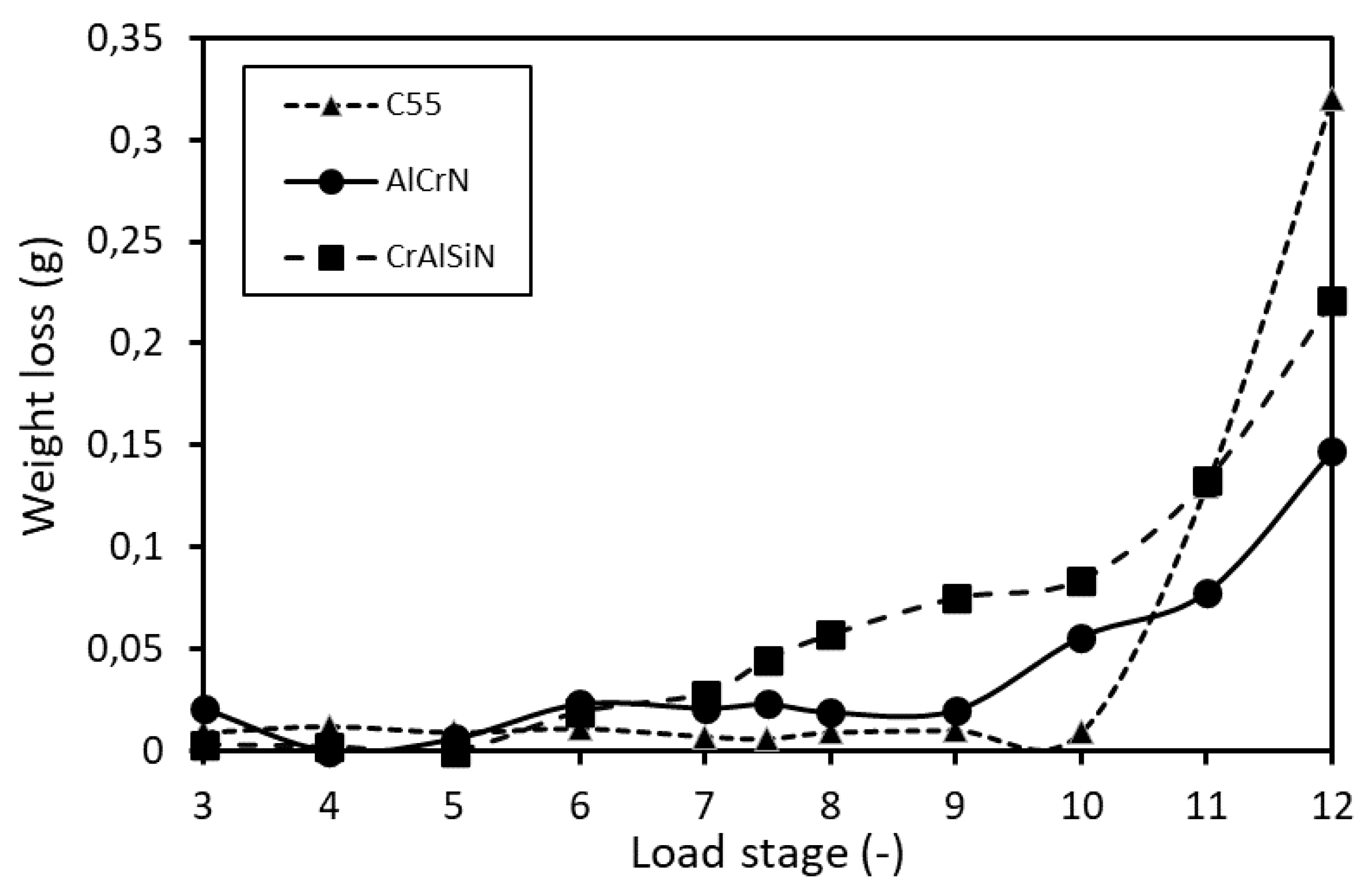
3.5. Weight Loss of Gears during the Niemann Test
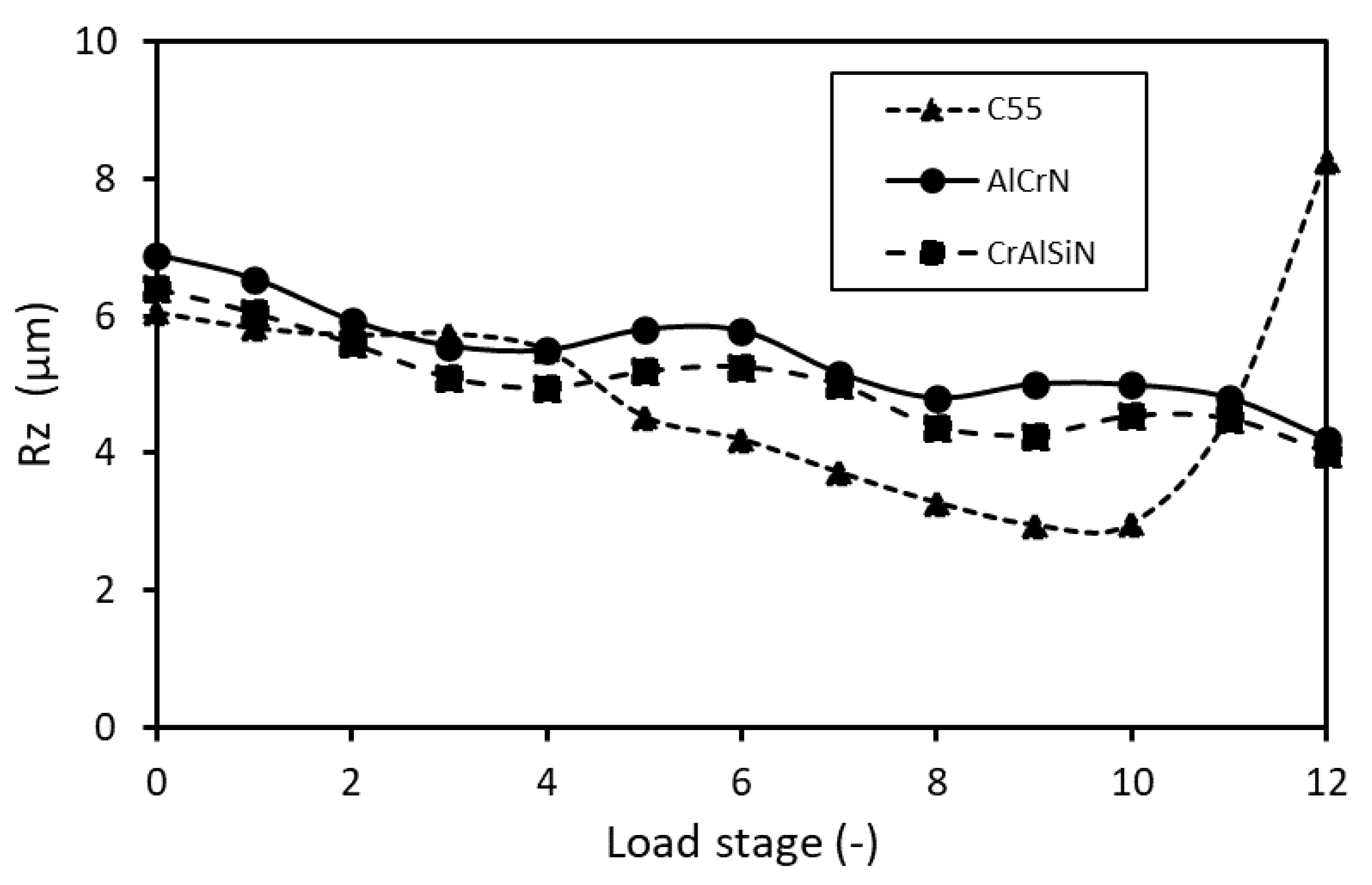
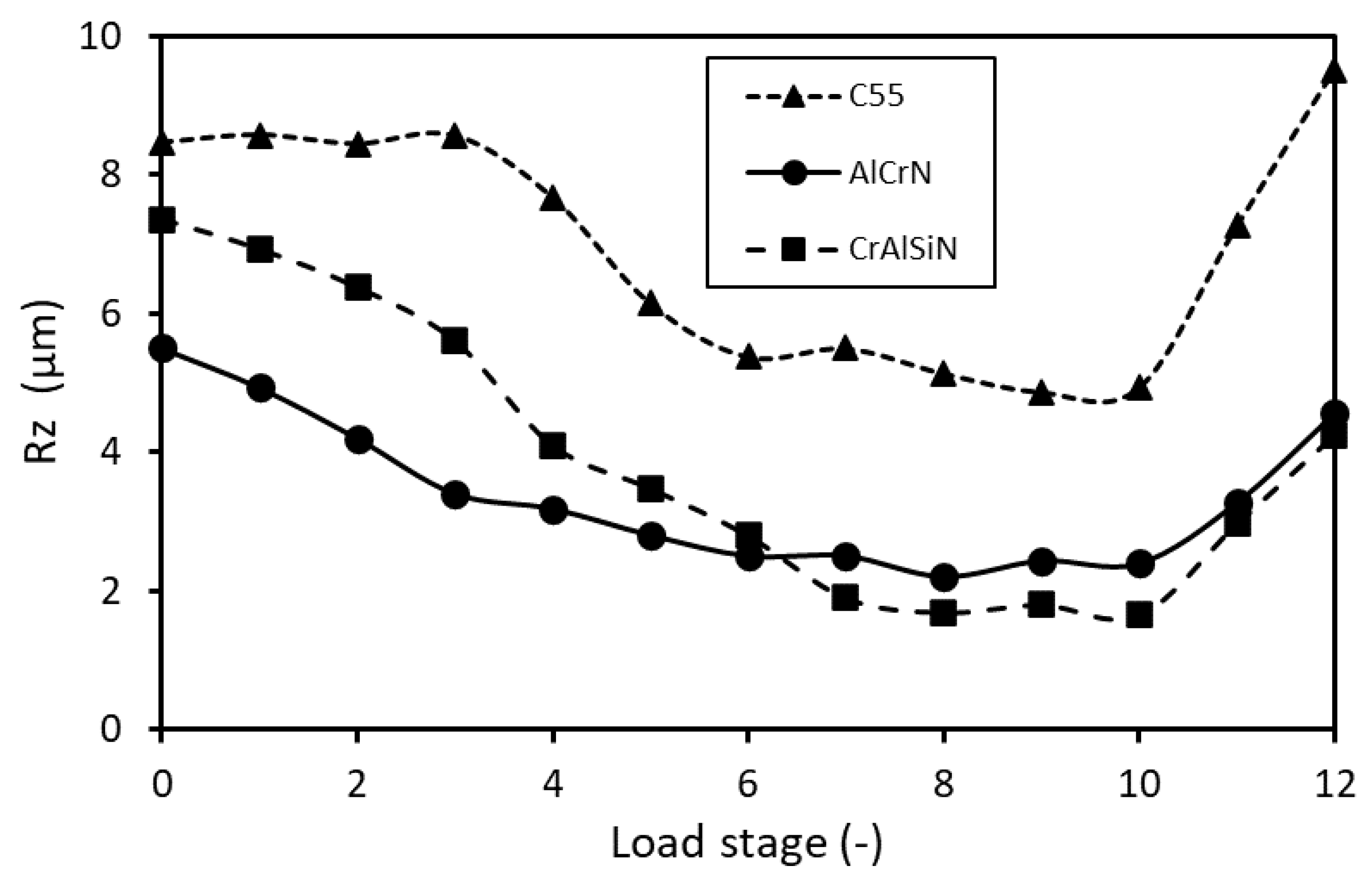
3.6. Roughness of Gear Tooth Surfaces
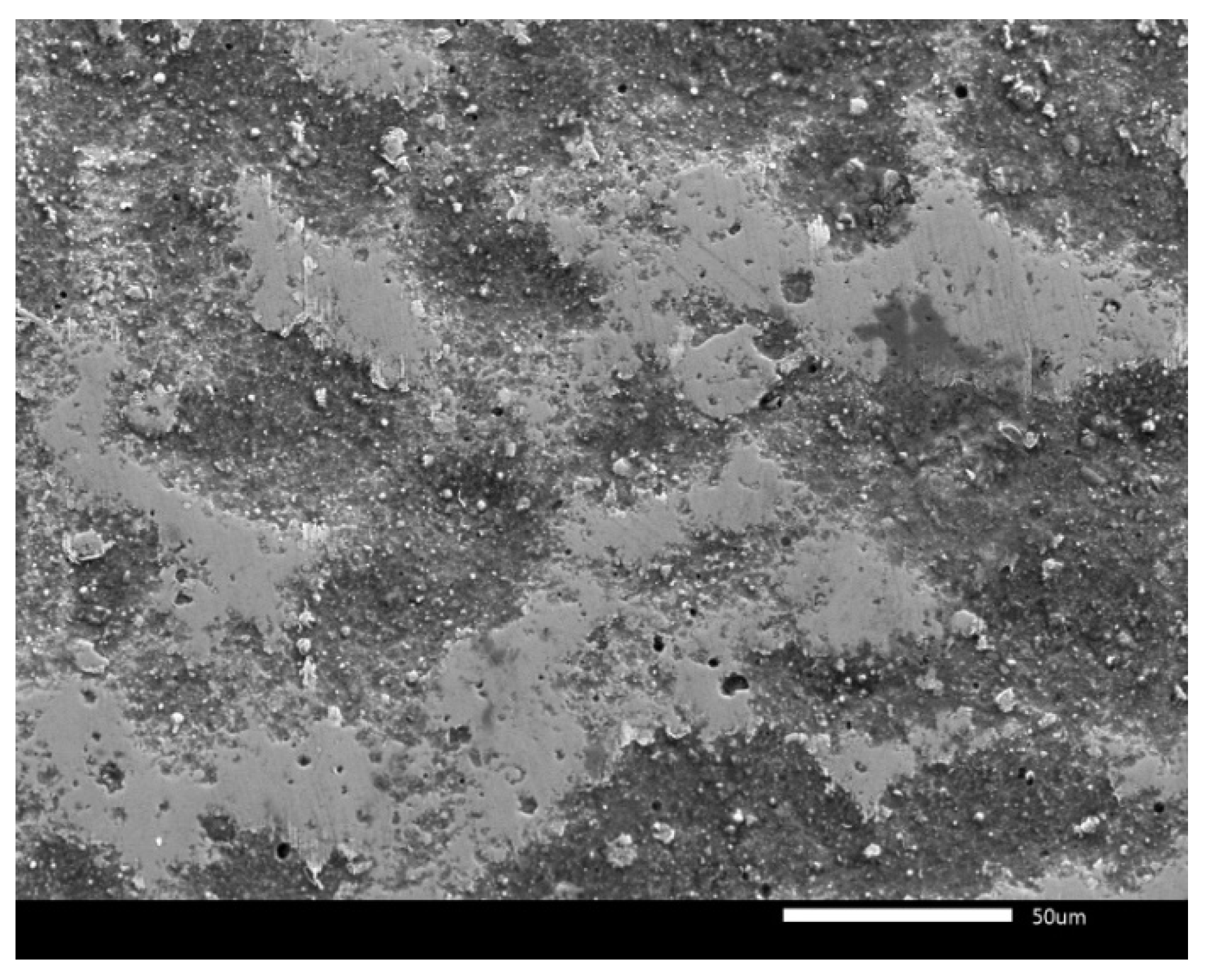
3.7. Microstructure of Worn Gear Teeth
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Vereš, M.; Bošanský, M.; Gaduš, J. Theory of Convex-Concave and Plane Cylindrical Gearing; STU Bratislava: Bratislava, Slovakia, 2006; ISBN 80-227-2451-3. [Google Scholar]
- Ziaran, S.; Darula, R. Determination of the State of Wear of High Contact Ratio Gear Sets by Means of Spectrum and Cepstrum Analysis. J. Vib. Acous. 2013, 135, 021008. [Google Scholar] [CrossRef]
- Goldfarb, V.; Trubachev, E.; Barmina, N. Advanced Gear Engineering; Springer: Basel, Switzerland, 2018; ISBN 978-3-319-60398-8. [Google Scholar]
- Qiu, L.S.; Zhu, X.D.; Xu, K.V. Internal stress on adhesion of hard coatings synthesized by multi arc ion platting. Surf. Coat. Technol. 2017, 332, 267–274. [Google Scholar] [CrossRef]
- Liu, J.; Xu, Y.; Pan, G. A combined acoustic and dynamic model of a defective ball bearing. J. Sound Vib. 2021, 501, 116029. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology Friction and Wear of Engineering Materials, 2nd ed.; University of Cambridge: Cambridge, UK, 2017; ISBN 978-0-08-100910-9. [Google Scholar]
- Bhushan, B. Modern Tribology Handbook. Principles of Tribology; The Ohio State University: Columbus, OH, USA, 2001; ISBN 0-8493-8403-6. [Google Scholar]
- Persson, B.N.J. Contact mechanics for randomly rough surfaces. Surf. Sci. Rep. 2006, 61, 201–227. [Google Scholar] [CrossRef] [Green Version]
- Rusnák, J. Štúdium tribologických vlastností materiálov nanesených na povrch nekonvenčnými technológiami; SPU Nitra: Nitra, Slovakia, 2005; ISBN 80-8069-485-0. [Google Scholar]
- Nowak, D.; Januszewicz, B.; Niedzielski, P. Morphology, mechanical and tribological properties of hybrid carbon layer fabricated by Radio Frequency Plasma Assisted Chemical Vapor Deposition. Surf. Coat. Technol. 2017, 329, 1–10. [Google Scholar] [CrossRef]
- Ju, H.; He, X.; Yu, L.; Xu, J. The microstructure and tribological properties at elevated temperatures of tungen silicon nitride films. Surf. Coat. Technol. 2017, 326, 255–263. [Google Scholar] [CrossRef]
- Domínguez, A.S.; Bueno, J.P.; Torres, I.Z.; López, M.M. Characterization and corrosion resistance of electroless black Ni-P coatings of double black layer on carbon steel. Surf. Coat. Technol. 2017, 326, 192–199. [Google Scholar] [CrossRef]
- Li, Y.; He, Y.; Xiu, J.; Wang, W.; Zhu, Y.; Hu, B. Wear and corrosion properties of AlSi 420 martensitic stainless steel treated by active screen plasma nitriding. Surf. Coat. Technol. 2017, 329, 184–190. [Google Scholar] [CrossRef]
- Vanya, A. Návrh štruktúry Deponovanej Ako Systému “Povlak-bok Zuba” z Hľadiska Požiadaviek Vybraného Ozubeného Prevodu–Dizertačná Práca; STU SjF: Bratislava, Slovakia, 2012. [Google Scholar]
- Gondár, E.; Bošanský, M.; Repková, J.; Toth, F. The carrying capacity of TiCN coating on convex-concave (C-C) gearings. Mod. Mach. Sci. J. 2018, 18, 2633–2638. [Google Scholar] [CrossRef]
- Gondár, E.; Bošanský, M.; Rusnák, J.; Toth, F.; Repková, J. The Application of DLC Coating on Convex-Concave (C-C) Gearings. Manuf. Technol. 2019, 19, 930–935. [Google Scholar] [CrossRef]
- Bošanský, M.; Gondár, E.; Švec, P.; Toth, F.; Protasov, R. A Study of Wear in Thin Coatings Applied to Convex-Concave Gearings. Lubricants 2020, 8, 56. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Xiao, B.; Li, H.; Mei, H.; Dai, W.; Yuo, F.; Wu, Z.; Wang, Q. A study of oxidation behavior of AlTiN- and AlCrN- based multilayer coatings. Surf. Coat. Technol. 2018, 333, 229–237. [Google Scholar] [CrossRef]
- Wang, L.; Nie, X.; Housden, J.; Span, E.; Jiang, J.C.; Meletis, E.I.; Leyland, A.; Matthews, A. Material transfer phenomena and failure mechanisms of a nanostructured Cr-Al-N coating in laboratory wear tests and an industrial punch tool application. Surf. Coat. Technol. 2008, 203, 816–821. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, G.; Wood, R.J.K.; Xue, Q. Fabrication of CrAlN nanocomposite films with high hardness and excellent anti-wear performance for gear application. Surf. Coat. Technol. 2010, 204, 3517–3524. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Amrutwar, S. Effect of Plasma Nitriding Pretreatment on the Mechanical Properties of AlCrSiN-Coated Tool Steels. Materials 2019, 12, 795. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.K.; Le, V.V.; Vinh, V.V.; Lee, J.W. Effect of cathode arc current and bias voltage on the mechanical properties of CrAlSiN thin films. Surf. Coat. Technol. 2008, 202, 5400–5404. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, L.; Wag, Q.; Li, M. A superhard CrAlSiN superlattice coating deposited by multi-arc ion platting: I. Microstructure and mechanical properties. Surf. Coat. Technol. 2013, 214, 160–167. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High-temperature tribological properties of CrAlN, CrAlSiN and AlCrSiN coatings. Surf. Coat. Technol. 2011, 206, 1244–1251. [Google Scholar] [CrossRef]
- Holzschuh, H. Chemical-vapor deposition of wear resistant hard coatings in the Ti-B-C-N system: Properties and metal-cutting tests. International. J. Refract. Met. Hard Mater. 2002, 20, 143–149. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Widomski, P.; Smolik, J.; Ziemba, J.; Hawryluk, M. Analysis of wear mechanisms of hot forging tools protected with hybrid layers performed by nitriding and PVD coatings deposition. Wear 2019, 420–421, 269–280. [Google Scholar] [CrossRef]
- Podgornik, B.; Zajec, B.; Bay, N.; Vižintin, J. Application of hard coatings for blanking and piercing tools. Wear 2011, 270, 850–856. [Google Scholar] [CrossRef]
- Leskovšek, V.; Podgornik, B.; Jenko, M. A PACVD duplex coating for hot-forging applications. Wear 2009, 266, 453–460. [Google Scholar] [CrossRef]
- Santecchia, E.; Hamouda, A.M.S.; Musharavati, F.; Erfan Zalnezhad, E.; Marcello Cabibbo, M.; Spigarelli, S. Wear resistance investigation of titanium nitride-based coatings. Ceram. Int. 2015, 41, 9A. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Ali, N. PVD Technology in Fabrication of Micro- and Nanostructured Coatings (Book Chapter). In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; Volume 7, ISBN 978-0-08-096533-8. [Google Scholar]
- Chen, Y.; Du, H.; Chen, M.; Yang, J.; Xiong, J.; Zhao, H. Structure and wear behavior of AlCrSiN-based coatings. Appl. Surf. Sci. 2016, 370, 176–183. [Google Scholar] [CrossRef]
- Brizuela, M.; Garcia-Luis, A.; Braceras, I.; Oñate, J.I.; Sánchez-López, J.C.; Martínez-Martínez, D.; López-Cartes, C.; Fernández, A. Magnetron sputtering of Cr(Al)N coatings: Mechanical and tribological study. Surf. Coat. Technol. 2005, 200, 192–197. [Google Scholar] [CrossRef]
- Yu, C.; Tian, L.; Wei, Y.; Wang, S.; Li, T.; Xu, B. The effect of substrate bias voltages on impact resistance of CrAlN coatings deposited by modified ion beam enhanced magnetron sputtering. Appl. Surf. Sci. 2009, 255, 4033–4038. [Google Scholar] [CrossRef]
- Beblein, S.; Breidenstein, B.; Denkena, B.; Pusch, C.; Hoche, H.; Oechsner, M. Thermomechanical Coating Load in Dependence of Fundamental Coating Properties. Procedia CIRP 2017, 58, 25–30. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Zhang, Z.; Yuan, T.; Mei, F.; Lin, X.; Gao, J.; Chen, W.; Xu, Y. The synergy of V and Si on the microstructure, tribological and oxidation properties of AlCrN based coatings. Surf. Coat. Technol. 2021, 412, 127082. [Google Scholar] [CrossRef]
- Sun, S.Q.; Ye, Y.W.; Wang, Y.X.; Liu, M.Q.; Liu, X.; Li, J.L.; Wang, L.P. Structure and tribological performances of CrAlSiN coatings with different Si percentages in seawater. Tribol. Int. 2017, 115, 591–599. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Weng, S.Y.; Chen, C.H.; Fu, F.X. High temperature oxidation and cutting performance of AlCrN, TiVN and multilayered AlCrN/TiVN hard coatings. Surf. Coat. Technol. 2017, 332, 494–503. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High temperature properties of CrAlN, CrAlSiN and AlCrSiN coatings—Structure and oxidation. Mater. Chem. Phys. 2011, 129, 195–201. [Google Scholar] [CrossRef]
- Martan, J.; Beneš, P. Thermal properties of cutting tool coatings at high temperatures. Thermochim. Acta 2012, 539, 51–55. [Google Scholar] [CrossRef]
- Lukaszkowicz, K.; Czyżniewski, A.; Kwaśny, W.; Pancielejko, M. Structure and mechanical properties of PVD coatings deposited onto the X40CrMoV5-1 hot work tool steel substrate. Vacuum 2012, 86, 1186–1194. [Google Scholar] [CrossRef]
- Chen, M.; Chen, W.; Cai, F.; Zhang, S.; Wang, Q. Structural evolution and electrochemical behaviors of multilayer Al-Cr-Si-N coatings. Surf. Coat. Technol. 2016, 296, 33–39. [Google Scholar] [CrossRef] [Green Version]
- Cai, F.; Gao, Y.; Zhang, S.; Zhang, L.; Wang, Q. Gradient architecture of Si containing layer and improved cutting performance of AlCrSiN coated tools. Wear 2019, 424–425, 193–202. [Google Scholar] [CrossRef]
- Rodríguez-Barrero, S.; Fernández-Larrinoa, J.; Azkona, I.; López de Lacalle, L.N.R.; Polvorosa, R. Enhanced Performance of Nanostructured Coatings for Drilling by Droplet Elimination. Mater. Manuf. Process. 2016, 31, 593–602. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I.; Barreiro, J.; de Lacalle, L.N.L.; González-Madruga, D. Effect of mechanical pre-treatments in the behaviour of nanostructured PVD-coated tools in turning. Int. J. Adv. Manuf. Tech. 2014, 73, 1119–1132. [Google Scholar] [CrossRef]
- Álvarez, Á.; Calleja, A.; Ortega, N.; De Lacalle, L.N.L. Five-Axis Milling of Large Spiral Bevel Gears: Toolpath Definition, Finishing, and Shape Errors. Metals 2018, 8, 353. [Google Scholar] [CrossRef] [Green Version]
- ISO 14635-1:2000. Gears—FZG Test Procedures; International Organization for Standardization: Geneva, Switzerland, 2000. [Google Scholar]
- ASTM D5182-19. Standard Test Method for Evaluating the Scuffing Load Capacity of Oils (FZG Visual Method); ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Rusnák, J.; Kadnár, M.; Kučera, M. Biologicky Odbúrateľné Oleje; SPU Nitra: Nitra, Slovakia, 2009; ISBN 978-80-552-0166-5. [Google Scholar]
- Zienkiewicz, O.C.; Taylor, R.L. The Finite Element Method for Solid and Structural Mechanics, 6th ed.; Elsevier: Amsterdam, The Netherlands, 2005; ISBN 978-0-7506-6321-2. [Google Scholar]
- Kurowski, P.M. Finite Element Analysis for Design Engineers, 2nd ed.; SAE International: Warrendale, PA, USA, 2017; ISBN 978-0-7680-8369-9. [Google Scholar]
- Terleeva, P.; Slonova, A.I.; Rogov, A.B.; Yerokhin, A. Wear resistant coatings with a high friction coefficient produced by plasma electrolytic oxidation of Al alloys in electrolytes with basalt mineral powder additions. Materials 2019, 12, 2738. [Google Scholar] [CrossRef] [Green Version]
- Mahade, S.; Narayan, K.; Govindarayan, S.; Bjorklund, S.; Curry, N.; Joshi, S. Exploiting Suspension Plasma Spraying to Deposit Wear-Resistant Carbide Coatings. Materials 2019, 12, 2344. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, B.; Liu, H.; Bai, H.; Zhu, C.; Wu, W. Ratchetting-multiaxial fatigue damage analysis in gear rolling contacts considering tooth surface roughness. Wear 2019, 428–429, 137–146. [Google Scholar] [CrossRef]
- Chang, H.; Borghesani, P.; Smith, W.A.; Peng, Z. Application of surface replication combined with image analysis to investigate wear evolution on gear teeth—A case study. Wear 2019, 430–431, 355–368. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 10th Load Stage | 11th Load Stage | 12th Load Stage | |
|---|---|---|---|
| Tooth face | 766 MPa | 925 MPa | 1100 MPa |
| Tooth pitch | 815 MPa | 960 MPa | 1170 MPa |
| Tooth flank | 940 MPa | 1130 MPa | 1350 MPa |
| 10th Load Stage | 11th Load Stage | 12th Load Stage | |
|---|---|---|---|
| Tooth face | 5.5 MPa | 6.7 MPa | 8 MPa |
| Tooth pitch | 0 MPa | 0 MPa | 0 MPa |
| Tooth flank | 6.9 MPa | 1.1 MPa | 10 MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Švec, P.; Bošanský, M.; Gondár, E.; Toth, F.; Protasov, R. Wear of AlCrN and CrAlSiN Coatings Applied to Nonstandard Involute Gears. Lubricants 2021, 9, 54. https://doi.org/10.3390/lubricants9050054
Švec P, Bošanský M, Gondár E, Toth F, Protasov R. Wear of AlCrN and CrAlSiN Coatings Applied to Nonstandard Involute Gears. Lubricants. 2021; 9(5):54. https://doi.org/10.3390/lubricants9050054
Chicago/Turabian StyleŠvec, Pavol, Miroslav Bošanský, Ernest Gondár, František Toth, and Roman Protasov. 2021. "Wear of AlCrN and CrAlSiN Coatings Applied to Nonstandard Involute Gears" Lubricants 9, no. 5: 54. https://doi.org/10.3390/lubricants9050054
APA StyleŠvec, P., Bošanský, M., Gondár, E., Toth, F., & Protasov, R. (2021). Wear of AlCrN and CrAlSiN Coatings Applied to Nonstandard Involute Gears. Lubricants, 9(5), 54. https://doi.org/10.3390/lubricants9050054