Wear Resistance of TiAlCrSiN Coatings Deposited by Means of the Co-Sputtering Technique

Abstract
:1. Introduction
2. Materials and Methods
2.1. Substrate Preparation
2.2. Coating Deposition
2.3. Coating Characterization
2.4. Mechanical Characterization
2.5. Abrasive Wear Test
3. Results and Discussion
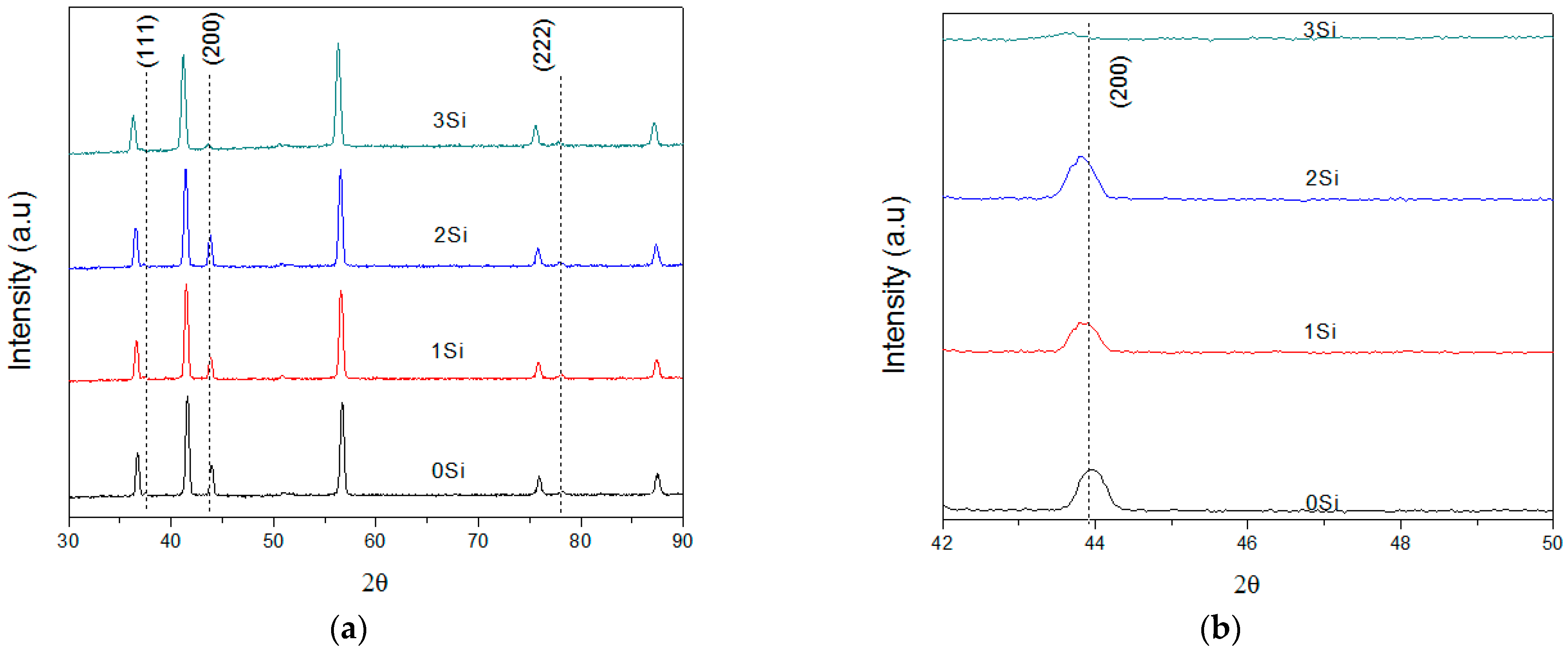
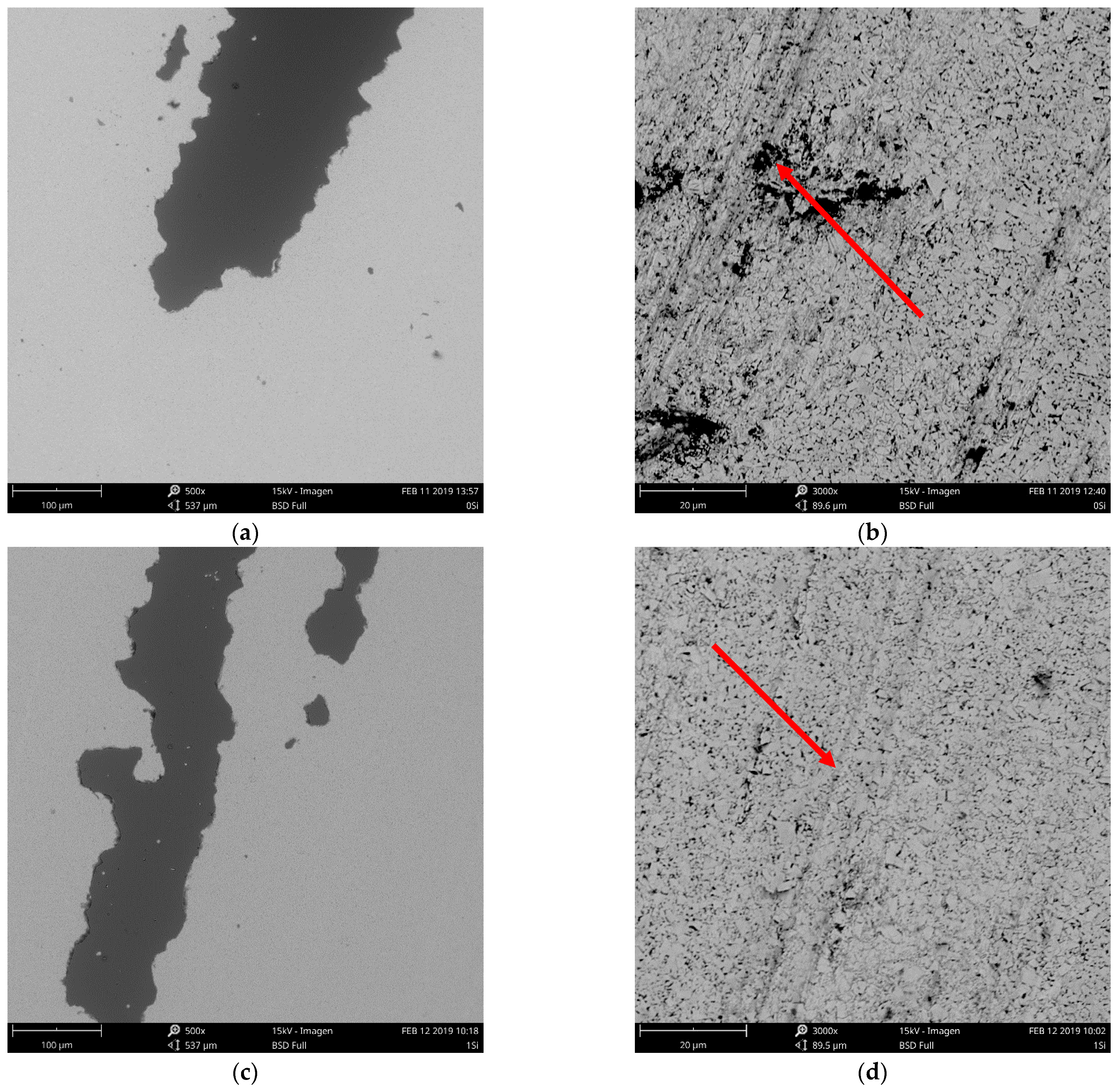
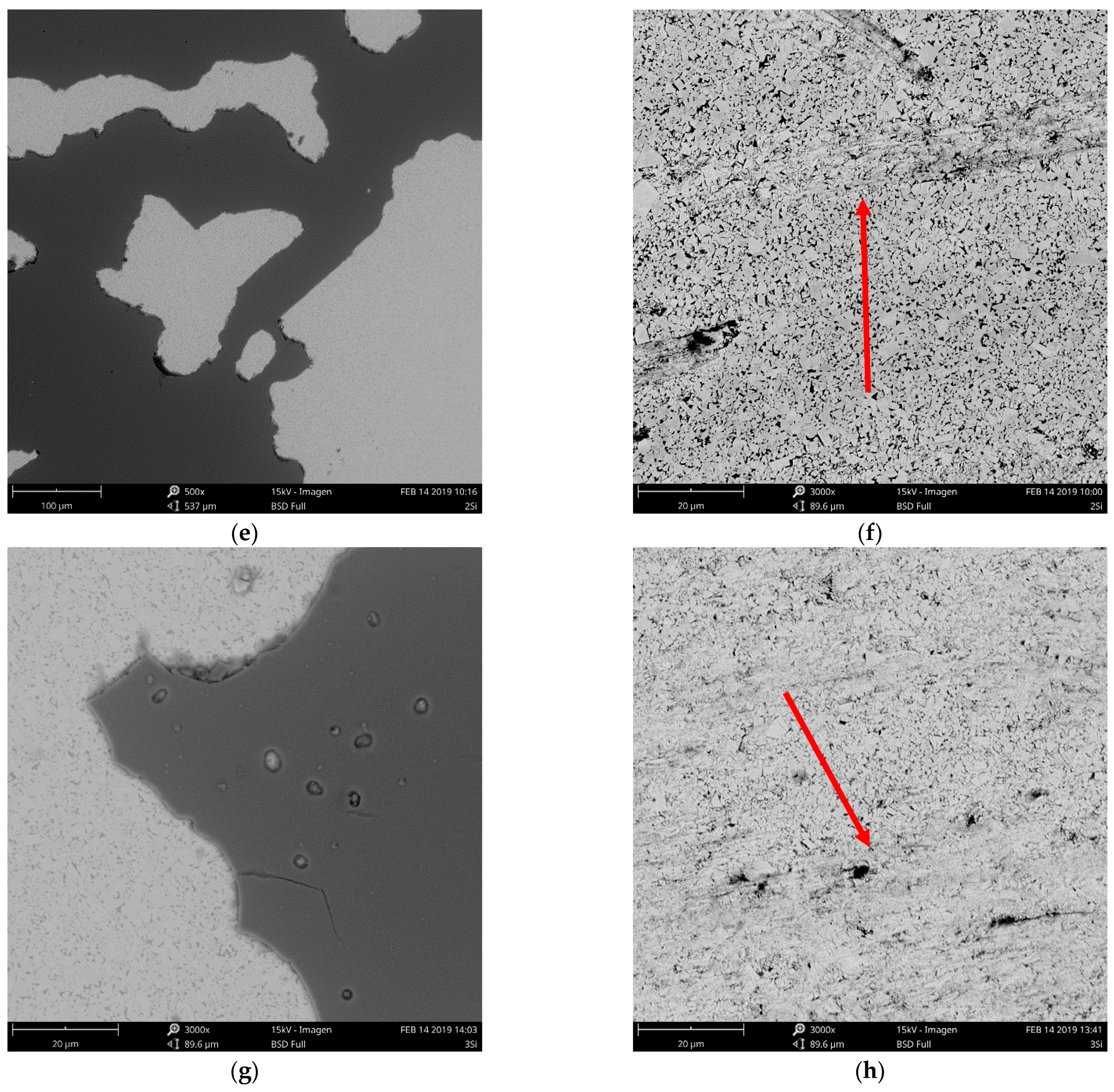
3.1. Microstructure
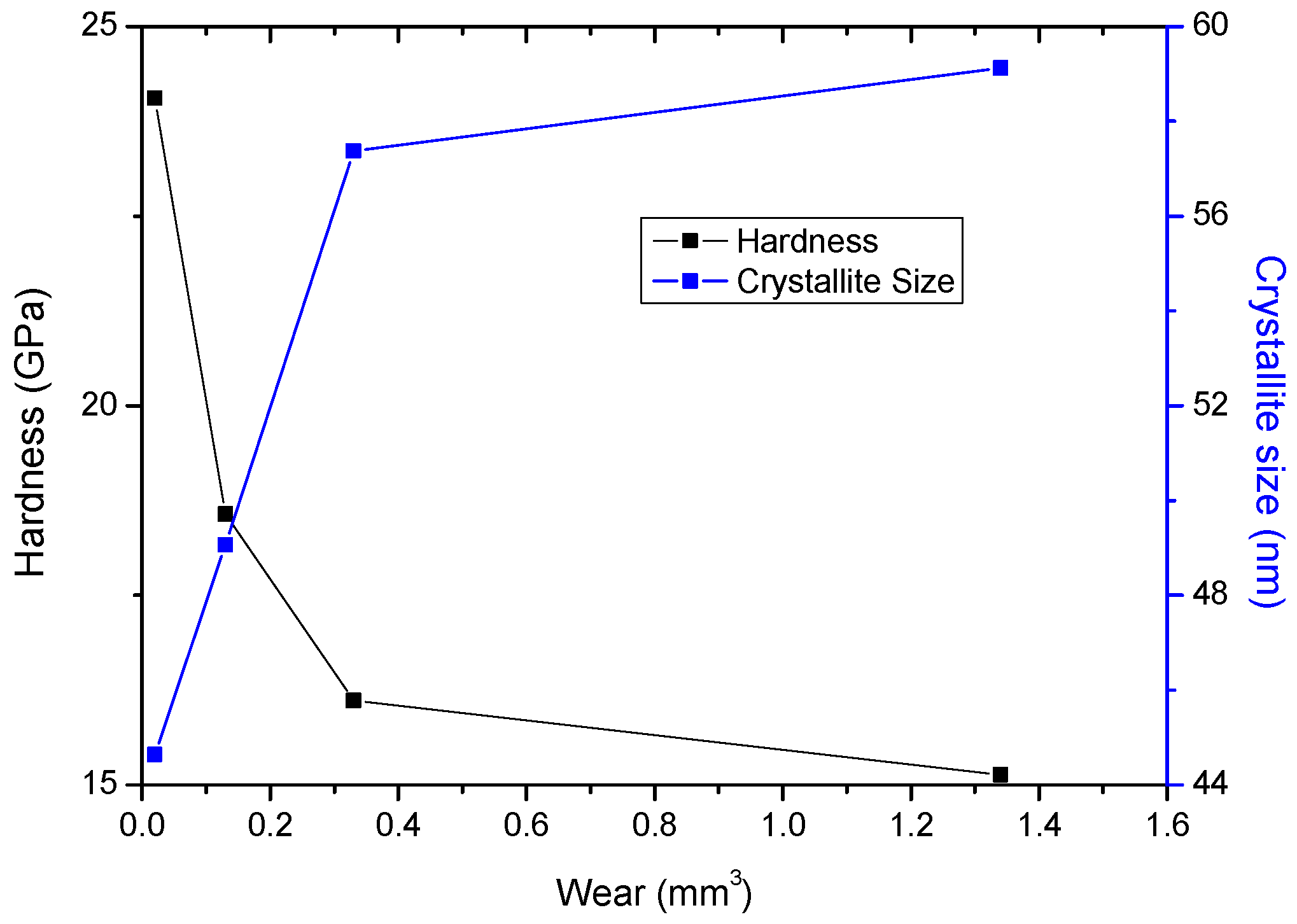
3.2. Mechanical Properties
3.3. Wear Behaviour
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fan, P.; Fang, Z.Z.; Guo, J. A review of liquid phase migration and methods for fabrication of functionally graded cemented tungsten carbide. Int. J. Refract. Met. Hard Mater. 2013, 36, 2–9. [Google Scholar] [CrossRef]
- Katiyar, P.K.; Singh, P.K.; Singh, R.; Kumar, A.L. Modes of failure of cemented tungsten carbide tool bits (WC/Co): A study of wear parts. Int. J. Refract. Met. Hard Mater. 2016, 54, 27–38. [Google Scholar] [CrossRef]
- Veprek, S.; Mukherjee, S.; Karvankova, P.; Männling, H.-D.; He, J.L.; Moto, K.; Prochazka, J.; Argon, A.S. Limits to the strength of super- and ultrahard nanocomposite coatings. J. Vac. Sci. Technol. A 2003, 21, 532–544. [Google Scholar] [CrossRef] [Green Version]
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Veprek, S.; Männling, H.D.; Jilek, M.; Holubar, P. Avoiding the high-temperature decomposition and softening of (Al1-xTix)N coatings by the formation of stable superhard nc-(Al1-xTix)N/a-Si3 N4 nanocomposite. Mater. Sci. Eng. A 2004, 366, 202–205. [Google Scholar] [CrossRef]
- Endrino, J.L.; Fox-Rabinovich, G.S.; Reiter, A.; Veldhuis, S.V.; Escobar Galindo, R.; Albella, J.M.; Marco, J.F. Oxidation tuning in AlCrN coatings. Surf. Coat. Technol. 2007, 201, 4505–4511. [Google Scholar] [CrossRef]
- Mishra, S.K.; Ghosh, S.; Aravindan, S. Investigations into friction and wear behavior of AlTiN and AlCrN coatings deposited on laser textured WC/Co using novel open tribometer tests. Surf. Coat. Technol. 2020, 387, 125513. [Google Scholar] [CrossRef]
- Grzesik, W.; Zalisz, Z.; Nieslony, P. Friction and wear testing of multilayer coatings on carbide substrates for dry machining applications. Surf. Coat. Technol. 2002, 155, 37–45. [Google Scholar] [CrossRef]
- Claudin, C.; Mondelin, A.; Rech, J.; Fromentin, G. Effects of a straight oil on friction at the toolworkmaterial interface in machining. Int. J. Mach. Tools Manuf. 2010, 50, 681–688. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.Y.; Lai, H.M. Wear behavior and cutting performance of CrAlSiN and TiAlSiN hard coatings on cemented carbide cutting tools for Ti alloys. Surf. Coat. Technol. 2014, 259, 152–158. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Chiu, W.T.; Hung, J.P. Mechanical properties and high temperature oxidation of CrAlSiN/TiVN hard coatings synthesized by cathodic arc evaporation. Surf. Coat. Technol. 2016, 303, 18–24. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Yang, S.J.; Wu, W.; Kuo, Y.C.; Lee, J.W.; Wang, C.J. Mechanical properties of gradient and multilayered TiAlSiN hard coatings. Thin Solid Films 2009, 517, 4934–4937. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, W.; Chen, W.; Yang, S. Structural optimisation and synthesis of multilayers and nanocomposite AlCrTiSiN coatings for excellent machinability. Surf. Coat. Technol. 2015, 277, 23–29. [Google Scholar] [CrossRef]
- Miletić, A.; Panjan, P.; Škorić, B.; Čekada, M.; Dražič, G.; Kovač, J. Microstructure and mechanical properties of nanostructured Ti-Al-Si-N coatings deposited by magnetron sputtering. Surf. Coat. Technol. 2014, 241, 105–111. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Cheng, C.M.; Liou, Y.Y.; Tillmann, W.; Hoffmann, F.; Sprute, T. High temperature wettability of multicomponent CrAlSiN and TiAlSiN coatings by molten glass. Surf. Coat. Technol. 2013, 231, 24–28. [Google Scholar] [CrossRef]
- Wu, Z.L.; Li, Y.G.; Wu, B.; Lei, M.K. Effect of microstructure on mechanical and tribological properties of TiAlSiN nanocomposite coatings deposited by modulated pulsed power magnetron sputtering. Thin Solid Films 2015, 597, 197–205. [Google Scholar] [CrossRef]
- Veprek, S.; Zhang, R.F.; Veprek-Heijman, M.G.J.; Sheng, S.H.; Argon, A.S. Superhard nanocomposites: Origin of hardness enhancement, properties and applications. Surf. Coat. Technol. 2010, 204, 1898–1906. [Google Scholar] [CrossRef]
- Yuan, Y.; Qin, Z.; Yu, D.H.; Wang, C.Y.; Sui, J.; Lin, H.; Wang, Q. Relationship of microstructure, mechanical properties and hardened steel cutting performance of TiSiN-based nanocomposite coated tool. J. Manuf. Process. 2017, 28, 399–409. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Beake, B.D.; Yamamoto, K.; Aguirre, M.H.; Veldhuis, S.C.; Dosbaeva, G.; Elfizy, A.; Biksa, A.; Shuster, L.S. Structure, properties and wear performance of nano-multilayered TiAlCrSiYN/TiAlCrN coatings during machining of Ni-based aerospace superalloys. Surf. Coat. Technol. 2010, 204, 3698–3706. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Kim, S.K.; Lee, D.B. High-temperature oxidation of nano-multilayered TiAlCrSiN thin films in air. Surf. Coat. Technol. 2009, 204, 697–704. [Google Scholar] [CrossRef]
- Kim, M.J.; Lee, D.B. Oxidation of TiAlCrSiN Thin Films at 1000 °C in Air. In Materials and Engineering Technology; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2015; Volume 719, pp. 127–131. [Google Scholar]
- Abro, M.A.; Yadav, P.; Shi, Y. High-Temperature Oxidation of the TiAlCrSiN Film; The Korean Institute of Surface Engineering: Daejeon, Korea, 2016. [Google Scholar]
- Kawate, M.; Kimura, A.; Suzuki, T. Microhardness and lattice parameter of Cr1−xAlxN films. J. Vac. Sci. Technol. Vacuum Surf. Film. 2002, 20, 569–571. [Google Scholar] [CrossRef]
- Veprek, S.; Jilek, M. Super- and ultrahard nanacomposite coatings: Generic concept for their preparation, properties and industrial applications. In Vacuum; Pergamon; Elsevier: Amsterdam, The Netherland, 2002; Volume 67, pp. 443–449. [Google Scholar]
- Fischer-Cripps, A.C.; Karvánková, P.; Vepřek, S. On the measurement of hardness of super-hard coatings. Surf. Coat. Technol. 2006, 200, 5645–5654. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Ghosh, M.; Shashidhara; Ramakrishna, R.; Rajam, K.S. Deposition and characterization of TiAlSiN nanocomposite coatings prepared by reactive pulsed direct current unbalanced magnetron sputtering. Appl. Surf. Sci. 2010, 256, 6420–6426. [Google Scholar] [CrossRef]
- Park, I.W.; Kang, D.S.; Moore, J.J.; Kwon, S.C.; Rha, J.J.; Kim, K.H. Microstructures, mechanical properties, and tribological behaviors of Cr-Al-N, Cr-Si-N, and Cr-Al-Si-N coatings by a hybrid coating system. Surf. Coatings Technol. 2007, 201, 5223–5227. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Poláková, H. Relationships between hardness, Young’s modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 154, 304–313. [Google Scholar] [CrossRef]
- Raveh, A.; Zukerman, I.; Shneck, R.; Avni, R.; Fried, I. Thermal stability of nanostructured superhard coatings: A review. Surf. Coat. Technol. 2007, 201, 6136–6142. [Google Scholar] [CrossRef]
- Xie, Y.; Hawthorne, H.M. A model for compressive coating stresses in the scratch adhesion test. Surf. Coat. Technol. 2001, 141, 15–25. [Google Scholar] [CrossRef]
- Pang, X.; Gao, K.; Luo, F.; Emirov, Y.; Levin, A.A.; Volinsky, A.A. Investigation of microstructure and mechanical properties of multi-layer Cr/Cr2O3 coatings. Thin Solid Films 2009, 517, 1922–1927. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Skrzypek, S.; Pakuła, D.; Mikuła, J.; Křiž, A. Influence of the PVD and CVD technologies on the residual macro- stresses and functional properties of the coated tool ceramics. J. Achiev. Mater. Manuf. Eng. 2009, 35, 162–168. [Google Scholar]
- Hagarová, M. Experimental Methods of Assessment of PVD Coatings Properties. J. Met. Mater. Miner. 2007, 17, 29–35. [Google Scholar]
- Gant, A.J.; Gee, M.G. Wear modes in slurry jet erosion of tungsten carbide hardmetals: Their relationship with microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2015, 49, 192–202. [Google Scholar] [CrossRef]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Philippon, D.; Godinho, V.; Nagy, P.M.; Delplancke-Ogletree, M.P.; Fernández, A. Endurance of TiAlSiN coatings: Effect of Si and bias on wear and adhesion. Wear 2011, 270, 541–549. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Lattice Parameter (nm) |
|---|---|
| 0 Si | 0.4245 |
| 1 Si | 0.4262 |
| 2 Si | 0.4268 |
| 3 Si | 0.4269 |
| Sample | Crystallite Size (nm) |
|---|---|
| 0 Si | 59.1250 |
| 1 Si | 57.3746 |
| 2 Si | 49.0653 |
| 3 Si | 44.6400 |
| Sample | Hardness, H (GPA) | Elastic Modulus, E (GPa) | H/E | H3/E2 |
|---|---|---|---|---|
| 0 Si | 15.13 ± 1.72 | 284.46 ± 2.53 | 0.0053 | 0.0428 |
| 1 Si | 16.11 ± 3.67 | 306.01 ± 36.68 | 0.0053 | 0.0446 |
| 2 Si | 18.57 ± 1.47 | 312.34 ± 16.39 | 0.0059 | 0.0656 |
| 3 Si | 24.05 ± 3.79 | 337.87 ± 28.80 | 0.0071 | 0.1218 |
| Sample | Specimen Mass Before Test (g) | Specimen Mass After the Test (g) | Mass Loss (g) | Volume Loss (mm3) |
|---|---|---|---|---|
| 0 Si | 15.6869 | 15.6796 | 0.0073 | 1.34 |
| 1 Si | 15.7430 | 15.7409 | 0.0021 | 0.33 |
| 2 Si | 15.7199 | 15.7189 | 0.0010 | 0.13 |
| 3 Si | 15.9056 | 15.9054 | 0.0002 | 0.02 |
| Sample | Delaminated Area % |
|---|---|
| 0 Si | 59.638 |
| 1 Si | 58.017 |
| 2 Si | 56.970 |
| 3 Si | 54.617 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Estupiñan, F.A.; Moreno, C.M.; Olaya, J.J.; Ardila, L.C. Wear Resistance of TiAlCrSiN Coatings Deposited by Means of the Co-Sputtering Technique. Lubricants 2021, 9, 64. https://doi.org/10.3390/lubricants9060064
Estupiñan FA, Moreno CM, Olaya JJ, Ardila LC. Wear Resistance of TiAlCrSiN Coatings Deposited by Means of the Co-Sputtering Technique. Lubricants. 2021; 9(6):64. https://doi.org/10.3390/lubricants9060064
Chicago/Turabian StyleEstupiñan, Fredy Antonio, Carlos Mauricio Moreno, Jhon Jairo Olaya, and Luis Carlos Ardila. 2021. "Wear Resistance of TiAlCrSiN Coatings Deposited by Means of the Co-Sputtering Technique" Lubricants 9, no. 6: 64. https://doi.org/10.3390/lubricants9060064
APA StyleEstupiñan, F. A., Moreno, C. M., Olaya, J. J., & Ardila, L. C. (2021). Wear Resistance of TiAlCrSiN Coatings Deposited by Means of the Co-Sputtering Technique. Lubricants, 9(6), 64. https://doi.org/10.3390/lubricants9060064