Cold Welding in Hold Down Points of Space Mechanisms Due to Fretting When Omitting Grease


Abstract
:1. Introduction
2. Background
2.1. Overview
2.2. State of the Art
- Investigating tin coated electrical contacts under fretting, a relation was established between the partial pressure of oxygen and the test duration [17]. The lifetime was defined as an increase of the electrical contact resistance, which was due to oxidation: with increase of the oxygen partial pressure from 0.1 to 100 mbar, this lifetime decreased by roughly 2 orders of magnitude [17]. No cold welding was measured, but it could be deduced that the wear mechanism is already changing from adhesive to oxidative.
- A recently published paper [18] compares wear volume in fretting between air and Argon. Assuming the Argon to be purity 5.0, the ratio of impurities can be estimated to 10−5. This amount of impurities may be estimated into a vacuum pressure range of 10−2 mbar, which is roughly about 10−5 of ambient pressure. Based on that assumption, it might be extrapolated that the transfer from oxidative to adhesive wear in pairing of steel-steel and steel-Ti4Al4V is in “low vacuum (range 10−2 mbar)”.
- Finally, the most interesting paper with regard to this transition from oxidative to adhesion wear is [19]. This is despite the fact that, again, no adhesion forces were determined, but friction under fretting was investigated in contact of stainless steel SUS304 against itself. They report that the friction coefficient starts to increase when the pressure decreases beyond 1 mbar. They state that the transition from oxidative to adhesive wear occurs in a range of 0.1 mbar.
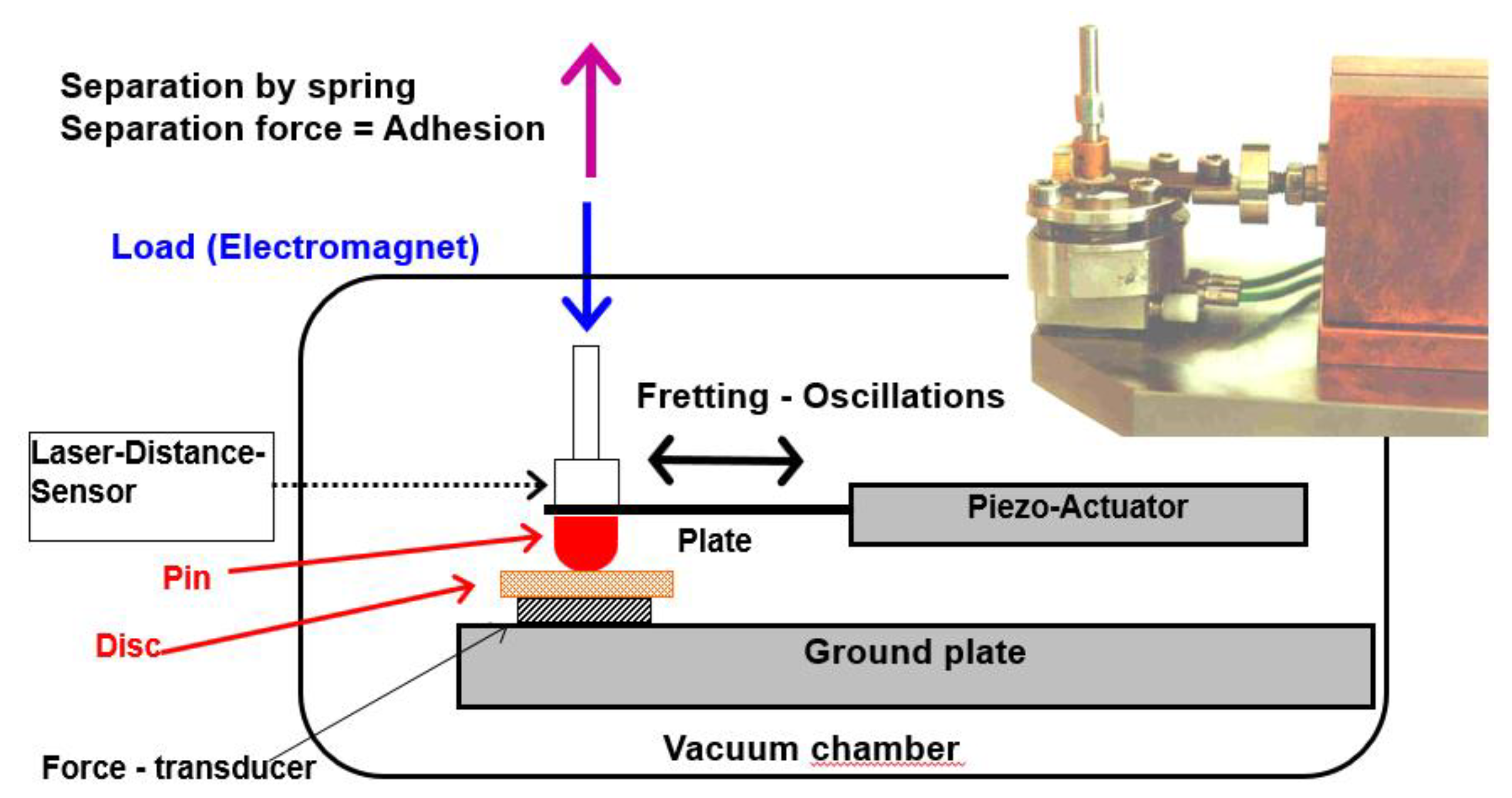
3. Experimental
4. Results
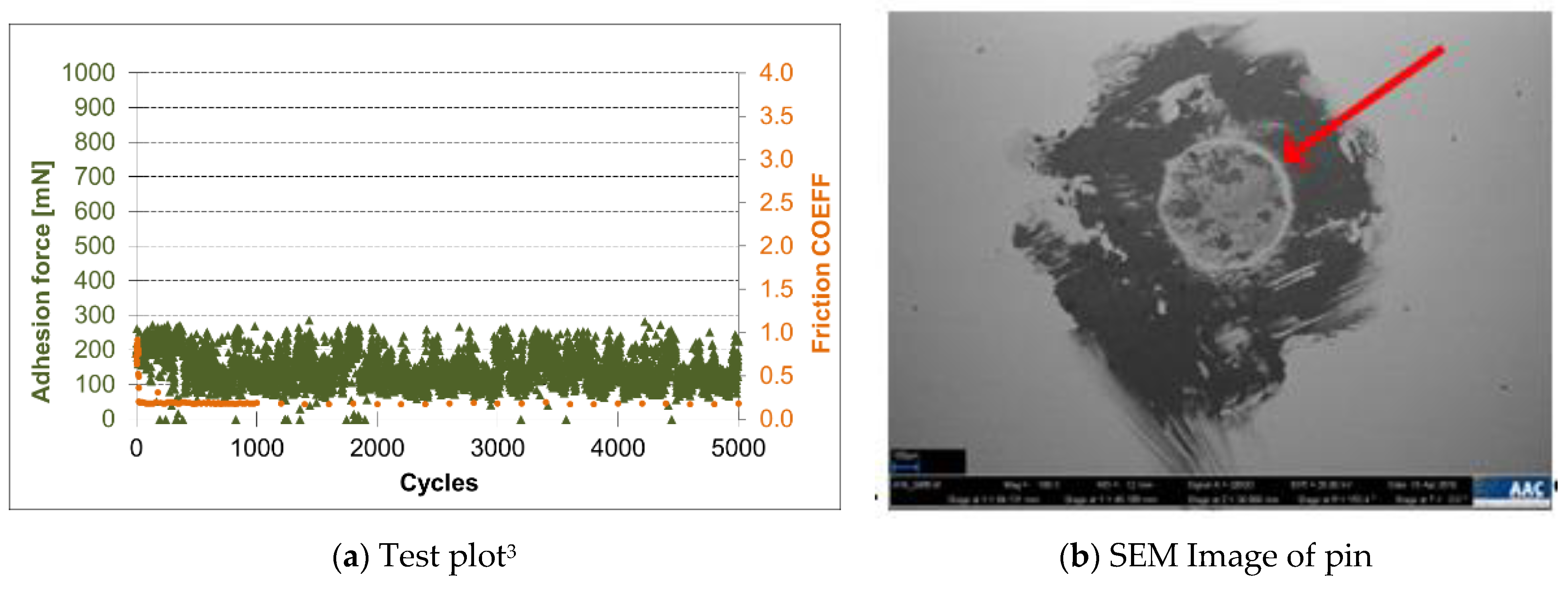
4.1. Reference Testing on Grease as Inhibitor to Cold Welding
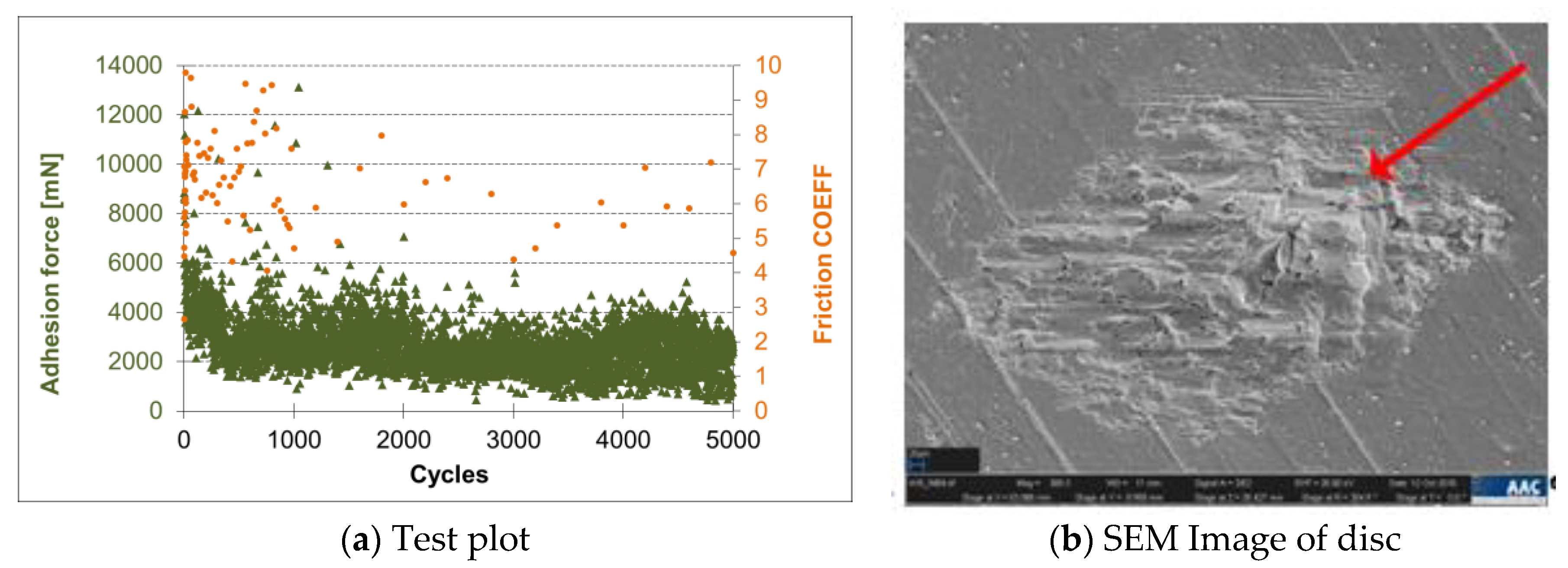
4.2. Results for Some Bulk Materials in HighVac and Launch
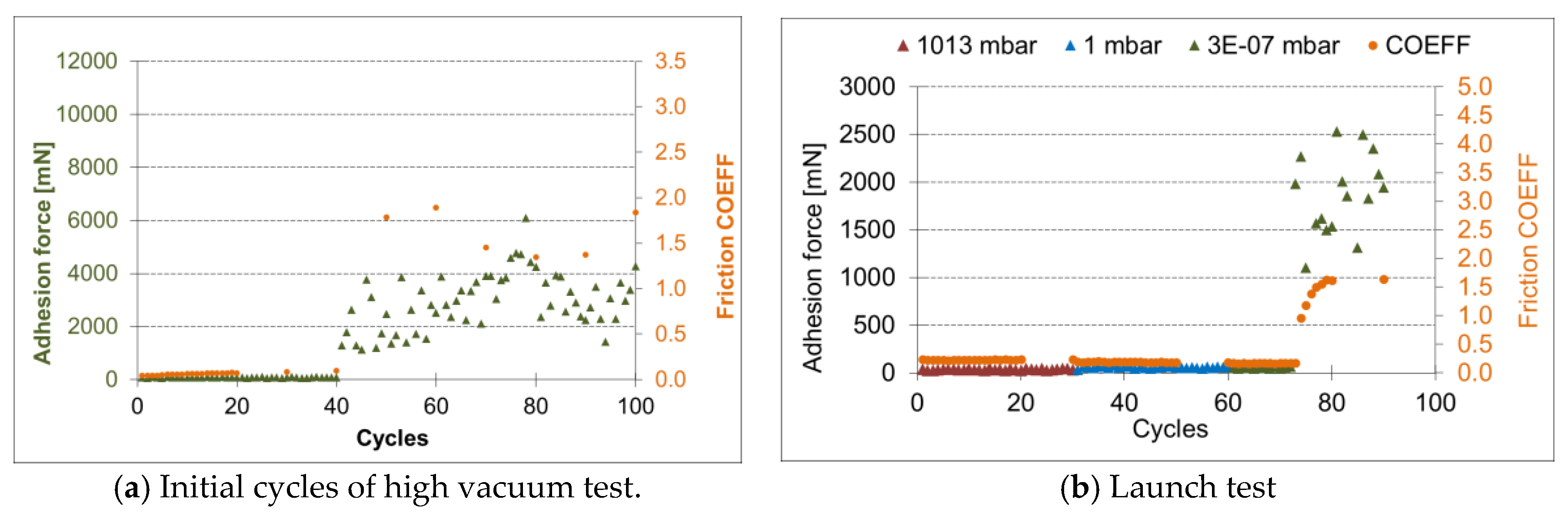
High Vacuum
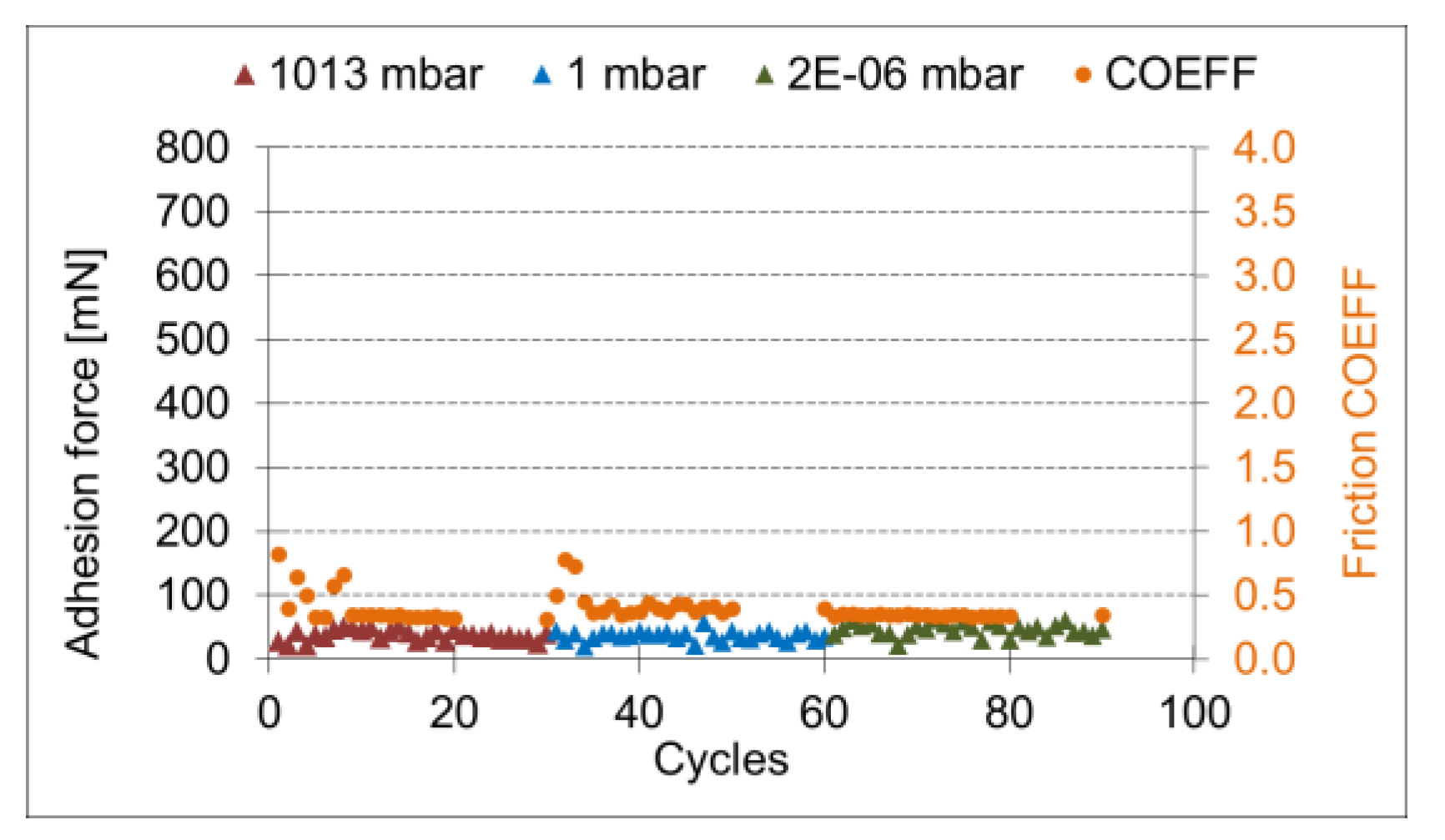
4.3. Launch Environment
4.4. Some Results from Coatings Compared for HighVac and Launch
5. Discussion
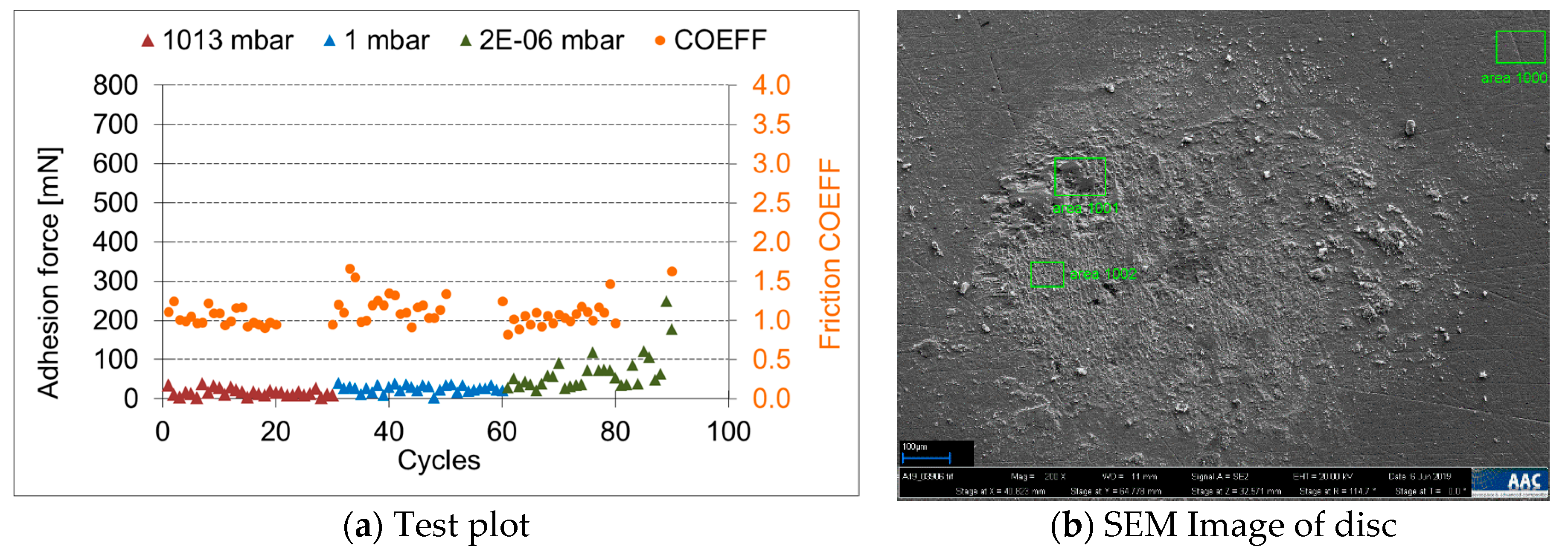
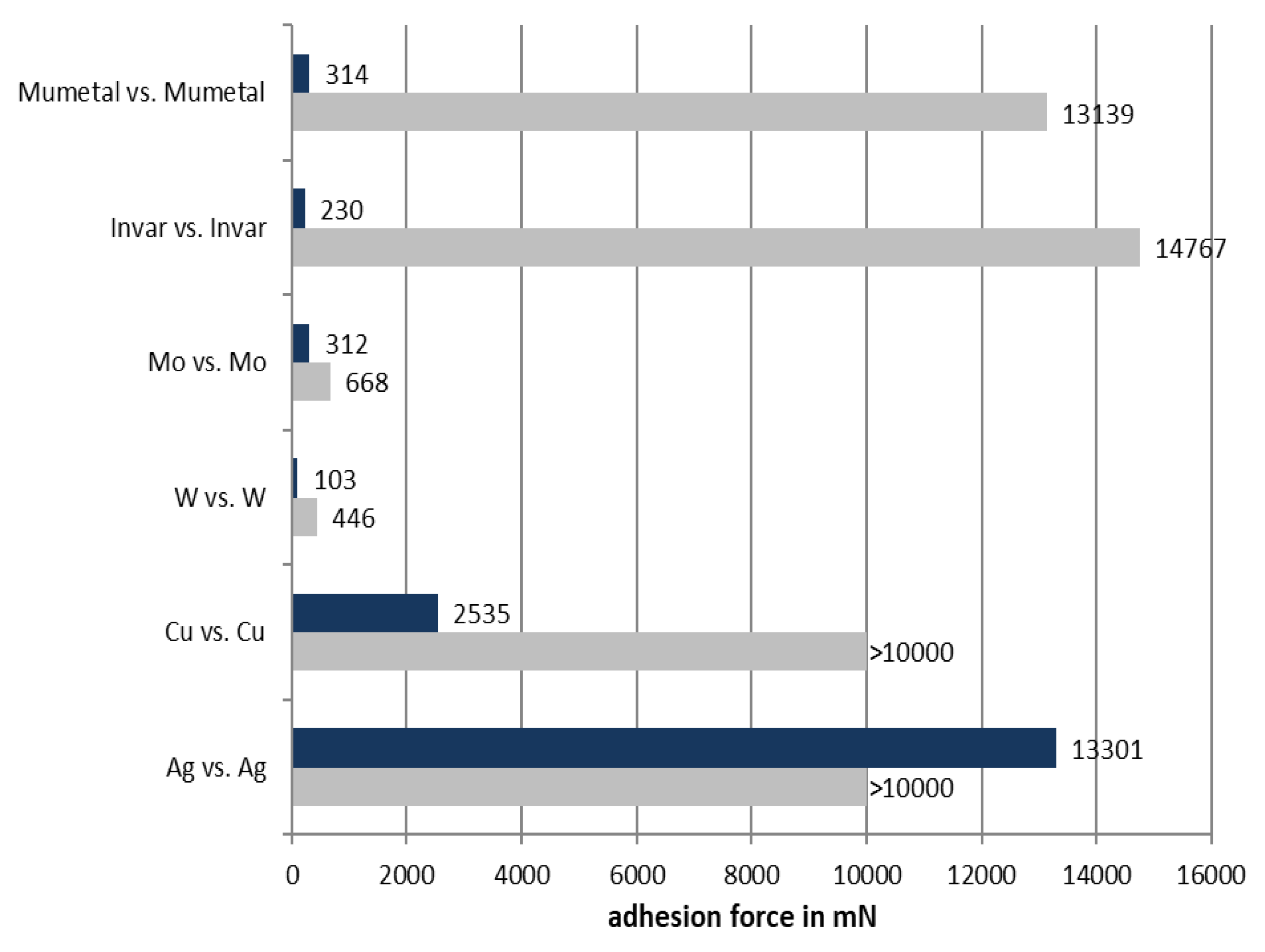
- High/Low: Mumetal and Invar (both austenitic Fe-alloys) show very high adhesion in high vacuum, but very low (maximum) adhesion in launch, the SEM analysis has shown typical signs for adhesive wear in high vacuum. EDS exhibited formation of oxides during the launch test.
- Low/low: tungsten and also molybdenum show low adhesion in both test environments. For tungsten, strong wear was identified creating much loose debris, which seems to act as a kind of 3rd body not enabling the formation of a friction weld.
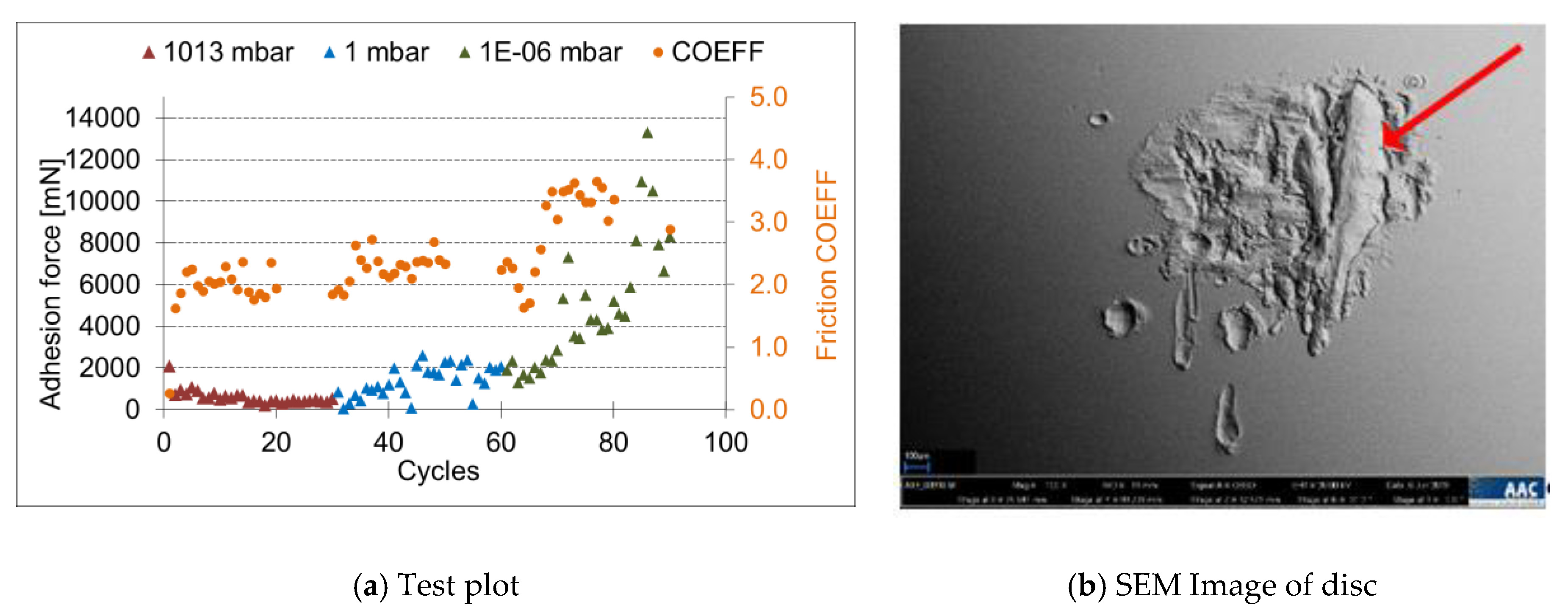
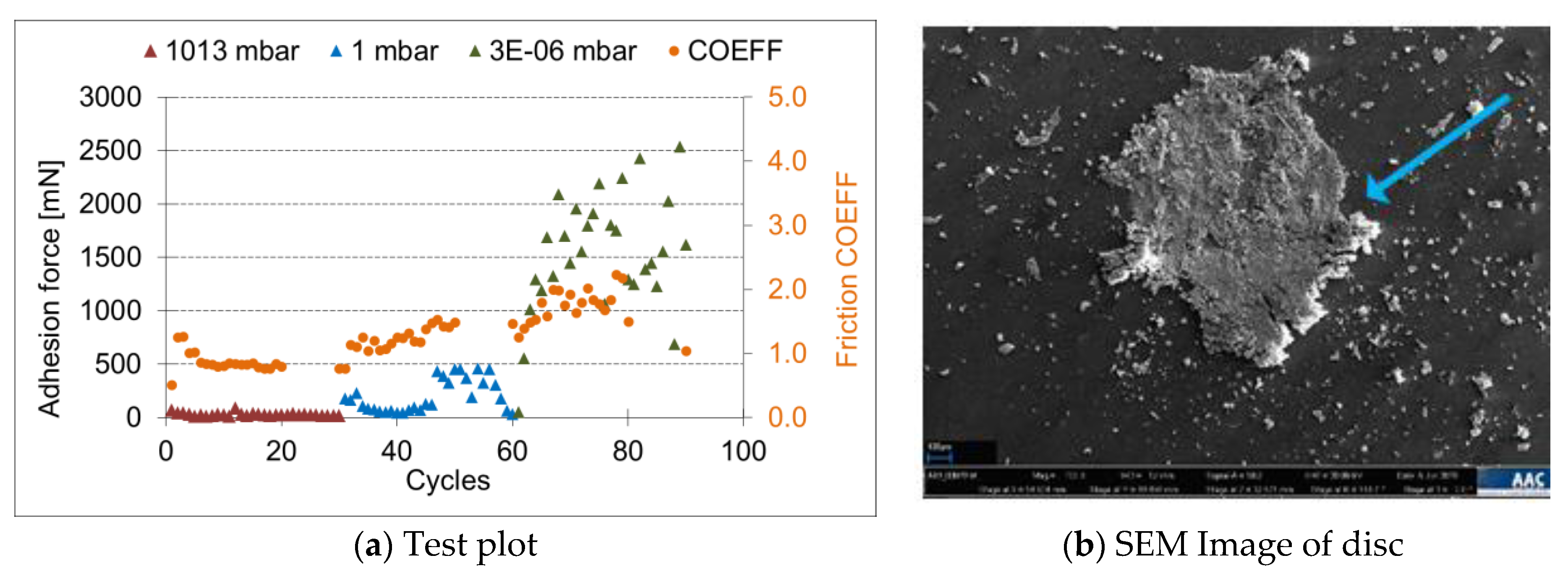
- High/high: high adhesion is found for silver in both conditions, in high vacuum the weld was so strong that the test device failed to re-open (therefore > 10,000 mN). In launch condition the adhesion was found in a similar range (~13,300 mN). SEM shows for this contact shows adhesive wear marks even in launch conditions. This may be related to a less strong tribo-corrosion and the more noble character of silver. Copper in contact with itself shows higher adhesion in launch, but when investigating the wear zone by SEM, the high amount of corrosion products (oxides) would fit also to the first group mentioned above (high/low).
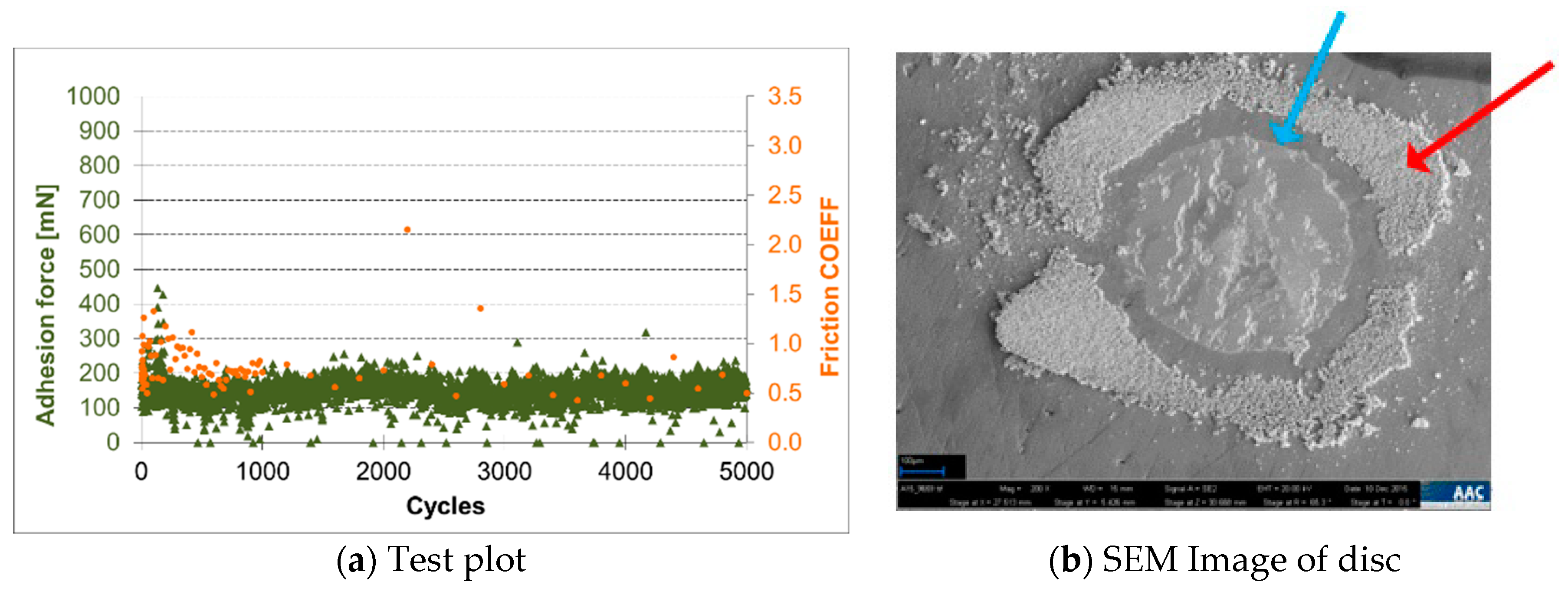
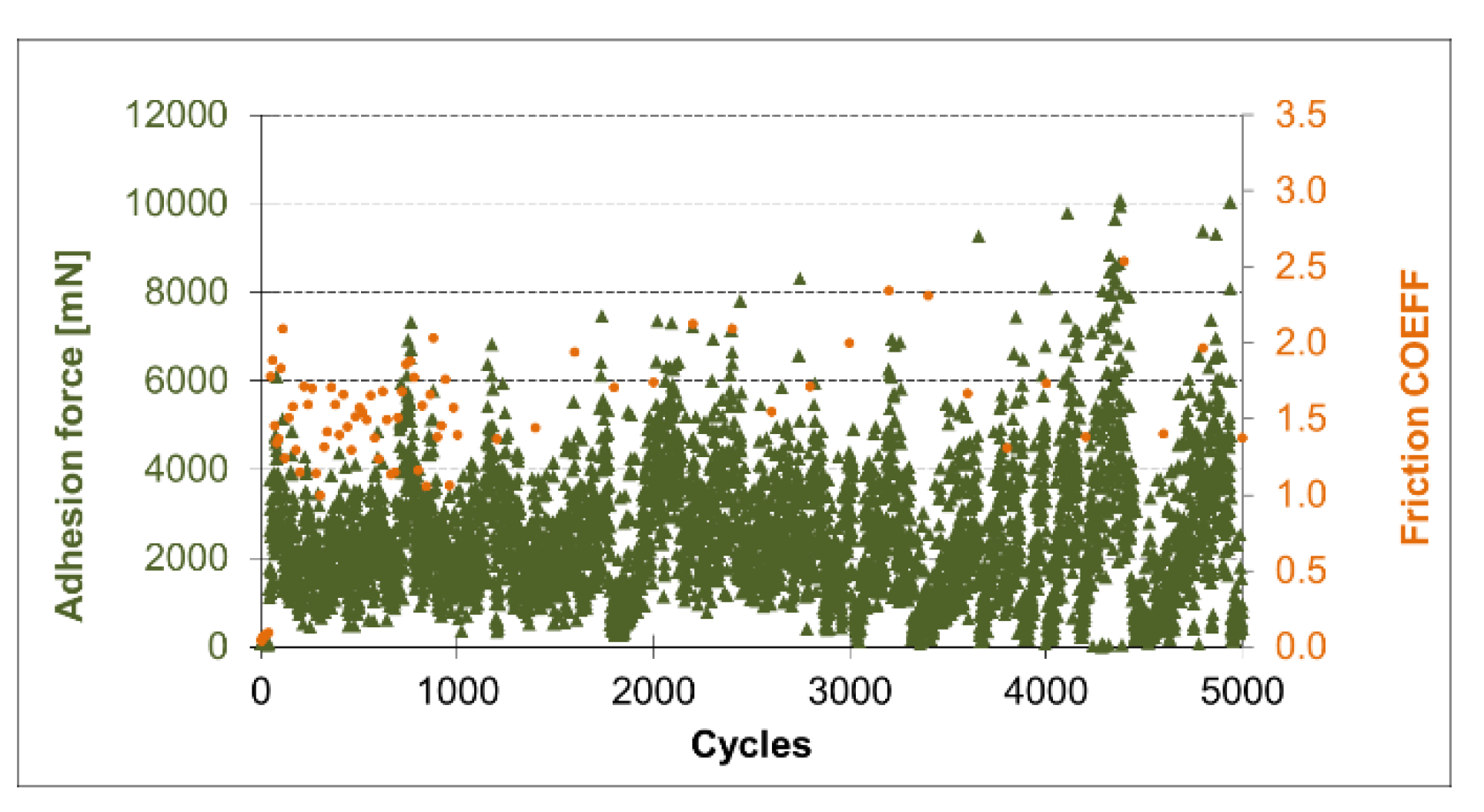
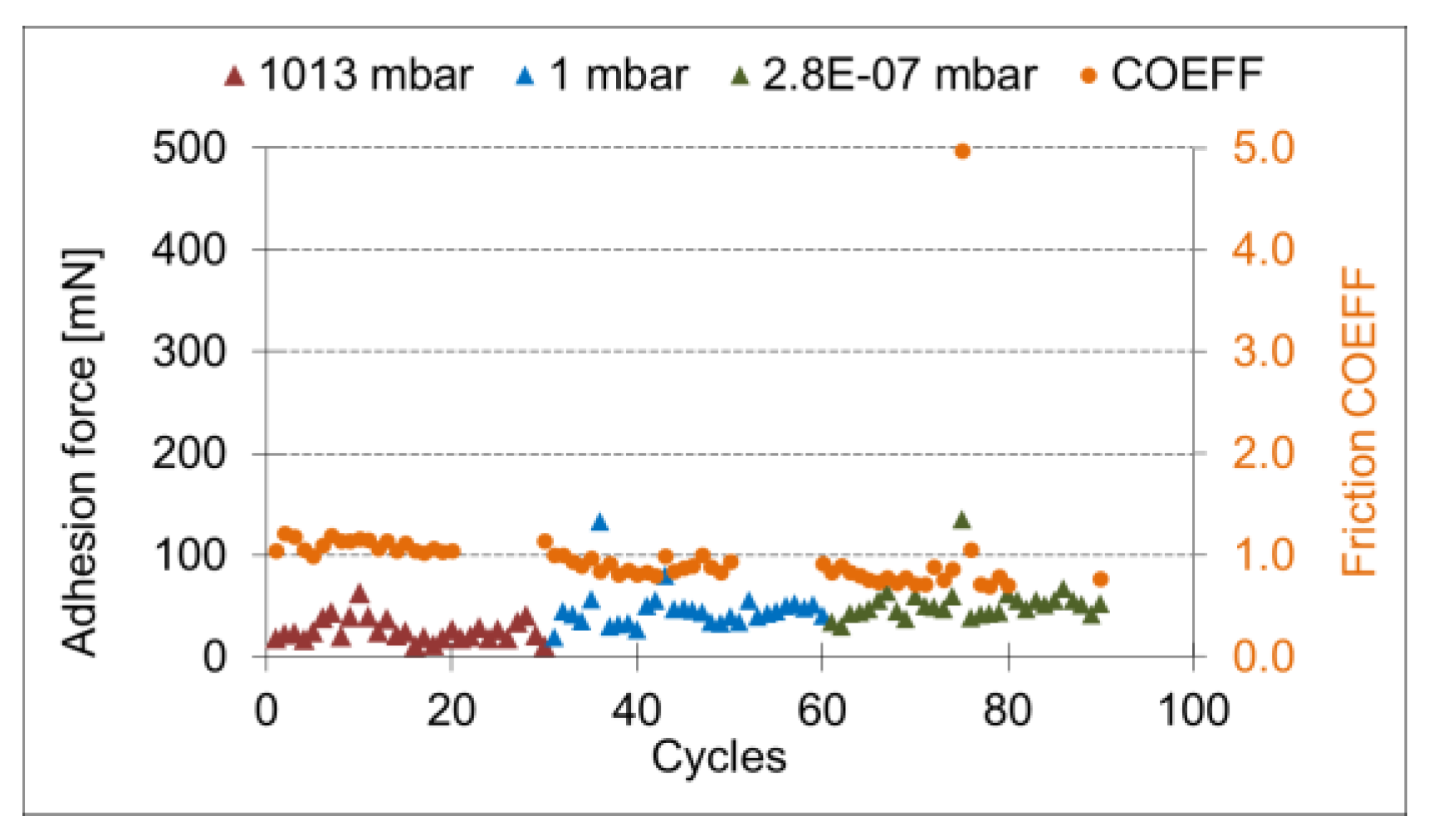
- Reference is seen in the use of grease (PFPE based like, e.g., Braycote 601). No adhesion was found in long term tests in high vacuum (until 5000 cycles). Additionally, no adhesion is seen in launch tests (3 × 30 cycles).
- Subsurface treatments offer a somewhat promising approach. They improve the hardness, not only on the very surface (like thin PVD-coatings), but offer a graduated increase into the subsurface zone. One example of nitriding PH-Steel 17-7 was successful in inhibiting adhesion to Ti6Al4V (which is known to tend to cold welding).
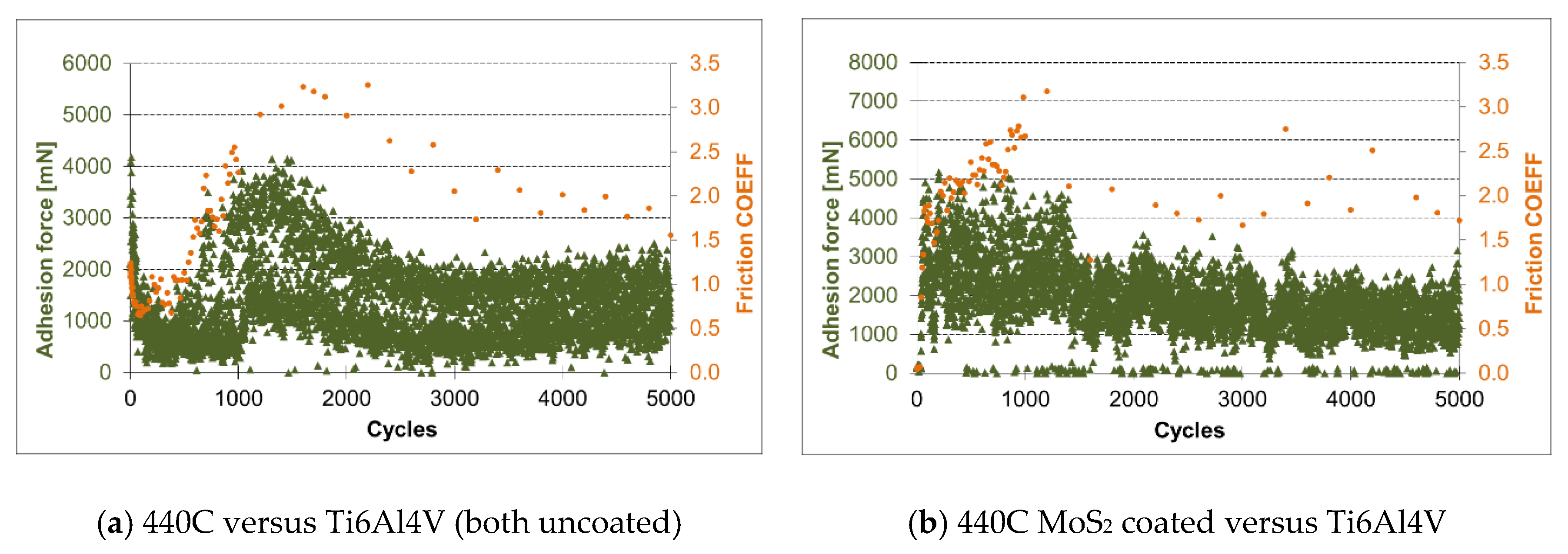
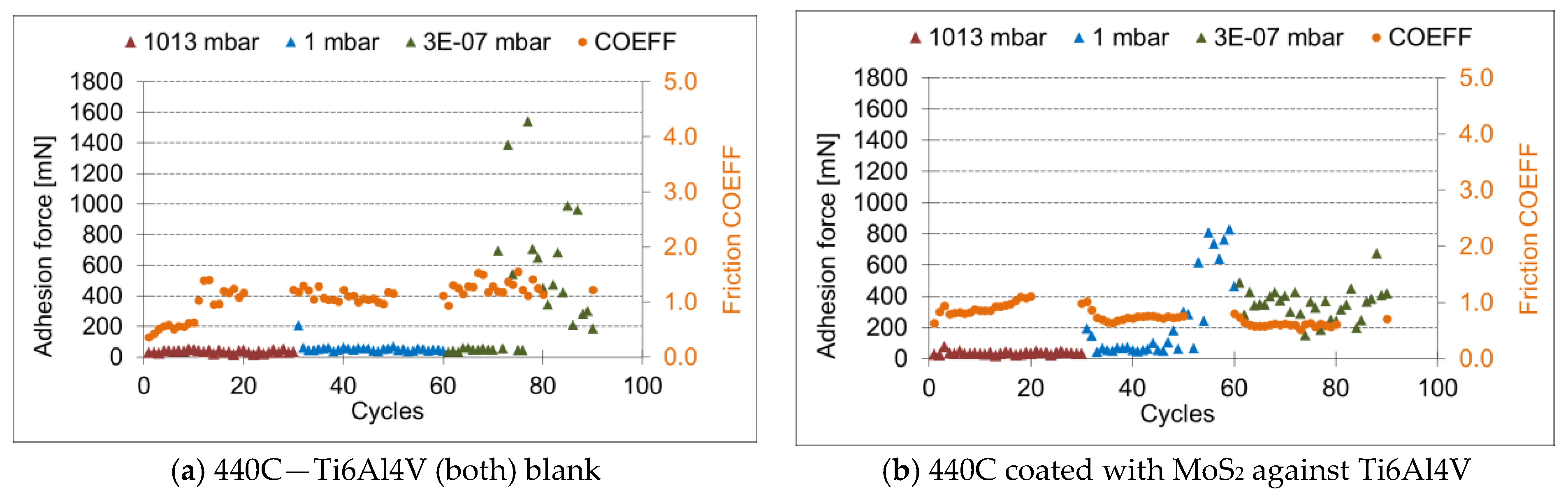
- Solid lubricant coatings of MoS2 made by PVD are widely used in space. However, the fretting tests shown above indicate that in very small oscillating motion, the coating is not offering to suppress cold welding. Failing in launch tests can be argued with the susceptibility of MoS2 to degradation by humidity: sliding in humid ambient condition is reported to decrease the life time in ball bearings in high vacuum (space). Comparing test data from launch to high vacuum is not in contradiction, but due to missing parallel testing it cannot be argued as “confirmed”. Finally, fretting tests done fully in vacuum show early failure, too. Hence, for this type of solid lubricant, the small motion (fretting) is also critical to life.
6. Conclusions
- First fretting tests in “launch conditions” were done on several selected blank metals and on coatings typically used in space.
- The clear conclusion is that behavior in high vacuum (deployment in orbit) is influenced by the “pre-life” on ground (fretting in ambient, e.g., when doing vibration tests on a shaker), i.e., testing in a full environment needs to be done to assess life in space reliably.
- The need for replacement of grease in HDRMs caused by, e.g., optical payloads can more likely cause failure, as the results show that coatings do not guarantee 100% success compared to the use of grease. Hence, detailed work on a suitable replacement is needed and will probably lead to certain coating-application-correlations.
- Additionally, the option “no coating” was found to be worth considering: some alloys do not show high adhesion forces in the high vacuum phase of a launch test. The fretting in air (and maybe low vacuum) leads to tribo-corrosion, forming reaction layers that inhibit cold welding. However, it has to be expected from future tests that this might become a risky approach, as no reliable life will be expectable, as those layers are not reproducible.
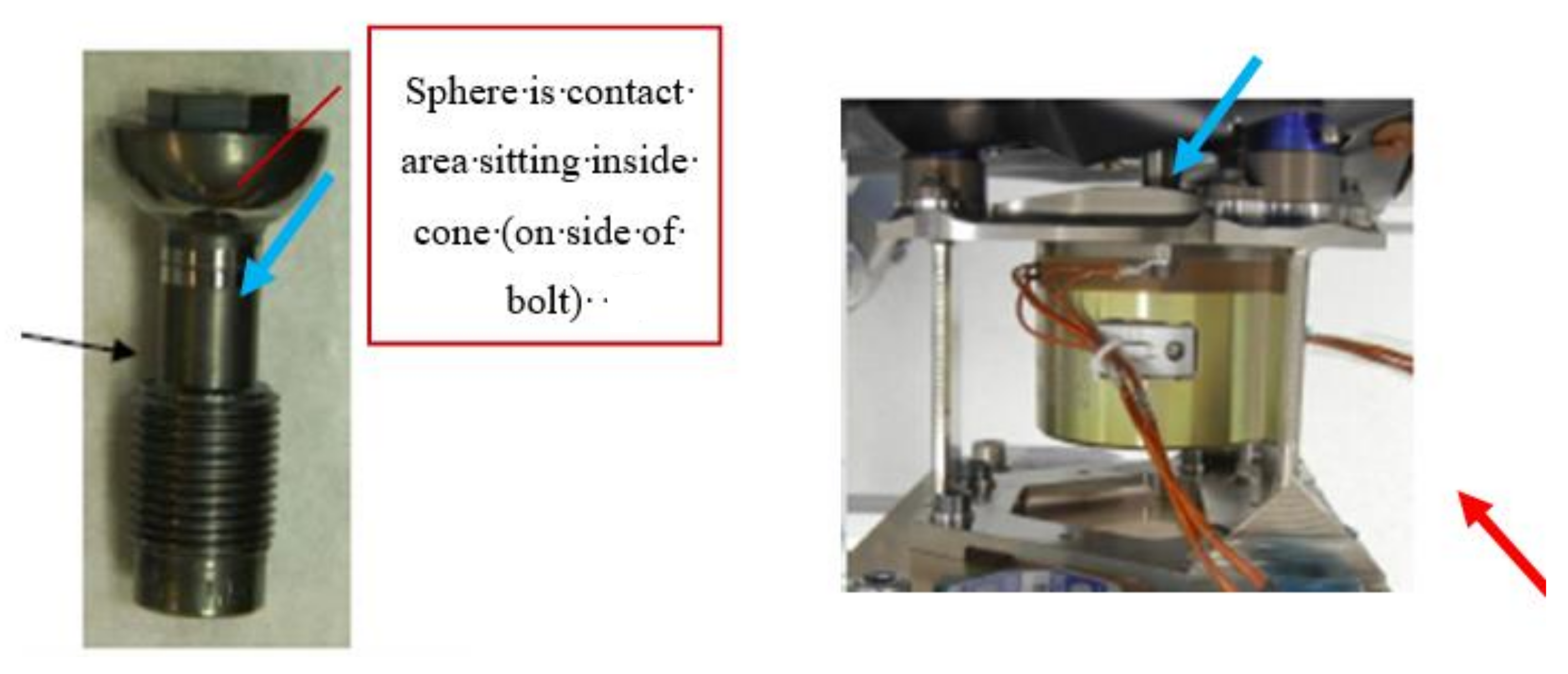
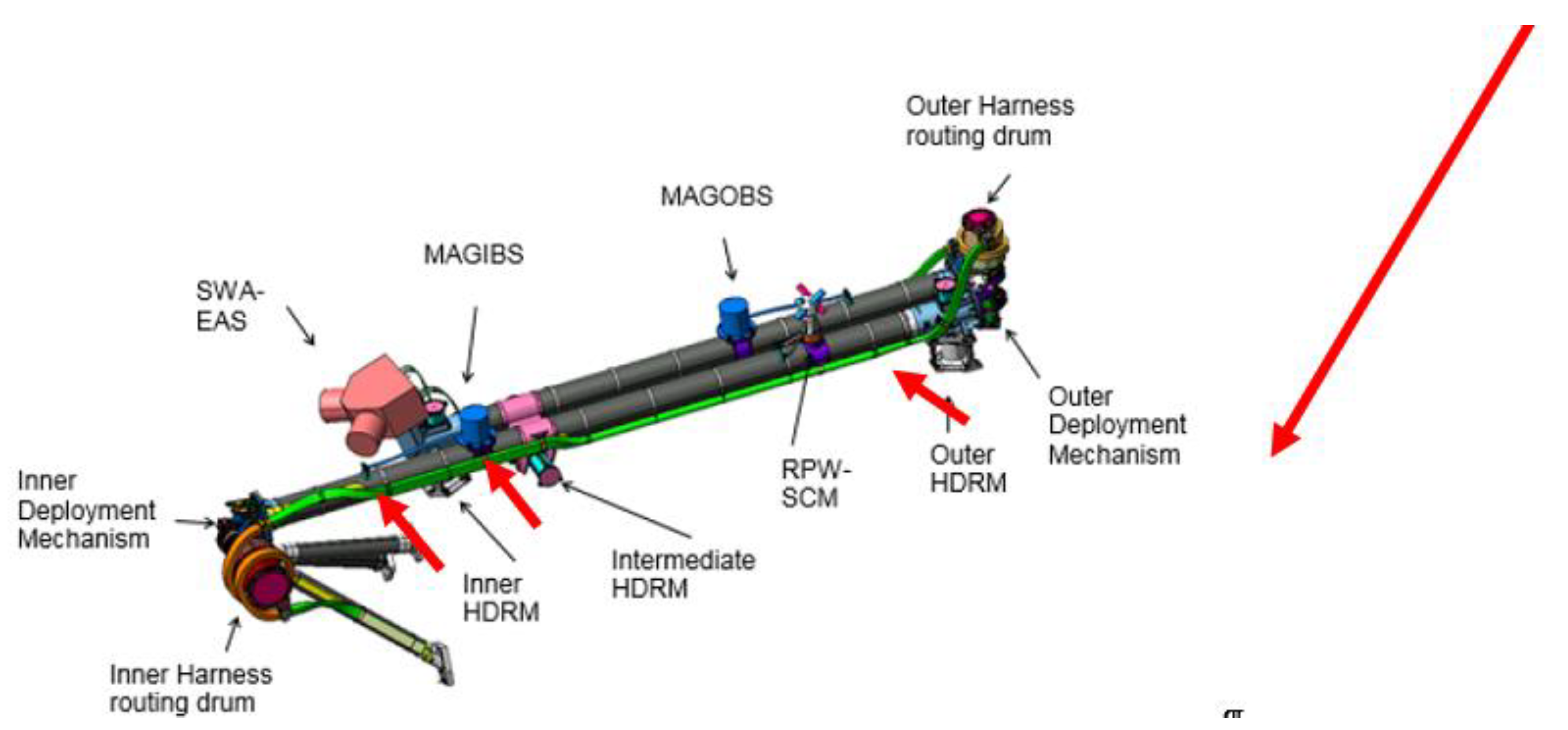
7. Annex—Example for a “HDRM”
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Johnson, M.R. The Galileo High Gain Antenna Deployment Anomaly; California Institute of Technology, Jet Propulsion Laboratory: Pasadena, CA, USA, 1994. [Google Scholar]
- Merstallinger, A.; Sales, M.; Semerad, E.; Dunn, B.D. Assessment of Cold Welding between Separable Contact Surfaces Due It Impact and Fretting under Vacuum, ESA STM-279; European Space Agency (ESA), ESTEC: Noordwijk, The Netherlands, 2009. [Google Scholar]
- Merstallinger, A.; Sales, M.; Semerad, E.; Dunn, B.D. Cold welding in hold down points of space mechanisms due to impact and fretting. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2008, 222, 1005–1014. [Google Scholar] [CrossRef]
- Merstallinger, A.; Semerad, E.; Dunn, B.D.; Störi, H. Study on cold welding under cyclic load and high vacuum. In Proceedings of the 6th European Space Mechanisms and Tribology Symposium, Proceedings ESA SP-374, Zürich, Switzerland, 4–6 October 1995. [Google Scholar]
- Data Base on Cold Welding. Available online: http://coldweld.aac-research.at/ (accessed on 5 October 2020).
- Merstallinger, A. Adhesion under UHV during Cyclic Loading. Ph.D. Thesis, Vienna University of Technology, Vienna, Austria, 1995. [Google Scholar]
- Kellogg, L. 2-5 Flight Reactor Materials Development, Self-Weld Studies. In Adhesion, or Cold Welding, of Materials in Space Environments; Kellogg, L.G., Ed.; ASTM International: West Conshohocken, PA, USA, 1967; pp. 149–180. [Google Scholar]
- Buckley, D.H. The Influence of Crystal Structure, Orientation and Solubility on the Adhesion and Sliding of Various Metal Single Cristals in Vacuum (10-11 Torr); Buckley, D.H., Ed.; ASTM International: West Conshohocken, PA, USA, 1967; pp. 248–271. [Google Scholar]
- Gane, N.; Pfaelzer, P.F.; Tabor, D. Adhesion between clean surfaces at light loads. Proc. R. Soc. Lond. A Math. Phys. Sci. 1974, 340, 495–517. [Google Scholar]
- Conrad, H.; Rice, L. A Basic Study of Cold Welding in Ultrahigh Vacuum; Franklin Inst Research Labs: Philadelphia, PA, USA, 1969. [Google Scholar]
- John, T.W. Cold-Welding Test Environment; Technicla Report 32-1547; Jet Propulsion Laboratory: Pasadena, CA, USA, 1972. [Google Scholar]
- Devine, E.J.; Evans, H.E.; Leasure, W.A. In-Flight and Laboratory Vacuum-Friction Test Results; NASA TN D-7419; Goddard Space Flight Center: Greenbelt, MD, USA, 1973. [Google Scholar]
- Jiang, H.; Duan, Z.; Zhao, X.; Wang, P. Fretting Wear Behaviors of Zr-4 Alloy under Different Ions Irradiation Conditions; Tribology International 152; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Kirk, A.M.; Schipway, P.H.; Sun, W.; Bennett, C.J. The effect of frequency on both the debris and the development of the tribologically transformed structure during fretting wear of a high strength steel. Wear 2019, 426, 694–703. [Google Scholar] [CrossRef]
- Ramalho, A.; Merstallinger, A.; Cavaleiro, A. Fretting behaviour of W–Si coated steels in vacuum environments. Wear 2006, 261, 79–85. [Google Scholar] [CrossRef]
- Dubois, J.M.; Belin-Ferre, E. Friction and solid-solid adhesion on complex metallic alloys. Sci. Technol. Adv. Mater. 2014, 15, 034804. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, J.; Yuan, H.; Schinow, V. Fretting corrosion behavior of electrical contacts with tin coating in atmosphere and vacuum. Wear 2019, 426–427, 1439–1445. [Google Scholar] [CrossRef]
- Blades, L.; Hills, D.; Nowell, D.; Evans Ken, E.; Smith, C. An exploration of debris types and their influence on wear rates in fretting. Wear 2020, 450–451, 203252. [Google Scholar] [CrossRef]
- Iwabuchi, A.; Kato, K.; Kayaba, T. Fretting properties of SUS304 Stainless Steel in a vacuum environment. Wear 1986, 110, 205–216. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]
- Standard: European Co-Operation for Space Standardisation (ECSS): ECSS—E-30 “Mechanical”, Part 3A “Mechanisms”, Section 4.7.4.4.5 “Separable Contact Surfaces”; Pre-Print Version June 2000; ESTEC Requirements & Standards Division: Noordwijk, The Netherlands, 2000; p. 32.
- Ignjatov, Z.; Neugebauer, C. Electric Propulsion Pointing Mechanism (EPPM) for High Power Electric Propulsion Systems. Presentation at Workshop “FPD”; European Space Agency ESA, ESTEC: Noordwijk, The Netherlands, 2014. [Google Scholar]
- Olaskoaga, X.; Andión, J.A. Solar Orbiter Instrument Boom Subsystem. In Proceedings ESMATS (European Space Mechanisms and Tribology Symposium); European Space Research and Technology Centre (ESTEC): Noorwijk, The Netherlands, 2017; ISBN 978-90-827435-0-0. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Disc Material | Disc Coating | Pin Material | Lubricant |
|---|---|---|---|
| AISI440C | -- | Ti6Al4V | Braycote (PFPE) |
| AISI440C | -- | Ti6Al4V | -- |
| AISI440C | MoS2 (PVD) | Ti6Al4V | -- |
| Steel 17-7PH | MoS2 (PVD) | Ti6Al4V | -- |
| Steel 17-7PH | Nitrided | Ti6Al4V | -- |
| MuMetal | -- | MuMetal | -- |
| Tungsten | -- | Tungsten | -- |
| Silver | -- | Silver | -- |
| Copper | -- | Copper | -- |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Merstallinger, A.; Holzbauer, R.; Bamsey, N. Cold Welding in Hold Down Points of Space Mechanisms Due to Fretting When Omitting Grease. Lubricants 2021, 9, 72. https://doi.org/10.3390/lubricants9080072
Merstallinger A, Holzbauer R, Bamsey N. Cold Welding in Hold Down Points of Space Mechanisms Due to Fretting When Omitting Grease. Lubricants. 2021; 9(8):72. https://doi.org/10.3390/lubricants9080072
Chicago/Turabian StyleMerstallinger, Andreas, Roland Holzbauer, and Nathan Bamsey. 2021. "Cold Welding in Hold Down Points of Space Mechanisms Due to Fretting When Omitting Grease" Lubricants 9, no. 8: 72. https://doi.org/10.3390/lubricants9080072
APA StyleMerstallinger, A., Holzbauer, R., & Bamsey, N. (2021). Cold Welding in Hold Down Points of Space Mechanisms Due to Fretting When Omitting Grease. Lubricants, 9(8), 72. https://doi.org/10.3390/lubricants9080072