Analysis of the Bauschinger Effect in Cold Drawn Pearlitic Steels


 , and
, and
Abstract
:1. Introduction
2. Theoretical Background
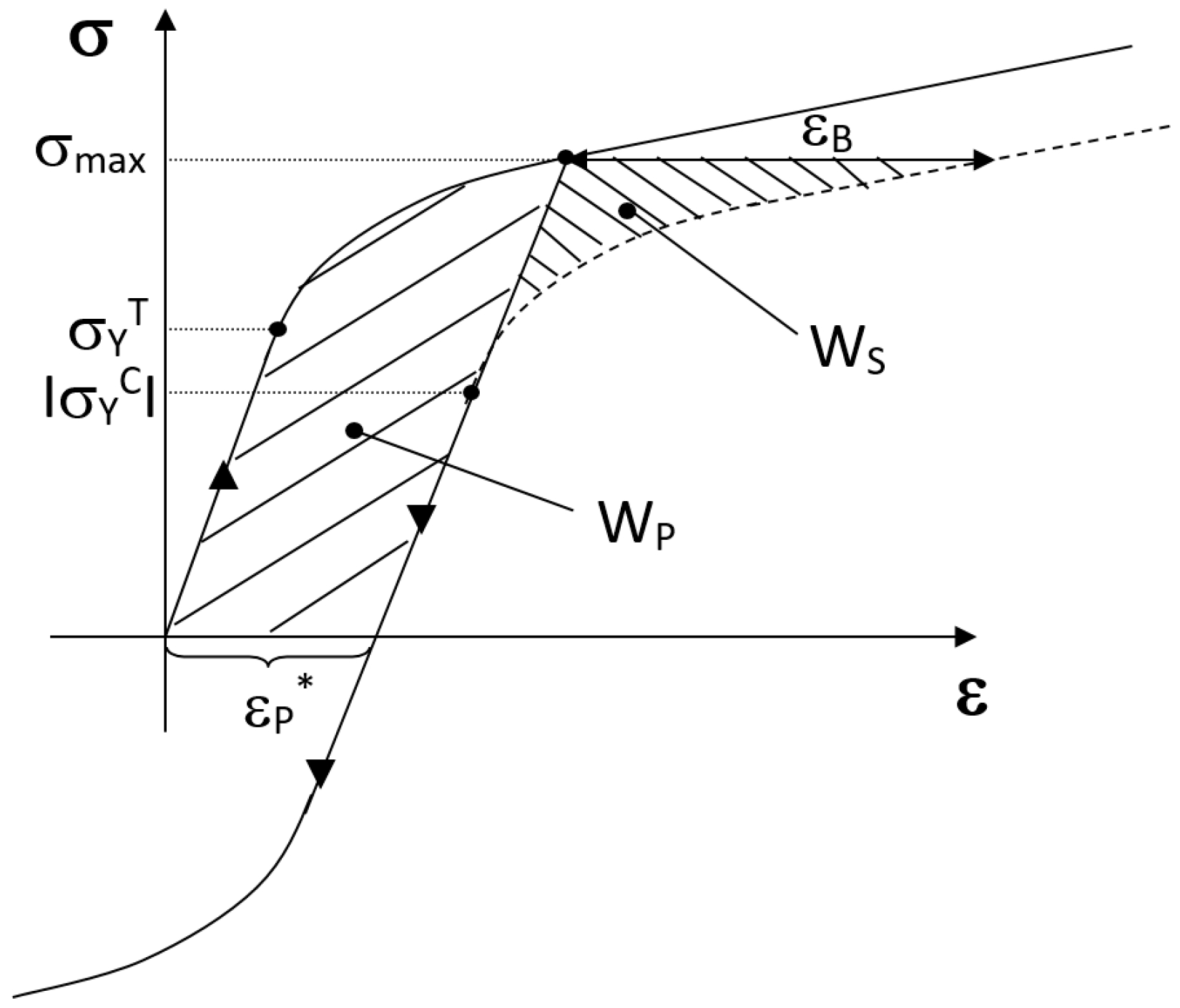
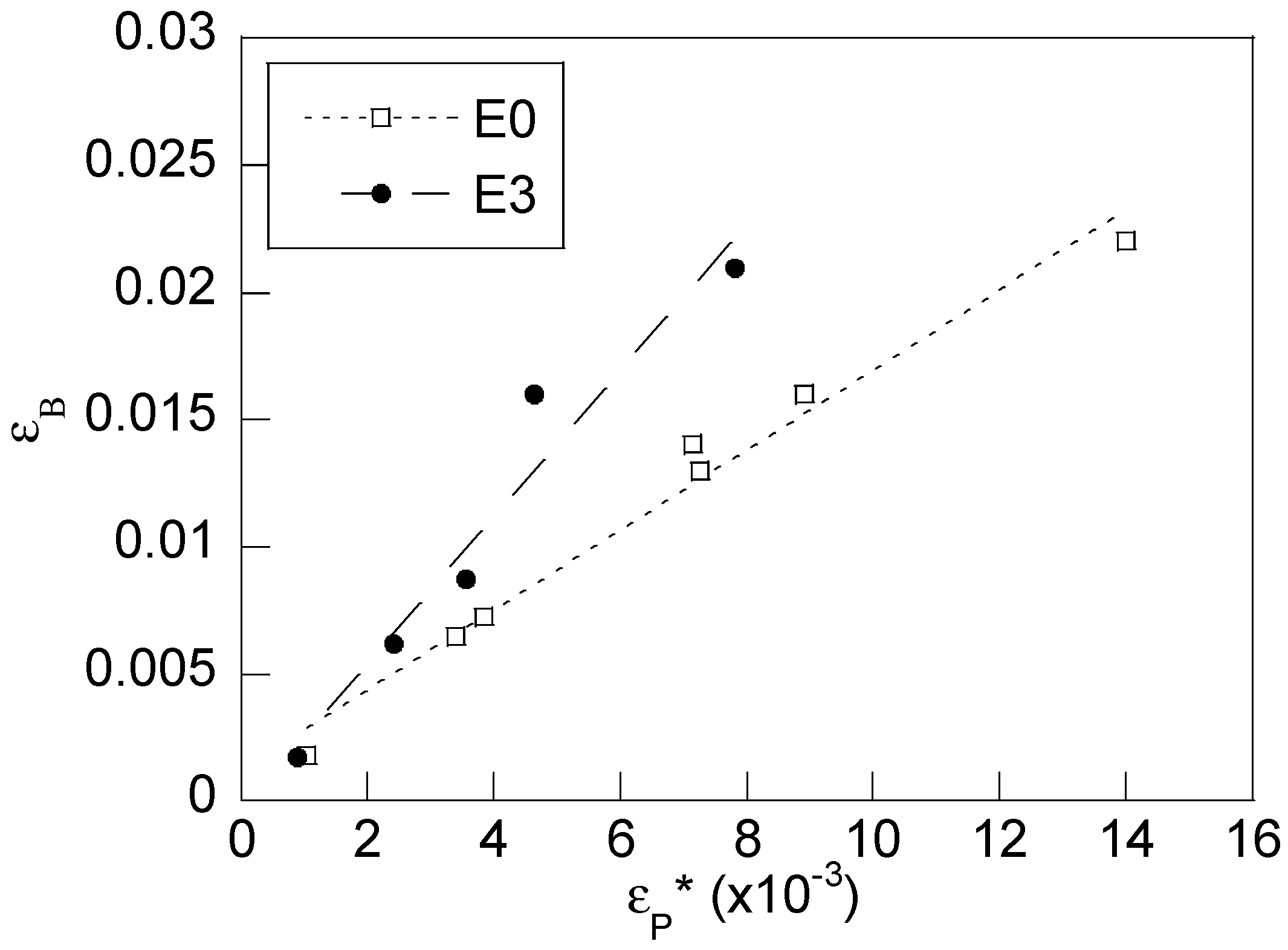
2.1. Bauschinger Effect Indicators
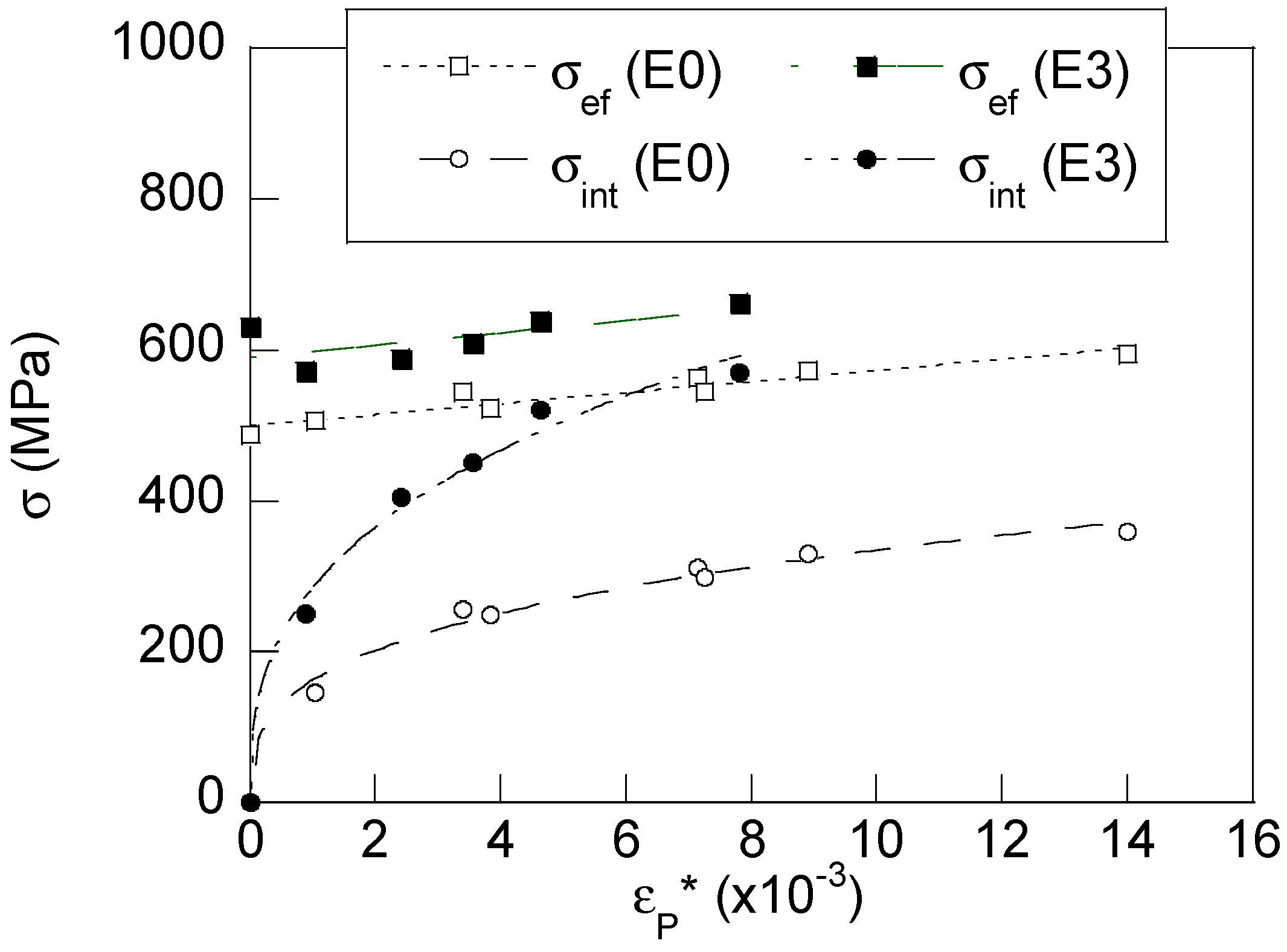
2.2. Effective and Internal Stresses
2.3. The Masing Model
3. Materials & Methods
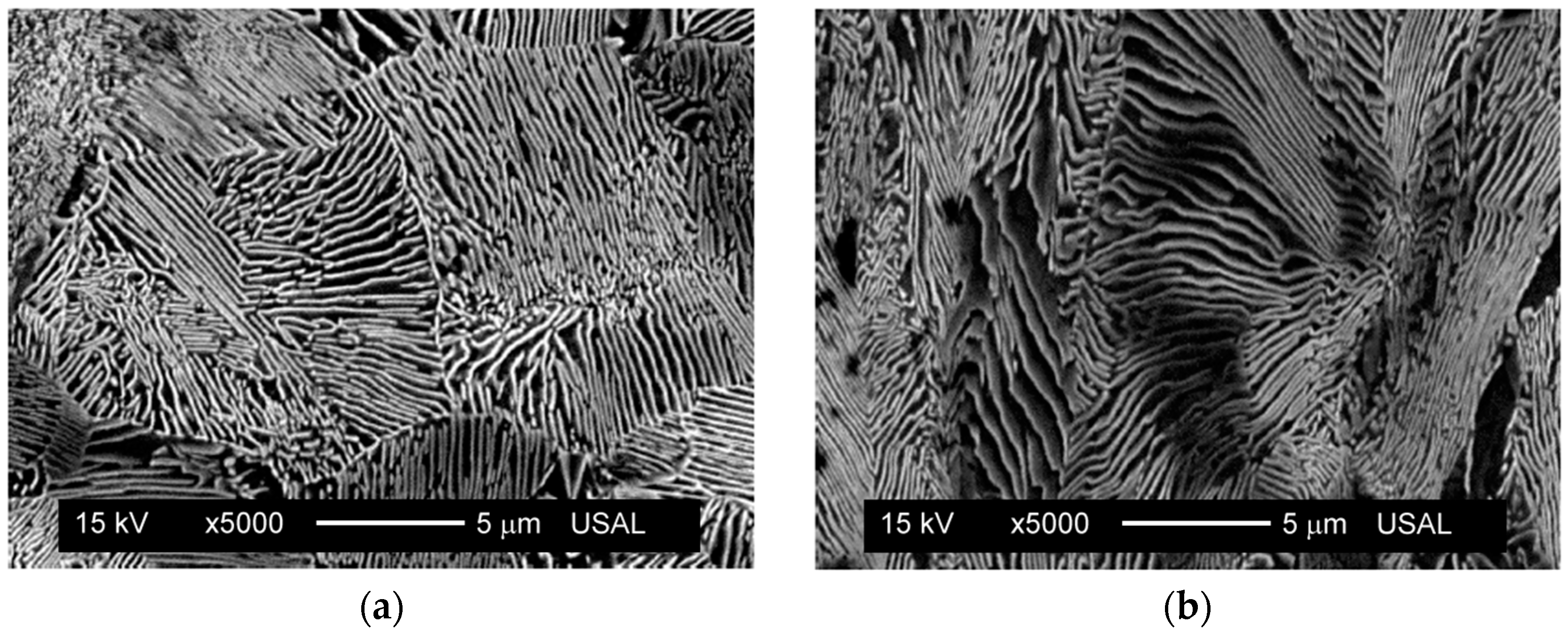
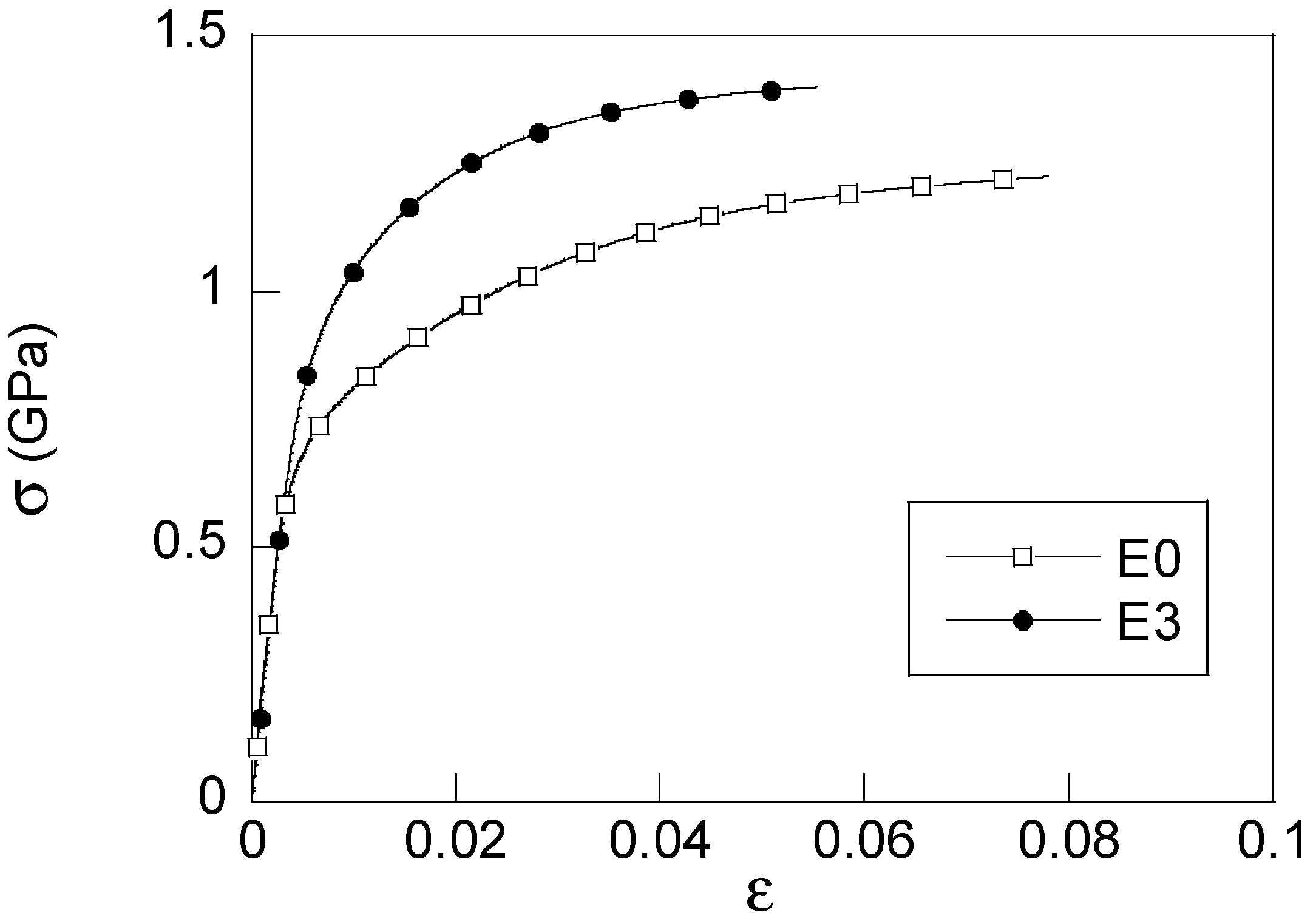
3.1. Material
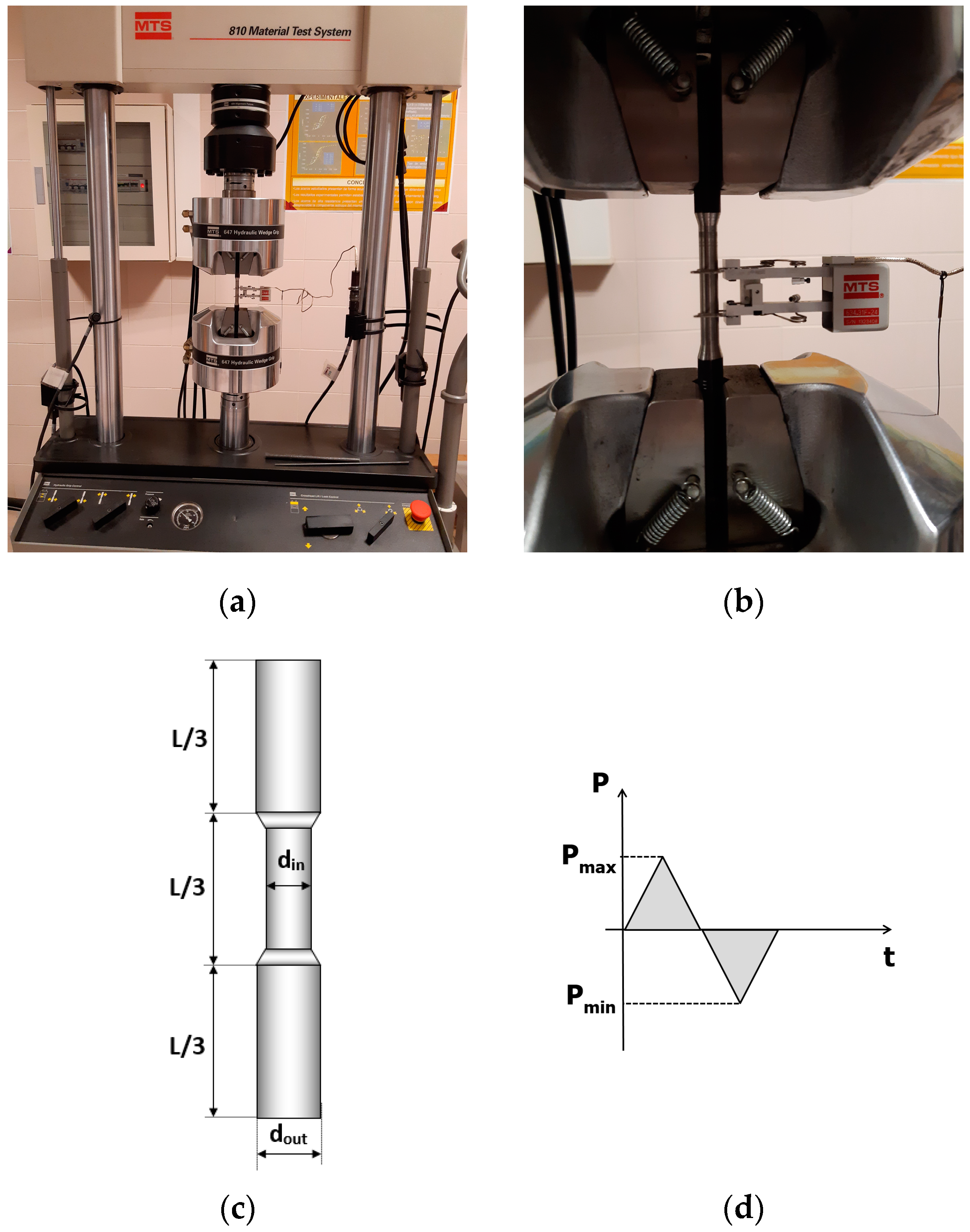
3.2. Mechanical Testing
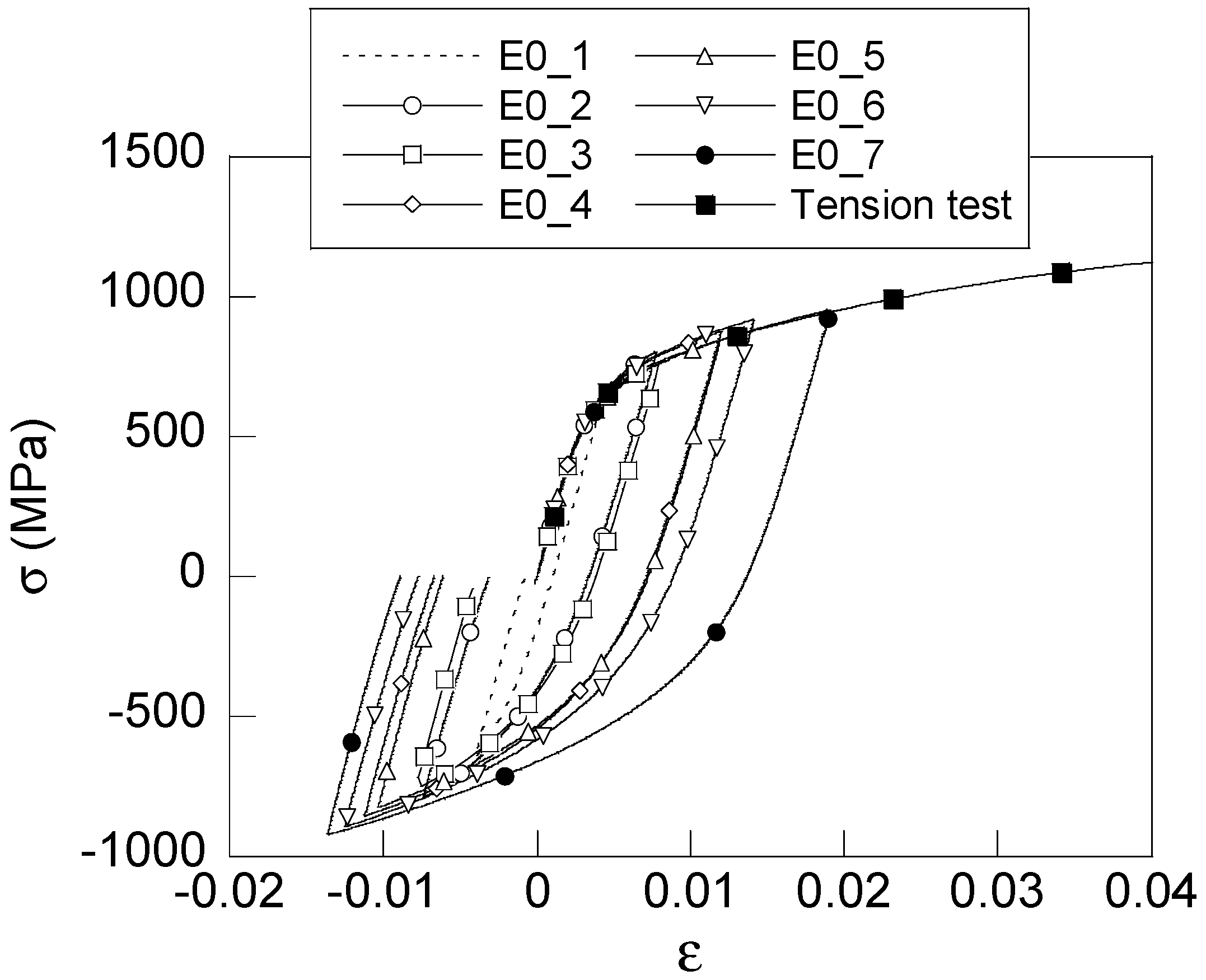
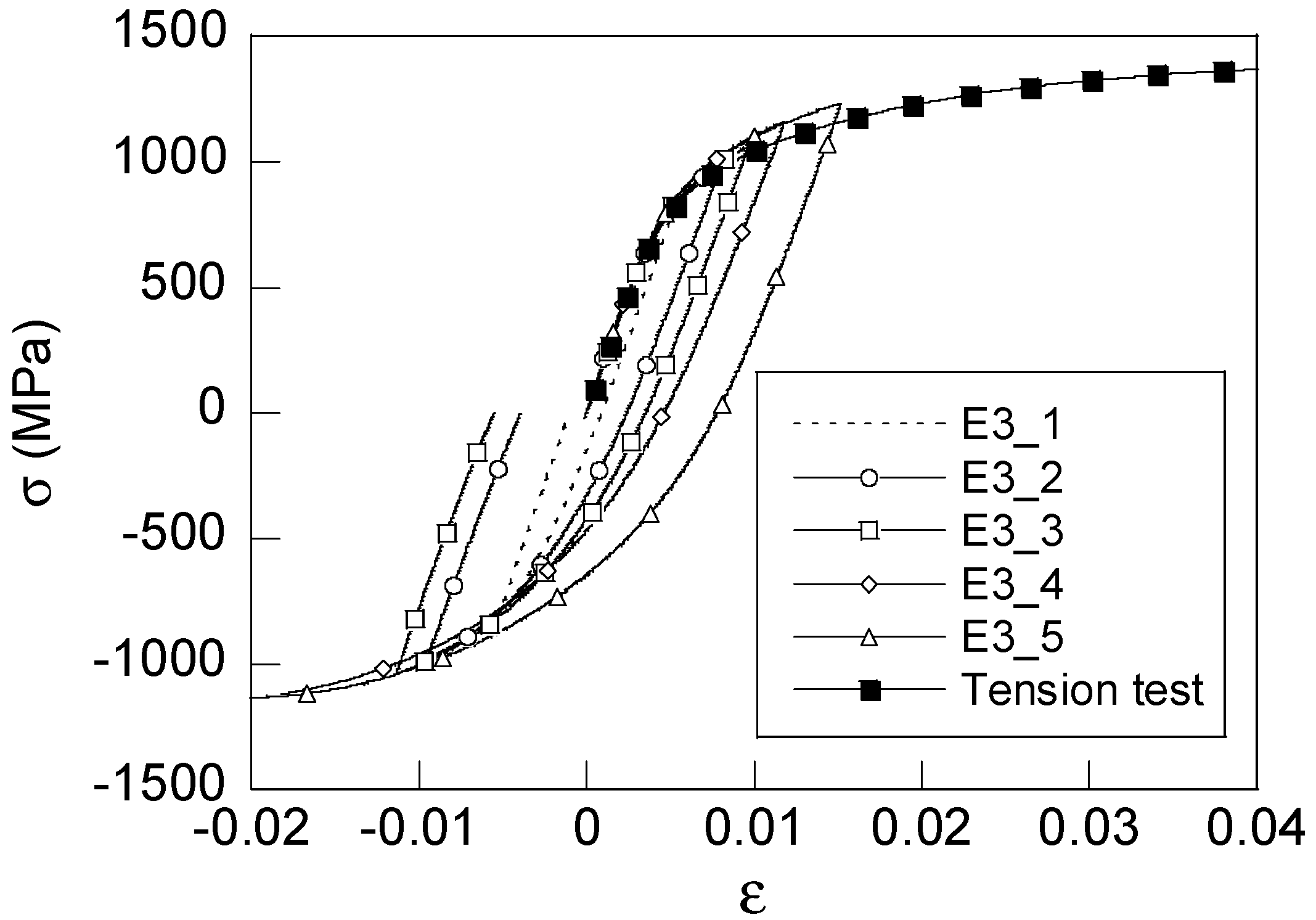
4. Experimental Results
5. Discussion
6. Conclusions
- The results show that the studied high-strength pearlitic steels exhibit a notable Bauschinger effect (BE). This is reflected by the variations of the considered effect parameters dependent on the applied plastic pre-strain, which were revealed by the performed tests. In addition, it follows that the material behaviour can be described as that of the Masing type.
- The variation of the internal and effective stresses with the plastic pre-strain demonstrates that the considered steels manifest mainly the kinematic-type strain hardening behaviour, whereas the isotropic strain hardening component is much less significant.
- The results of the present paper are relevant for the computational modelling of fatigue in cold drawn pearlitic steel, allowing one to implement the appropriate rule of hardening and its parameters in the simulations of fatigue.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sowerby, R.; Uko, D.K.; Tomita, Y. A review of certain aspects of the Bauschinger effect in metals. Mater. Sci. Eng. 1979, 41, 43–58. [Google Scholar] [CrossRef]
- Bauschinger, J. Über die Veränderung der Elastizitätsgrenze und des Elastizitätsmoduls verschiedener Metalle. In Civilingenieur XXVII; Felix: Leipzig, Germany, 1881; pp. 289–348. [Google Scholar]
- Choteau, M.; Quaegebeur, P.; Degallaix, S. Modelling of Bauschinger effect by various constitutive relations derived from thermodynamical formulation. Mech. Mater. 2005, 37, 1143–1152. [Google Scholar] [CrossRef]
- Lee, J.; Kim, D.; Quagliato, L.; Kang, S.; Kim, N. Change of the yield stress in roll formed ERW pipes considering the Bauschinger effect. J. Mater. Process. Technol. 2017, 244, 304–313. [Google Scholar] [CrossRef] [Green Version]
- Loffredo, M. Measurement and modelling of Bauschinger effect for low-level plastic strains on AISI 4140 steel. Procedia Struct. Integr. 2018, 8, 265–275. [Google Scholar] [CrossRef]
- Paul, J.D.H.; Hoppe, R.; Appel, F. On the Bauschinger effect in TiAl alloys. Acta Mater. 2016, 104, 101–108. [Google Scholar] [CrossRef] [Green Version]
- Zang, S.I.; Sun, L.; Niu, C. Measurements of Bauschinger effect and transient behavior of a quenched and partitioned advanced high strength steel. Mater. Sci. Eng. A 2013, 586, 31–37. [Google Scholar] [CrossRef]
- Buciumeanu, M.; Palaghian, L.; Miranda, A.S.; Silva, F.S. Fatigue life predictions including the Bauschinger effect. Int. J. Fatigue 2011, 33, 145–152. [Google Scholar] [CrossRef]
- Gan, W.; Bong, H.J.; Lim, H.; Boger, R.K.; Barlat, F.; Wagoner, R.H. Mechanism of the Bauschinger effect in Al-Ge-Si alloys. Mater. Sci. Eng. A 2017, 684, 353–372. [Google Scholar] [CrossRef] [Green Version]
- Han, S.Y.; Sohn, S.S.; Shin, S.Y.; Bae, J.H.; Kim, H.S.; Lee, S. Effects of microstructure and yield ratio on strain hardening and Bauschinger effect in two API X80 linepipe steels. Mater. Sci. Eng. A 2012, 551, 192–199. [Google Scholar] [CrossRef]
- Hu, J.N.; Cocks, A.C.F. Effect of creep on the Bauschinger effect in a polycrystalline austenitic stainless steel. Scr. Mater. 2017, 128, 100–104. [Google Scholar] [CrossRef]
- Kafka, V.; Vokoun, D. Causality in the Bauschinger effect generation and in other deformation processes in metals. Eur. J. Mech. A Solids 2013, 42, 395–401. [Google Scholar] [CrossRef]
- Lee, E.-H.; Choi, H.; Stoughton, T.B.; Yoon, J.W. Combined anisotropic and distortion hardening to describe directional response with Bauschinger effect. Int. J. Plast. 2019, 122, 73–88. [Google Scholar] [CrossRef]
- Mamun, A.A.; Moat, R.J.; Kelleher, J.; Bouchard, P.J. Origin of the Bauschinger effect in a polycrystalline material. Mater. Sci. Eng. A 2017, 707, 576–584. [Google Scholar] [CrossRef] [Green Version]
- Ruiz-Andres, M.; Conde, A.; De Damborenea, J.; Garcia, I. Influence of sliding direction changes, contact frequency and Bauschinger effect on the wear of dual phase steels. Tribol. Int. 2015, 92, 485–492. [Google Scholar] [CrossRef] [Green Version]
- Weiss, M.; Kupke, A.; Manach, P.Y.; Galdos, L.; Hodgson, P.D. On the Bauschinger effect in dual phase steel at high levels of strain. Mater. Sci. Eng. A 2015, 643, 127–136. [Google Scholar] [CrossRef]
- Bouzid, A.-H.; Mourad, A.-H.I.; El Domiaty, A. Influence of Bauschinger effect on the residual contact pressure of hydraulically expanded tube-to-tubesheet joints. Int. J. Press. Vessel. Pip. 2016, 146, 1–10. [Google Scholar] [CrossRef]
- Kumar, S.; Krishnaswamy, H.; Digavalli, R.K.; Paul, S.K. Accounting Bauschinger effect in the numerical simulation of constrained groove pressing process. J. Manuf. Process. 2019, 38, 49–62. [Google Scholar] [CrossRef]
- Narita, S.; Hayakawa, K.; Uemori, T.; Kubota, Y. Evaluation of strength of stainless steel bolt without heat treatment considering Bauschinger effect during manufacturing process. J. Mater. Process. Technol. 2019, 278, 116481. [Google Scholar] [CrossRef]
- Sumikawa, S.; Ishiwatari, A.; Hiramoto, J.; Urabe, T. Improvement of springback prediction accuracy using material model considering elastoplastic anisotropy and Bauschinger effect. J. Mater. Process. Technol. 2016, 230, 1–7. [Google Scholar] [CrossRef]
- Brown, L.M. Orowan’s explanation of the Bauschinger effect. Scr. Metall. 1977, 11, 127–131. [Google Scholar] [CrossRef]
- Margolin, H.; Hazaveh, F.; Yaguchi, H. The grain boundary contribution to the Bauschinger effect. Scr. Metall. 1978, 12, 1141–1145. [Google Scholar] [CrossRef]
- Ono, N.; Tsuchikawa, T.; Nishimura, S.; Karashima, S. Intergranular constraint and the Bauschinger effect. Mater. Sci. Eng. 1983, 59, 223–233. [Google Scholar] [CrossRef]
- Aran, A.; Demirkol, M.; Karabulut, A. Bauschinger effect in precipitation-strengthened aluminium alloy 2024. Mater. Sci. Eng. 1987, 89, L35–L39. [Google Scholar] [CrossRef]
- Bate, P.S.; Wilson, D.V. Analysis of the Bauschinger effect. Acta Metall. 1986, 34, 1097–1105. [Google Scholar] [CrossRef]
- Kato, H.; Sasaki, K.; Mori, T. Four-point bending test of the Bauschinger effect in prestrained IF steel thin sheet. Mater. Sci. Eng. A 2015, 642, 150–156. [Google Scholar] [CrossRef]
- Pedersen, O.B.; Brown, L.M.; Stobbs, W.M. The Bauschinger effect in copper. Acta Metall. 1981, 29, 1843–1850. [Google Scholar] [CrossRef]
- Abel, A.; Muir, H. The Bauschinger effect and stacking fault energy. Philos. Mag. J. Theor. Exp. Appl. Phys. 1973, 27, 585–594. [Google Scholar] [CrossRef]
- Kuhlmann-Wilsdorf, D.; Laird, C. Dislocation behavior in fatigue II. Friction stress and back stress as inferred from an analysis of hysteresis loops. Mater. Sci. Eng. 1979, 37, 111–120. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V.; Lorenzo, M.; Vergara, D. Role of drawing-induced residual stresses and strains in the hydrogen embrittlement susceptibility of prestressing steels. Corros. Sci. 2011, 53, 3346–3355. [Google Scholar] [CrossRef]
- Fang, F.; Zhou, L.; Hu, X.; Zhou, X.; Tu, Y.; Xie, Z.; Jiang, J. Microstructure and mechanical properties of cold-drawn pearlitic wires affect by inherited texture. Mater. Des. 2015, 79, 60–67. [Google Scholar] [CrossRef]
- Toribio, J.; Ayaso, F.-J.; González, B.; Matos, J.-C.; Vergara, D.; Lorenzo, M. Tensile fracture behavior of progressively-drawn pearlitic steels. Metals 2016, 6, 114. [Google Scholar] [CrossRef] [Green Version]
- Toribio, J.; Ovejero, E. Microstructure evolution in a pearlitic steel subjected to progressive plastic deformation. Mater. Sci. Eng. A 1997, 234, 579–582. [Google Scholar] [CrossRef]
- Toribio, J.; Ovejero, E. Effect of cold drawing on microstructure and corrosion performance of high-strength steel. Mech. Time Depend. Mater. 1997, 1, 307–319. [Google Scholar] [CrossRef]
- Toribio, J.; Ovejero, E. Microstructure orientation in a pearlitic steel subjected to progressive plastic deformation. J. Mater. Sci. Lett. 1998, 17, 1045–1048. [Google Scholar] [CrossRef]
- Toribio, J.; Ovejero, E. Effect of cumulative cold drawing on the pearlite interlamellar spacing in eutectoid steel. Scr. Mater. 1998, 39, 323–328. [Google Scholar] [CrossRef]
- Toribio, J.; González, B.; Matos, J.-C. Microstructure and mechanical properties in progressively drawn pearlitic steel. Mater. Trans. 2014, 55, 93–98. [Google Scholar] [CrossRef] [Green Version]
- Toribio, J.; González, B.; Matos, J.C.; Kharin, V. Evaluation by sharp indentation of anisotropic plastic behaviour in progressively drawn pearlitic steel. ISIJ Int. 2011, 51, 843–848. [Google Scholar] [CrossRef]
- Kishi, T.; Tanabe, T. The Bauschinger effect and its role in mechanical anisotropy. J. Mech. Phys. Solids 1973, 21, 303–315. [Google Scholar] [CrossRef]
- Skelton, R.P.; Maier, H.J.; Christ, H.J. The Bauschinger effect, Masing model and the Ramberg-Osgood relation for cyclic deformation in metals. Mater. Sci. Eng. A 1997, 238, 377–390. [Google Scholar] [CrossRef]
- Ye, D.; Matsuoka, S.; Nagashima, N.; Suzuki, N. The low-cycle fatigue, deformation and final fracture behaviour of an austenitic stainless steel. Mater. Sci. Eng. A 2006, 415, 104–117. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Localized plasticity near a crack tip in a strain hardening material subjected to mode I loading. Mater. Sci. Eng. A 2001, 319, 535–539. [Google Scholar] [CrossRef]
- Tvergaard, V. On fatigue crack growth in ductile materials by crack–tip blunting. J. Mech. Phys. Solids 2004, 52, 2149–2166. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Comments on simulations of fatigue crack propagation by blunting and re-sharpening: The mesh sensitivity. Int. J. Fract. 2006, 140, 285–292. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Crack-tip stress-strain fields during cyclic loading and effect of overload. Int. J. Fract. 2006, 139, 333–340. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Finite-deformation analysis of the crack-tip fields under cyclic loading. Int. J. Solids Struct. 2009, 46, 1937–1952. [Google Scholar] [CrossRef] [Green Version]
- Toribio, J.; Kharin, V.; Ayaso, F.J.; González, B.; Matos, J.C.; Vergara, D.; Lorenzo, M. Numerical and experimental analyses of the plasticity-induced fatigue crack growth in high-strength steels. Constr. Build. Mater. 2011, 25, 3935–3940. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Plasticity-induced crack closure: A contribution to the debate. Eur. J. Mech. A Solids 2011, 30, 105–112. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Simulations of fatigue crack growth by blunting–re-sharpening: Plasticity induced crack closure vs. alternative controlling variables. Int. J. Fatigue 2013, 50, 72–82. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel E0 | Steel E3 | ||||
|---|---|---|---|---|---|
| Test | din (mm) | dout (mm) | Test | din (mm) | dout (mm) |
| E0_1 | 7.58 | 10.84 | E3_1 | 6.07 | 8.12 |
| E0_2 | 7.50 | 10.79 | E3_2 | 6.06 | 8.24 |
| E0_3 | 7.55 | 10.82 | E3_3 | 5.76 | 8.15 |
| E0_4 | 7.65 | 10.70 | E3_4 | 5.86 | 8.16 |
| E0_5 | 7.55 | 10.71 | E3_5 | 5.80 | 8.15 |
| E0_6 | 7.34 | 10.73 | - | - | - |
| E0_7 | 7.51 | 10.80 | - | - | - |
| Steel E0 | Steel E3 | ||||
|---|---|---|---|---|---|
| Test | εp* (× 10−3) | σmax (MPa) | Test | εp* (× 10−3) | σmax (MPa) |
| E0_1 | 1.05 | 650.69 | E3_1 | 0.90 | 822.76 |
| E0_2 | 3.40 | 802.13 | E3_2 | 2.41 | 992.47 |
| E0_3 | 3.84 | 769.61 | E3_3 | 3.56 | 1059.50 |
| E0_4 | 7.15 | 874.43 | E3_4 | 4.65 | 1159.00 |
| E0_5 | 7.26 | 843.19 | E3_5 | 7.81 | 1232.10 |
| E0_6 | 8.90 | 918.20 | - | - | - |
| E0_7 | 14.00 | 952.32 | - | - | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toribio, J.; Kharin, V.; Ayaso, F.-J.; Lorenzo, M.; González, B.; Matos, J.-C.; Aguado, L. Analysis of the Bauschinger Effect in Cold Drawn Pearlitic Steels. Metals 2020, 10, 114. https://doi.org/10.3390/met10010114
Toribio J, Kharin V, Ayaso F-J, Lorenzo M, González B, Matos J-C, Aguado L. Analysis of the Bauschinger Effect in Cold Drawn Pearlitic Steels. Metals. 2020; 10(1):114. https://doi.org/10.3390/met10010114
Chicago/Turabian StyleToribio, Jesús, Viktor Kharin, Francisco-Javier Ayaso, Miguel Lorenzo, Beatriz González, Juan-Carlos Matos, and Leticia Aguado. 2020. "Analysis of the Bauschinger Effect in Cold Drawn Pearlitic Steels" Metals 10, no. 1: 114. https://doi.org/10.3390/met10010114
APA StyleToribio, J., Kharin, V., Ayaso, F. -J., Lorenzo, M., González, B., Matos, J. -C., & Aguado, L. (2020). Analysis of the Bauschinger Effect in Cold Drawn Pearlitic Steels. Metals, 10(1), 114. https://doi.org/10.3390/met10010114