Design, Modeling, Additive Manufacturing, and Polishing of Stiffness-Modulated Porous Nitinol Bone Fixation Plates Followed by Thermomechanical and Composition Analysis

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
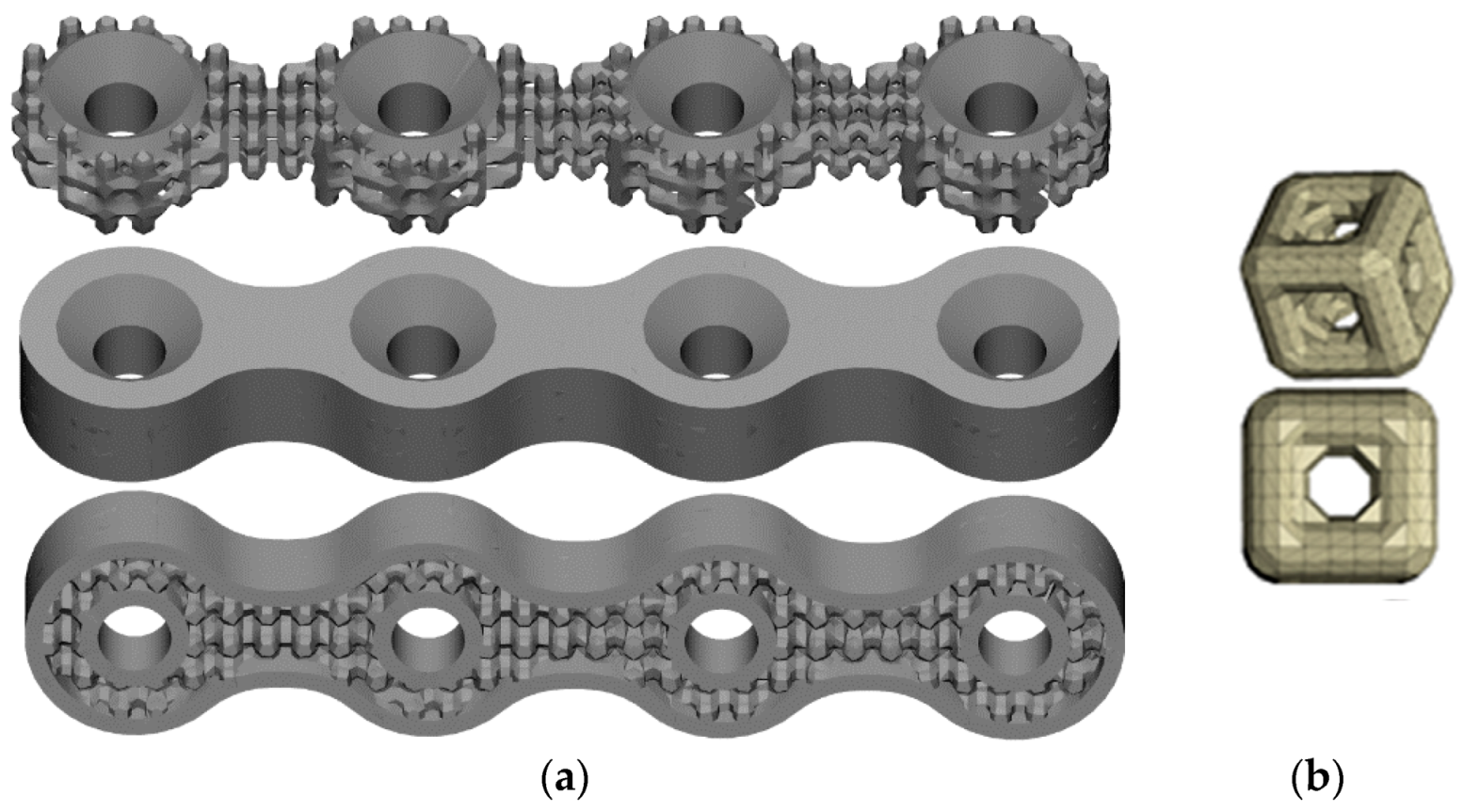
3. Modeling
4. Mechanical Evaluation
5. Superelastic Stiffness-Modulated Bone Fixation Plates
5.1. Thermomechanical Behavior
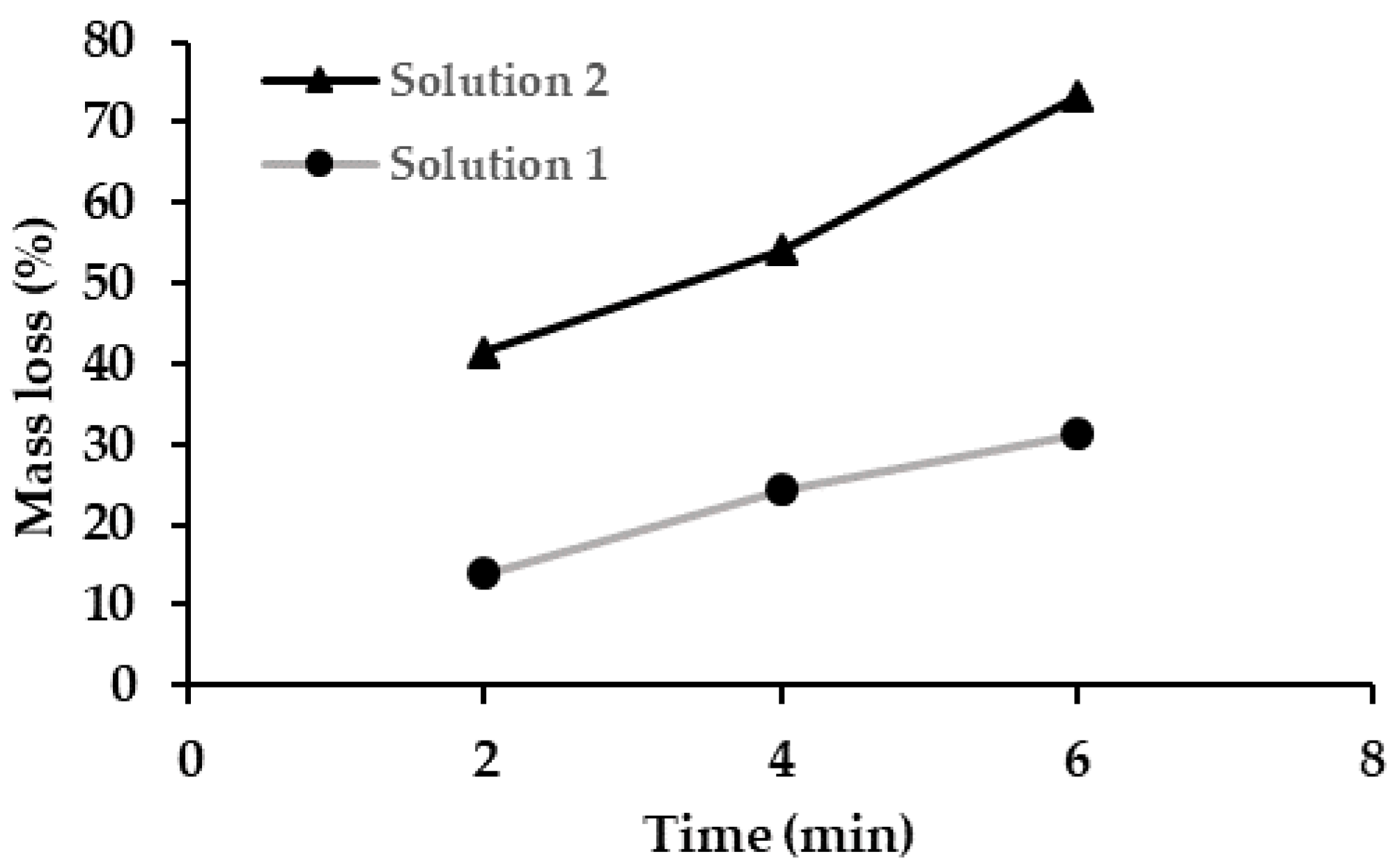
5.2. Chemical Polishing
5.3. Chemical Composition Analysis
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Emam, H.A.; Stevens, M.R. Concepts in Bone Reconstruction for Implant Rehabilitation. In A Textbook of Advanced Oral and Maxillofacial Surgery; IntechOpen: London, UK, 2013. [Google Scholar]
- Jahadakbar, A.; Moghaddam, N.S.; Amerinatanzi, A.; Dean, D.; Karaca, H.; Elahinia, M. Finite element simulation and additive manufacturing of stiffness-matched niti fixation hardware for mandibular reconstruction surgery. Bioengineering 2016, 3, 36. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, H.; Jahadakbar, A.R.; Dehghan, A.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M. In vitro corrosion assessment of additively manufactured porous NiTi structures for bone fixation applications. Metals (Basel) 2018, 8, 164. [Google Scholar] [CrossRef] [Green Version]
- Moghaddam, N.S.; Jahadakbar, A.; Amerinatanzi, A.; Elahinia, M.; Miller, M.; Dean, D. Metallic fixation of mandibular segmental defects: Graft immobilization and orofacial functional maintenance. Plast. Reconstr. Surg. Glob. Open 2016, 4, 858. [Google Scholar] [CrossRef] [PubMed]
- Moghaddam, N.S.; Jahadakbar, A.; Amerinatanzi, A.; Skoracki, R.; Miller, M.; Dean, D.; Elahinia, M. Fixation release and the bone bandaid: A new bone fixation device paradigm. Bioengineering 2017, 4, 5. [Google Scholar] [CrossRef] [Green Version]
- Jahadakbar, A.; Moghaddam, N.S.; Amerinatanzi, A.; Dean, D.; Elahinia, M. Mechanical Evaluation of the SLM Fabricated, Stiffness-matched, Mandibular Bone Fixation Plates. Tissue Eng. Part A 2017, 23, S141. [Google Scholar]
- Chirani, S.A.; Barati, M.; Saint-Sulpice, L.; Bayati, P.; Nematollahi, M.; Mahtabi, M.; Jahadakbar, A.; Elahinia, M. Self-heating and fatigue of additively manufactured NiTi. In Proceedings of the 2nd International Conference on Simulation for Additive Manufacturing, Pavia, Italy, 11–13 September 2019. [Google Scholar]
- Nematollahi, M.; Baghbaderani, K.S.; Amerinatanzi, A.; Zamanian, H.; Elahinia, M. Application of NiTi in Assistive and Rehabilitation Devices: A Review. Bioengineering 2019, 6, 37. [Google Scholar] [CrossRef] [Green Version]
- Morgan, N.B. Medical shape memory alloy applications—The market and its products. Mater. Sci. Eng. A 2004, 378, 16–23. [Google Scholar] [CrossRef]
- Parsai, E.; Elliott, D.; Bayatimalayeri, P.; Elahinia, M. Rectal Retractor, A Novel Device for Sparing Rectum in Radiotherapy Applications of Pelvic Tumors. Med. Phys. 2019, 46, E199. [Google Scholar]
- Parsai, E.I.; Jahadakbar, A.; Lavvafi, H.; Elahinia, M. A novel and innovative device to retract rectum during radiation therapy of pelvic tumors. J. Appl. Clin. Med. Phys. 2019, 20, 194–199. [Google Scholar] [CrossRef]
- Amerinatanzi, A.; Zamanian, H.; Moghaddam, N.S.; Jahadakbar, A.; Elahinia, M. Application of the superelastic NiTi spring in ankle foot orthosis (AFO) to create normal ankle joint behavior. Bioengineering 2017, 4, 95. [Google Scholar] [CrossRef] [Green Version]
- Malayeri, P.B.; Jahadakbar, A.; Elliottt, D.; Elahinia, M.; Parsai, E. A Novel Device to Retract Rectum during Radiotherapy Applications of Pelvic Tumors. Med. Phys. 2018, 45, E665. [Google Scholar]
- Nematollahi, M.; Mehrabi, R.; Callejas, M.A.; Elahinia, H.; Elahinia, M. A two-way architectural actuator using NiTi SE wire and SME spring. Proc. SPIE 2018, 10595, 105952J9. [Google Scholar]
- Andani, M.T.; Haberland, C.; Walker, J.M.; Karamooz, M.; Turabi, A.S.; Saedi, S.; Rahmanian, R.; Karaca, H.; Dean, D.; Kadkhodaei, M. Achieving biocompatible stiffness in NiTi through additive manufacturing. J. Intell. Mater. Syst. Struct. 2016, 27, 2661–2671. [Google Scholar] [CrossRef]
- Saghaian, S.E.; Moghaddam, N.S.; Nematollahi, M.; Saedi, S.; Elahinia, M.; Karaca, H.E. Mechanical and shape memory properties of triply periodic minimal surface (TPMS) NiTi structures fabricated by selective laser melting. Biol. Eng. Med. 2018, 3. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; van Humbeeck, J.; Kruth, J.-P. Laser additive manufacturing of bulk and porous shape-memory NiTi alloys: From processes to potential biomedical applications. MRS Bull. 2016, 41, 765–774. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Li, S.; Essa, K.; Jamshidi, P.; Zhou, K.; Ma, W.; Attallah, M.M. Laser Powder Bed Fusion of Ti-rich TiNi lattice structures: Process optimisation, geometrical integrity, and phase transformations. Int. J. Mach. Tools Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef] [Green Version]
- Namatollahi, M.; Jahadakbar, A.; Mahtabi, M.J.; Elahinia, M. Additive manufacturing (AM). In Metals for Biomedical Devices; Elsevier: Sawston, UK, 2019; pp. 331–353. [Google Scholar]
- Zadpoor, A. Additively manufactured porous metallic biomaterials. J. Mater. Chem. B 2019, 7, 4088–4117. [Google Scholar] [CrossRef] [Green Version]
- Mehrpouya, M.; Gisario, A.; Elahinia, M. Laser welding of NiTi shape memory alloy: A review. J. Manuf. Process. 2018, 31, 162–186. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The potential of additive manufacturing in the smart factory industrial 4.0: A review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Rana, M.; Chui, C.H.K.; Wagner, M.; Zimmerer, R.; Rana, M.; Gellrich, N.-C. Increasing the accuracy of orbital reconstruction with selective laser-melted patient-specific implants combined with intraoperative navigation. J. Oral Maxillofac. Surg. 2015, 73, 1113–1118. [Google Scholar] [CrossRef] [Green Version]
- Rotaru, H.; Schumacher, R.; Kim, S.-G.; Dinu, C. Selective laser melted titanium implants: A new technique for the reconstruction of extensive zygomatic complex defects. Maxillofac. Plast. Reconstr. Surg. 2015, 37, 12. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Choi, W.S.; Leung, Y.Y.; Curtin, J.P.; Du, R.; Zhang, C.; Chen, X.; Su, Y. Three-dimensional printing of patient-specific surgical plates in head and neck reconstruction: A prospective pilot study. Oral Oncol. 2018, 78, 31–36. [Google Scholar] [CrossRef] [PubMed]
- Elahinia, M.; Moghaddam, N.S.; Andani, M.T.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef] [Green Version]
- Nematollahi, M.; Toker, G.; Saghaian, S.E.; Salazar, J.; Mahtabi, M.; Benafan, O.; Karaca, H.; Elahinia, M. Additive Manufacturing of Ni-Rich NiTiHf 20: Manufacturability, Composition, Density, and Transformation Behavior. Shape Mem. Superelasticity 2019, 5, 113–124. [Google Scholar] [CrossRef]
- Van Humbeeck, J. Additive Manufacturing of Shape Memory Alloys. Shape Mem. Superelasticity 2018, 4, 309–312. [Google Scholar] [CrossRef]
- Toker, G.P.; Nematollahi, M.; Saghaian, S.E.; Baghbaderani, K.S.; Benafan, O.; Elahinia, M.; Karaca, H.E. Shape memory behavior of NiTiHf alloys fabricated by selective laser melting. Scr. Mater. 2020, 178, 361–365. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.; Tang, H.; Cao, P. Selective electron beam melting of NiTi: Microstructure, phase transformation and mechanical properties. Mater. Sci. Eng. A 2019, 744, 290–298. [Google Scholar] [CrossRef]
- Biffi, C.A.; Bassani, P.; Nematollahi, M.; Moghaddam, N.S.; Amerinatanzi, A.; Mahtabi, M.J.; Elahinia, M.; Tuissi, A. Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol. Materials (Basel) 2019, 12, 3068. [Google Scholar] [CrossRef] [Green Version]
- Mehrpouya, M.; Gisario, A.; Rahimzadeh, A.; Nematollahi, M.; Baghbaderani, K.S.; Elahinia, M. A prediction model for finding the optimal laser parameters in additive manufacturing of NiTi shape memory alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 4691–4699. [Google Scholar] [CrossRef]
- Karaji, Z.G.; Speirs, M.; Dadbakhsh, S.; Kruth, J.-P.; Weinans, H.; Zadpoor, A.A.; Yavari, S.A. Additively manufactured and surface biofunctionalized porous nitinol. ACS Appl. Mater. Interfaces 2017, 9, 1293–1304. [Google Scholar] [CrossRef]
- Katona, B.; Bognár, E.; Berta, B.; Nagy, P.; Hirschberg, K. Chemical etching of nitinol stents. Acta Bioeng. Biomech. 2013, 15, 3–8. [Google Scholar]
- Shabalovskaya, S.A.; Anderegg, J.; Laab, F.; Thiel, P.A.; Rondelli, G. Surface Conditions of Nitinol Wires, Tubing, and As-Cast Alloys. The Effect of Chemical Etching, Aging in Boiling Water, and Heat Treatment. J. Biomed. Mater. Res. Part B Appl. Biomater. 2003, 65, 193–203. [Google Scholar] [CrossRef]
- Pelton, R.; Dicello, J.; Miyazaki, S. Optimisation of processing and properties of medical grade Nitinol wire. Minim. Invasive Ther. Allied Technol. 2000, 9, 107–118. [Google Scholar] [CrossRef]
- Mehrabi, R.; Kadkhodaei, M.; Ghaei, A. Numerical implementation of a thermomechanical constitutive model for shape memory alloys using return mapping algorithm and microplane theory. Adv. Mater. Res. 2012, 516, 351–354. [Google Scholar] [CrossRef]
- Mehrabi, R.; Kadkhodaei, M.; Andani, M.T.; Elahinia, M. Microplane modeling of shape memory alloy tubes under tension, torsion, and proportional tension–torsion loading. J. Intell. Mater. Syst. Struct. 2015, 26, 144–155. [Google Scholar] [CrossRef]
- Mehrabi, R.; Kadkhodaei, M. 3D phenomenological constitutive modeling of shape memory alloys based on microplane theory. Smart Mater. Struct. 2013, 22, 25017. [Google Scholar] [CrossRef]
- Andani, M.T.; Alipour, A.; Eshghinejad, A.; Elahinia, M. Modifying the torque–angle behavior of rotary shape memory alloy actuators through axial loading: A semi-analytical study of combined tension–torsion behavior. J. Intell. Mater. Syst. Struct. 2013, 24, 1524–1535. [Google Scholar] [CrossRef]
- Andani, M.T.; Saedi, S.; Turabi, A.S.; Karamooz, M.R.; Haberland, C.; Karaca, H.E.; Elahinia, M. Mechanical and shape memory properties of porous Ni50. 1Ti49. 9 alloys manufactured by selective laser melting. J. Mech. Behav. Biomed. Mater. 2017, 68, 224–231. [Google Scholar] [CrossRef] [PubMed]
- Hamilton, R.F.; Bimber, B.A.; Andani, M.T.; Elahinia, M. Multi-scale shape memory effect recovery in NiTi alloys additive manufactured by selective laser melting and laser directed energy deposition. J. Mater. Process. Technol. 2017, 250, 55–64. [Google Scholar] [CrossRef]
- Saedi, S.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M.; Karaca, H.E. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Simka, W.; Kaczmarek, M.; Baron-Wiecheć, A.; Nawrat, G.; Marciniak, J.; Żak, J. Electropolishing and passivation of NiTi shape memory alloy. Electrochim. Acta 2010, 55, 2437–2441. [Google Scholar] [CrossRef]
- ASTM International. ASTM F2063-18, Standard Specification for Wrought Nickel-Titanium Shape Memory Alloys for Medical Devices and Surgical Implants. 2018. Available online: www.astm.org (accessed on 15 December 2019).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Powder | Laser Power (P; W) | Scanning Speed (V; mm/s) | Hatch Spacing (H; µm) | Layer Thickness (t; µm) |
|---|---|---|---|---|---|
| #1 | Ni50.1Ti | 250 | 1250 | 120 | 30 |
| #2 | Ni50.8Ti | 250 | 1250 | 80 | 30 |
| Test Method | Description |
|---|---|
| ASTM E1409-13 | Inert gas fusion for oxygen and nitrogen |
| ASTM R146-83 | Vacuum hot extraction for hydrogen |
| ASRM E1941-16 | Combustion infrared detection for carbon |
| ASTM E1097-12 | Direct current plasma emission spectroscopy for all other elements |
| Etching Solution | Chemical Composition | Ratio (HF:HNO3:H2O) |
|---|---|---|
| Solution 1 | HF (10%), HNO3 (40%), H2O (50%) | 1:4:5 |
| Solution 2 | HF (5%), HNO3 (50%), H2O (45%) | 1:10:9 |
| Sample | Ms (°C) | Mf (°C) | As (°C) | Af (°C) |
|---|---|---|---|---|
| Powder | 10.2 | −46.6 | −16.9 | 33.1 |
| Porous #1 | 12.89 | −57.08 | −15.82 | 33.85 |
| Porous #2 | 0.62 | −56.09 | −15.53 | 22.35 |
| Porous #3 | 2.34 | −54.36 | −18.72 | 17.74 |
| Dog-bone | 2.14 | −60.06 | −15.10 | 26.96 |
| EA (GPa) | EM (GPa) | Critical Stress Start (MPa) | Critical Stress Finish (MPa) |
|---|---|---|---|
| 54 | 36 | 350 | 430 |
| Element. | Composition (wt. %) | ASTM F-2063 Composition Requirements (wt. %) |
|---|---|---|
| Nickel | 56.0 | 54.5–57.0 |
| Carbon | 0.002 | <0.050 |
| Cobalt | <0.0005 | <0.050 |
| Copper | <0.0005 | <0.010 |
| Chromium | <0.0005 | <0.010 |
| Hydrogen | 0.0004 | <0.005 |
| Iron | 0.016 | <0.050 |
| Niobium | <0.002 | <0.025 |
| Oxygen | 0.058 | - |
| Nitrogen | <0.005 | - |
| Nitrogen + Oxygen | <0.063 | <0.050 |
| Titanium | Balance | Balance |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jahadakbar, A.; Nematollahi, M.; Safaei, K.; Bayati, P.; Giri, G.; Dabbaghi, H.; Dean, D.; Elahinia, M. Design, Modeling, Additive Manufacturing, and Polishing of Stiffness-Modulated Porous Nitinol Bone Fixation Plates Followed by Thermomechanical and Composition Analysis. Metals 2020, 10, 151. https://doi.org/10.3390/met10010151
Jahadakbar A, Nematollahi M, Safaei K, Bayati P, Giri G, Dabbaghi H, Dean D, Elahinia M. Design, Modeling, Additive Manufacturing, and Polishing of Stiffness-Modulated Porous Nitinol Bone Fixation Plates Followed by Thermomechanical and Composition Analysis. Metals. 2020; 10(1):151. https://doi.org/10.3390/met10010151
Chicago/Turabian StyleJahadakbar, Ahmadreza, Mohammadreza Nematollahi, Keyvan Safaei, Parisa Bayati, Govind Giri, Hediyeh Dabbaghi, David Dean, and Mohammad Elahinia. 2020. "Design, Modeling, Additive Manufacturing, and Polishing of Stiffness-Modulated Porous Nitinol Bone Fixation Plates Followed by Thermomechanical and Composition Analysis" Metals 10, no. 1: 151. https://doi.org/10.3390/met10010151
APA StyleJahadakbar, A., Nematollahi, M., Safaei, K., Bayati, P., Giri, G., Dabbaghi, H., Dean, D., & Elahinia, M. (2020). Design, Modeling, Additive Manufacturing, and Polishing of Stiffness-Modulated Porous Nitinol Bone Fixation Plates Followed by Thermomechanical and Composition Analysis. Metals, 10(1), 151. https://doi.org/10.3390/met10010151