Research on Failure Mechanisms of Broken Strands of Jumper Wires for EHV Transmission Lines in Strong-Wind Areas

Abstract
:1. Introduction
2. Materials and Methods
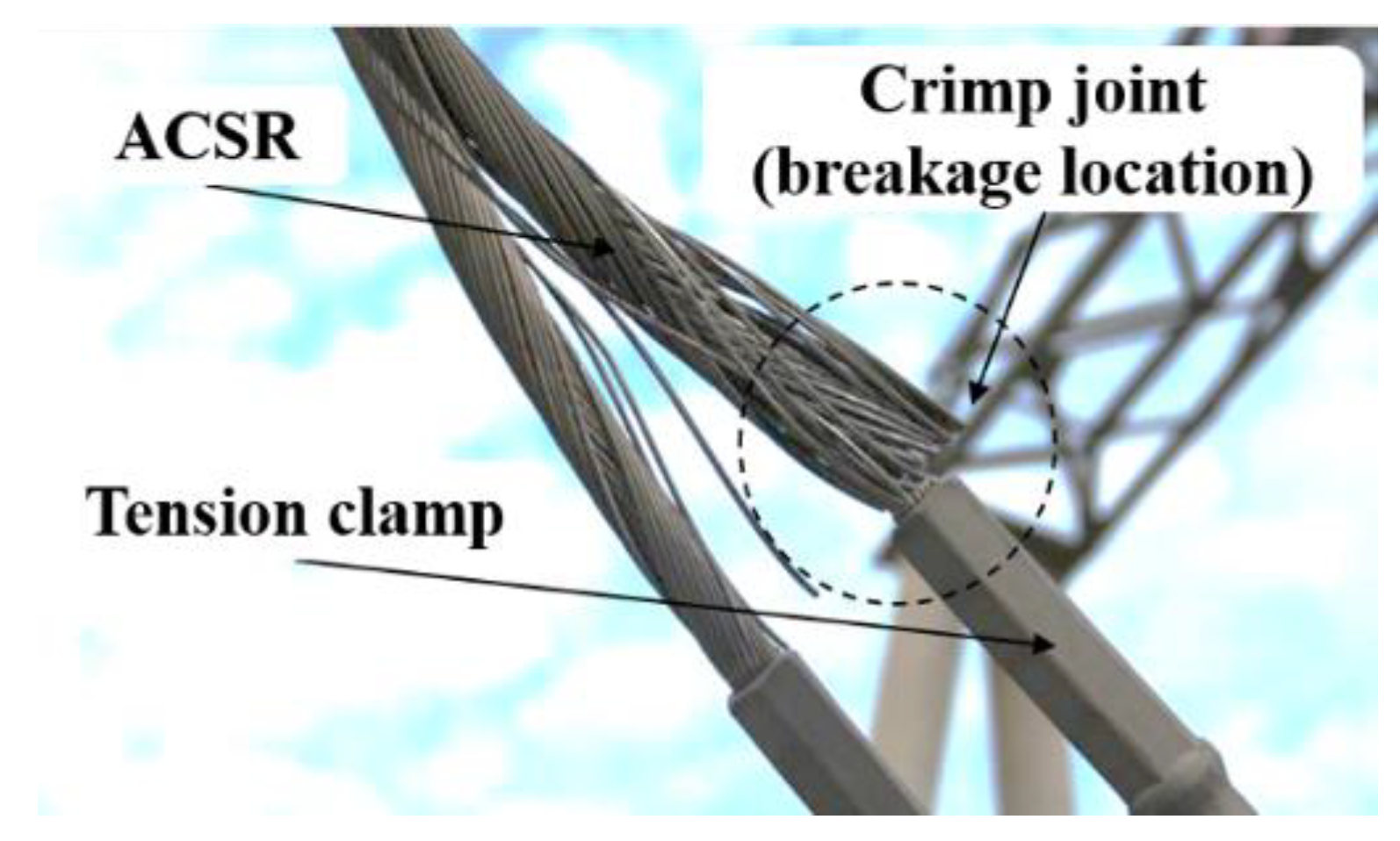
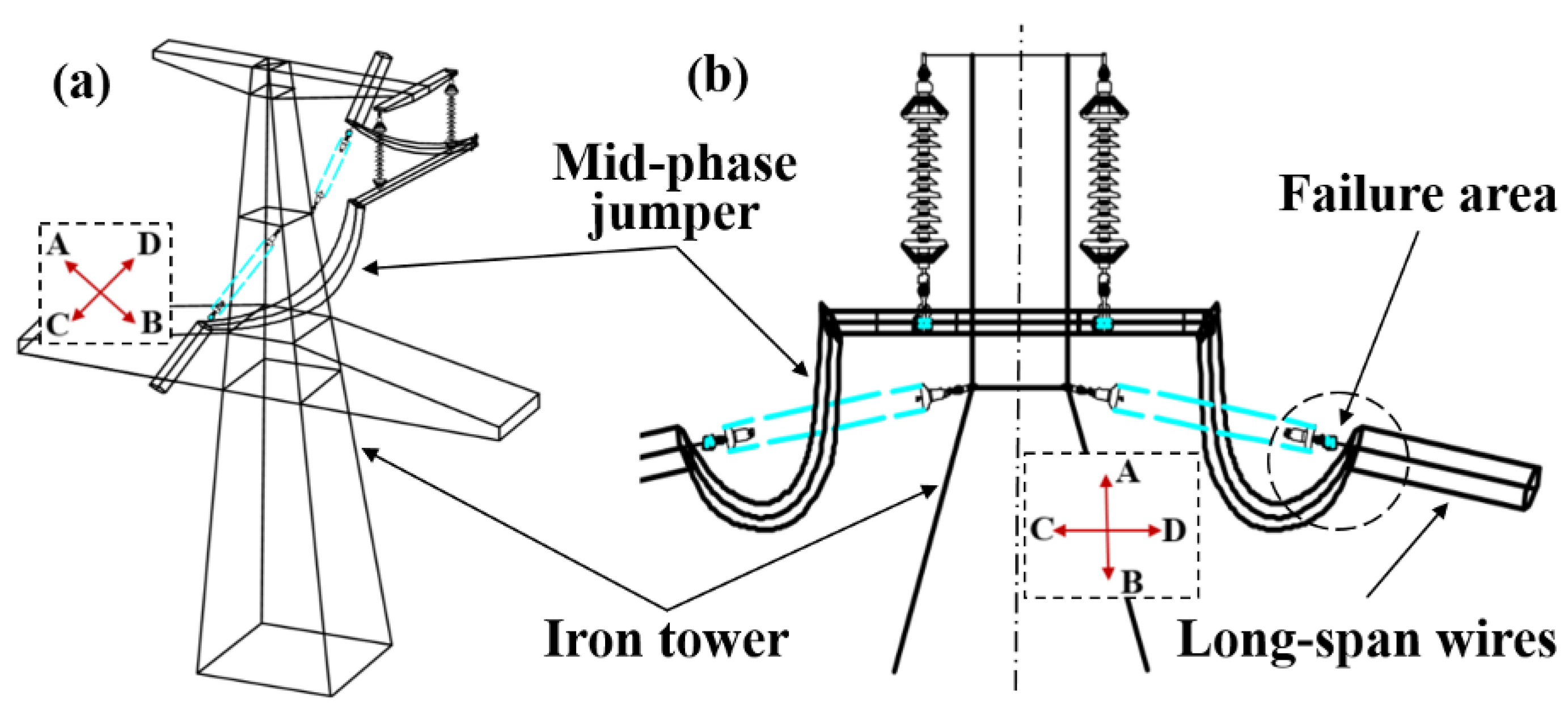
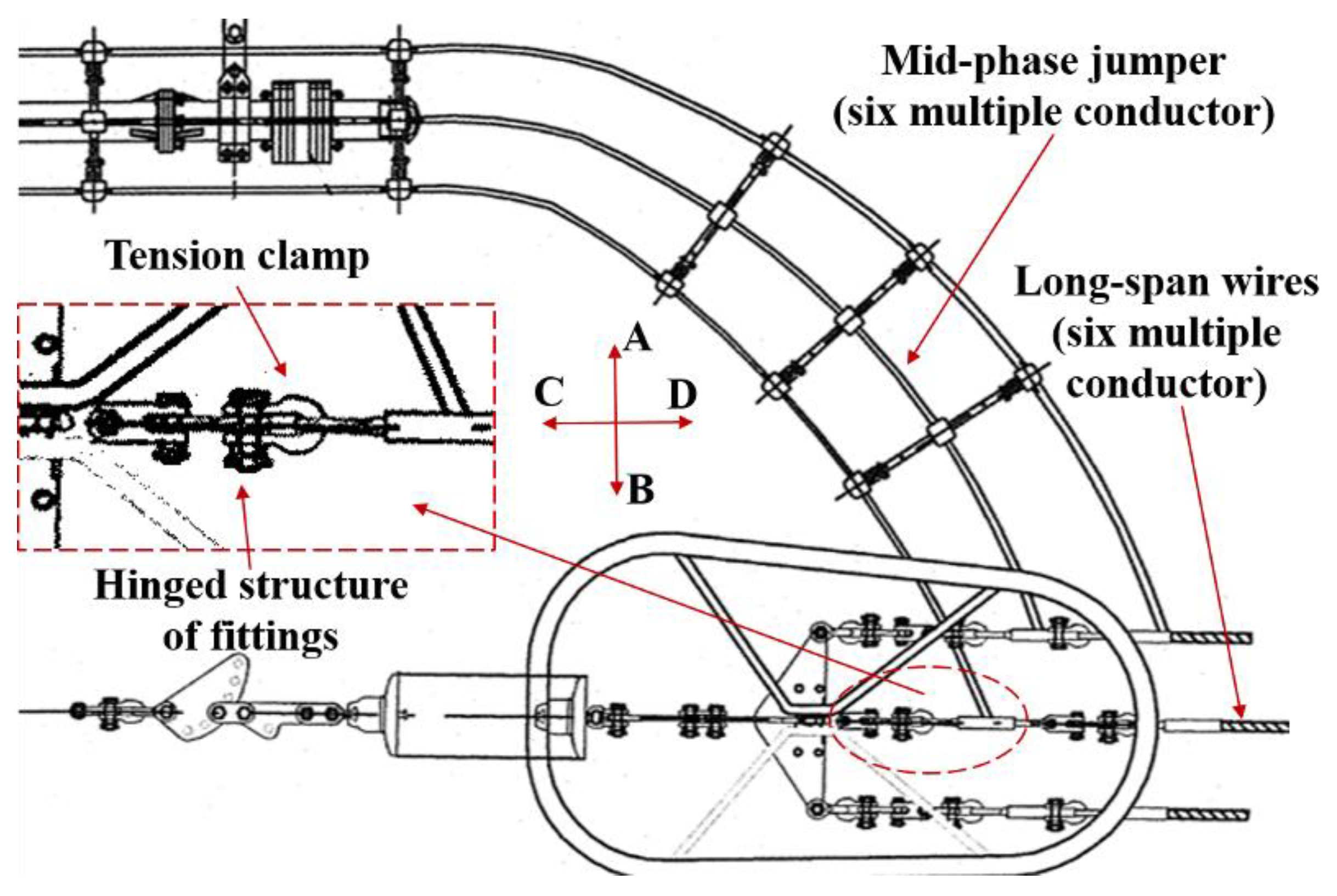
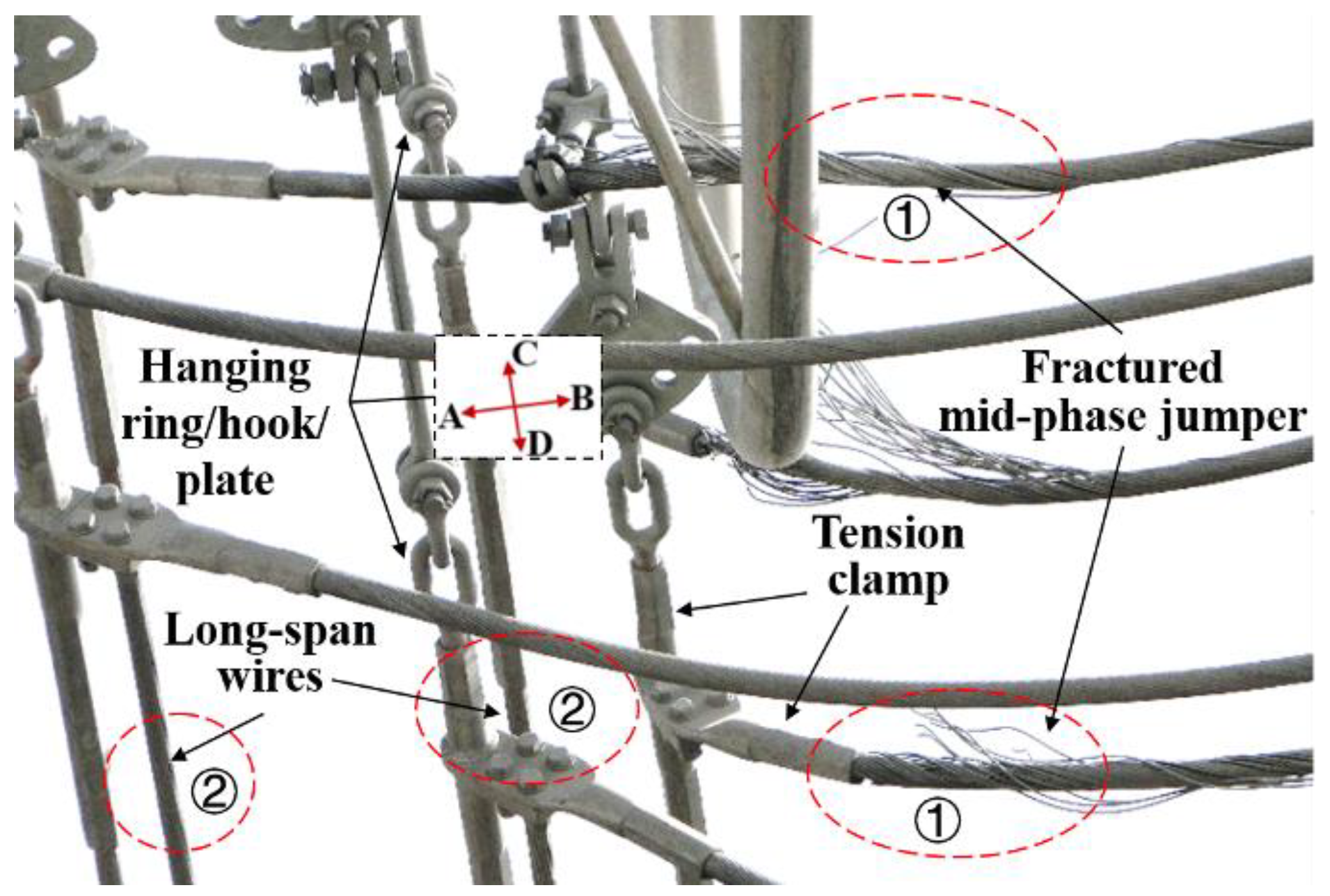
2.1. Analysis of Typical Accidents
2.2. Verification Method
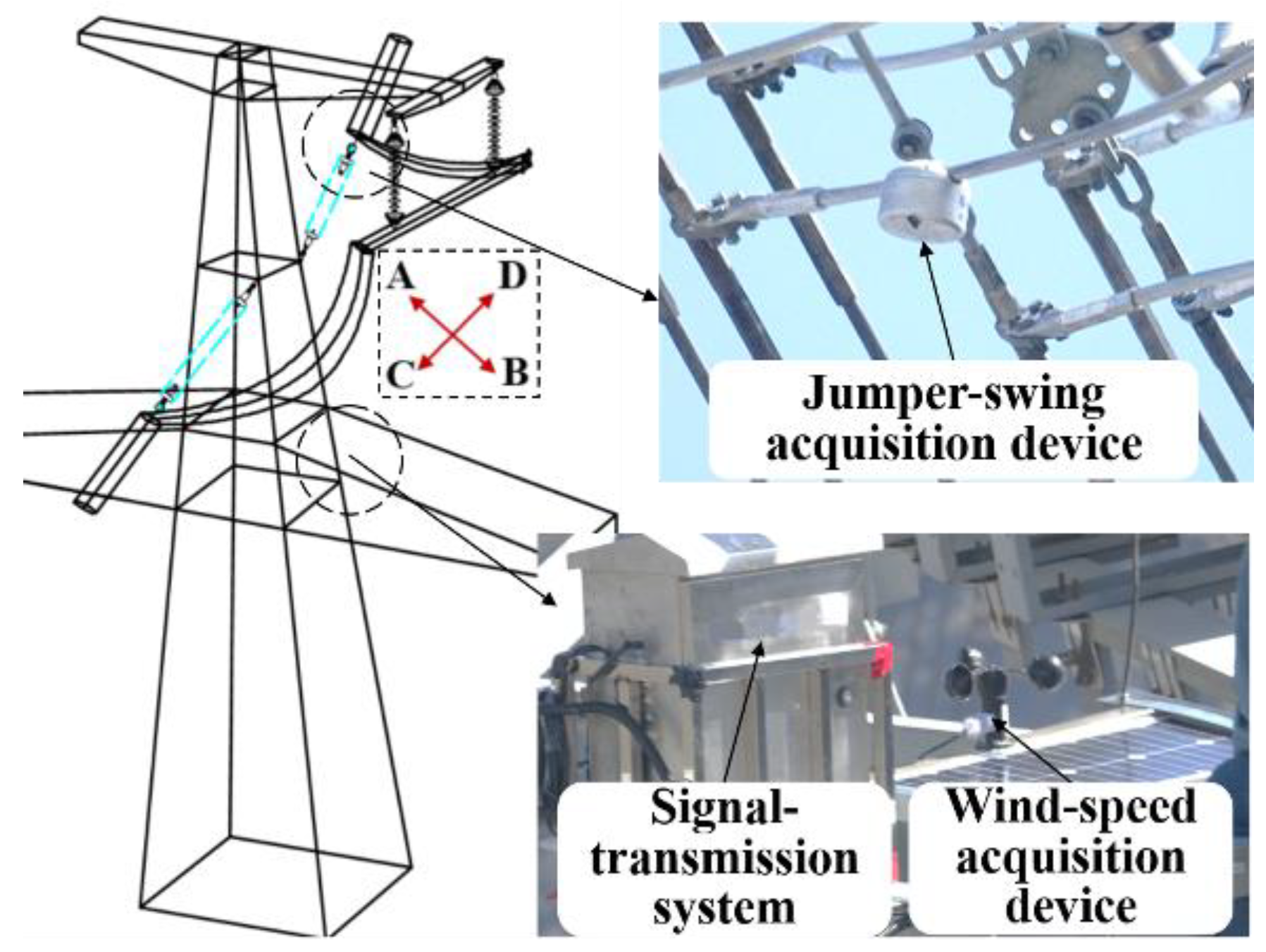
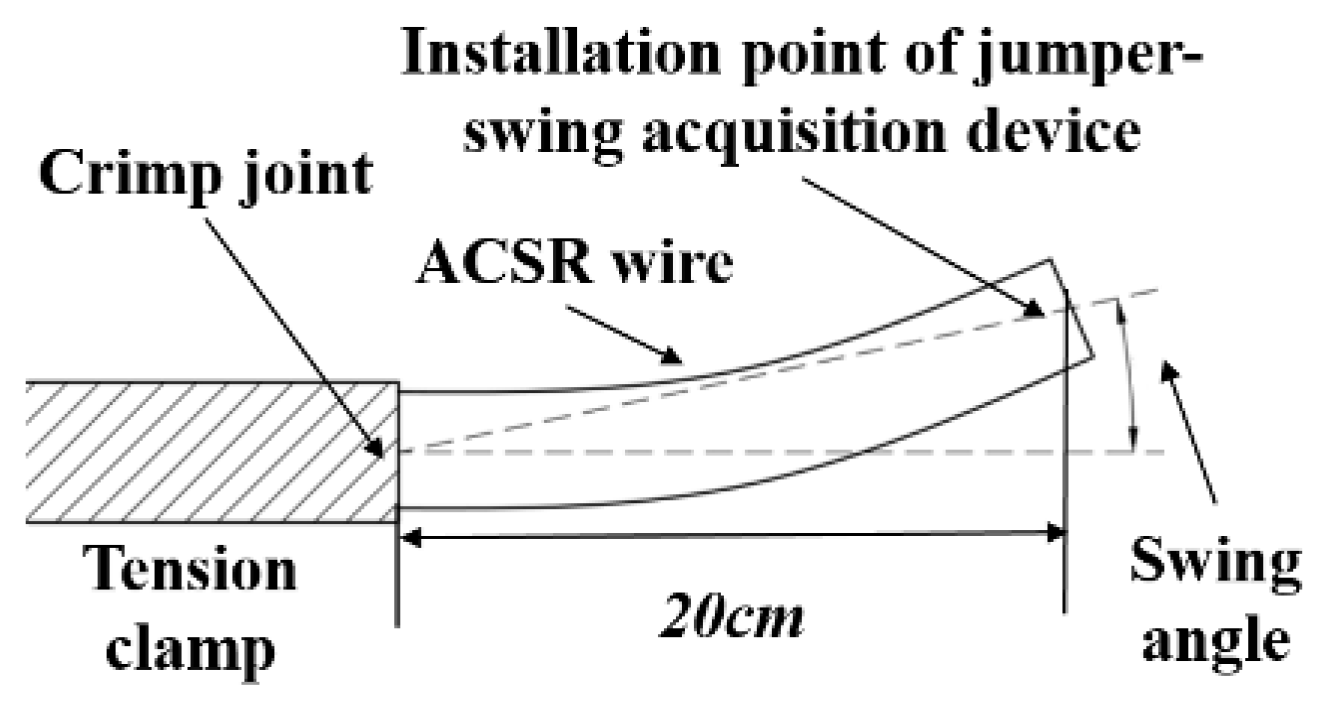
2.2.1. Jumper-Swing Monitoring System
2.2.2. Analysis of the Collected Data
2.2.3. Simulation Machine of the Jumper Swing
2.2.4. Experimental Parameters
3. Results and Discussion
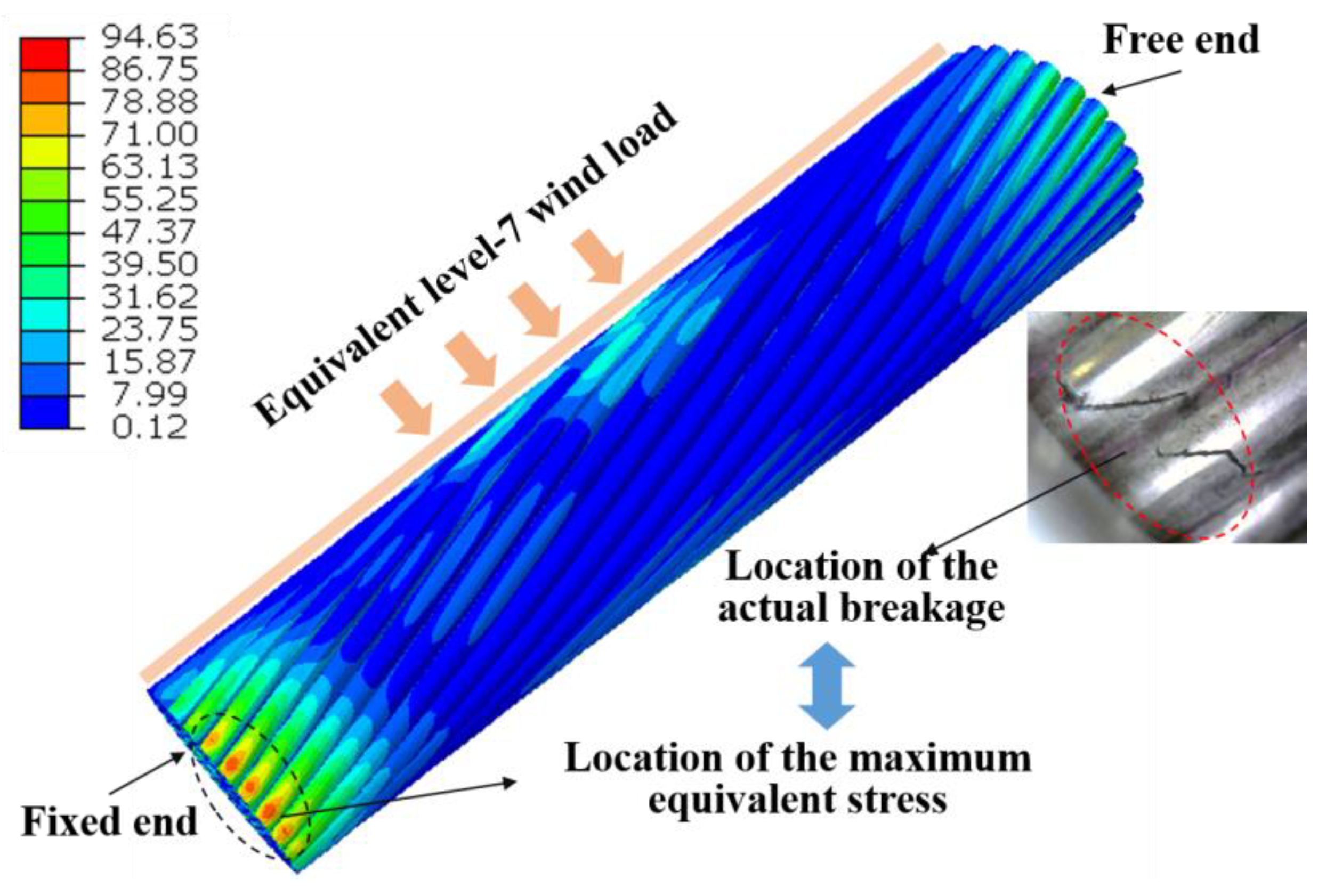
3.1. Results of Simulation Experiment
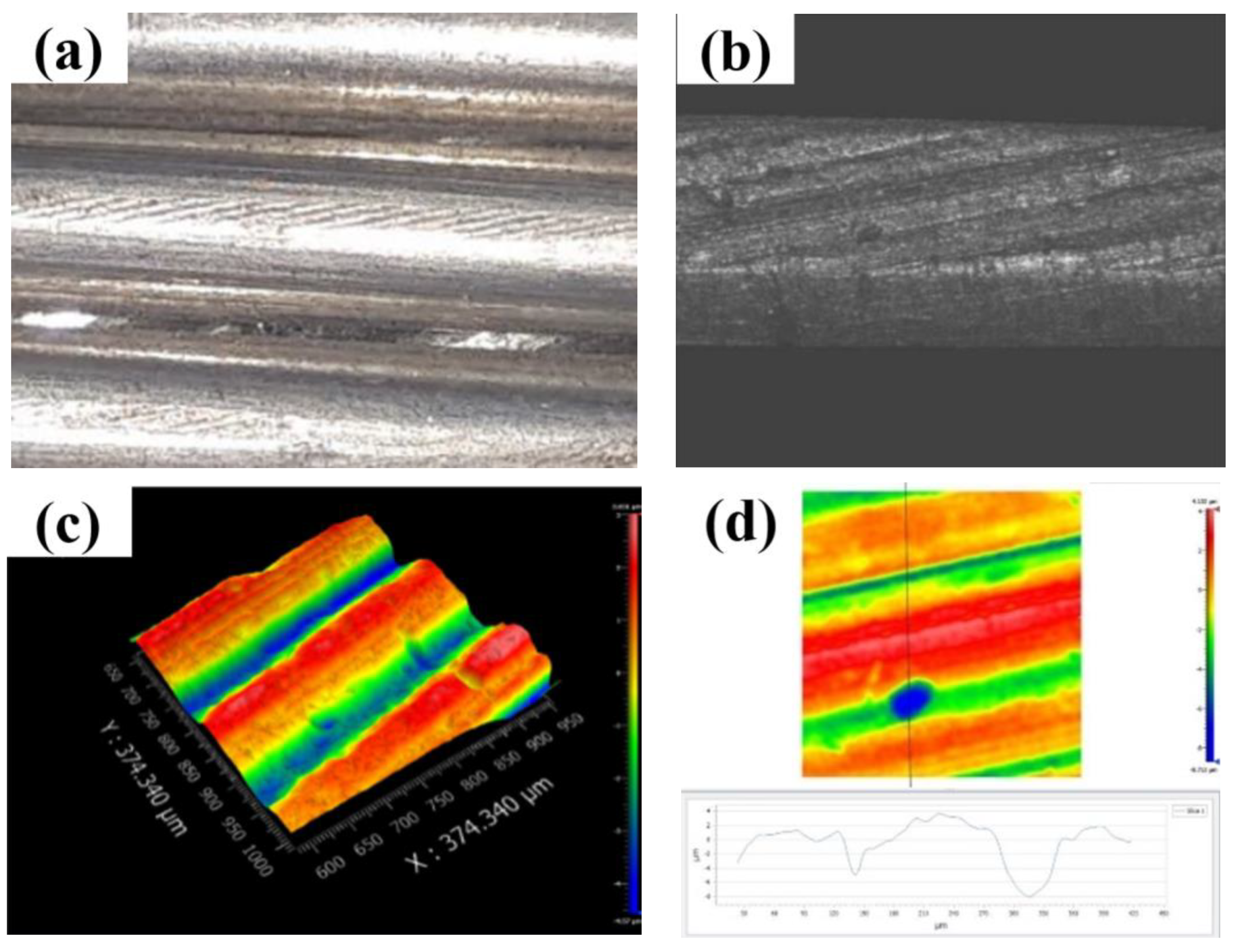
3.2. Surface Yield Line of Aluminum Wires
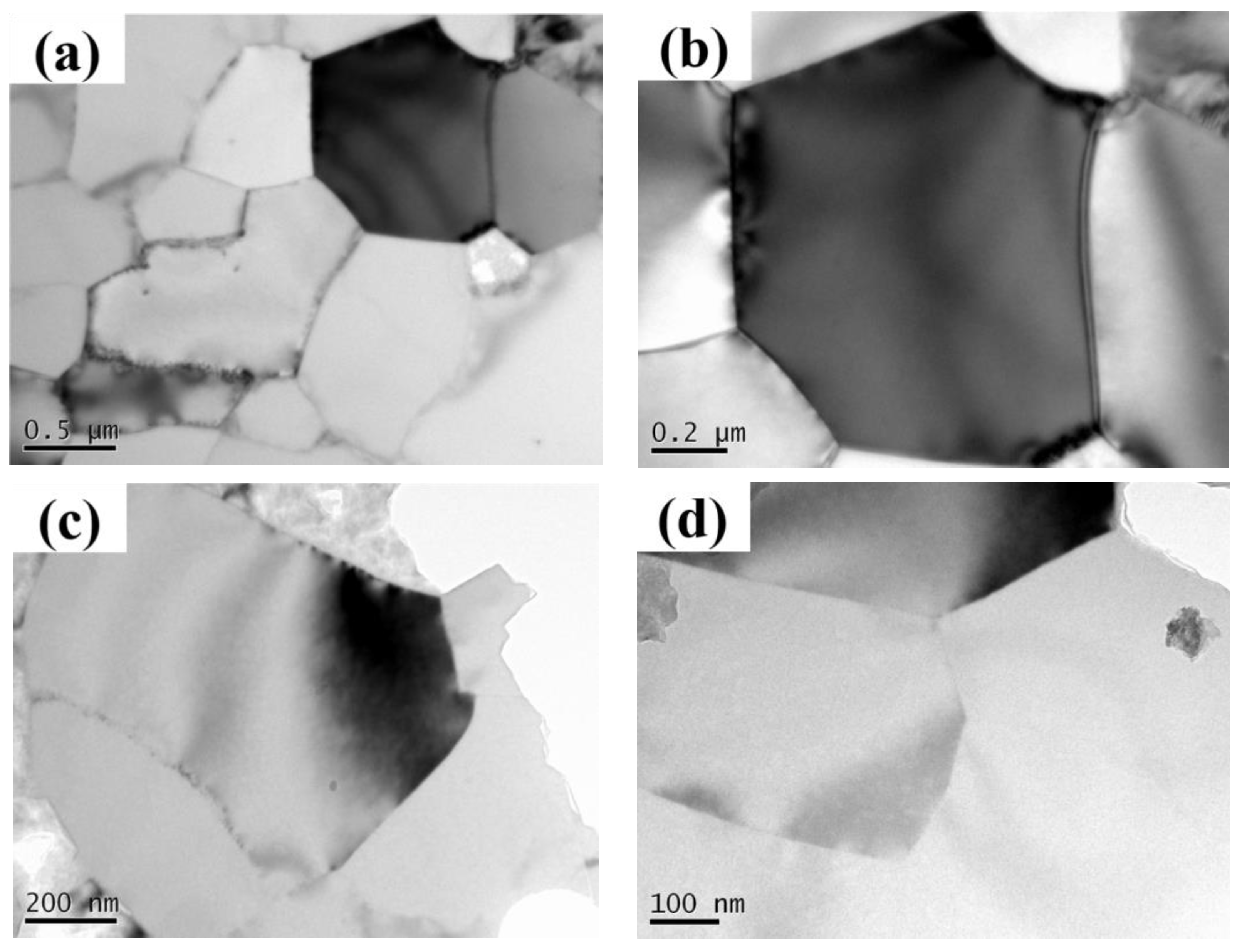
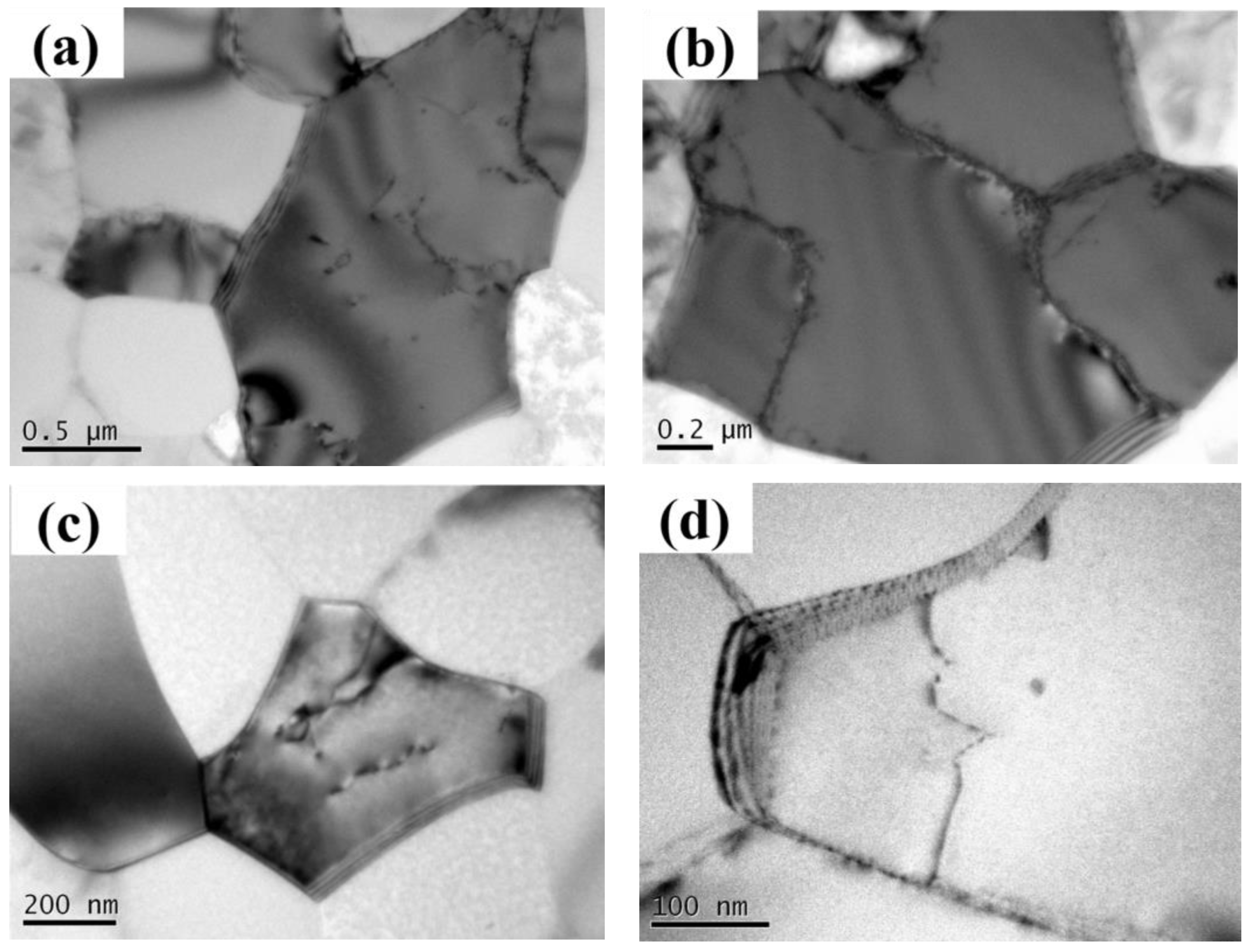
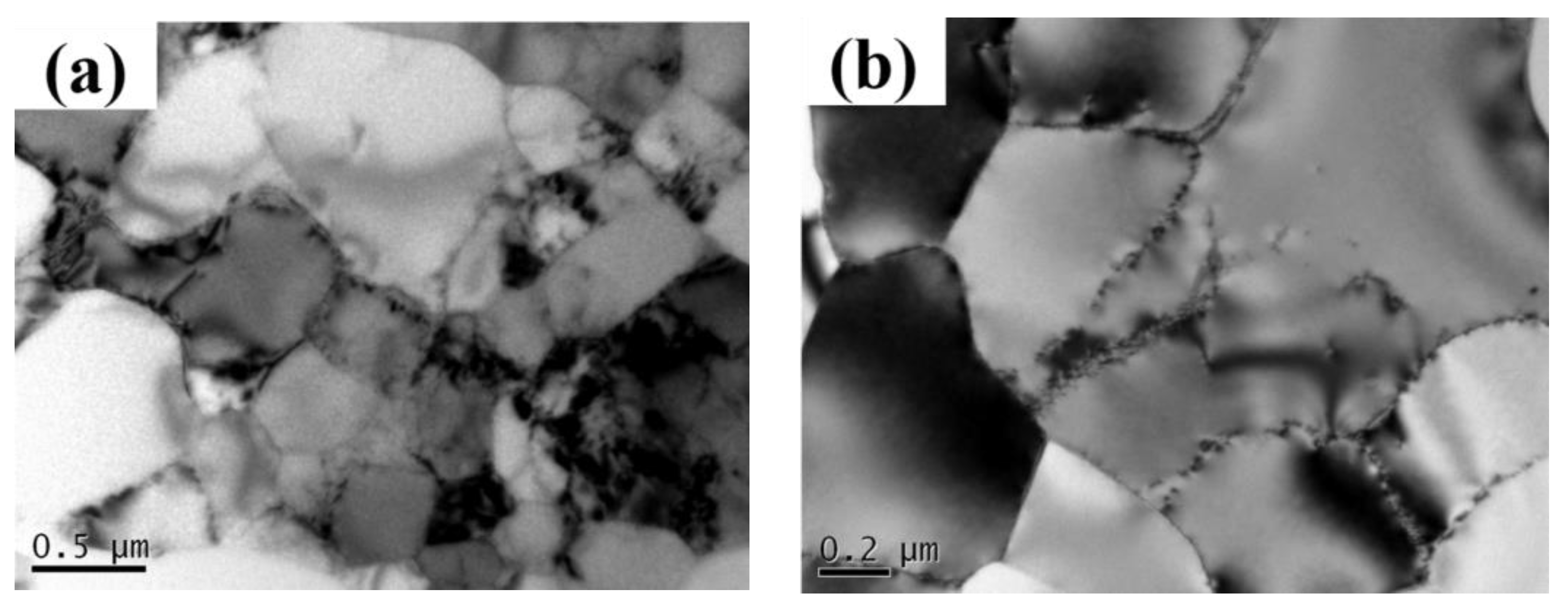
3.3. TEM Observation and Analysis of Aluminum Wires
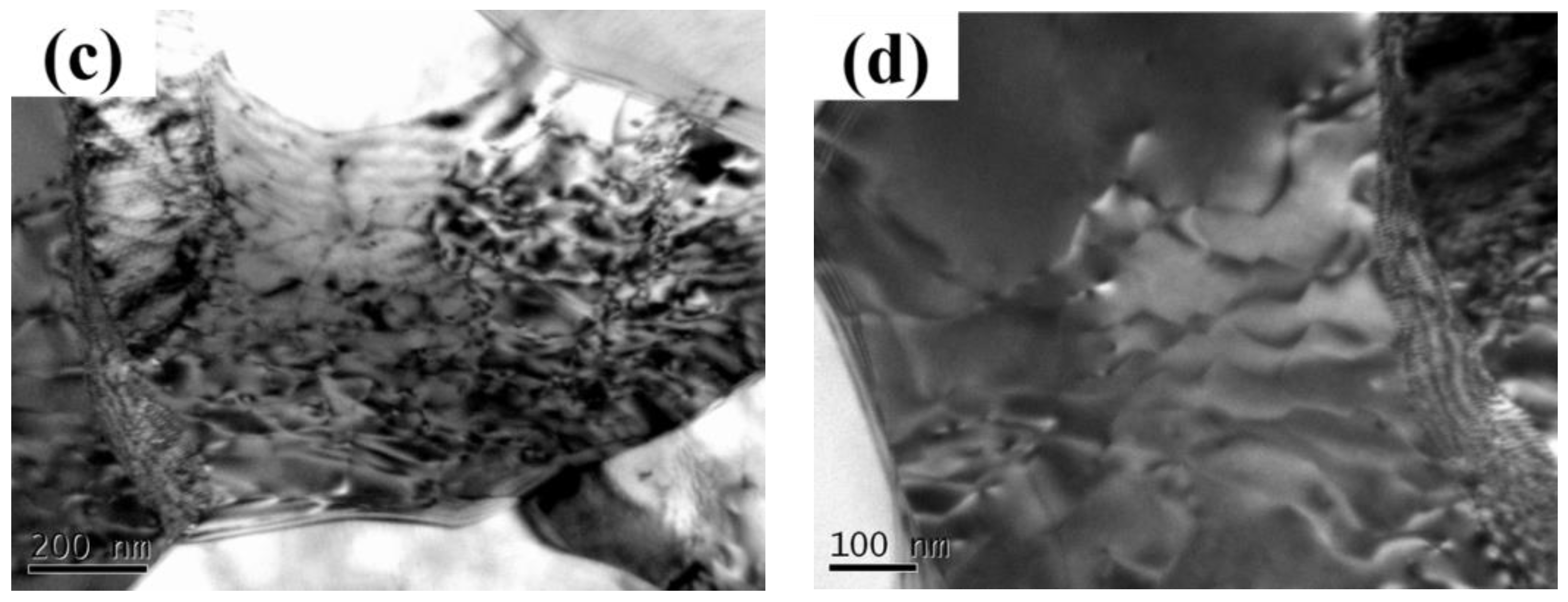
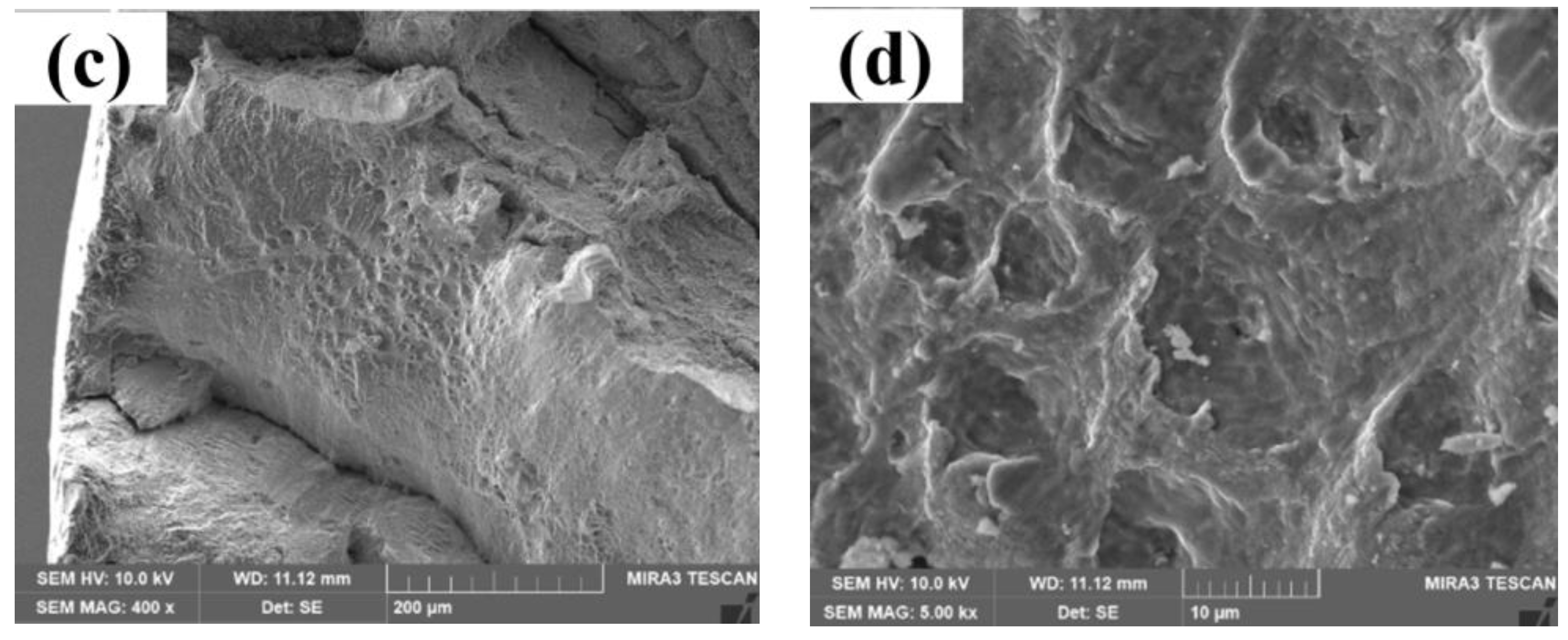
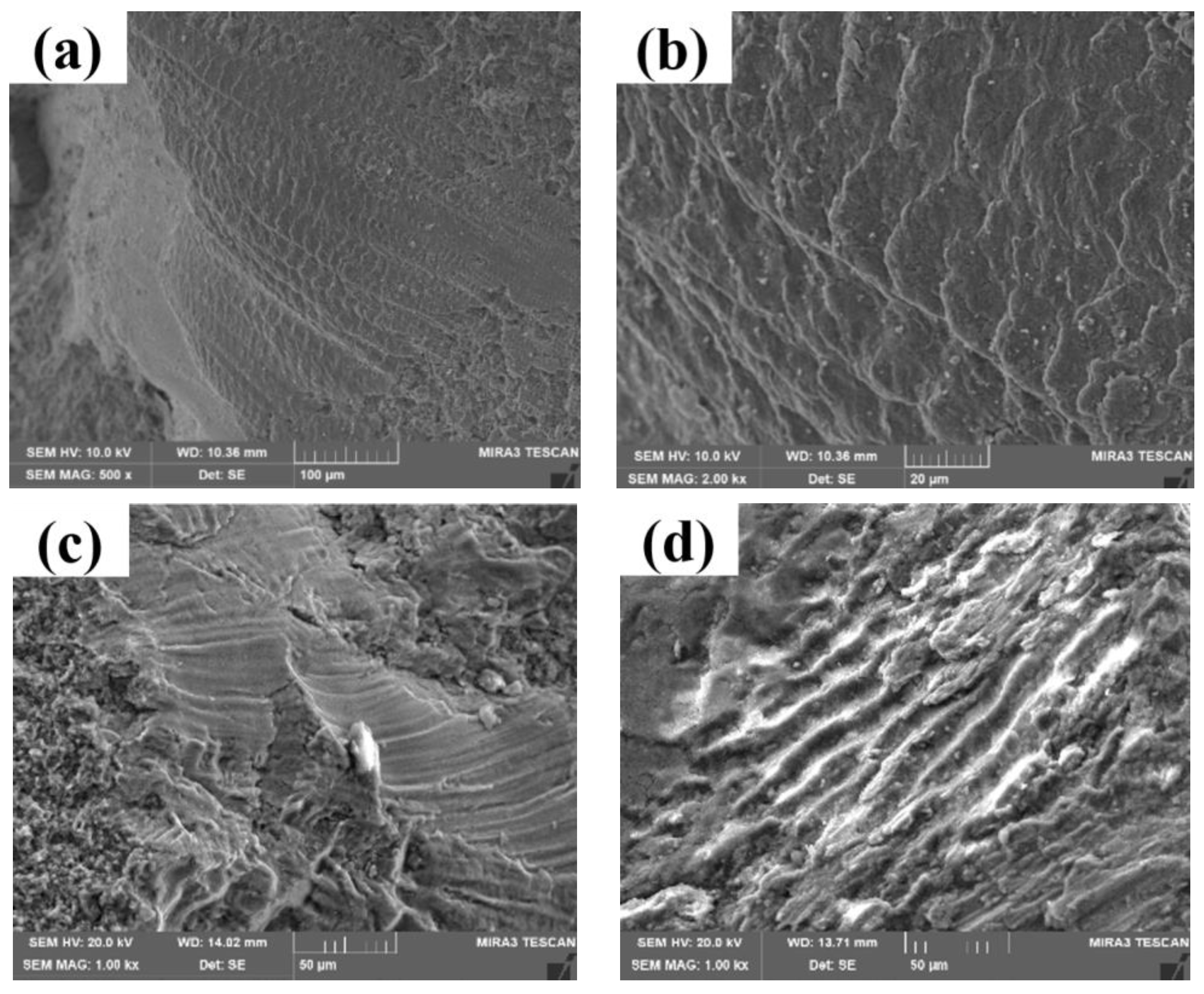
3.4. SEM Observation and Analysis of Aluminum Wires
4. Conclusions
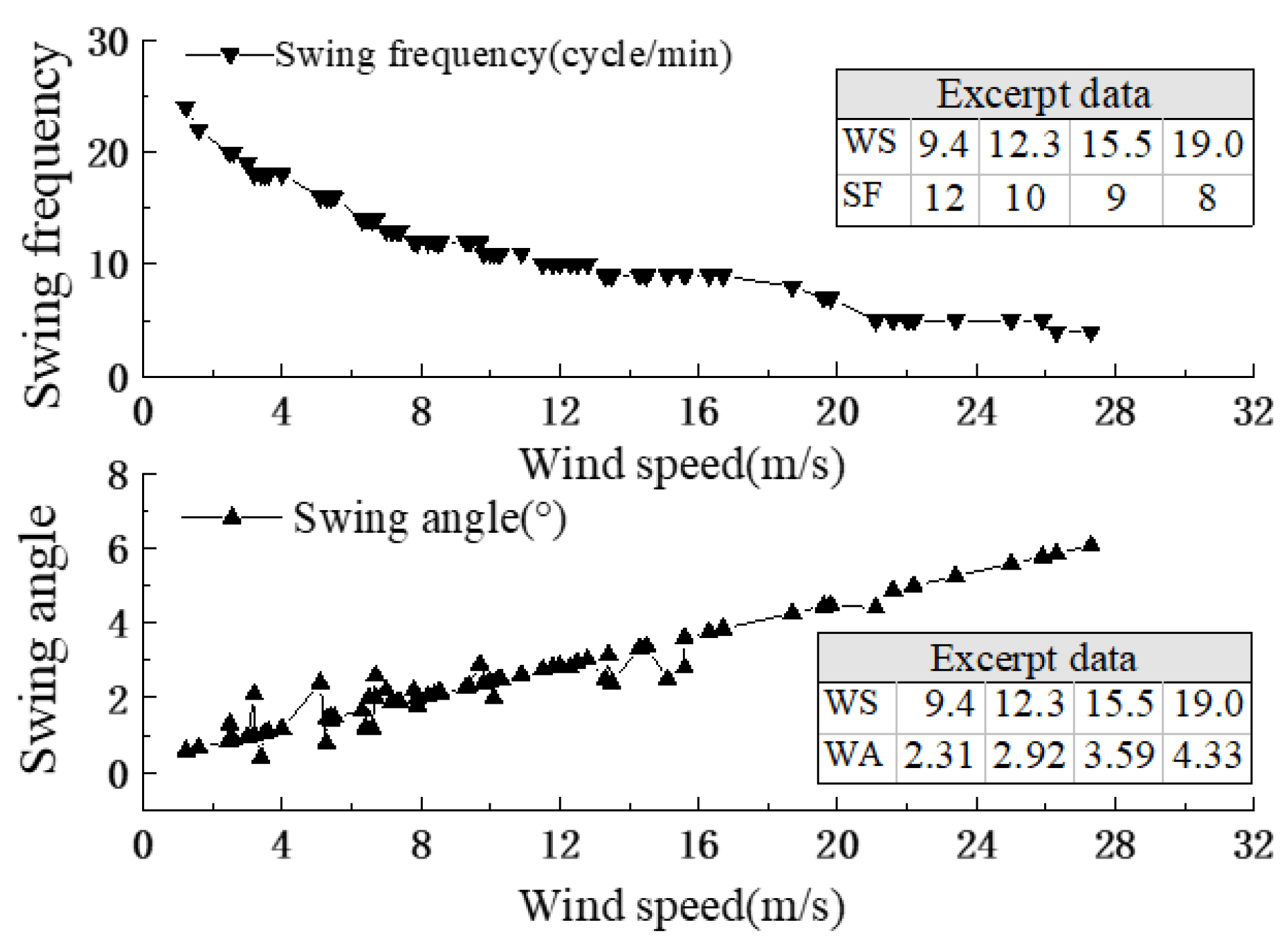
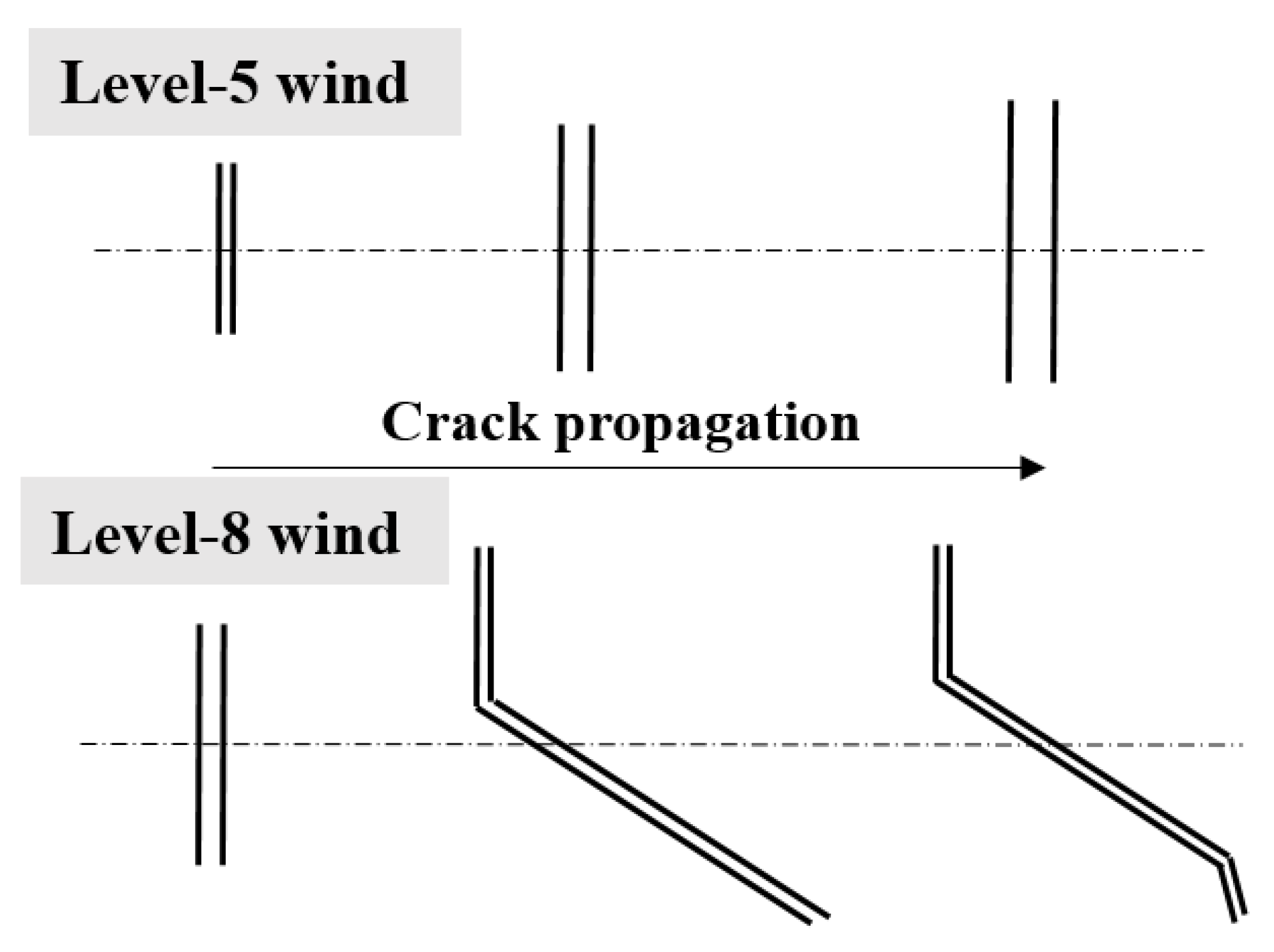
- According to the key data obtained from the monitoring system of the jumper swing, a simulation machine for the jumper wire swing was developed. The simulation machine can simulate the swing condition of the jumper wire under different wind speeds. The fractured aluminum wire under different wind speeds was obtained through simulation experiment.
- According to the analysis of all broken aluminum wires, we found that the aluminum wires under a Level 6 wind and above were in the full-yield state. Their plastic deformation characteristics were evident, and the dislocations were concentrated in the grains. These phenomena fully illustrated the characteristics of strain-fatigue failure. Further fracture analysis showed that the fracture of the aluminum wire under a simulated Level 6 wind and above exhibited the fracture characteristics of a low-cycle strain fatigue.
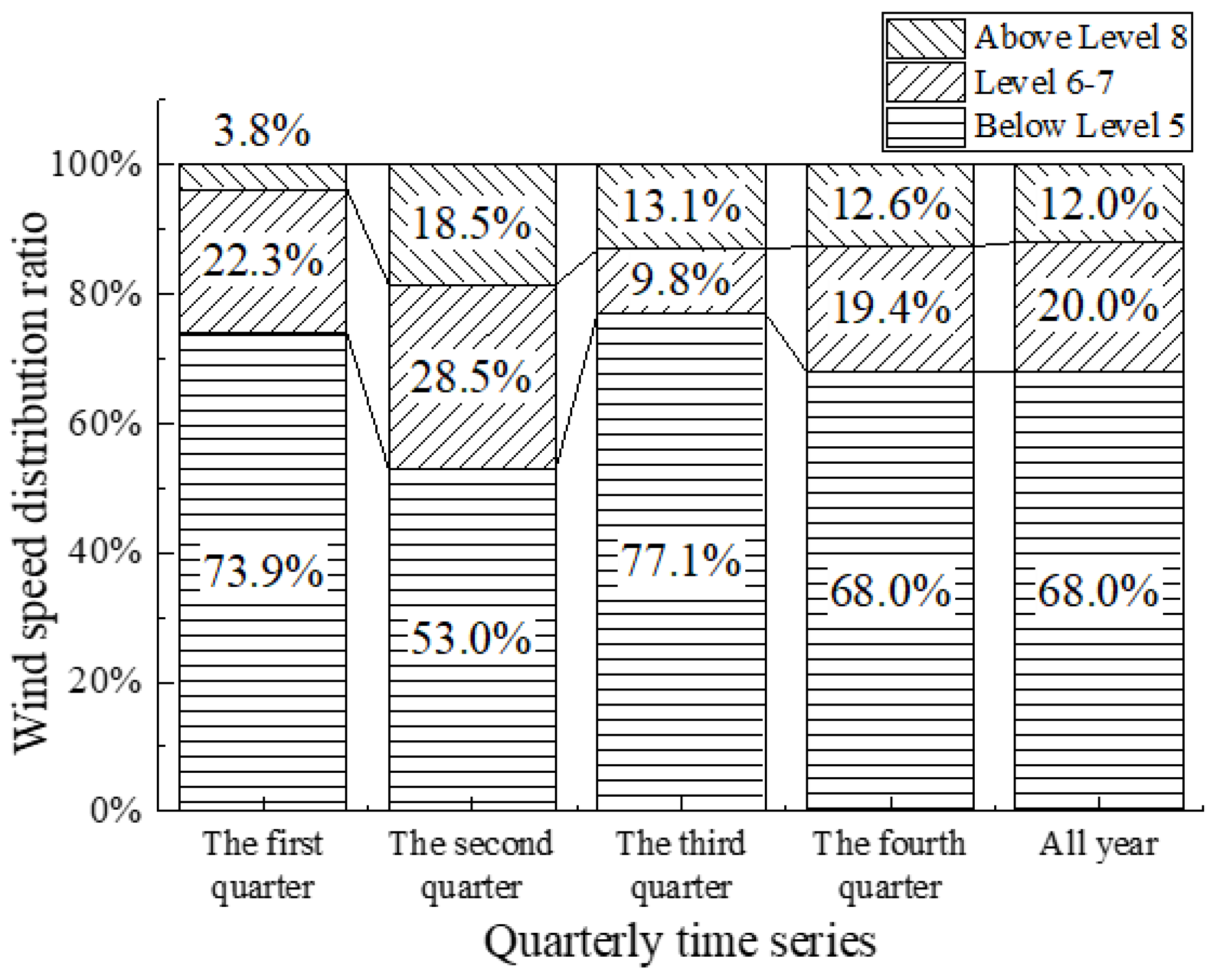
- The broken jumper wires exhibited pronounced strain-fatigue characteristics under Level 6 wind and above. At the same time, the proportion of the Level 6 wind speed and above in strong-wind areas was much higher than that in other wind areas. Therefore, the failure mechanism of the jumper wires in strong-wind areas was a fatigue failure mechanism mainly based on the strain fatigue.
- When an ultra-high-voltage transmission line is set up in a strong-wind area, we need to pay attention to the role of the hinge structure of the hardware to buffer the wind load, avoid large stress concentration due to jumper-wire swing in strong-wind areas, and reduce the probability of strain-fatigue fracture in the jumper wire.
Author Contributions
Funding
Conflicts of Interest
References
- Zhou, K.; Chen, Y.; Liu, L.; Xu, W. Application prospect of large cross-section conductor on UHVDC transmission line. Electr. Power 2012, 45, 35–37. [Google Scholar]
- Fu, H.; Chen, L. Analysis on the harm of gale to the transmission line of Xinjiang Power Grid. Xinjiang Electr. Power Technol. 2014, 1, 10–13. [Google Scholar]
- Huo, W.; Yang, Q.; He, Q.; Li, H. Climatic characteristics of Sandstorm in gale area of Xinjiang. Geogr. Arid Area 2011, 34, 753–761. [Google Scholar]
- Zhou, C.; Yin, J.; Liu, Y. Effects of wind and rain on the motion of the high-voltage conductor in a simplified valley terrain. Electr. Power Syst. Res. 2019, 173, 153–163. [Google Scholar] [CrossRef]
- Ma, X.; Gao, L.; Zhang, J.; Zhang, L.-C. Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line. Metals 2017, 7, 373. [Google Scholar] [CrossRef] [Green Version]
- Fadel, A.A.; Rosa, D.; Murça, L.B.; Fereira, J.L.A.; Araújo, J.A. Effect of high mean tensile stress on the fretting fatigue life of an Ibis steel reinforced aluminium conductor. Int. J. Fatigue 2012, 42, 24–34. [Google Scholar] [CrossRef]
- Qi, Y.; Rui, X.; Ji, K.; Liu, C.; Zhou, C. Study on aeolian vibration suppression schemes for large crossing span of ultra-high-voltage eight-bundle conductors. Adv. Mech. Eng. 2019, 11, 4. [Google Scholar] [CrossRef]
- Matsumiya, H.; Nishihara, T.; Yagi, T. Aerodynamic modeling for large-amplitude galloping of four-bundled conductors. J. Fluids Struct. 2018, 82, 559–576. [Google Scholar] [CrossRef]
- Diana, G.; Belloli, M.; Giappino, S.; Manenti, A.; Mazzola, L.; Muggiasca, S.; Zuin, A. Wind Tunnel Tests on Two Cylinders to Measure Subspan Oscillation Aerodynamic Forces. IEEE Trans. Power Deliv. 2014, 29, 1273–1283. [Google Scholar] [CrossRef]
- Lu, J.; Wang, Q.; Wang, L.; Mei, H.; Yang, L.; Xu, X.; Li, L. Study on wind tunnel test and galloping of iced quad bundle conductor. Cold Reg. Sci. Technol. 2019, 160, 273–287. [Google Scholar] [CrossRef]
- Zhang, D.; He, Z.; Huang, Z.; Jiang, W. Isogeometric Collocation Method for the Galloping of an Iced Conductor. J. Eng. Mech. 2017, 143, 04017009. [Google Scholar] [CrossRef]
- Zhou, L.; Yan, B.; Zhang, L.; Zhou, S. Study on galloping behavior of iced eight bundle conductor transmission lines. J. Sound Vib. 2016, 362, 85–110. [Google Scholar] [CrossRef]
- Corporation, China Power Engineering Consulting. Code for Design of 110 KV~750 KV Overhead Transmission Line; China’s National Scientific and Technological Achievements: Beijing, China, 2012; p. 180. [Google Scholar]
- Dutkiewicz, M.; Machado, R.M. Measurements in Situ and Spectral Analysis of Wind Flow Effects on Overhead Transmission Lines. Soundvibration 2019, 53, 161–175. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Huang, X.; Zhao, Y.; Si, W. Design of a wireless vibration metre for conductor vibration monitoring. Struct. Control Health Monit. 2018, 25, e2143. [Google Scholar] [CrossRef]
- Zhao, L.; Huang, X.; Jia, J.; Zhu, Y.; Cao, W. Detection of Broken Strands of Transmission Line Conductors Using Fiber Bragg Grating Sensors. Sensors 2018, 18, 2397. [Google Scholar] [CrossRef] [Green Version]
- Waters, D.H.; Hoffman, J.; Kumosa, M. Monitoring of Overhead Transmission Conductors Subjected to Static and Impact Loads Using Fiber Bragg Grating Sensors. IEEE Trans. Instrum. Meas. 2019, 68, 595–605. [Google Scholar] [CrossRef]
- Godard, B.; Guerard, S.; Lilien, J.-L. Original Real-Time Observations of Aeolian Vibrations on Power-Line Conductors. IEEE Trans. Power Deliv. 2011, 26, 2111–2117. [Google Scholar] [CrossRef]
- Zhang, X.; Cao, Y.; Han, C.; Bai, Y. On the Surface Damage Features of Transmission Line Conductors Based on Image Processing. J. Graph. 2018, 39, 440–447. [Google Scholar]
- Levesque, F.E.R.; Goudreau, S.; Cardou, A.; Cloutier, L. Strain Measurements on ACSR Conductors During Fatigue Tests Experimental Method and Data. IEEE Trans. Power Deliv. 2010, 25, 2825–2834. [Google Scholar] [CrossRef]
- Goudreau, S.; Levesque, F.D.R.; Cardou, A.; Cloutier, L. Strain Measurements on ACSR Conductors During Fatigue Tests III—Strains Related to Support Geometry. IEEE Trans. Power Deliv. 2010, 25, 3007–3016. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Henriques, A.M.D.; Pulino Filho, A.R.; Ferreira, J.L.A.; Araújo, J.A. Fretting fatigue in overhead conductors: Rig design and failure analysis of a Grosbeak aluminium cable steel reinforced conductor. Eng. Fail. Anal. 2009, 16, 136–151. [Google Scholar] [CrossRef]
- Araújo, J.A.; Nowell, D. Mixed high low fretting fatigue of Ti6Al4V: Tests and modelling. Tribol. Int. 2009, 42, 1276–1285. [Google Scholar] [CrossRef]
- Rolim, A.L.; Moreira, J.L.D.R.; Veloso, L.A.C.M.; de Souza, R.M.; Araújo, J.A. Differential displacement and strain analysis of transmission line cables. J. Braz. Soc. Mech. Sci. Eng. 2013, 35, 327–336. [Google Scholar] [CrossRef]
- Wolf, H.; Adum, B.; Bozic, Z. The impact of empirical fules for aeolian vibrations in overhead transmission lines. Trans. FAMENA 2010, 34, 47–58. [Google Scholar]
- Li, Y.; Han, J.; He, C.; Ma, P.; Lin, D.; Xiao, W. Fracture mechanism of lead wire in strong wind environment based on finite element method. China Sci. 2019, 14, 569–574. [Google Scholar]
- Zhao, X.; Gao, W.; Qin, H. Contact Analysis of Stranded Wire between Adjacent Layers. China Mech. Eng. 2011, 22, 1929–1933. [Google Scholar]
- Fellows, L.J.; Nowell, D.; Hills, D.A. Analysis of crack initiation and propagation in fretting fatigue: The effective initial flaw size methodology. Fatigue Fract. Eng. Mater. Struct. 1997, 20, 61–70. [Google Scholar] [CrossRef]
- Sato, K.; Fujii, H.; Kodama, S. Crack propagation behaviour in fretting fatigue. Wear 1986, 107, 245–262. [Google Scholar] [CrossRef]
- Mangardich, D.; Abrari, F.; Fawaz, Z. A fracture mechanics based approach for the fretting fatigue of aircraft engine fan dovetail attachments. Int. J. Fatigue 2019, 129, 105213. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, X.; Wang, F.; Song, X.; Wang, A.; Song, H. Fatigue Failure Analysis and Life Prediction of Aeroengine Compressor Components. J. Mater. Eng. Perform. 2019, 28, 6418–6427. [Google Scholar] [CrossRef]
- Karabay, S.; Ertürk, A.T.; Zeren, M.; Karakulak, E. Failure analysis of wire-breaks in aluminum conductor production and investigation of early failure reasons for transmission lines. Eng. Fail. Anal. 2018, 83, 47–56. [Google Scholar] [CrossRef]
- Rocha, P.H.C.; Diaz, J.I.M.; Silva, C.R.M.; Araújo, J.A.; Castro, F.C. Fatigue of two contacting wires of the ACSR Ibis 397.5 MCM conductor: Experiments and life prediction. Int. J. Fatigue 2019, 127, 25–35. [Google Scholar] [CrossRef]
- Wang, X.; Chen, G.; Wang, J.; Zhang, J.; Zhang, T.; Xu, G.; Tang, W. Fretting fatigue fractographies of aluminum conductor steel reinforced overhead conductor. Chin. J. Nonferrous Met. 2012, 22, 194–200. [Google Scholar]
- Yang, B.; Mall, S. Mechanics of two-stage crack growth in fretting fatigue. Eng. Fract. Mech. 2008, 75, 1507–1515. [Google Scholar] [CrossRef]
- Szolwinski, M.P.; Farris, T.N. Mechanics of fretting fatigue crack formation. Wear 1996, 198, 93–107. [Google Scholar] [CrossRef]
- Zhou, Z.R.; Vincent, L. Mixed fretting regime. Wear 1995, 181, 531–536. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulated Wind-Speed Level | 5 | 6 | 7 | 8 |
|---|---|---|---|---|
| Simulated wind-speed value (m/s) | 9.4 | 12.3 | 15.5 | 19.0 |
| Swing angle (°) | 2.3 | 2.9 | 3.6 | 4.3 |
| Eccentricity (mm) | 34.0 | 42.0 | 50.0 | 59.0 |
| Swing frequency (cycle/min) | 12.0 | 10.0 | 9.0 | 8.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, P.; Han, J.; Li, Y.; He, C.; Xiao, W. Research on Failure Mechanisms of Broken Strands of Jumper Wires for EHV Transmission Lines in Strong-Wind Areas. Metals 2020, 10, 39. https://doi.org/10.3390/met10010039
He P, Han J, Li Y, He C, Xiao W. Research on Failure Mechanisms of Broken Strands of Jumper Wires for EHV Transmission Lines in Strong-Wind Areas. Metals. 2020; 10(1):39. https://doi.org/10.3390/met10010039
Chicago/Turabian StyleHe, Peng, Jiceng Han, Yongjie Li, Cheng He, and Wenkai Xiao. 2020. "Research on Failure Mechanisms of Broken Strands of Jumper Wires for EHV Transmission Lines in Strong-Wind Areas" Metals 10, no. 1: 39. https://doi.org/10.3390/met10010039
APA StyleHe, P., Han, J., Li, Y., He, C., & Xiao, W. (2020). Research on Failure Mechanisms of Broken Strands of Jumper Wires for EHV Transmission Lines in Strong-Wind Areas. Metals, 10(1), 39. https://doi.org/10.3390/met10010039