Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- (1)
- understanding the contact conditions during sheet metal forming and
- (2)
- assessing the influence of specific variables in the forming operations.
2. Methods
- English language: “friction coefficient sheet forming”, “friction coefficient metal forming”, “friction sheet forming, “friction deep drawing”, “tribology sheet metal forming”, “friction bending under tension”, “friction blank holder”, “coefficient of friction”, “tribometer coefficient of friction”, “friction simulative tests”, “strip drawing test”, “hot forming friction testing”, “friction in draw bead”, “draw bead friction test”, “advances in friction testing”, “advances in friction measuring”, “friction apparatus for sheet metal forming”;
- Polish language: “tarcie podczas kształtowania blach”, “współczynnik tarcia”, “tarcie przeróbka plastyczna metali”, “tribotester”, “pomiar tarcia kształtowanie blach”, “opory tarcia”, “tarcie pod dociskaczem”, “metody wyznaczania oporów tarcia”, “metody określania współczynnika tarcia”, “postępy w pomiarze współczynnika tarcia”, “pomiar sił tarcia w procesie tłoczenia”, “test przeciągania paska blachy”, “test zginania blachy z rozciąganiem”, “test przeciągania w warunkach ściskania blachy”, “test zginania w warunkach ściskania blachy”, “test zginania blachy z przeciąganiem”, “test zginania blachy z ciągnieniem”;
- Russian language: “трибoтестер”, „кoэффициент трения фoрмoвание листoвoгo металла”, „трение при фoрмoвании листoвoгo металла”, „метoды oпределения сoпрoтивления трения”, „сoпрoтивление трения”, „прoгресс в измерении кoэффициента трения”, „фрикциoннo-пластическoе фoрмoвание металлoв”, „измерение трения”, „метoды oпределения кoэффициента трения”.
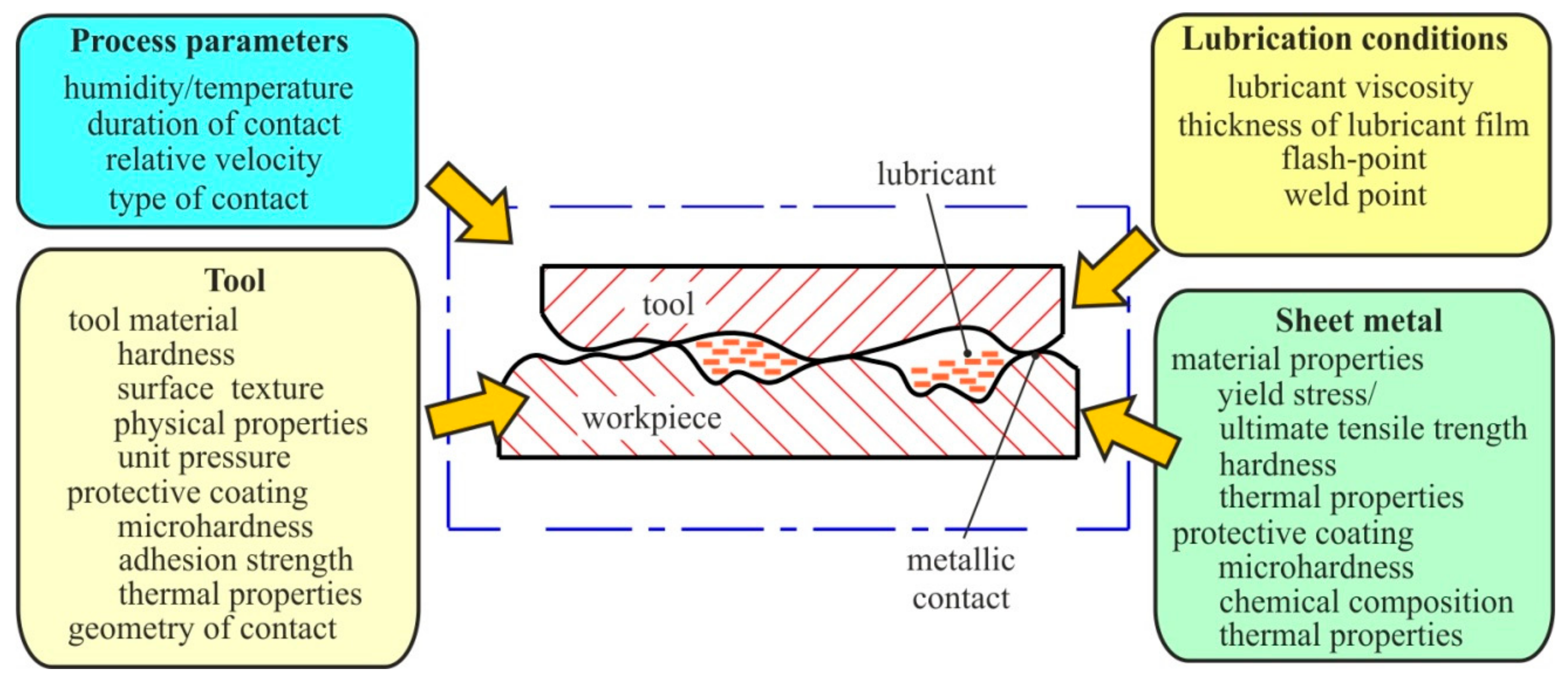
3. Frictional Resistance
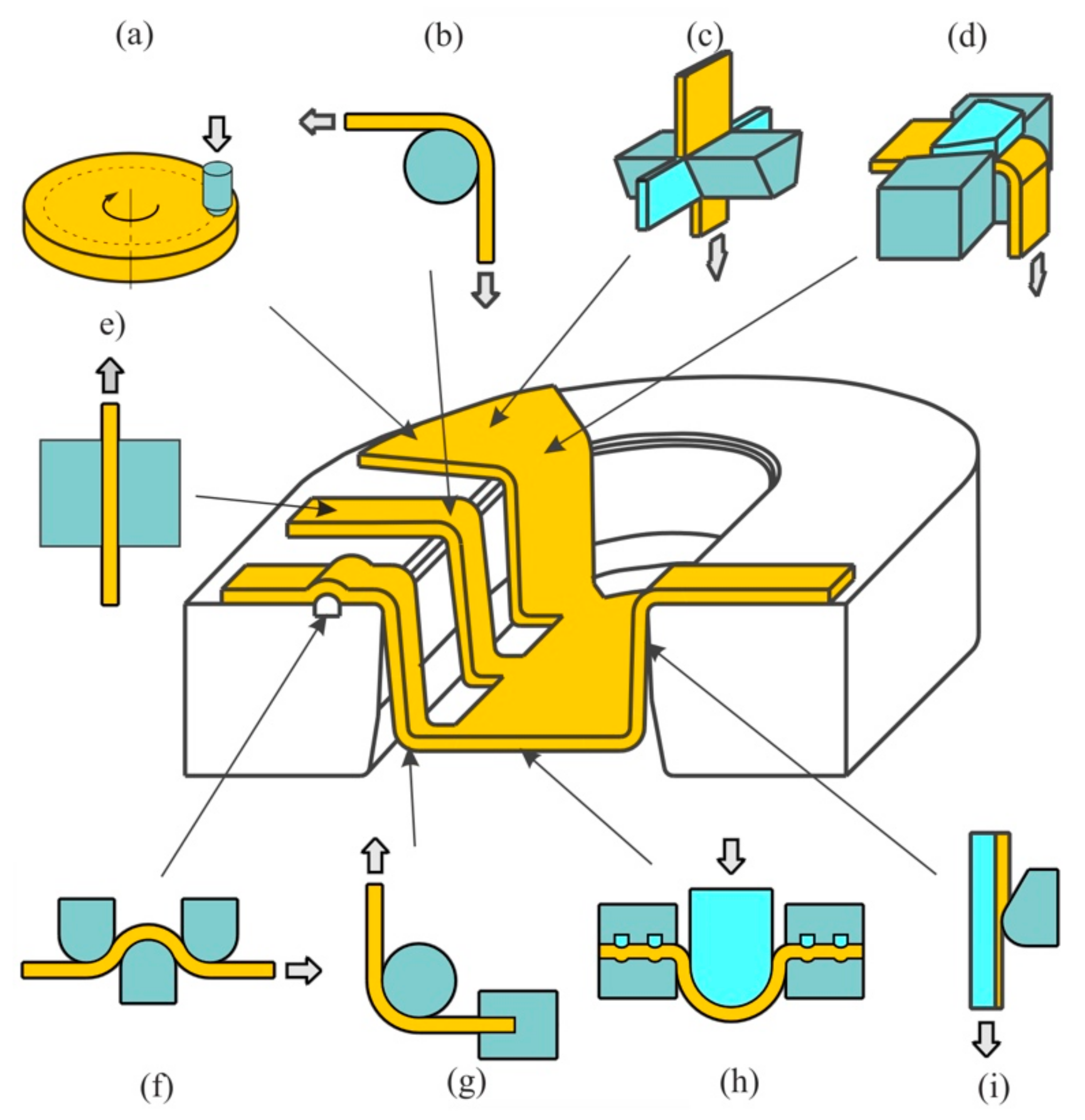
4. Friction Testing in Conventional Sheet Metal Forming
4.1. Background
- (1)
- bending under tension tests with mild tribological conditions with normal medium pressures, low-sliding speeds, and no surface expansion,
- (2)
- draw-bead tests with medium-to-high normal pressures, medium sliding lengths, and no surface expansion and
- (3)
- strip-reduction tests with normal high pressures, low-sliding lengths, and surface expansion.
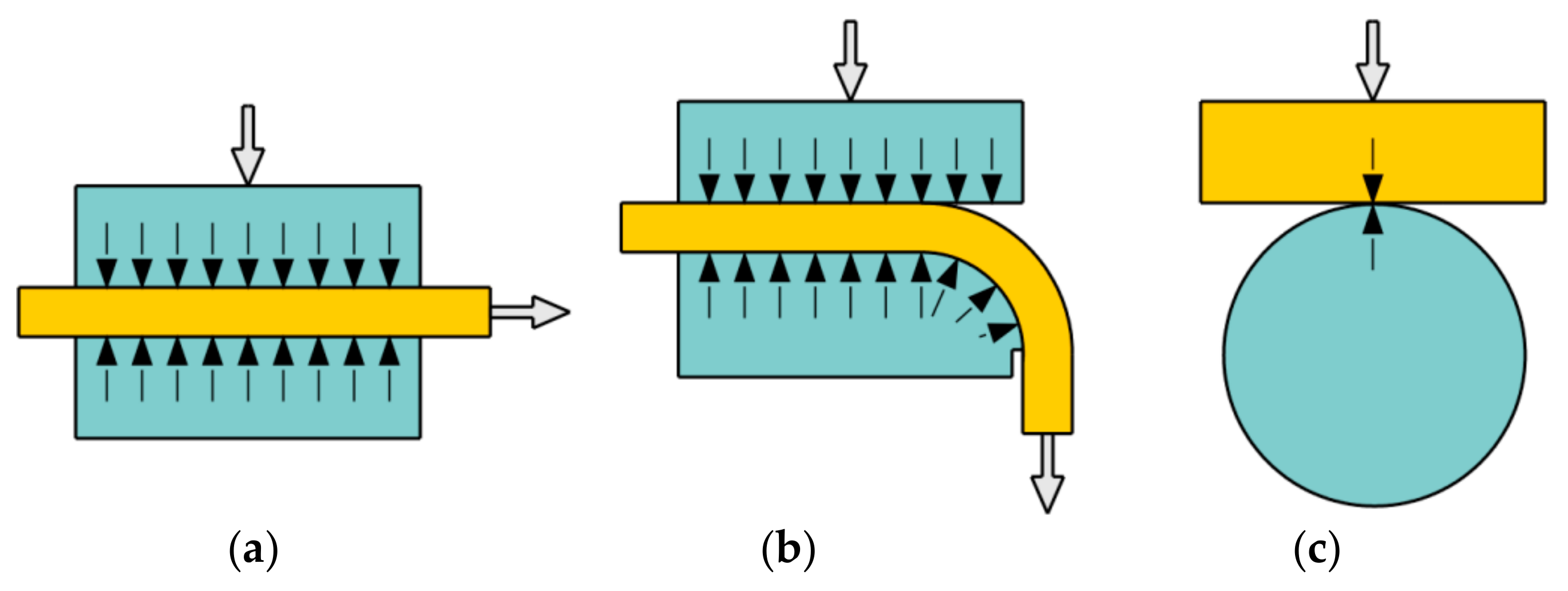
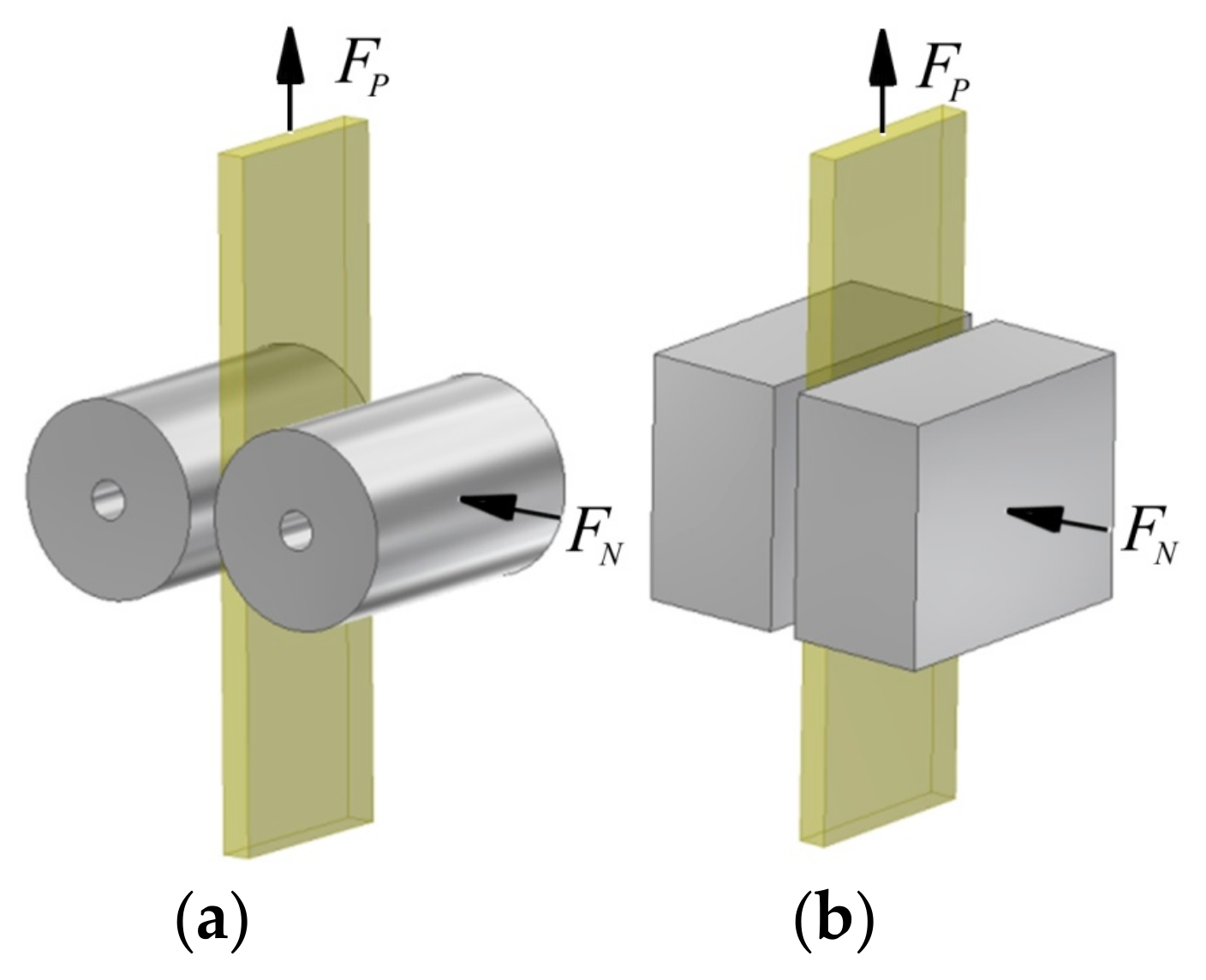
4.2. Friction Between Flat Dies
4.3. Friction in Ironing in a Conical Die
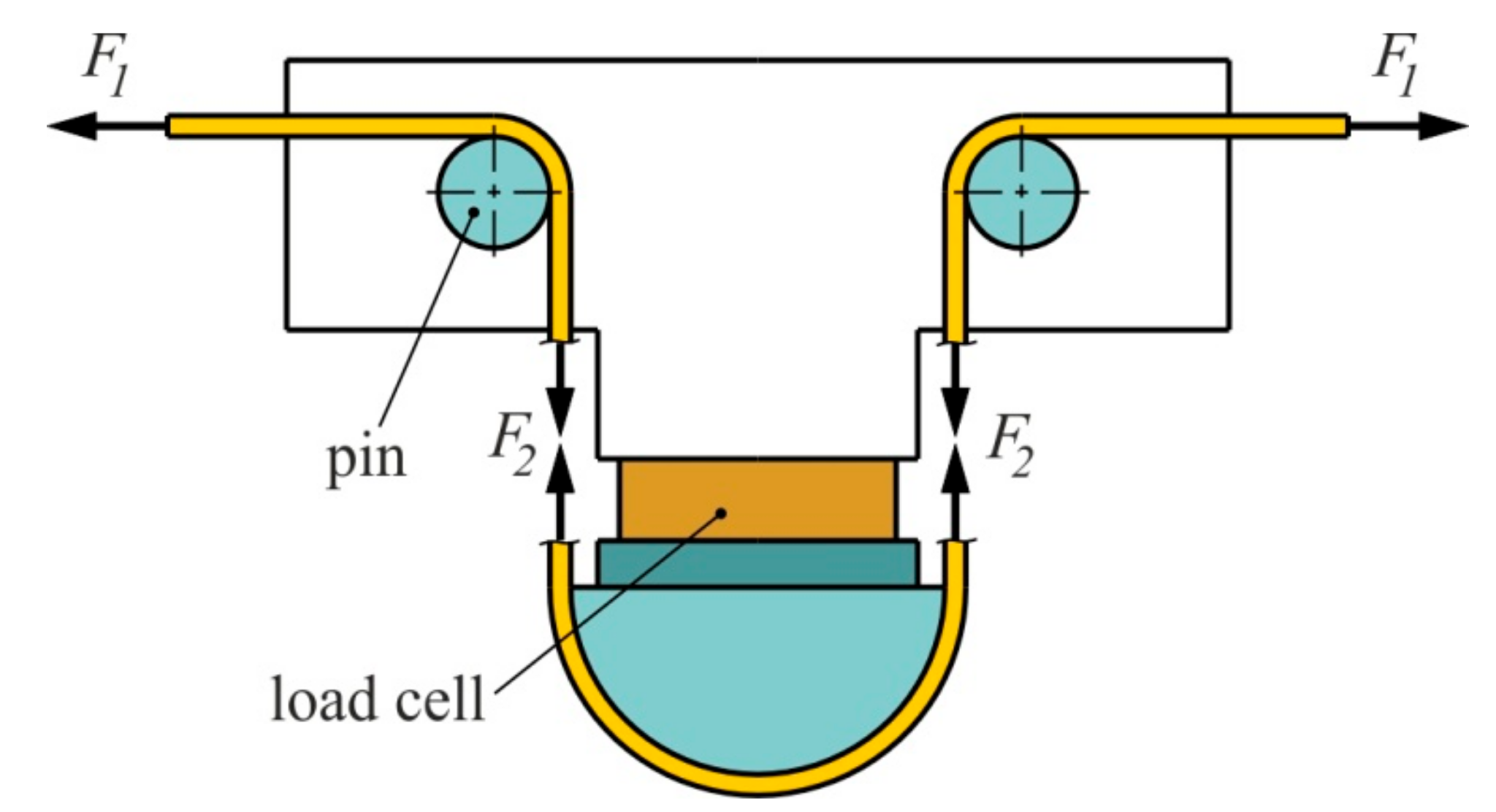
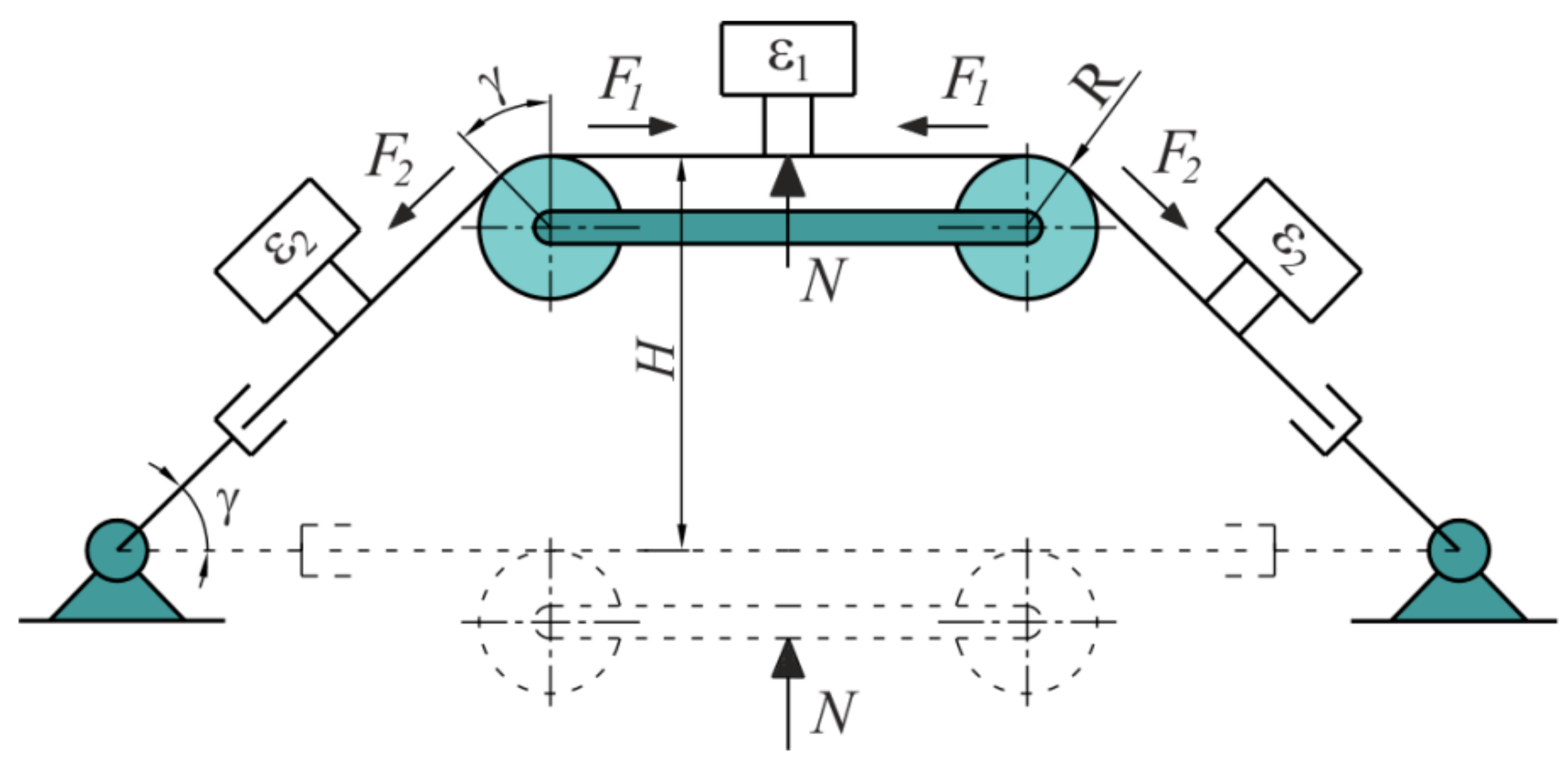
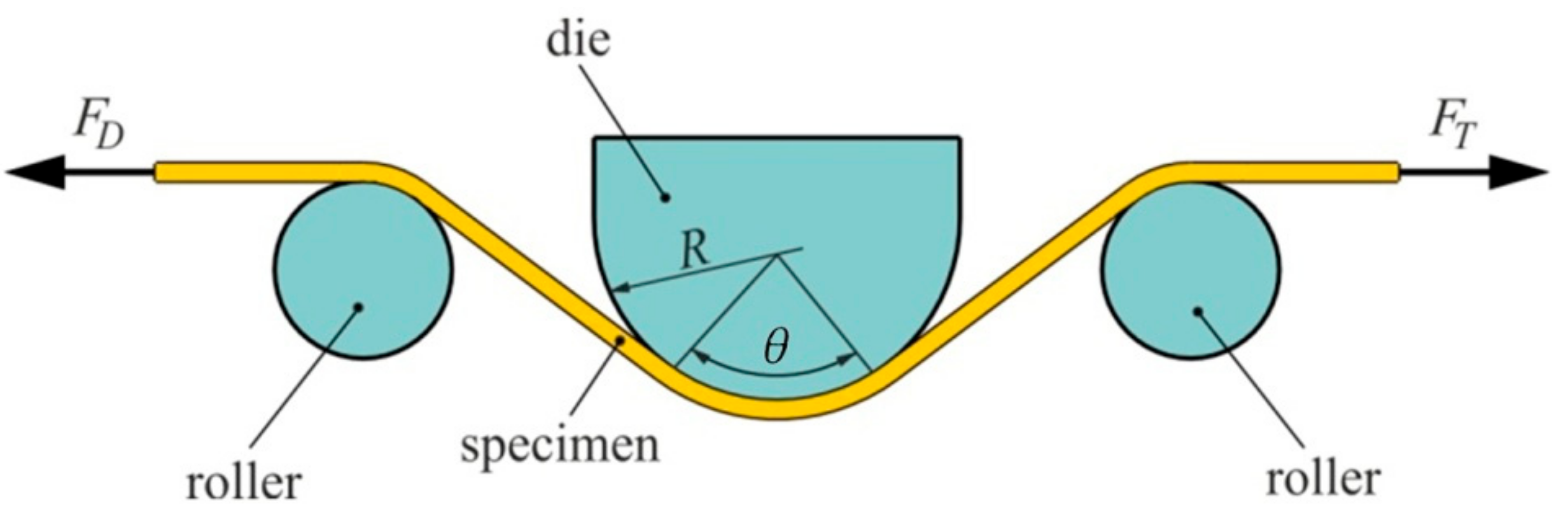
4.4. Friction Conditions in Die Curvature
- determining the pulling and back-tension forces experimentally, i.e., by friction test, using a counter-sample having a non-cylindrical profile,
- using numerical methods to determine the pulling and back-tension forces under frictionless conditions (μ = 0) employing a counter-sample with a non-cylindrical profile.
4.5. Friction Testing in the Draw Bead Region
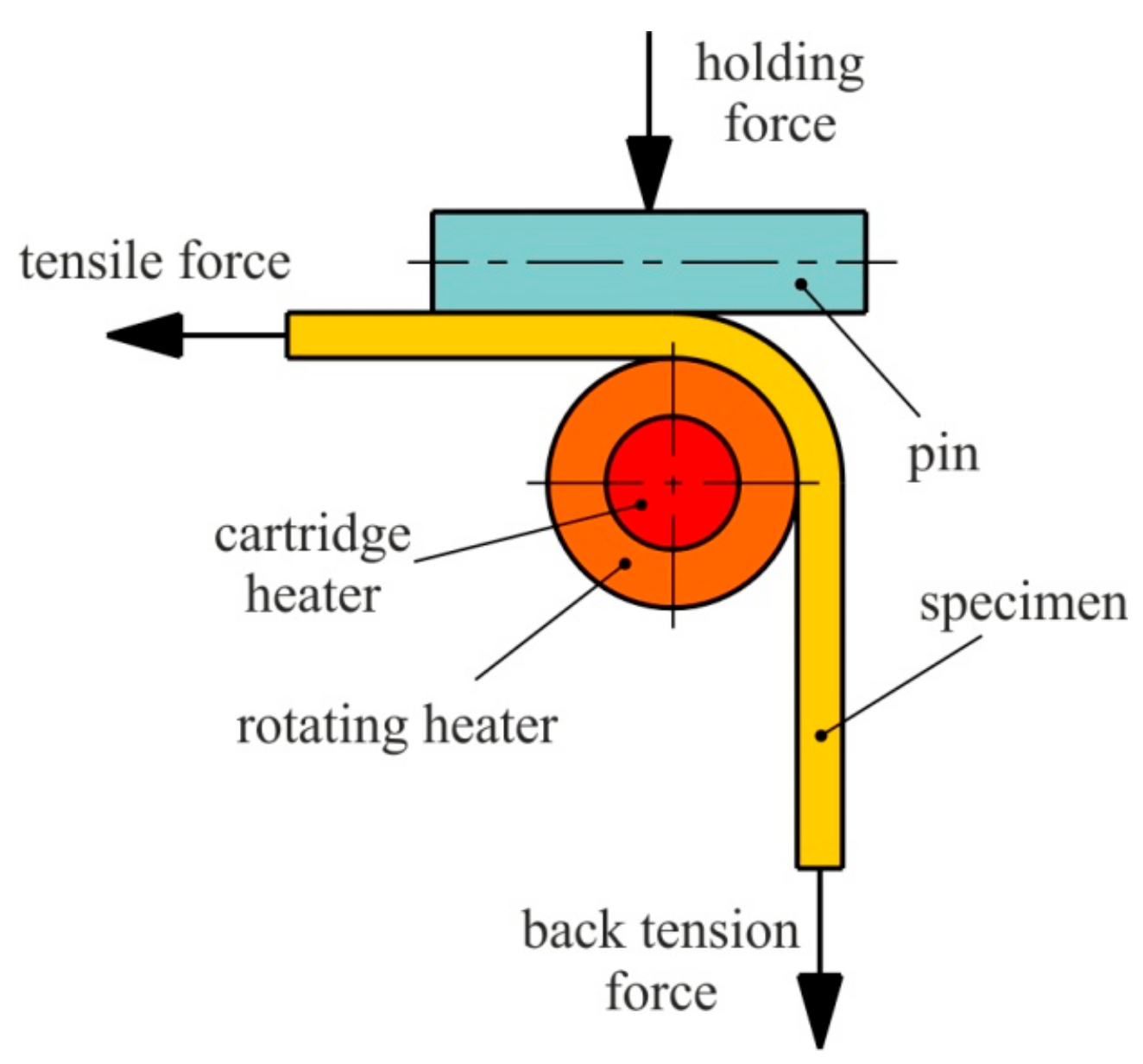
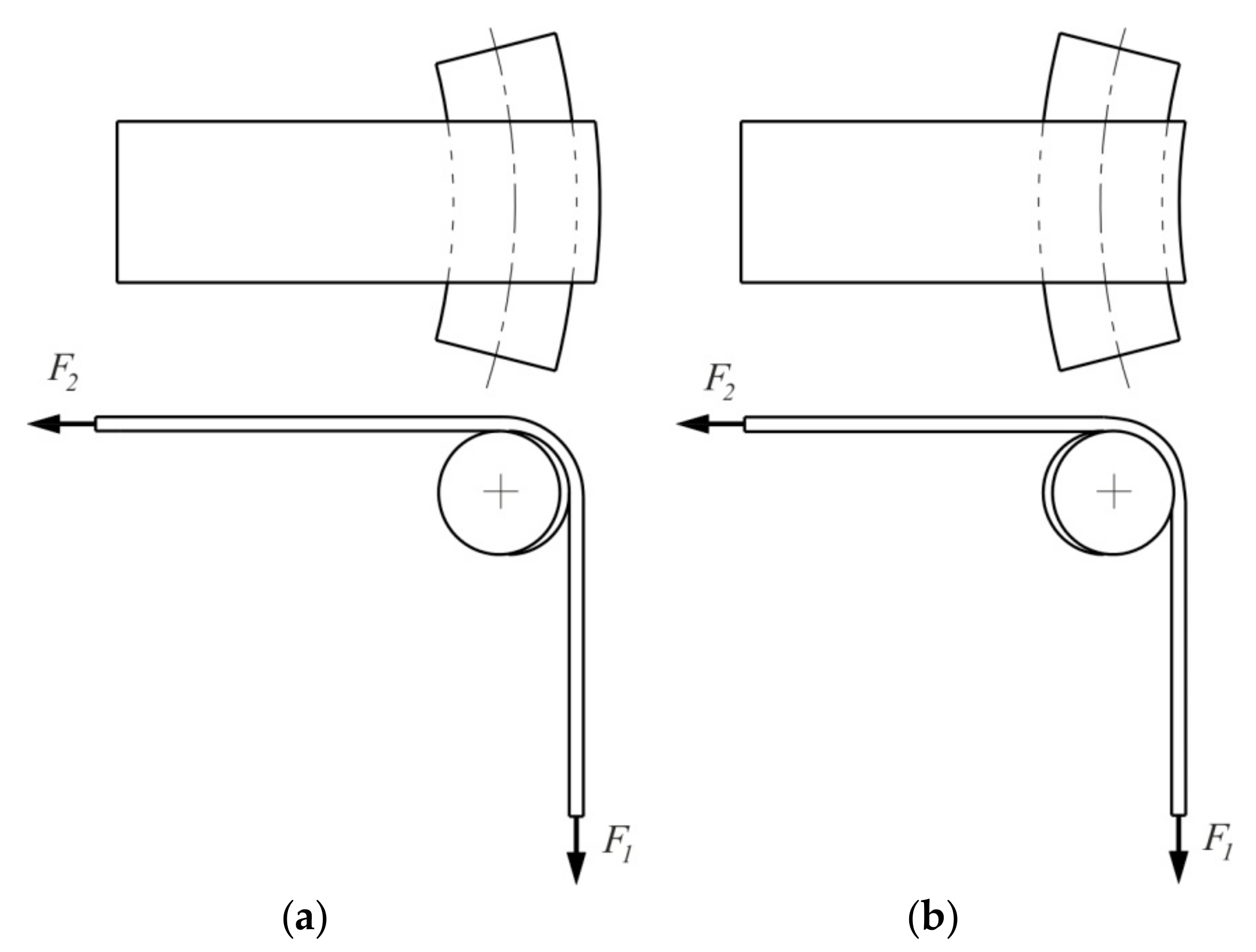
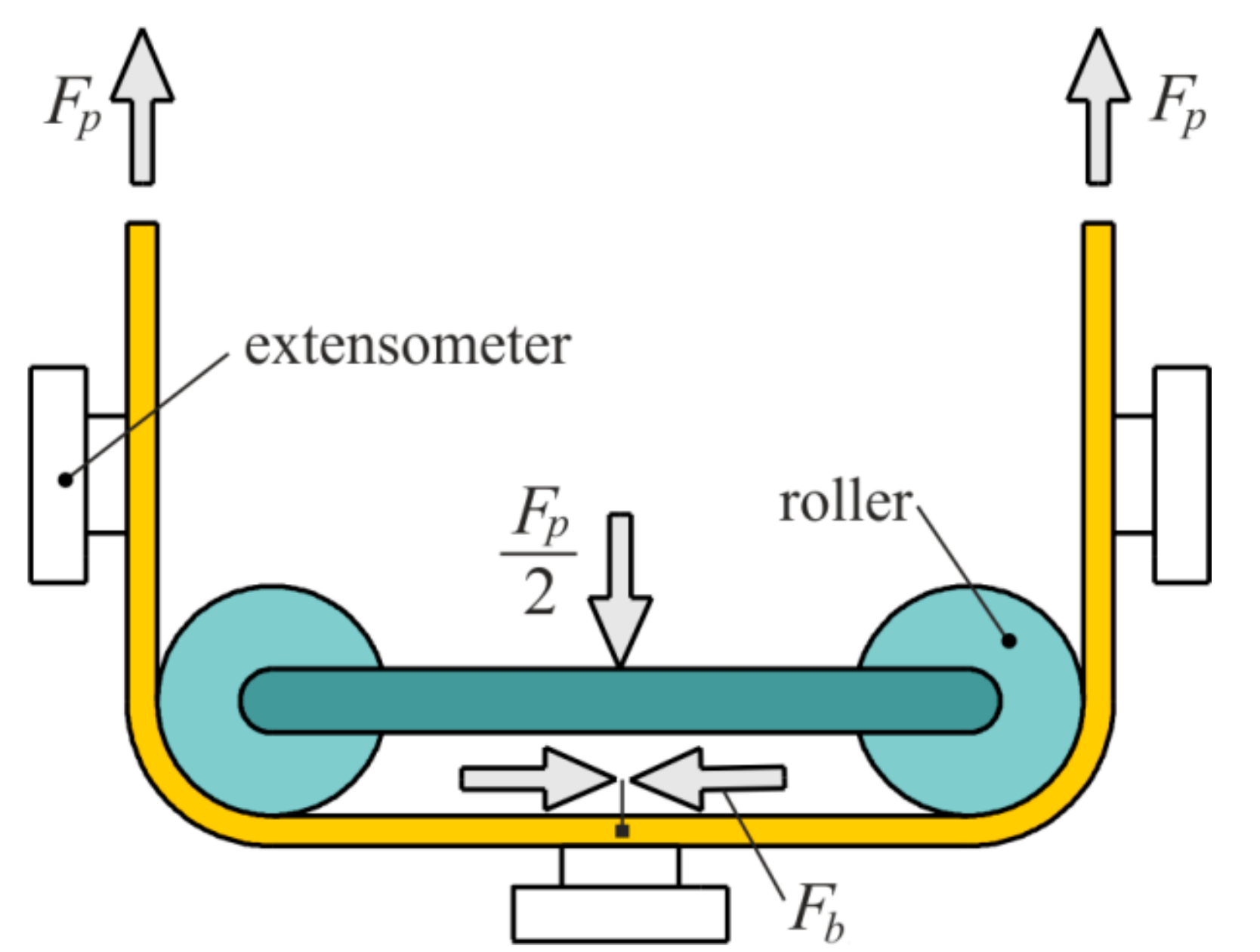
4.6. Friction Modeling in the Punch Curvature
- simultaneous occurrence of the bending and stretching of the sheet,
- the wrap angle of the counter-samples changes gradually with the increase in their displacement.
4.7. Friction Conditions Under Sheet Stretching
5. Friction Testing in Incremental Sheet Forming
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Trzepieciński, T.; Lemu, H.G. Effect of computational parameters on springback prediction by numerical simulation. Metals 2017, 7, 380. [Google Scholar] [CrossRef] [Green Version]
- Slota, J.; Jurcisin, M.; Lazarescu, L. Influence of technological parameters on the springback angle of high-strength steels. Acta Metall. Slovaca 2014, 20, 236–243. [Google Scholar] [CrossRef] [Green Version]
- Altan, T.; Tekkaya, A.E. Sheet Metal Forming Processes and Applications; ASM International: Materials Park, OH, USA, 2012. [Google Scholar]
- Figueiredo, L.; Ramalho, A.; Oliveira, M.C.; Menezes, L.F. Experimental study of friction in sheet metal forming. Wear 2011, 271, 1651–1657. [Google Scholar] [CrossRef]
- Zhang, R.; Shao, Z.; Lin, J. A review on modelling techniques for formability prediction of sheet metal forming. Int. J. Lightweight Mater. Manuf. 2018, 1, 115–125. [Google Scholar] [CrossRef]
- Shi, X.; Gao, L.; Khalatbari, H.; Xu, Y.; Wang, H.; Jin, L.L. Electric hot incremental forming of low carbon steel sheet: Accuracy improvement. Int. J. Adv. Manuf. Technol. 2013, 68, 241–247. [Google Scholar] [CrossRef]
- Li, Y.; Chen, X.; Liu, Z.; Sun, J.; Li, F.; Li, J.; Zhao, G. A review on the recent development of incremental sheet-forming process. Int. J. Adv. Manuf. Technol. 2017, 92, 2439–2462. [Google Scholar] [CrossRef]
- Peng, W.; Ou, H.; Becker, A. Double-sided incremental forming: A review. J. Manuf. Sci. Eng. 2019, 141, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Kirkhorn, L.; Bushlya, V.; Andersson, M.; Ståhl, J.E. The influence of tool steel microstructure on friction in sheet metal forming. Wear 2013, 302, 1268–1278. [Google Scholar] [CrossRef]
- Kim, H.; Kades, N. Friction and lubrication. In Sheet Metal Forming: Fundamentals; Altan, T., Tekkaya, A.E., Eds.; ASM International: Materials Park, OH, USA, 2012; pp. 89–104. [Google Scholar]
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. 2010, 59, 760–780. [Google Scholar] [CrossRef] [Green Version]
- Pelcastre, L. Hot Forming Tribology: Galling of Tools and Associated Problems; Luleå University of Technology: Lulea, Sweden, 2011. [Google Scholar]
- Evin, E.; Tomáš, M.; Výrostek, M. Verification the numerical simulation of the strip drawing test by its physical model. Acta Mech. Slovaca 2016, 20, 14–21. [Google Scholar] [CrossRef]
- Masters, L.G.; Williams, D.K.; Roy, R. Friction behaviour in strip draw test of pre-stretched high strength automotive aluminium alloys. Int. J. Mach. Tools Manuf. 2013, 73, 17–24. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Bay, N.; Olsson, D.D.; Andreasen, J.L. Lubricant test methods for sheet metal forming. Tribol. Int. 2008, 41, 844–853. [Google Scholar] [CrossRef]
- Menezes, P.L.; Kumar, K.K.; Kailas, S.V. Influence of friction during forming processes—A study using a numerical simulation technique. Int. J. Adv. Manuf. Technol. 2009, 40, 1067–1076. [Google Scholar] [CrossRef]
- Jadhav, S.; Schoiswoh, M.; Buchmayr, B. Tribology test methods and simulations of the effect of friction on the formability of automotive steel sheets. Metall. Ital. 2018, 9, 56–63. [Google Scholar]
- Lovell, M.R.; Deng, Z. Characterization of interfacial friction in coated sheet steels: Influence of stamping process parameters and wear mechanisms. Tribol. Int. 2002, 35, 85–95. [Google Scholar] [CrossRef]
- Deng, Z.; Lovell, M.R. Effects of lubrication and die radius on the friction behavior of Pb-coated sheet steels. Wear 2000, 244, 42–52. [Google Scholar] [CrossRef]
- Sulaiman, M.H.; Farahana, R.N.; Bienk, K.; Nielsenc, C.V.; Bay, N. Effects of DLC/TiAlN-coated die on friction and wear in sheet-metal forming under dry and oil-lubricated conditions: Experimental and numerical studiem. Wear 2019, 438, 203040. [Google Scholar] [CrossRef]
- Kim, A.; Han, B.; Yan, Q.; Altan, T. Evaluation of tool materials, coatings and lubricants in forming galvanized advanced high strength steels (AHSS). CIRP Ann. Manuf. Technol. 2008, 57, 299–304. [Google Scholar] [CrossRef]
- Carlsson, P. Surface Engineering in Sheet Metal Forming. Ph.D. Thesis, Acta Universitatis Upsaliensis, Upsalla, Sweden, 18 February 2005. [Google Scholar]
- Hol, J.; Meinders, V.T.; de Rooij, M.B.; van den Boogaard, A.H. Multi-scale friction modeling for sheet metal forming: The boundary lubrication regime. Tribol. Int. 2015, 81, 112–128. [Google Scholar] [CrossRef]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Li, G.; Long, X.; Yang, P.; Liang, Z. Advance on friction of stamping forming. Int. J. Adv. Manuf. Technol. 2018, 96, 21–38. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Zhou, P.; Xie, G. Effect of temperature on friction and galling behavior of 7075 aluminum alloy sheet based on ball-on-plate sliding test. Tribol. Int. 2019, 140, 105872. [Google Scholar] [CrossRef]
- Littlewood, M.; Wallace, J.F. The effect of surface finish and lubrication on the fictional variation involved in the sheet-metal-forming process. Sheet Met. Ind. 1964, 41, 925–930. [Google Scholar]
- Hutchings, I.M. Leonardo da Vinci’s studies of friction. Wear 2016, 360, 51–66. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Yang, H.; Li, H. Advance and trend of friction study in plastic forming. Trans. Nonferr. Met. Soc. China 2014, 24, 1263–1272. [Google Scholar] [CrossRef]
- Dohda, K.; Boher, C.; Reza-Aria, F.; Mahayotsanun, N. Tribology in metal forming at elevated temperatures. Friction 2015, 3, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Lemu, H.G. Proposal for an experimental-numerical method for friction description in sheet metal forming. Stroj. Vestn. J. Mech. Eng. 2015, 61, 383–391. [Google Scholar] [CrossRef]
- Üstünyagiz, E.; Nielsen, C.V.; Christiansen, P.; Martins, P.A.F.; Bay, N. Continuous strip reduction test simulating tribological conditions in ironing. Procedia Eng. 2017, 207, 2286–2291. [Google Scholar] [CrossRef] [Green Version]
- De Souza, J.H.C.; Liewald, M. Analysis of the tribological behaviour of polymer composite tool materials for sheet metal forming. Wear 2010, 268, 241–248. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Bazan, A.; Lemu, H.G. Frictional characteristics of steel sheets used in automotive industry. Int. J. Automot. Technol. 2015, 16, 849–863. [Google Scholar] [CrossRef]
- Vollertsen, F.; Hu, Z. Tribological size effects in sheet metal forming measured by a strip drawing test. CIRP Ann. 2006, 55, 291–294. [Google Scholar] [CrossRef]
- Roizard, X.; von Stebut, J. Surface asperity flattening in sheet metal forming—A 3D relocation stylus profilometric study. Int. J. Mach. Tools Manuf. 1995, 35, 169–175. [Google Scholar] [CrossRef]
- Guillon, O.; Roizard, X.; Belliard, P. Experimental methodology to study tribological aspects of deep drawing—Application to aluminium alloy sheets and tool coatings. Tribol. Int. 2001, 34, 757–766. [Google Scholar] [CrossRef]
- Ter Haar, R. Friction in Sheet Metal Forming, the Influence of (Local) Contact Conditions and Deformation; Universiteit Twente: Enschede, The Netherlands, 1996. [Google Scholar]
- Payen, G.R.; Felder, E.; Repoux, M.; Mataigne, J.M. Influence of contact pressure and boundary films on the frictional behaviour and on the roughness changes of galvanized steel sheets. Wear 2012, 276, 48–52. [Google Scholar] [CrossRef]
- Coello, J.; Miguel, V.; Martínez, A.; Avellaneda, F.J.; Calatayud, A. Friction behaviour evaluation of an EBT zinc-coated trip 700 steel sheet through flat friction tests. Wear 2013, 305, 129–139. [Google Scholar] [CrossRef]
- Venema, J.; Matthews, D.T.A.; Hazrati, J.; Wörmann, J.; van den Boogaard, A.H. Friction and wear mechanisms during hot stamping of AlSi coated press hardening steel. Wear 2017, 380, 137–145. [Google Scholar] [CrossRef]
- Xue, H.; Nanxiang, K.; Zhu, H. The friction coefficient testing method of metallic sheet and strip. Adv. Mater. Res. 2012, 629, 75–78. [Google Scholar] [CrossRef]
- Recklin, V.; Dietrich, F.; Groche, P. Influence of test stand and contact size sensitivity on the friction coefficient in sheet metal forming. Lubricants 2018, 6, 41. [Google Scholar] [CrossRef] [Green Version]
- Kondratiuk, J.; Kuhn, P. Tribological investigations on friction and wear behaviour of coatings for hot sheet metal forming. Wear 2011, 270, 839–849. [Google Scholar] [CrossRef]
- Uda, K.; Azushima, A.; Yanagida, A. Development of new lubricants for hot stamping of Al-coated 22MnB5 steel. J. Mater. Process. Technol. 2016, 228, 112–116. [Google Scholar] [CrossRef]
- Tokita, Y.; Nakagaito, T.; Tamai, Y.; Urabe, T. Stretch formability of high strength steel sheets in warm forming. J. Mater. Process. Technol. 2017, 246, 77–84. [Google Scholar] [CrossRef]
- Shi, Z.; Wang, L.; Mohamed, M.; Balint, D.S.; Lin, J.; Stanton, M.; Watson, D.; Dean, T.A. A new design of friction test rig and determination of friction coefficient when warm forming an aluminium alloy. Procedia Eng. 2017, 207, 2274–2279. [Google Scholar] [CrossRef] [Green Version]
- Merklein, M.; Andreas, K.; Steiner, J. Influence of tool surface on tribological conditions in conventional and dry sheet metal forming. Int. J. Precis. Eng. Manuf. Green Technol. 2015, 2, 131–137. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Trzepieciński, T. 3D elasto-plastic FEM analysis of the sheet drawing of anisotropic steel sheet. Arch. Civ. Mech. Eng. 2010, 10, 95–106. [Google Scholar] [CrossRef]
- Wang, L.; He, Y.; Zhou, J.; Duszczyk, J. Effect of temperature on the frictional behaviour of an aluminium alloy sliding against steel during ball-on-disc tests. Tribol. Int. 2010, 43, 299–306. [Google Scholar] [CrossRef]
- Ajayi, O.O.; Erck, R.A.; Lorenzo-Martin, C.; Fenske, G.R. Frictional anisotropy under boundary lubrication: Effect of surface texture. Wear 2009, 267, 1214–1219. [Google Scholar] [CrossRef]
- Altan, T. R&D Update: Twist-Compression Testing to Evaluate Friction, Lubrication. 2017. Available online: https://www.thefabricator.com/article/stamping/r-d-update-twist-compression-testing-to-evaluate-friction-lubrication (accessed on 28 June 2019).
- Dou, S.; Xia, J. Analysis of sheet metal forming (stamping process): A study of the variable friction coefficient on 5052 aluminum alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Melkote, S.N.; Hashimoto, F. Frictional response of precision finished surfaces in pure sliding. Wear 2005, 258, 1500–1509. [Google Scholar] [CrossRef]
- Masuko, M.; Aoki, S.; Suzuki, A. Influence of lubricant additive and surface texture on sliding friction characteristics of steel under varying speeds ranging from ultralow to moderate. Tribol. Trans. 2005, 48, 289–298. [Google Scholar] [CrossRef]
- Wu, C.; Qu, P.; Zhang, L.; Li, S.; Jiang, Z. A numerical and experimental study on the interface friction of ball-on-disc test under high temperature. Wear 2017, 376, 433–442. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S.; Borsetto, F. Tribological characteristics of high strength steel sheets under hot stamping conditions. J. Mater. Process. Technol. 2011, 211, 1694–1700. [Google Scholar] [CrossRef]
- Carlsson, P.; Bexell, U.; Olsson, M. Tribological behaviour of thin organic permanent coatings deposited on hot-dip coated steel sheet—A laboratory study. Surf. Coat. Technol. 2000, 132, 169–180. [Google Scholar] [CrossRef]
- Kirkhorn, L.; Frogner, K.; Andersson, M.; Ståhl, J.E. Improved tribotesting for sheet metal forming. Procedia CIRP 2012, 3, 507–512. [Google Scholar] [CrossRef] [Green Version]
- Sulaiman, M.H.; Christiansen, P.; Bay, N. The influence of tool texture on friction and lubrication in strip reduction. Procedia Eng. 2017, 207, 2263–2268. [Google Scholar] [CrossRef] [Green Version]
- Moghadam, M.; Christiansen, P.; Bay, N. Detection of the onset of galling in strip reduction testing using acoustic emission. Procedia Eng. 2017, 183, 59–64. [Google Scholar] [CrossRef] [Green Version]
- Fukui, S.; Ohi, T.; Kudo, H.; Takita, I.; Seino, J. Some aspects of friction in metal-strip drawing. Int. J. Mech. Sci. 1992, 4, 297–312. [Google Scholar] [CrossRef]
- Matuszak, A. Determination of the frictional properties of coated steel sheets. J. Mater. Process. Technol. 2000, 106, 107–111. [Google Scholar] [CrossRef]
- Le, H.R.; Sutcliffe, M.P.F. Measurements of friction in strip drawing under thin film lubrication. Tribol. Int. 2002, 35, 123–128. [Google Scholar] [CrossRef]
- Aleksandrović, S.; Dordević, M.; Stefanović, M.; Lazić, V.; Adamović, D.; Arsić, D. Different ways of friction coefficient determination in stripe ironing test. Tribol. Ind. 2014, 36, 293–299. [Google Scholar]
- Andreasen, J.L.; Bay, N.; Andersen, M.; Christensen, E.; Bjerrum, N. Screening the performance of lubricants for the ironing of stainless steel with a strip reduction test. Wear 1997, 207, 1–5. [Google Scholar] [CrossRef]
- Dohda, K.; Kawai, N. Compatibility between tool materials and workpiece in sheet-metal ironing process. J. Tribol. 1990, 112, 275–281. [Google Scholar] [CrossRef]
- Zhang, S.; Hodgson, P.D.; Duncan, J.L.; Cardew-Hall, M.J.; Kalyanasundaram, S. Effect of membrane stress on surface roughness changes in sheet forming. Wear 2002, 253, 610–617. [Google Scholar] [CrossRef]
- Weinmann, K.J.; Kernosky, S.K. Friction studies in sheet metal forming based on a unique die shoulder force transducer. CIRP Ann. 1996, 45, 269–272. [Google Scholar] [CrossRef]
- Dilmec, M.; Arap, M. Effect of geometrical and process parameters on coefficient of friction in deep drawing process at the flange and the radius regions. Int. J. Adv. Manuf. Technol. 2016, 86, 747–759. [Google Scholar] [CrossRef]
- Lemu, H.G.; Trzepieciński, T. Numerical and experimental study of frictional behavior in bending under tension test. Stroj. Vestn. J. Mech. Eng. 2013, 59, 41–49. [Google Scholar] [CrossRef]
- Bay, N.; Tribo-Systems for Sheet Metal Forming. Metallurgiske Processer i Danmark. Available online: http://orbit.dtu.dk/ws/files/128041777/vm2009_a9.pdf (accessed on 12 September 2019).
- Wenzloff, G.J.; Hylton, T.A.; Matlock, D.K. A new test procedure for the bending-under-tension friction test. J. Mater. Eng. Perform. 1992, 1, 609–613. [Google Scholar] [CrossRef]
- Sniekers, R.J.J.M.; Smits, H.A.A. Experimental set-up and data processing of the radial strip-drawing friction test. J. Mater. Process. Technol. 1997, 66, 216–223. [Google Scholar] [CrossRef]
- Andreasen, J.L.; Olsson, D.D.; Chodnikiewicz, K.; Bay, N. Bending under tension test with direct friction measurement. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 73–80. [Google Scholar] [CrossRef]
- Sube, D. Possibilities and Results of Numeric and Experimental Simulation of Sheet Metal Forming Processes. In Proceedings of the 3 Conferência Nacional de Conformação de Chapas, Porto Alegre, Brasil, 8 October 2000. [Google Scholar]
- Hassan, M.A.; Tan, C.J.; Yamaguchi, K. A developed friction test for sheet metal stretch forming process. Int. J. Surf. Sci. Eng. 2013, 7, 152–170. [Google Scholar] [CrossRef]
- Wagoner, R.H.; Wang, W.; Sriram, S. Development of OSU formability test and OSU friction test. J. Mater. Process. Technol. 1994, 45, 13–18. [Google Scholar] [CrossRef]
- Gali, O.A.; Riahi, A.R.; Alpas, A.T. The tribological behaviour of AA5083 alloy plastically deformed at warm forming temperatures. Wear 2016, 302, 1257–1267. [Google Scholar] [CrossRef]
- Das, S.; Morales, A.T.; Riahi, A.R.; Meng-Burany, X.; Alpas, A.T. Role of plastic deformation on elevated temperature tribological behaviour of an Al-Mg alloy (AA5083): A friction mapping approach. Metall. Mater. Trans. A 2011, 42, 2384–2401. [Google Scholar] [CrossRef]
- Jurkovic, M.; Jurkovic, Z.; Buljan, S. The tribological state test in metal forming processes using experiment and modelling. J. Achiev. Mater. Manuf. Eng. 2006, 18, 383–386. [Google Scholar]
- Nine, H.D. Drawbead forces in sheet metal forming. In Mechanics of Sheet Metal Forming, 1st ed.; Koistinen, D.P., Wang, N.M., Eds.; Springer: Boston, MA, USA, 1978; pp. 179–211. [Google Scholar]
- Samuel, M. Influence of drawbead geometry on sheet metal forming. J. Mater. Process. Technol. 2002, 122, 94–103. [Google Scholar] [CrossRef]
- Skarpelos, P.; Morris, J.W., Jr. The effect of surface morphology on friction during forming of electrogalvanized sheet steel. Wear 1997, 212, 165–172. [Google Scholar] [CrossRef]
- Nanayakkara, N.K.B.M.P.; Kelly, G.L.; Hodgson, P.D. Determination of the coefficient of friction in partially penetrated draw beads. Steel Grips 2004, 2, 677–680. [Google Scholar]
- Meinders, V.T. Developments in Numerical Simulations of the Real-Life Deep Drawing Process. Ph.D. Thesis, University of Twenty, Enschede, The Netherlands, 11 February 2000. [Google Scholar]
- Sanchez, L.R. Characterisation of a measurement system for reproducible friction testing on sheet metal under plane strain. Tribol. Int. 1999, 32, 575–586. [Google Scholar] [CrossRef]
- Olsson, D.D.; Bay, N.; Andreasen, J.L. Direct Friction Measurement in Draw Bead Testing. In Proceedings of the 8th International Conference on Technology of Plasticity, Verona, Italy, 9–13 October 2005. [Google Scholar]
- Vallance, D.W.; Matlock, D.K. Application of the bending-under-tension friction test to coated sheet steels. J. Mater. Eng. Perform. 1992, 1, 685–693. [Google Scholar] [CrossRef]
- Kim, Y.S.; Jain, M.K.; Metzger, D.R. Determination of pressure-dependent friction coefficient from draw-bend test and its application to cup drawing. Int. J. Mach. Tools Manuf. 2012, 56, 69–78. [Google Scholar] [CrossRef]
- Duncan, J.L.; Shabel, B.S.; Filho, J.G. A Tensile Strip Test for Evaluating Friction in Sheet Metal Forming; SAE Technical Paper 780391; SAE: Warrendale, PA, USA, 1978; p. 8. [Google Scholar]
- Uyyuru, R.K.; Simjith, M.; Kailas, S.V. Friction in metal forming. In Metal Forming Technology and Process Modelling, 1st ed.; Dixit, U.S., Narayanan, R.G., Eds.; McGraw Hill Education: New Delhi, India, 2013; pp. 156–198. [Google Scholar]
- Lovell, M.; Higgs, C.F.; Deshmukha, P.; Mobley, A. Increasing formability in sheet metal stamping operations using environmentally friendly lubricants. J. Mater. Process. Technol. 2006, 177, 87–90. [Google Scholar] [CrossRef]
- Hao, S.; Klamecki, B.E.; Ramalingam, S. Friction measurement apparatus for sheet metal forming. Wear 1999, 224, 1–7. [Google Scholar] [CrossRef]
- Azushima, A.; Zhu, J. Tribological Behavior at the Interface in Tension-Bending Type Test for Sheet Metal Forming. In Proceedings of the 7th International Conference on Technology of Plasticity, Tokyo, Japan, 27 October–1 November 2002. [Google Scholar]
- Azushima, A.; Sakurmoto, M.; Inagaki, M. Direct Observation of Interface Between Tool and Workpiece in Sliding Condition Under Tension Bending. In Proceeding of the 55th Japanese Joint Conference for the Technology of Plasticity, Tokyo, Japan, 26–28 May 2006. [Google Scholar]
- Lu, B.; Fang, Y.; Xu, D.K.; Chen, J.; Oub, H.; Moser, N.H.; Cao, J. Mechanism investigation of friction-related effects in single point incremental forming using a developer oblique roller-ball tool. Int. J. Mach. Tools Manuf. 2014, 85, 14–29. [Google Scholar] [CrossRef]
- Xu, D.; Wu, W.; Malhotra, R.; Chen, J.; Lu, B.; Cao, J. Mechanism investigation for the influence of tool rotation and laser surface texturing (LST) on formability in single point incremental forming. Int. J. Mach. Tools Manuf. 2013, 73, 37–46. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Langella, A.; Memola, F.M.C. The influence of tool rotation on an incremental forming process. J. Mater. Process. Technol. 2009, 209, 4621–4626. [Google Scholar] [CrossRef]
- Wei, H.; Hussain, G.; Iqbal, A.; Zhang, Z. Surface roughness as the function of friction indicator and an import ant parameters-combination having controlling influence on the roughness: Recent results in incremental forming. Int. J. Adv. Manuf. Technol. 2019, 101, 2533–2545. [Google Scholar] [CrossRef]
- Kim, Y.H.; Park, J.J. Effect of process parameters on formability in incremental forming of sheet metal. J. Mater. Process. Technol. 2002, 130, 42–46. [Google Scholar] [CrossRef]
- Ilyas, M.; Hussain, G.; Espinosa, C. Failure and strain gradient analyses in incremental forming using GTN model. Int. J. Lightweight Mater. Manuf. 2019, 2, 177–185. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Langella, A. Observations on the influence of tool-sheet contact conditions on an incremental forming process. J. Mater. Eng. Perform. 2011, 20, 941–946. [Google Scholar] [CrossRef] [Green Version]
- Petek, A.; Podgornik, B.; Kuzman, K.; Čekada, M.; Waldhauser, W.; Vižintin, J. The analysis of complex tribological system of single point incremental sheet metal forming—SPIF. Stroj. Vestn. J. Mech. Eng. 2008, 54, 266–273. [Google Scholar]
- Minutolo, F.C.; Durante, M.; Formisano, A.; Langella, A. Evaluation of the maximum slope angle of simple geometries carried out by incremental forming process. J. Mater. Process. Technol. 2007, 194, 145–150. [Google Scholar] [CrossRef]
- Hussain, G. Microstructure and mechanical and tribological properties of a lubricant coating for incremental forming of a Ti sheet. Trans. Mech. Eng. 2014, 38, 423–429. [Google Scholar]
- Saidi, B.; Boulila, A.; Ayadi, M.; Nasri, R. Prediction of the Friction Coefficient of the Incremental Sheet Forming SPIF. In Proceedings of the 6th International Congress Design and Modelling of Mechanical Systems CMSM’2015, Hammamet, Tunisia, 23–25 March 2015. [Google Scholar]
- Azevedo, N.G.; Farias, J.S.; Bastos, R.P.; Teixeira, P.; Davim, J.P.; Jose, R.; Alves de Sousa, R.J. Lubrication aspects during single point incremental forming for steel and aluminum materials. Int. J. Precis. Eng. Manuf. 2015, 16, 1–7. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Trytek, A.; Lemu, H.G. Study of frictional properties of AMS nickel-chromium alloys. Key Eng. Mater. 2016, 674, 244–249. [Google Scholar] [CrossRef]
- Oleksik, V. Influence of geometrical parameters, wall angle and part shape on thickness reduction of single point incremental forming. Procedia Eng. 2014, 81, 2280–2285. [Google Scholar] [CrossRef]
- Popov, V.L. Coulomb’s law of friction. In Contact Mechanics and Friction, Physical Principles and Applications; Springer-Verlag: Berlin/Heidelberg, Germany, 2010; pp. 133–154. [Google Scholar]
- Mousavi, A.; Sperk, T.; Gietzelt, T.; Kunze, T.; Lasagni, A.F.; Brosius, A. Effect of contact area on friction force in sheet metal forming operations. Key Eng. Mater. 2018, 767, 77–84. [Google Scholar] [CrossRef]
































© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2020, 10, 47. https://doi.org/10.3390/met10010047
Trzepiecinski T, Lemu HG. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals. 2020; 10(1):47. https://doi.org/10.3390/met10010047
Chicago/Turabian StyleTrzepiecinski, Tomasz, and Hirpa G. Lemu. 2020. "Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming" Metals 10, no. 1: 47. https://doi.org/10.3390/met10010047
APA StyleTrzepiecinski, T., & Lemu, H. G. (2020). Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals, 10(1), 47. https://doi.org/10.3390/met10010047