Hot Deformation Characteristics of 18Cr-5Ni-4Cu-N Stainless Steel Using Constitutive Equation and Processing Map

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
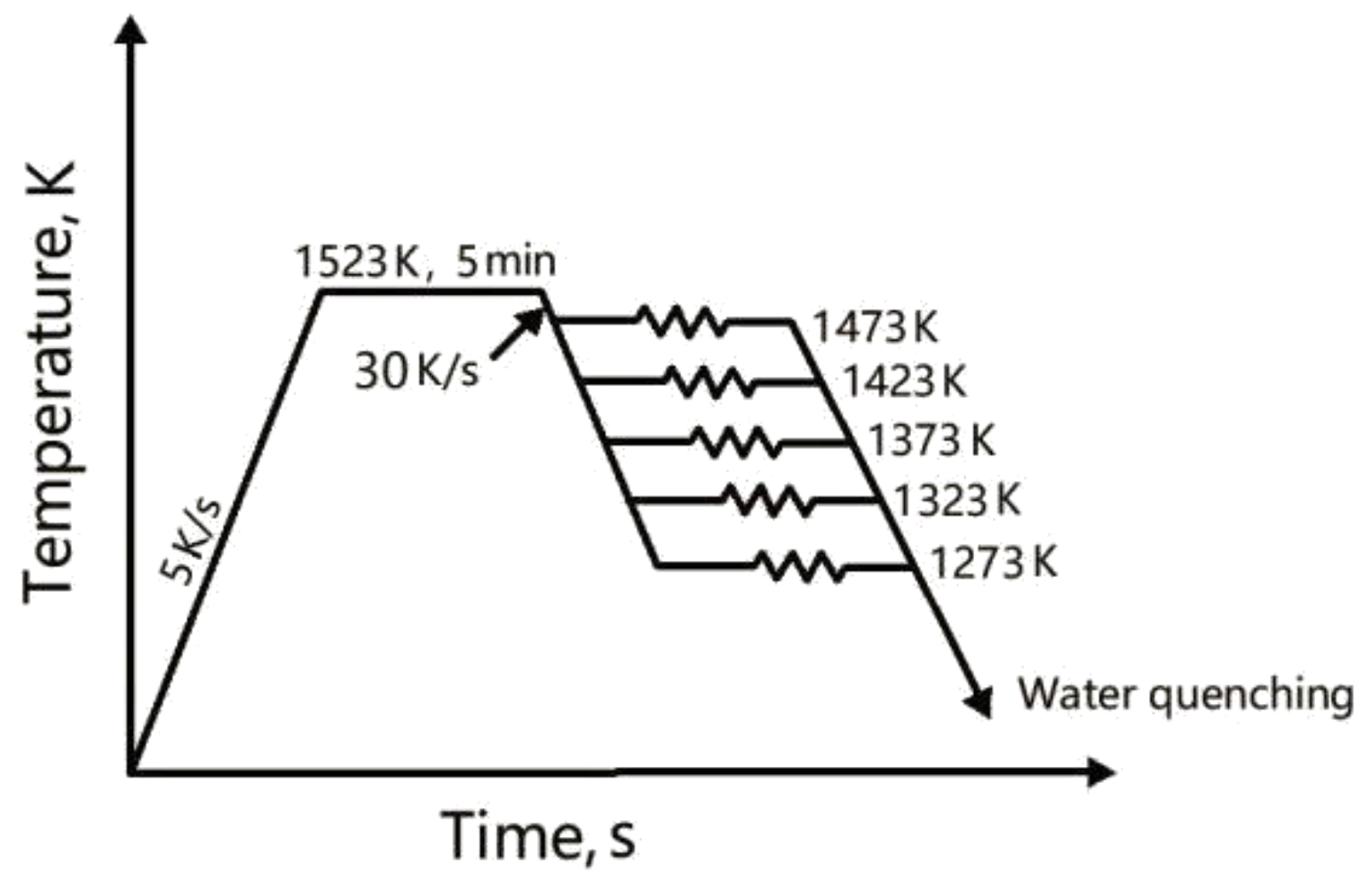
2. Experimental Procedures
Hot Deformation
3. Experimental Results and Analysis
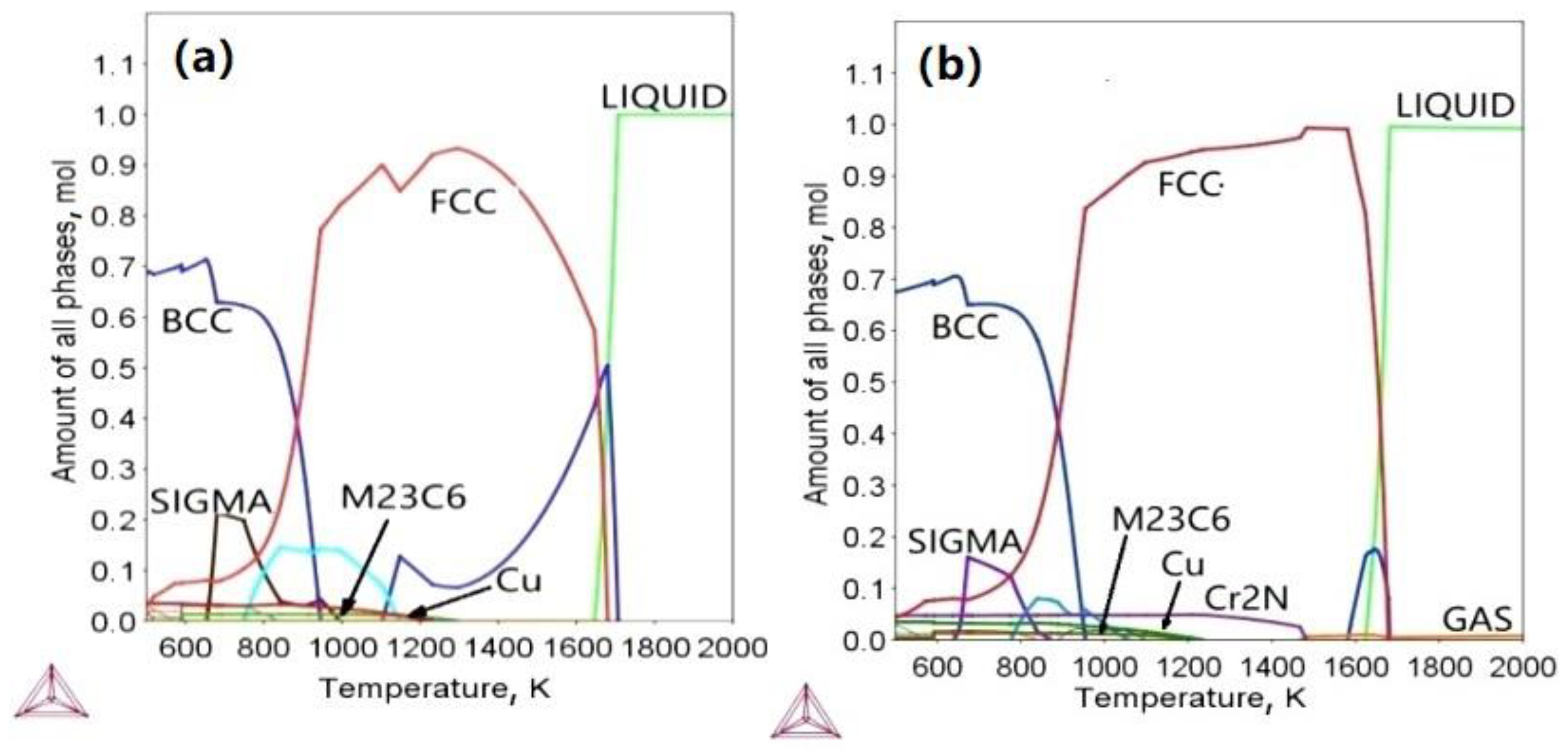
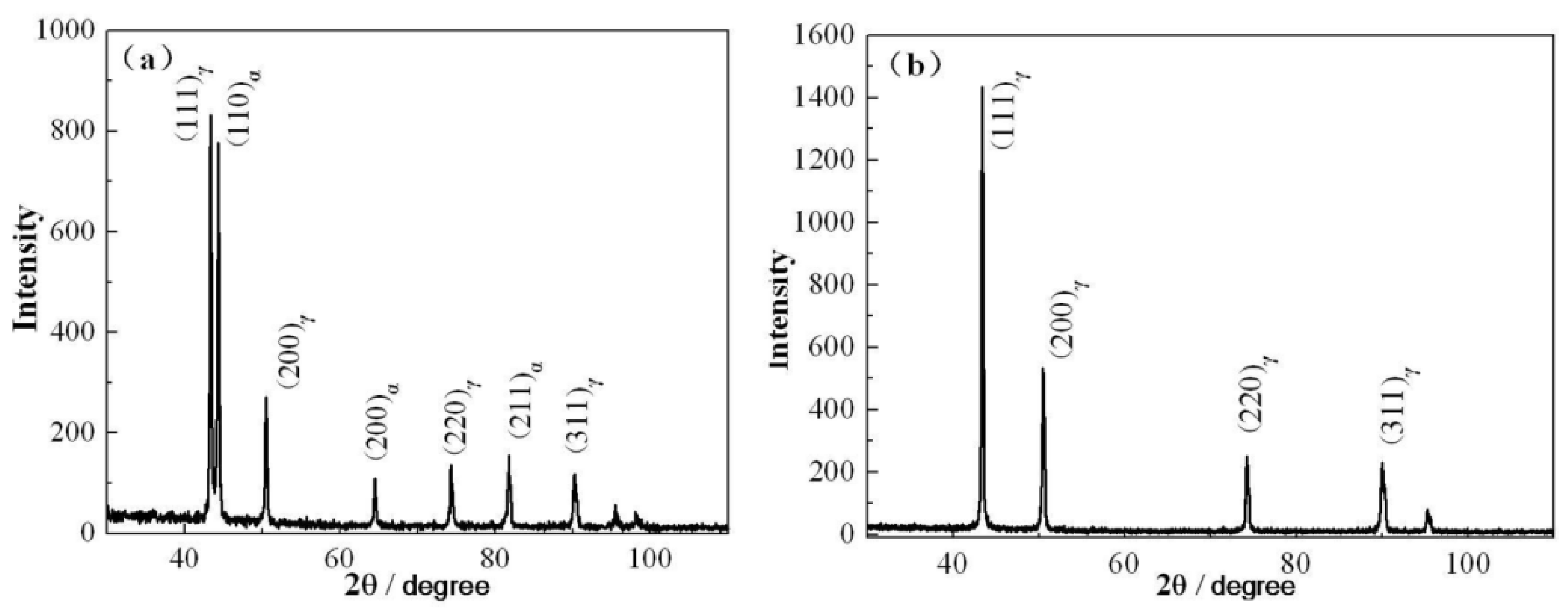
3.1. Thermodynamic Calculation of the Tested Steel and XRD Phase Results
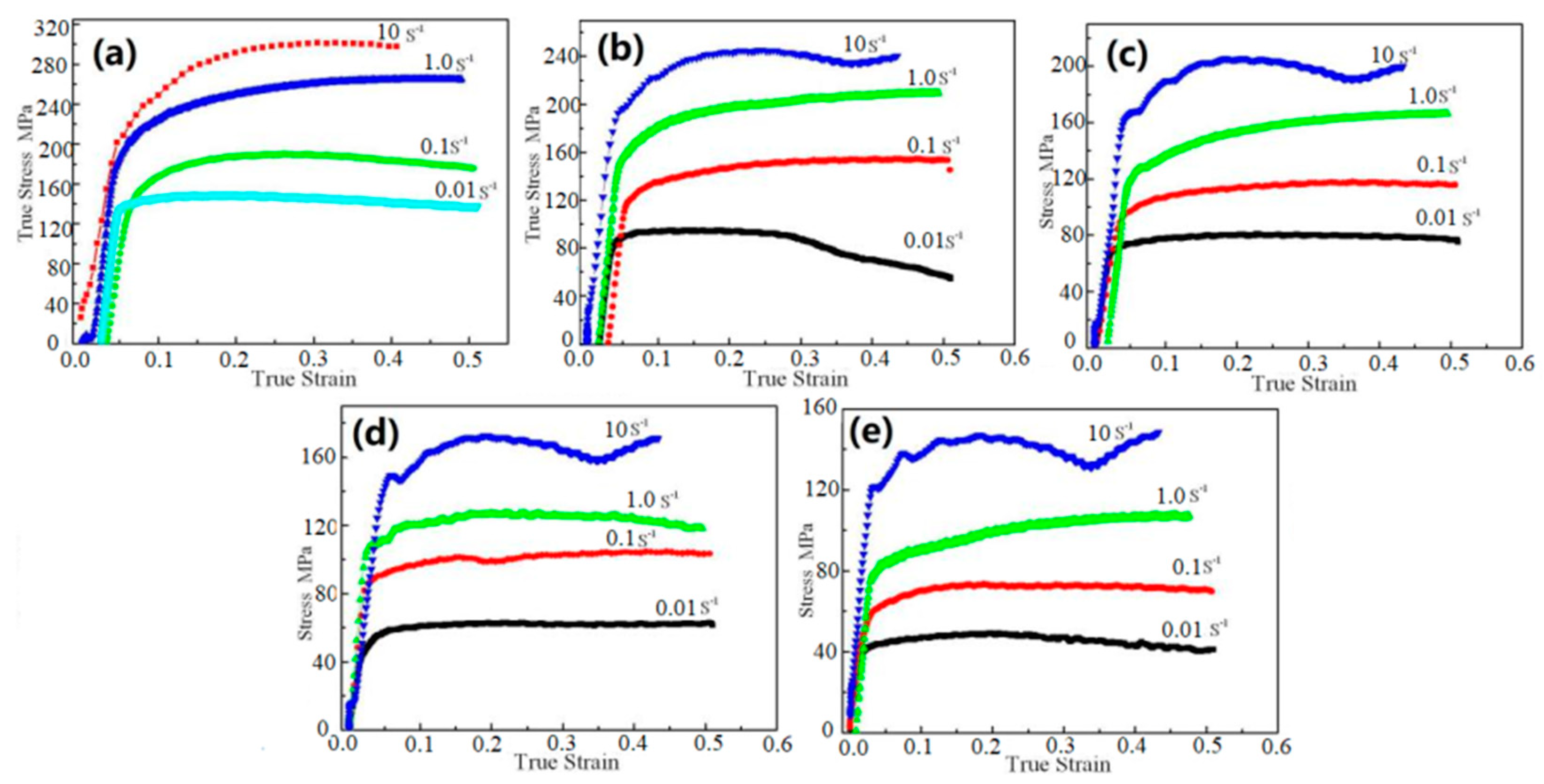
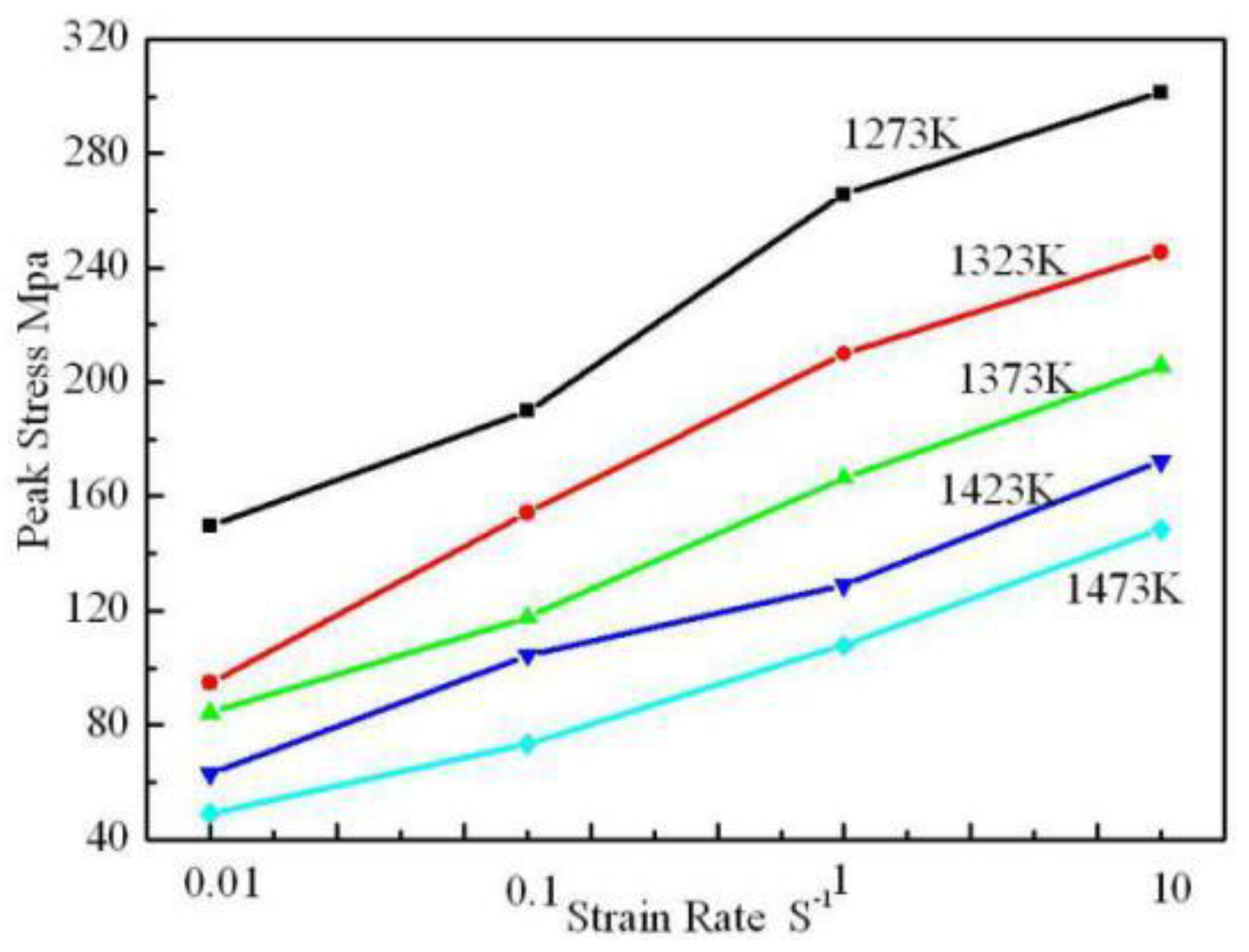
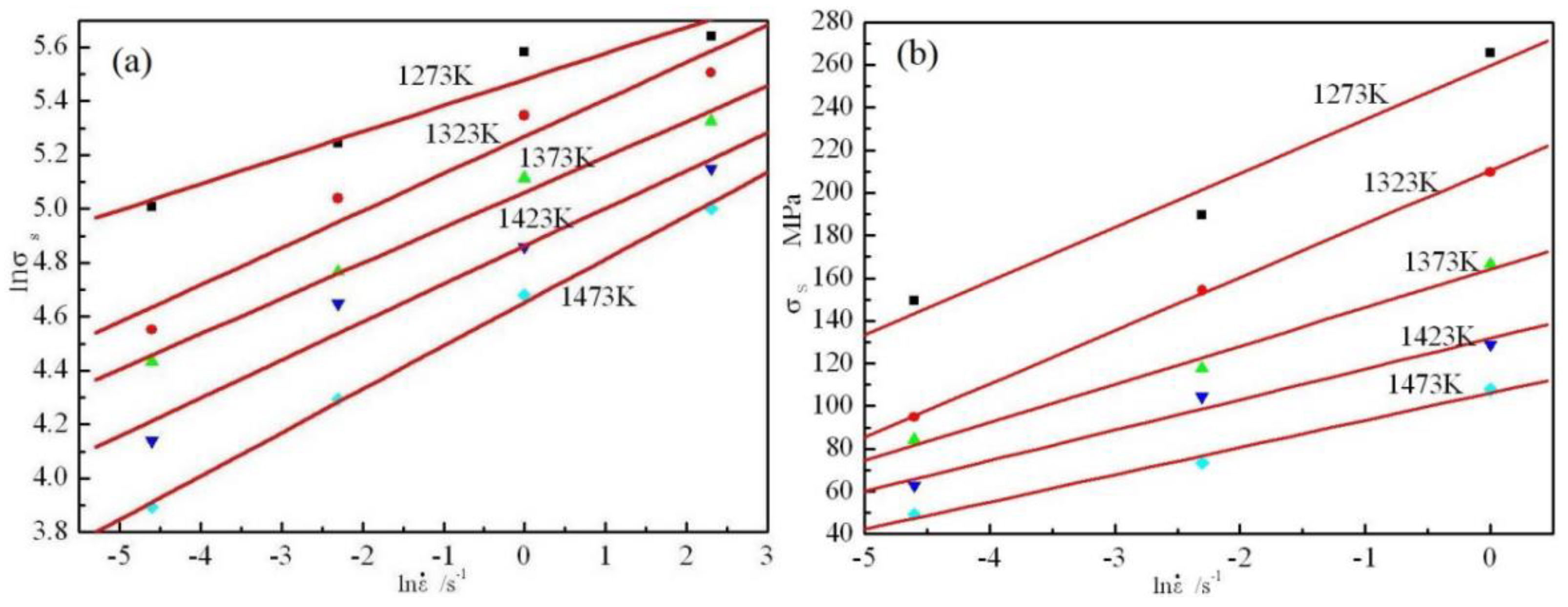
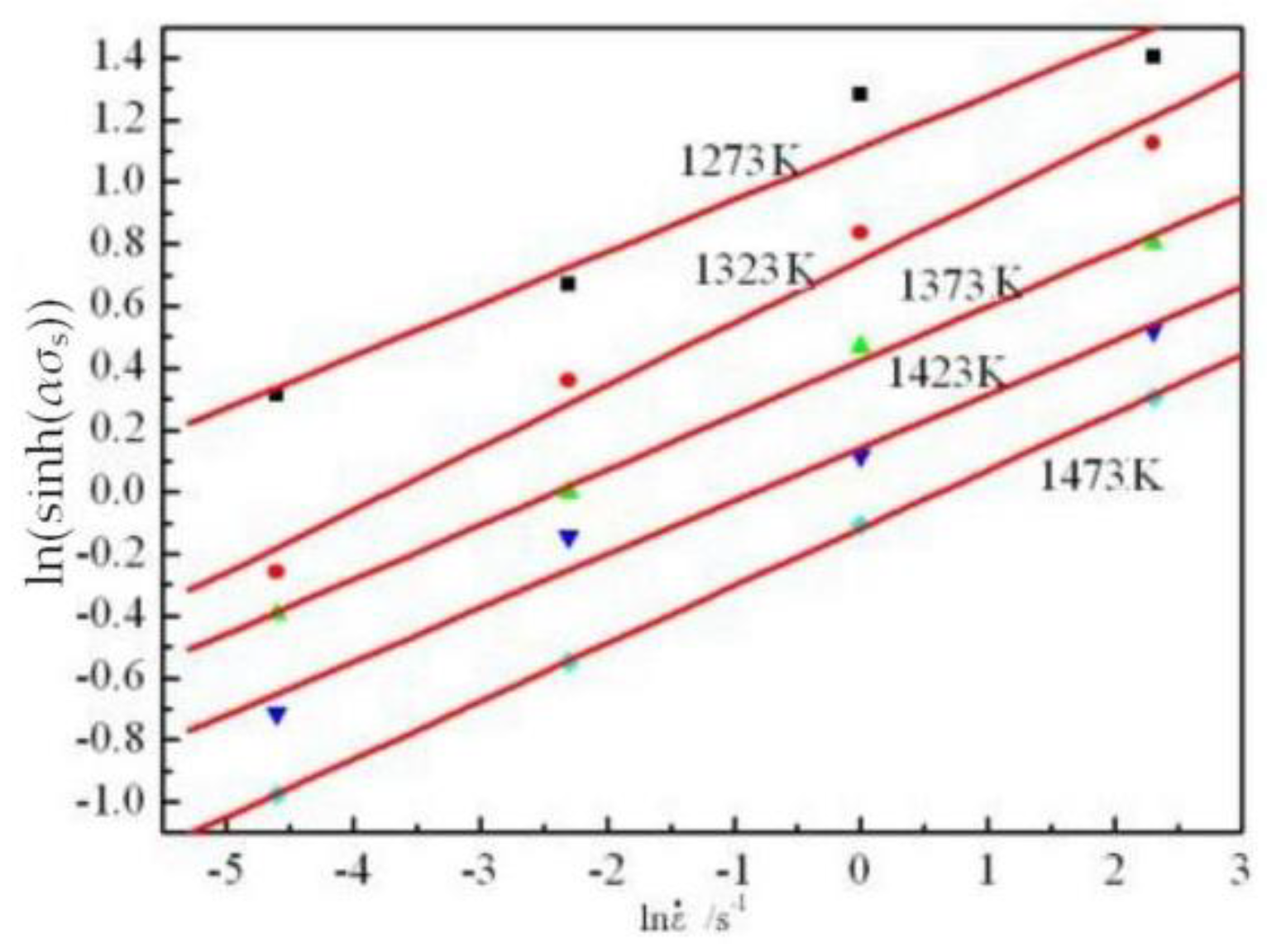
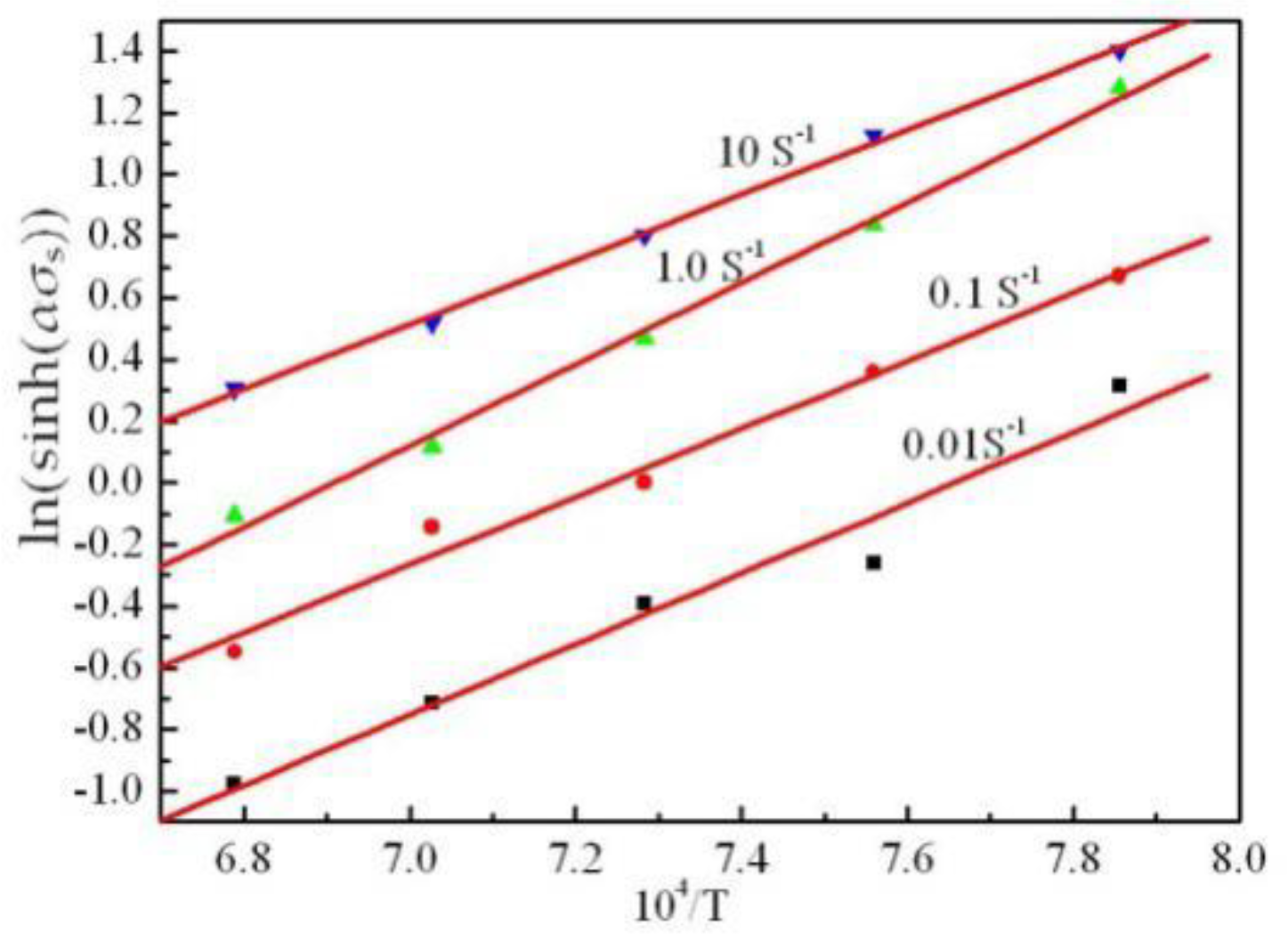
3.2. Flow Stress Model
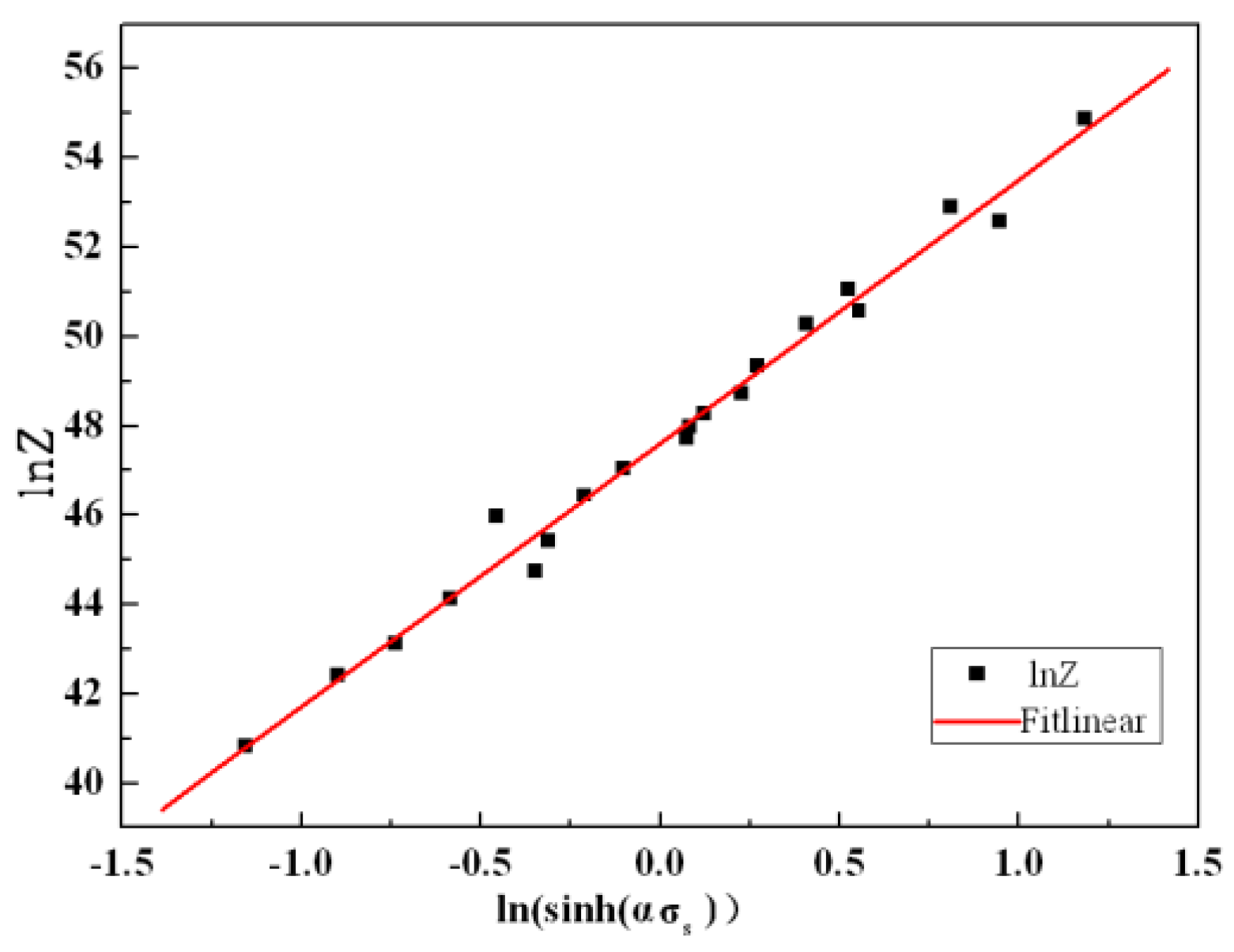
3.3. Flow Stress Model/Kinetic Analysis
3.4. Energy Dissipation Diagram
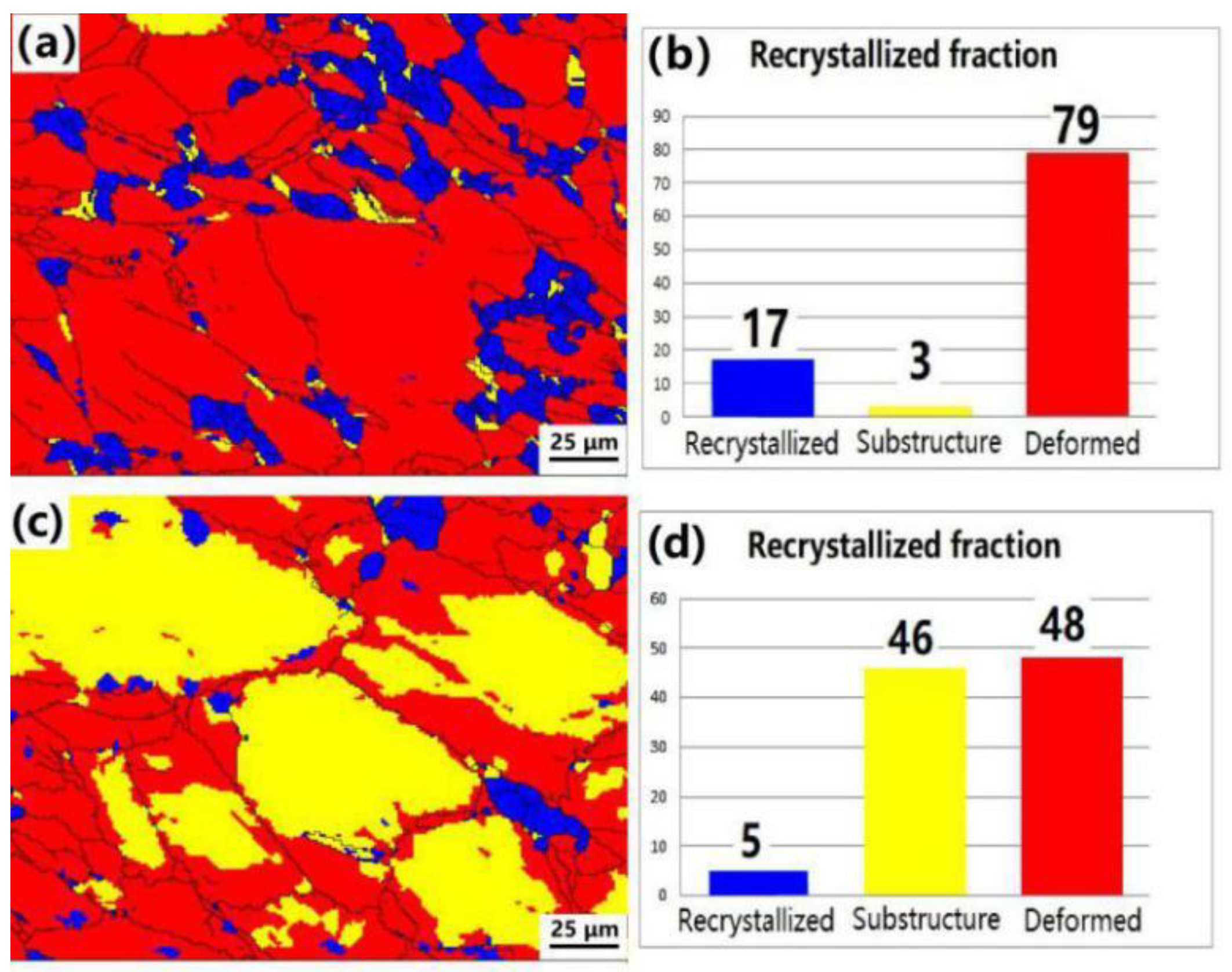
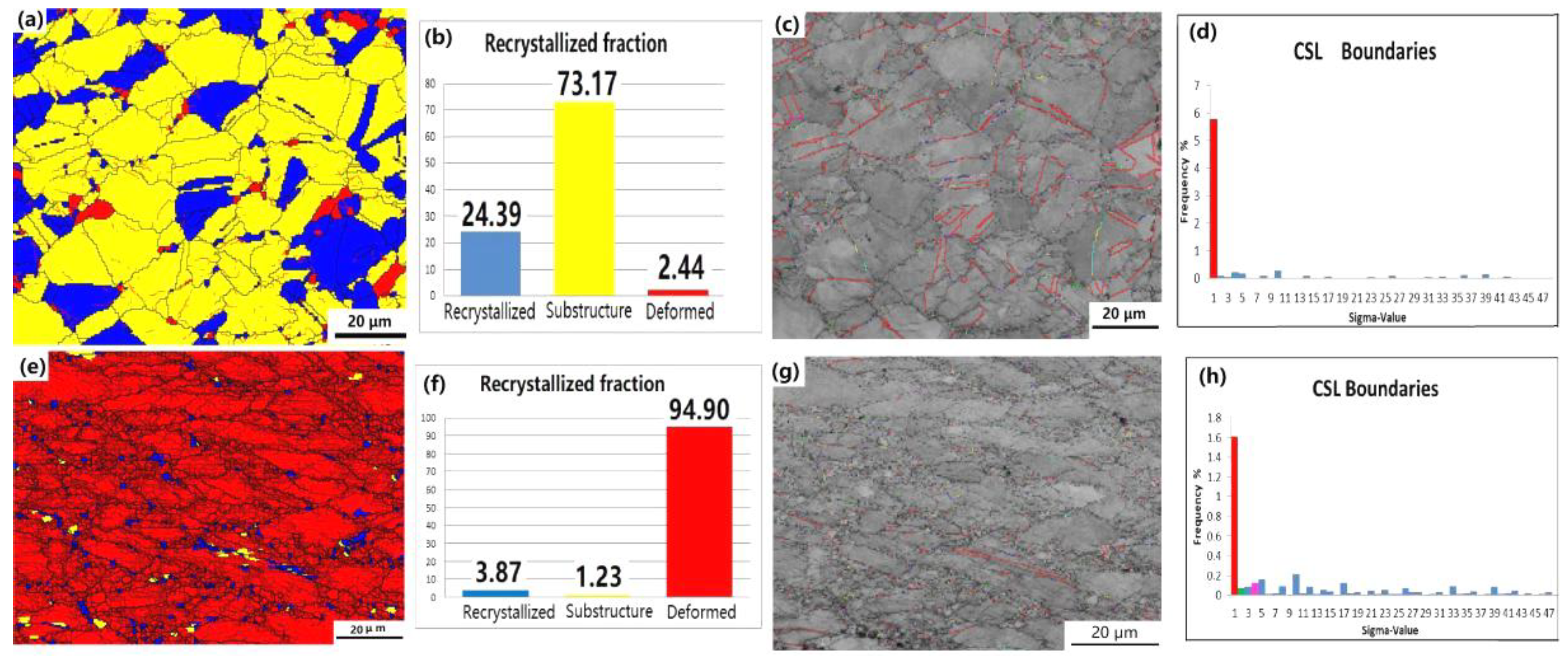
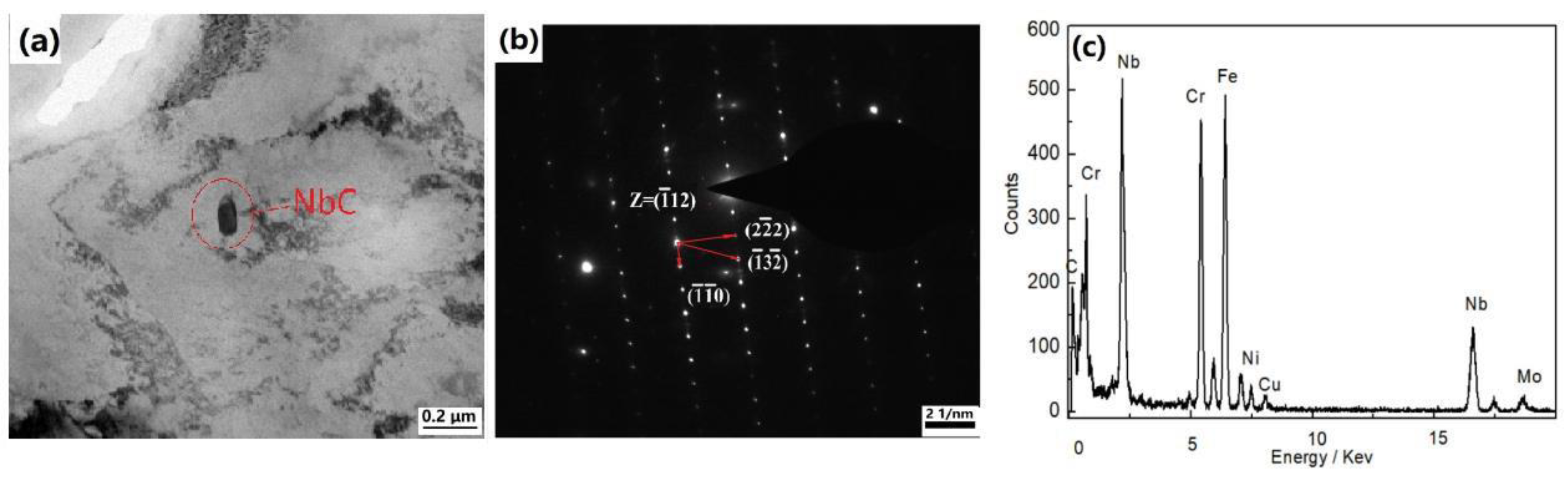
3.5. Dynamic Recrystallization Process
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tan, S.-P.; Wang, Z.-H.; Cheng, S.-C.; Liu, Z.-D.; Han, J.-C.; Fu, W.-T. Effect of Cu Content on Aging Precipitation Behaviors of Cu-Rich Phase in Fe-Cr-Ni Alloy. J. Iron Steel Res. Int. 2010, 17, 63–68. [Google Scholar] [CrossRef]
- Xi, T.; Shahzad, M.B.; Xu, D.; Zhao, J.; Yang, C.; Qi, M.; Yang, K. Copper precipitation behavior and mechanical properties of Cu-bearing 316L austenitic stainless steel: A comprehensive cross-correlation study. Mater. Sci. Eng. A 2016, 675, 243–252. [Google Scholar] [CrossRef]
- San, X.Y.; Zhang, B.; Wu, B.; Wei, X.X.; Oguzie, E.E.; Ma, X.L. Investigating the effect of Cu-rich phase on the corrosion behavior of Super304H austenitic stainless steel by TEM. Corros. Sci. 2018, 130, 143–152. [Google Scholar] [CrossRef]
- Prabha, B.; Sundaramoorthy, P.; Suresh, S.; Manimozhi, S.; Ravishankar, B. Studies on Stress Corrosion Cracking of Super 304H Austenitic Stainless Steel. J. Mater. Eng. Perform. 2009, 18, 1294–1299. [Google Scholar] [CrossRef]
- Hattestrand, M.; Nilsson, J.-O.; Stiller, K.; Liu, P.; Andersson, M. Precipitation hardening in a 12%Cr–9%Ni–4%Mo–2%Cu stainless steel. Acta Mater. 2004, 52, 1023–1037. [Google Scholar] [CrossRef]
- Sen, I.; Kumar, E.A.S.; Fleury, E.; Oh-ishi, K.; Hono, K.; Ramamurty, U. Microstructure and mechanical properties of annealed SUS 304H austeniticstainless steel with copper. Mater. Sci. Eng. A 2011, 528, 4491–4499. [Google Scholar] [CrossRef]
- Yan, Y.; Cheng, S.C.; Gang, Y. Effect of Cu Addition on the Creep Rupture Properties of Super304H Steel. Mater. Mech. Eng. 2002, 26, 23–25. (In Chinese) [Google Scholar]
- Raj, R. Development of a processing map for use in warm forming and hot forming process. Metall. Trans. A 1981, 12, 1089–1097. [Google Scholar] [CrossRef]
- Saadatkia, S.; Mirzadeh, H.; Cabrera, J.-M. Hot deformation behavior, dynamic recrystallization, andphysically-based constitutive modeling of plain carbon steels. Mater. Sci. Eng. A 2015, 636, 196–202. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Chen, X.-M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Tan, S.; Wang, Z.; Cheng, S.; Liu, Z.; Han, J.; Fu, W. Processing maps and hot workability of Super304H austenitic heat-resistantstainless steel. Mater. Sci. Eng. A 2009, 517, 312–315. [Google Scholar] [CrossRef]
- Taylor, A.S.; Hodgson, P.D. Dynamic behaviour of 304 stainless steel during high Z deformation. Mater. Sci. Eng. A 2011, 528, 3310–3320. [Google Scholar] [CrossRef]
- Narayana, S.V.S.; Murty, B.; Rao, N.; Kashyap, B.P. Identification of flow instabilities in the p rocessingmaps of AISI 304 stainless steel. J. Mater. Process. Technol. 2005, 166, 268–278. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- CSellars, M.; Tegart, W.J.M.G. Relationship between strength and structure in deformation at elevated temperatures. Mem. Sci. Rev. Met. 1966, 63, 731–746. [Google Scholar]
- Mwembela, A.; Konopleva, E.B.; McQueen, H.J. Microstructural development in Mg alloy AZ31 during hot working. Scr. Mater. 1997, 37, 1789–1795. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar]
- McQueen, H.J.; Wong, W.A.; Jonas, J.J. Deformation of aluminum at high temperatures and strain rates. Can. J. Phys. 1967, 45, 1225–1234. [Google Scholar] [CrossRef]
- Arun, K.; Babu, S.; Mandal, C.N.; Athreya, B.; Shakthipriya, V. Subramanya Sarma.Hot deformation characteristics and processing map of a phosphorous modified super austenitic stainless steel. Mater. Des. 2017, 115, 262–275. [Google Scholar]
- Changjun, W.; Han, F.; Wenjie, Z.; Zhigang, S.; Qilong, Y. Dynamic Recrystallization Behavior and Microstructure Evolution of AISI304N Stainless Steel. J. Iron Steel Res. Int. 2013, 20, 107–112. [Google Scholar]
- Belyakov, A.; Miura, H.; Sakai, T. Dynamic Recrystallization Under Warm Deformation of a 304 Type Austenitic Stainless Steel. Mater. Sci. Eng. 1998, 255A, 139–147. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- HaÈnninen, H.; Romu, J.; Ilola, R.; Tervo, J.; Laitinen, A. Effects of processing and manufacturing of high nitrogen-containing stainless steels on their mechanical, corrosion and wear properties. J. Mater. Process. Technol. 2001, 117, 424–430. [Google Scholar] [CrossRef]
- Simmons, J.W. Influence of nitride (Cr2N) precipitation on the plastic flow behavior of high-nitrogen austenitic stainless steel. Scr. Metall. Et Mater. 1995, 32, 265–270. [Google Scholar] [CrossRef]
- Maurizo, V.; David, D.; Aldo, M. Characterization of Grain-boundary Precipitates after Hot-ductility Tests of Microalloyed Steels. ISIJ Int. 2009, 49, 446–452. [Google Scholar]
- Ohadi, D.; Parsan, M.H.; Mirzadeh, H. Development of dynamic recrystallization maps based on the initial grain size. Mater. Sci. Eng. A 2013, 565, 90–95. [Google Scholar] [CrossRef]



















© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, X.-y.; Bai, P.-c.; Yang, J.-c. Hot Deformation Characteristics of 18Cr-5Ni-4Cu-N Stainless Steel Using Constitutive Equation and Processing Map. Metals 2020, 10, 82. https://doi.org/10.3390/met10010082
Fu X-y, Bai P-c, Yang J-c. Hot Deformation Characteristics of 18Cr-5Ni-4Cu-N Stainless Steel Using Constitutive Equation and Processing Map. Metals. 2020; 10(1):82. https://doi.org/10.3390/met10010082
Chicago/Turabian StyleFu, Xiao-yang, Pu-cun Bai, and Ji-chun Yang. 2020. "Hot Deformation Characteristics of 18Cr-5Ni-4Cu-N Stainless Steel Using Constitutive Equation and Processing Map" Metals 10, no. 1: 82. https://doi.org/10.3390/met10010082
APA StyleFu, X. -y., Bai, P. -c., & Yang, J. -c. (2020). Hot Deformation Characteristics of 18Cr-5Ni-4Cu-N Stainless Steel Using Constitutive Equation and Processing Map. Metals, 10(1), 82. https://doi.org/10.3390/met10010082