Thermomechanical Processing of Cost-Affordable Powder Metallurgy Ti-5Fe Alloys from the Blended Elemental Approach: Microstructure, Tensile Deformation Behavior, and Failure





Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructures
3.2. Tensile Behavior: Deformation Behavior and Failure
3.2.1. Tensile Deformation Behavior and Properties
3.2.2. Analysis of Fracture Surfaces
4. Discussion
4.1. Effect of Thermomechanical Processing on the Development of Microstructures of PM Ti-5Fe Alloys
4.2. Solution Treatment and Aging of the PM Ti-5Fe Alloys
4.3. Tensile Behavior of the PM Ti-5Fe Alloys
4.4. Comparison with Other Ti-xFe Alloys
5. Conclusions
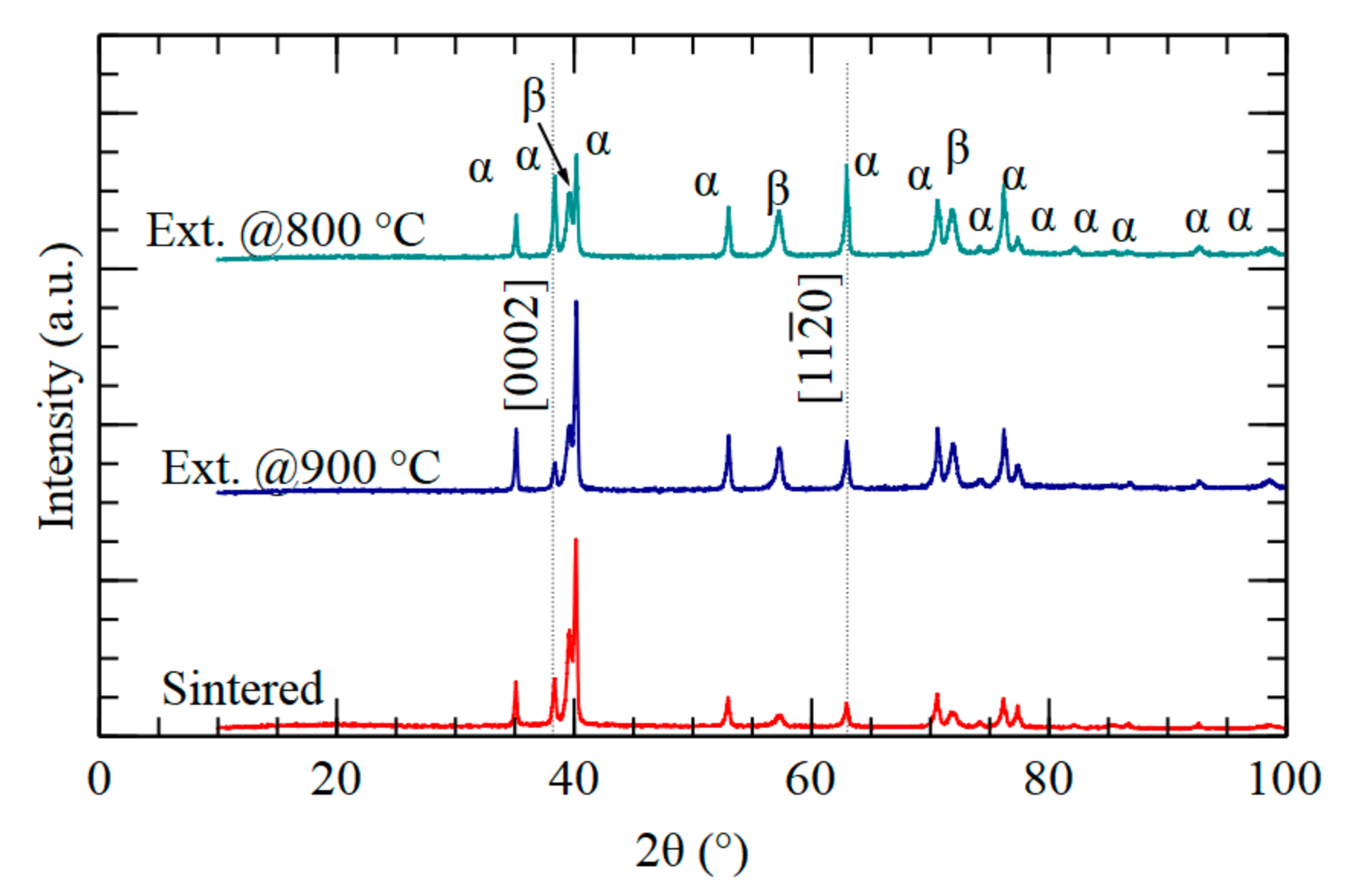
- Extrusions with a large plastic deformation are able to remove most of the porosity of the sintered alloy. When the extrusion temperature is above the β transus of the alloy, the resulting microstructure is fully lamellar, with coarse prior β grains due to a complete DRX during deformation. Extrusions below the β transus have microstructures composed of fine primary α and lamellar colonies formed within coarse prior β grains from a mixture of DRX and DRV.
- Through metastable transformations product of solution treatment and aging, ultrafine microstructures can be developed in the Ti-5Fe alloy. A considerable amount of α′ martensite is retained upon water quenching, which with the aid of metastable transformations forms ultrafine α laths within the β grains. The range of temperatures is crucial to determine the size and the amount of precipitates due to the presence of the eutectoid transformation.
- The pore removal effect improves the mechanical behavior of the alloy in terms of strength and ductility. However, due to the composition of the alloy, the ductility is low, as fracture happens very soon after necking begins even for conditions with larger elongation to fracture. The lower toughness of the alloy and the lower texturing of Ti-5Fe alloys processed in the β phase result in tensile failure happening earlier than what the deformation behavior predicts for those conditions.
- The ultrafine microstructures developed by solution treatment and aging result in very different behavior depending on whether the aging treatment is performed above or below the eutectoid transformation temperature of 590 °C. Although the STA treat treatment with aging at 550 °C results in a very hard but brittle alloy, aging at 650 °C results in an alloy with similar strength to the as-extruded condition but with a considerable improvement of the ductility.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Froes, F.H.; Friedrich, H.; Kiese, J.; Bergoint, D. Titanium in the family automobile: The cost challenge. JOM 2004, 56, 40–44. [Google Scholar] [CrossRef]
- Froes, F.H.S.; Gungor, M.N.; Ashraf Imam, M. Cost-affordable titanium: The component fabrication perspective. JOM 2007, 59, 28–31. [Google Scholar] [CrossRef]
- Barbis, D.P.; Gasior, R.M.; Walker, G.P.; Capone, J.A.; Schaeffer, T.S. Titanium powders from the hydride–dehydride process. In Titanium Powder Metallurgy: Science, Technology and Applications; Qian, M., Froes, F.H., Eds.; Butterworth-Heinemann: Oxford, UK, 2015; pp. 101–116. [Google Scholar]
- Mellor, I.; Grainger, L.; Rao, K.; Deane, J.; Conti, M.; Doughty, G.; Vaughan, D. Titanium powder production via the Metalysis process. In Titanium Powder Metallurgy: Science, Technology and Applications; Qian, M., Froes, F.H., Eds.; Butterworth-Heinemann: Oxford, UK, 2015; pp. 51–67. [Google Scholar]
- Withers, J.C. Production of titanium powder. In Titanium Powder Metallurgy: Science, Technology and Applications; Qian, M., Froes, F.H., Eds.; Butterworth-Heinemann: Oxford, UK, 2015; pp. 33–49. [Google Scholar]
- Kraft, E.H. Summary of Emerging Titanium Cost Reduction Technologies; United States Department of Energy, Office of Energy Efficiency and Renewable Energy, Oak Ridge National Laboratory, Heavy Vehicle Propulsion Materials Program, EHK Technologies: Vancouver, WA, USA, 2003. [Google Scholar]
- Liu, Y.; Chen, L.F.; Tang, H.P.; Liu, C.T.; Liu, B.; Huang, B.Y. Design of powder metallurgy titanium alloys and composites. Mater. Sci. Eng. A 2006, 418, 25–35. [Google Scholar] [CrossRef]
- Yang, Y.F.; Luo, S.D.; Schaffer, G.B.; Qian, M. The sintering, sintered microstructure and mechanical properties of Ti-Fe-Si alloys. Metall. Mater. Trans. A 2012, 43, 4896–4906. [Google Scholar] [CrossRef] [Green Version]
- Esteban, P.G.; Ruiz-Navas, E.M.; Gordo, E. Influence of Fe content and particle size the on the processing and mechanical properties of low-cost Ti–xFe alloys. Mater. Sci. Eng. A 2010, 527, 5664–5669. [Google Scholar] [CrossRef]
- O’Flynn, J.; Corbin, S.F. The influence of iron powder size on pore formation, densification and homogenization during blended elemental sintering of Ti-2.5Fe. J. Alloys Compd. 2015, 618, 437–448. [Google Scholar] [CrossRef]
- Esteban, P.G.; Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. PM processing and characterisation of Ti-7Fe low cost titanium alloys. Powder Metall. 2011, 54, 242–252. [Google Scholar] [CrossRef] [Green Version]
- Bolzoni, L.; Herraiz, E.; Ruiz-Navas, E.M.; Gordo, E. Study of the properties of low-cost powder metallurgy titanium alloys by 430 stainless steel addition. Mater. Des. 2014, 60, 628–636. [Google Scholar] [CrossRef] [Green Version]
- Majima, K.; Amafuji, K.; Maeda, S.; Nagai, H.; Shoji, K. Characteristic Properties of Hot Isostatically Pressed Ti-Fe Alloys. J. Jpn. Soc. Powder Powder Metall. 1989, 36, 848–852. [Google Scholar] [CrossRef]
- Alshammari, Y.; Raynova, S.; Yang, F.; Bolzoni, L. Effect of particle size and manufacturing technique on the properties of the PM Ti-5Fe alloy. Int. J. Refract. Met. Hard Mater. 2020, 90, 105246. [Google Scholar] [CrossRef]
- Romero, C.; Raynova, S.; Yang, F.; Bolzoni, L. Ultrafine microstructures in eutectoid element bearing low-cost Ti-Fe alloys enabled by slow bainite formation. J. Alloys Compd. 2018, 769, 226–232. [Google Scholar] [CrossRef]
- Considère, A. Mémoire sur L’emploi du fer et de L’acier dans les Constructions, Annales des Ponts et Chaussées I sem; 1885.
- Romero, C.; Yang, F.; Zhang, S.; Bolzoni, L. Effect of thermomechanical microstructural modification and resulting crystallographic texture on the crack initiation mechanism and fatigue behaviour of PM Ti–6Al–4V. Mater. Sci. Eng. A 2020, 139836. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Gey, N.; Humbert, M.; Philippe, M.J.; Combres, Y. Modeling the transformation texture of Ti-64 sheets after rolling in the β-field. Mater. Sci. Eng. A 1997, 230, 68–74. [Google Scholar] [CrossRef]
- Raabe, D. Recovery and Recrystallization: Phenomena, Physics, Models, Simulation. In Physical Metallurgy, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, ISBN 9780444537713. [Google Scholar]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α + β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Murray, J.L. The Fe−Ti (Iron-Titanium) system. Bull. Alloy Phase Diagrams 1981, 2, 320–334. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Flow behavior and globularization kinetics during hot working of Ti–6Al–4V with a colony alpha microstructure. Mater. Sci. Eng. A 1999, 263, 257–271. [Google Scholar] [CrossRef]
- Kuroda, D.; Niinomi, M.; Morinaga, M.; Kato, Y.; Yashiro, T. Design and mechanical properties of new β type titanium alloys for implant materials. Mater. Sci. Eng. A 1998, 243, 244–249. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Hinoshita, K.; Morinaga, M. General approach to phase stability and elastic properties of β-type Ti-alloys using electronic parameters. Scr. Mater. 2006, 55, 477–480. [Google Scholar] [CrossRef]
- Brozek, C.; Sun, F.; Vermaut, P.; Millet, Y.; Lenain, A.; Embury, D.; Jacques, P.J.; Prima, F. A β-titanium alloy with extra high strain-hardening rate: Design and mechanical properties. Scr. Mater. 2016, 114, 60–64. [Google Scholar] [CrossRef]
- Hutchinson, W.B.; Barnett, M.R. Effective values of critical resolved shear stress for slip in polycrystalline magnesium and other hcp metals. Scr. Mater. 2010, 63, 737–740. [Google Scholar] [CrossRef]
- Shekhar, S.; Sarkar, R.; Kar, S.K.; Bhattacharjee, A. Effect of solution treatment and aging on microstructure and tensile properties of high strength β titanium alloy, Ti–5Al–5V–5Mo–3Cr. Mater. Des. 2015, 66, 596–610. [Google Scholar] [CrossRef]
- Du, Z.X.; Xiao, S.L.; Shen, Y.P.; Liu, J.S.; Liu, J.; Xu, L.J.; Kong, F.T.; Chen, Y.Y. Effect of hot rolling and heat treatment on microstructure and tensile properties of high strength beta titanium alloy sheets. Mater. Sci. Eng. A 2015, 631, 67–74. [Google Scholar] [CrossRef]
- Chong, Y.; Bhattacharjee, T.; Park, M.-H.; Shibata, A.; Tsuji, N. Factors determining room temperature mechanical properties of bimodal microstructures in Ti-6Al-4V alloy. Mater. Sci. Eng. A 2018, 730, 217–222. [Google Scholar] [CrossRef]
- Cao, F.; Ravi Chandran, K.S.; Kumar, P.; Sun, P.; Zak Fang, Z.; Koopman, M. New Powder Metallurgical Approach to Achieve High Fatigue Strength in Ti-6Al-4V Alloy. Metall. Mater. Trans. A 2016, 47, 2335–2345. [Google Scholar] [CrossRef]
- Singh, A.P.; Yang, F.; Torrens, R.; Gabbitas, B. Solution treatment of Ti-6Al-4V alloy produced by consolidating blended powder mixture using a powder compact extrusion route. Mater. Sci. Eng. A 2018, 712, 157–165. [Google Scholar] [CrossRef]
- Yan, M.; Dargusch, M.S.; Ebel, T.; Qian, M. A transmission electron microscopy and three-dimensional atom probe study of the oxygen-induced fine microstructural features in as-sintered Ti–6Al–4V and their impacts on ductility. Acta Mater. 2014, 68, 196–206. [Google Scholar] [CrossRef]
- Moiseev, V.N. Properties and heat treatment of Ti−Fe and Ti−Fe−Al alloys. Met. Sci. Heat Treat. 1969, 11, 335–339. [Google Scholar] [CrossRef]
- Chen, B.-Y.; Hwang, K.-S.; Ng, K.-L. Effect of cooling process on the α phase formation and mechanical properties of sintered Ti–Fe alloys. Mater. Sci. Eng. A 2011, 528, 4556–4563. [Google Scholar] [CrossRef]
- Majima, K.; Isono, T.; Shoji, K. Effect of (α+β) -Quenching on the Mechanical Properties of Sintered Ti-Fe Binary Alloys. J. Jpn. Soc. Powder Powder Metall. 1987, 34, 349–354. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HDH Ti (wt. %) | Fe Carbonyl (wt. %) | Ti-5Fe | |
|---|---|---|---|
| Sintered (wt. %) | Extruded and Heat-Treated (wt. %) | ||
| 0.23 | 0.32 | 0.26 | 0.23 |
| Condition | Heat Treatment | E(GPa) | YS (MPa) | UTS (MPa) | El (%) | RA (%) |
|---|---|---|---|---|---|---|
| Sintered | – | 105 | 725 | 835 | 2.1 | – |
| Extruded at 900 °C | – | 87 | 844 | 964 | 4.5 | 10 |
| Extruded at 850 °C | – | 89 | 900 | 1028 | 3.6 | 15 |
| STA-650 | 89 | 825 | 896 | 7.0 | 15 | |
| STA-550 | 92 | 1035 | 1110 | 2.0 | 8 | |
| Extruded at 800 °C | – | 88 | 821 | 993 | 6.5 | 15 |
| STA-650 | 93 | 845 | 948 | 12.5 | 20 | |
| STA-550 | 96 | 1057 | 1136 | 4.0 | 12 | |
| Ti-6Al-4V [17] | – | 920 | 1050 | 7 | – | |
| Ti-6Al-4V ASTM B348 | – | 828 | 895 | 10 | 25 |
| Composition | Condition | O Content (wt. %) | UTS (MPa) | El (%) | Reference |
|---|---|---|---|---|---|
| Ti-4Fe (wrought) | β annealed | 0.09 | 610 | 10 | [34] |
| A + β annealed | 0.09 | 700 | 20 | ||
| STA 500 °C | 0.09 | 1000 | 10 | ||
| STA 600 °C | 0.09 | 770 | 21 | ||
| Ti-4Fe (PM) | As-HIP | 0.17 | 775 | 17 | [13] |
| Ti-5Fe (PM) | As-HIP | 0.17 | 863 | 17 | |
| Ti-5Fe (PM) | As-sintered | 0.13–0.18 | 700 | 20 | [35] |
| Ti-4Fe (PM) | STA 640 °C | – | 1100 | 14 | [36] |
| Ti-6Fe (PM) | STA 640 °C | – | 1200 | 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romero, C.; Yang, F.; Wei, S.; Bolzoni, L. Thermomechanical Processing of Cost-Affordable Powder Metallurgy Ti-5Fe Alloys from the Blended Elemental Approach: Microstructure, Tensile Deformation Behavior, and Failure. Metals 2020, 10, 1405. https://doi.org/10.3390/met10111405
Romero C, Yang F, Wei S, Bolzoni L. Thermomechanical Processing of Cost-Affordable Powder Metallurgy Ti-5Fe Alloys from the Blended Elemental Approach: Microstructure, Tensile Deformation Behavior, and Failure. Metals. 2020; 10(11):1405. https://doi.org/10.3390/met10111405
Chicago/Turabian StyleRomero, Carlos, Fei Yang, Shanghai Wei, and Leandro Bolzoni. 2020. "Thermomechanical Processing of Cost-Affordable Powder Metallurgy Ti-5Fe Alloys from the Blended Elemental Approach: Microstructure, Tensile Deformation Behavior, and Failure" Metals 10, no. 11: 1405. https://doi.org/10.3390/met10111405
APA StyleRomero, C., Yang, F., Wei, S., & Bolzoni, L. (2020). Thermomechanical Processing of Cost-Affordable Powder Metallurgy Ti-5Fe Alloys from the Blended Elemental Approach: Microstructure, Tensile Deformation Behavior, and Failure. Metals, 10(11), 1405. https://doi.org/10.3390/met10111405