Wire Arc Deposition Additive Manufacturing and Experimental Study of 316L Stainless Steel by CMT + P Process

Abstract
:1. Introduction
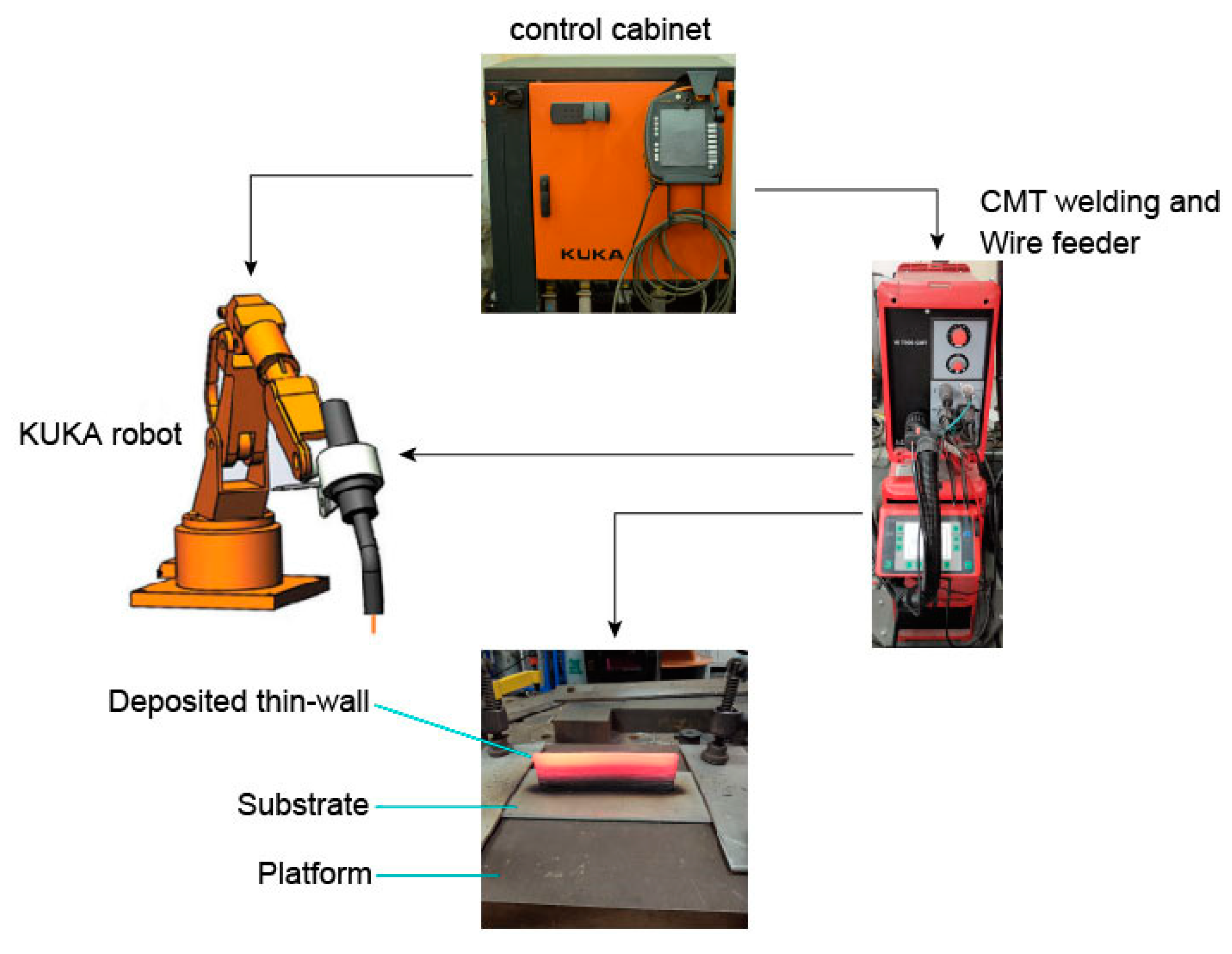
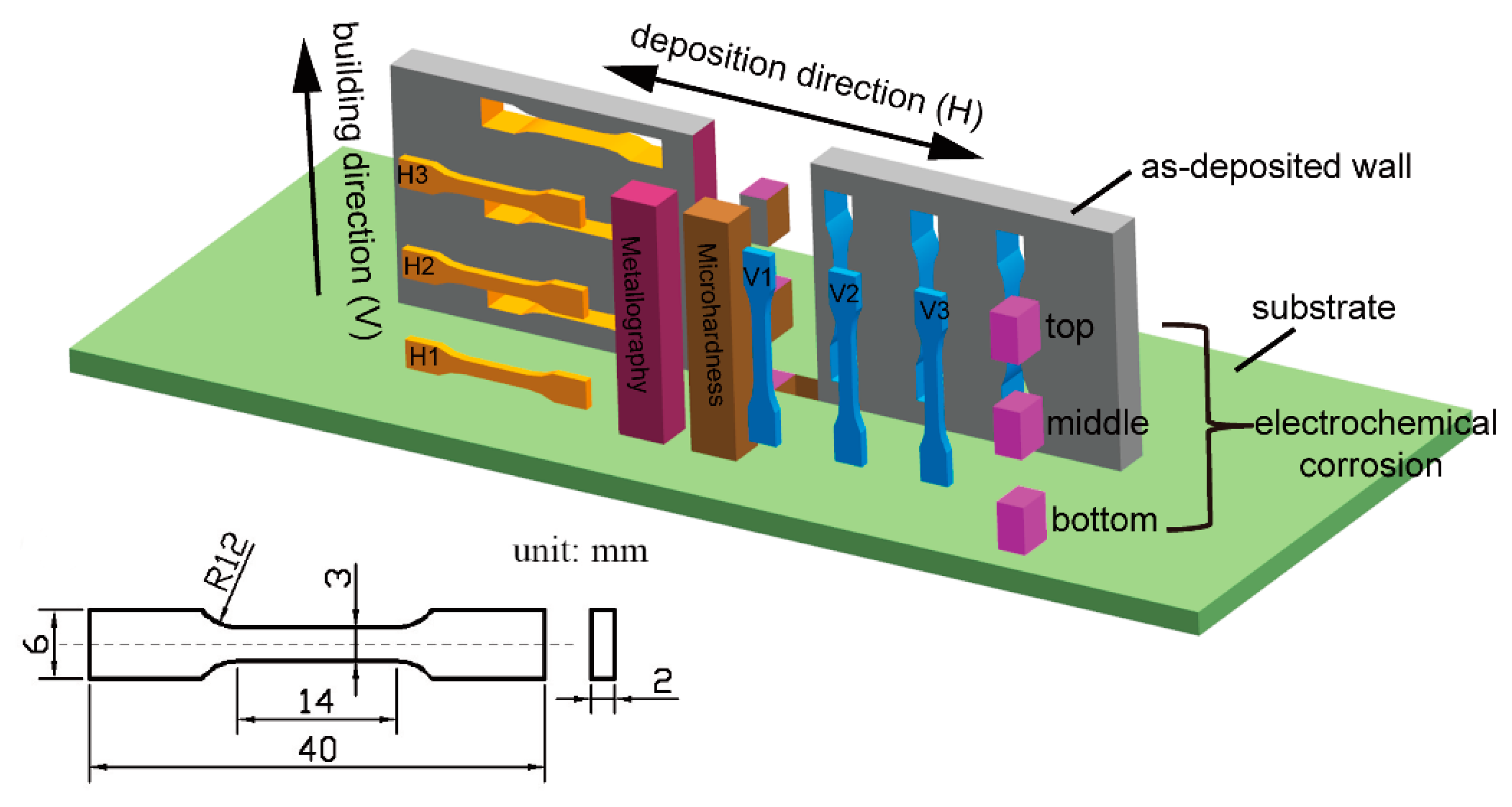
2. Materials and Methods
3. Results and Analysis
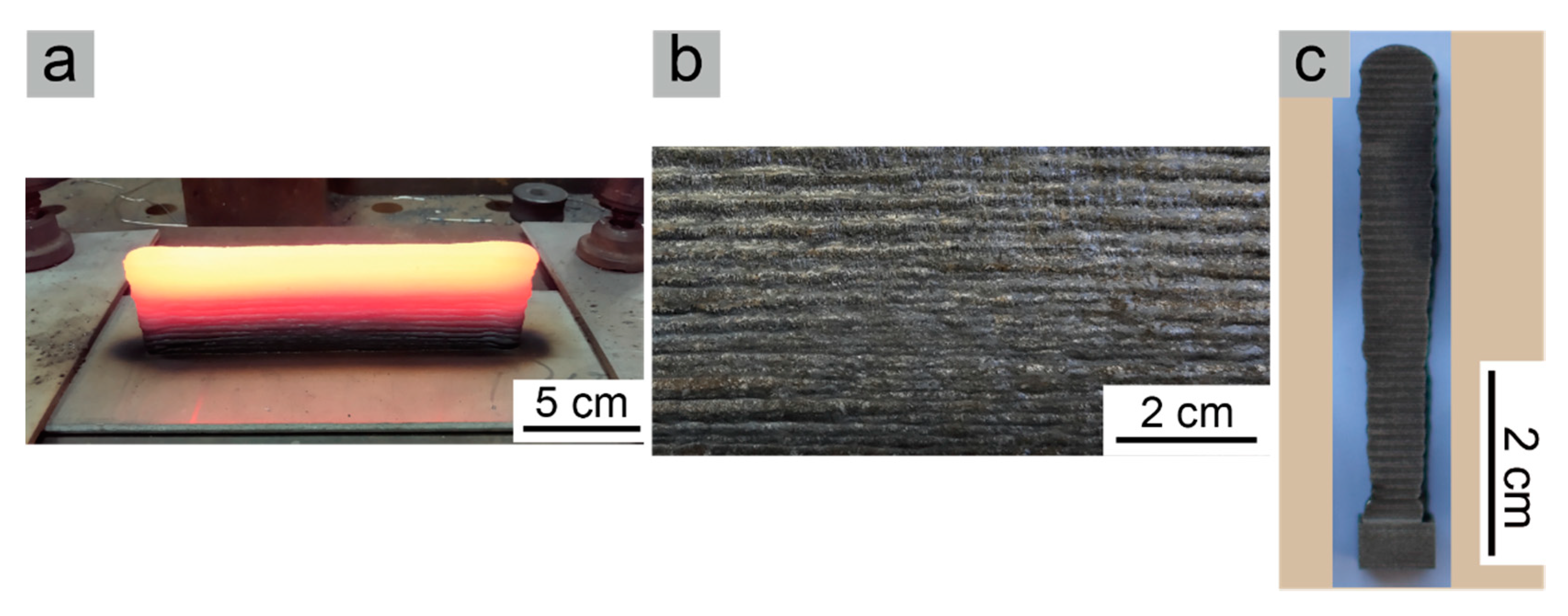
3.1. Macro Morphology
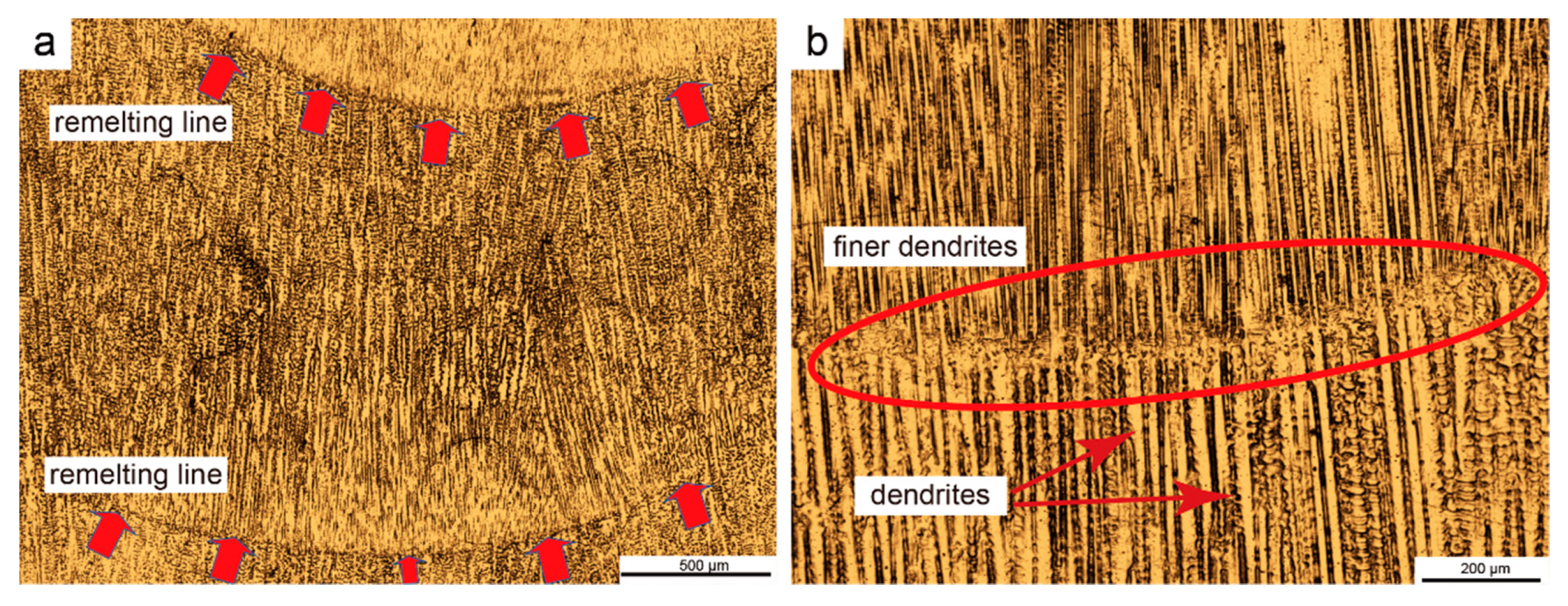
3.2. Microstructure Analysis
3.3. Mechanical Properties
3.4. Corrosion Resistance
4. Conclusions
- (1)
- A 316L stainless-steel-deposited part with good appearance and an erect wall was obtained by using the CMT + P process, which proves that this process is suitable for 316L WAAM.
- (2)
- The metallographic microstructure of the 316L as-deposited wall along the building direction by the CMT + P process presents periodic bands as a whole, while tiny dendrites in the interlayer fusion line re-melted and grew vertically upward in a manner of epitaxial growth.
- (3)
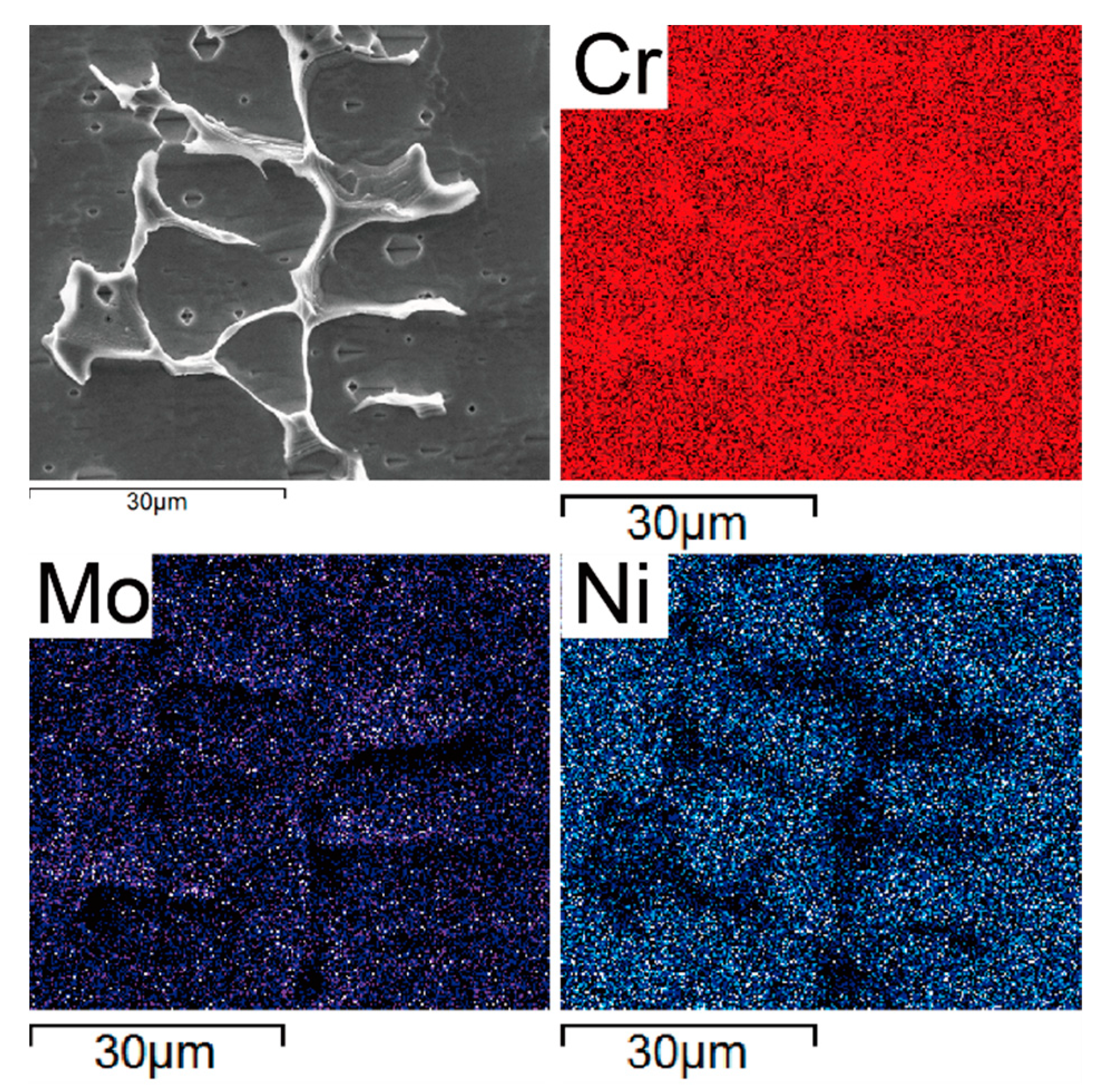
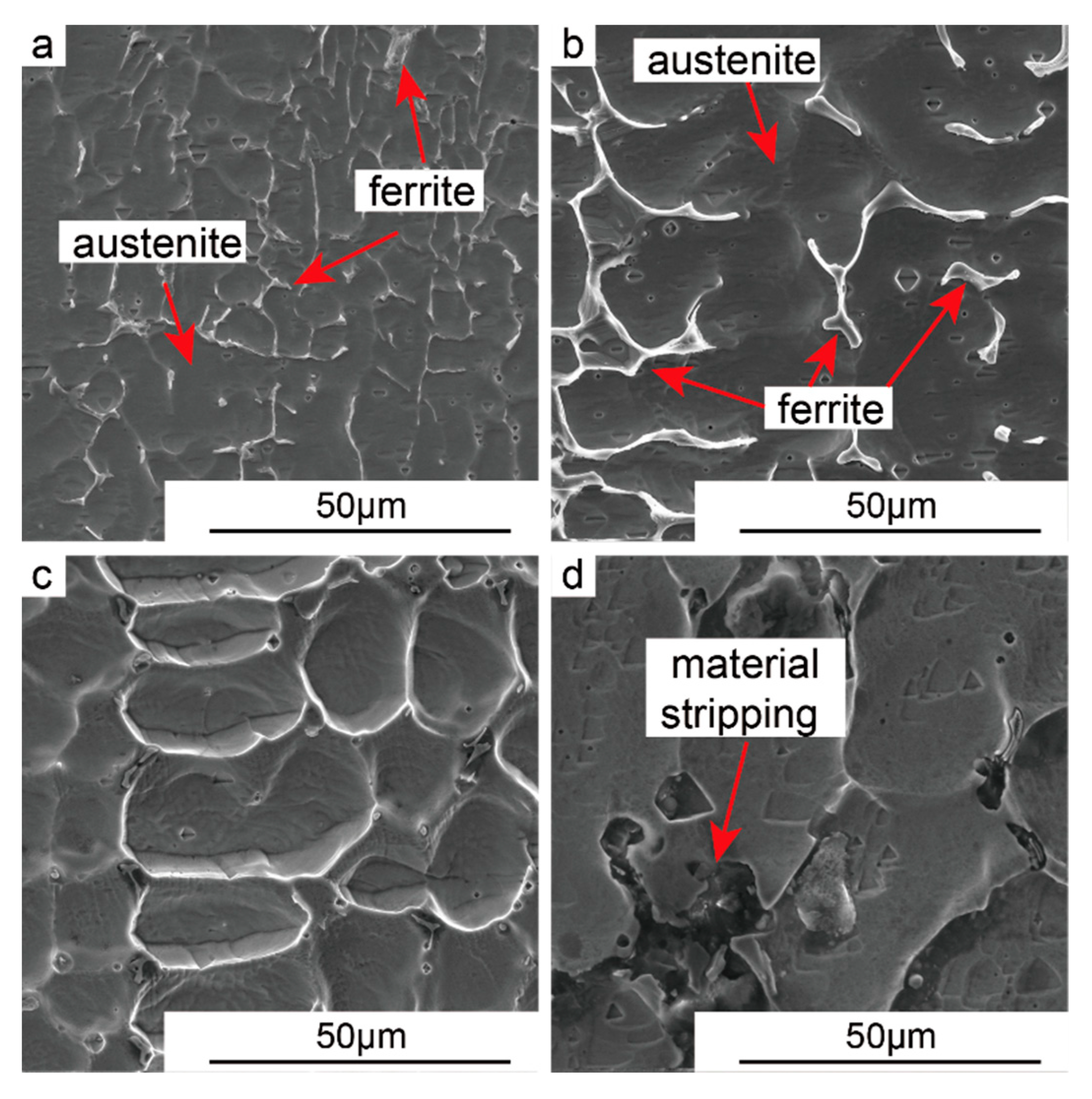
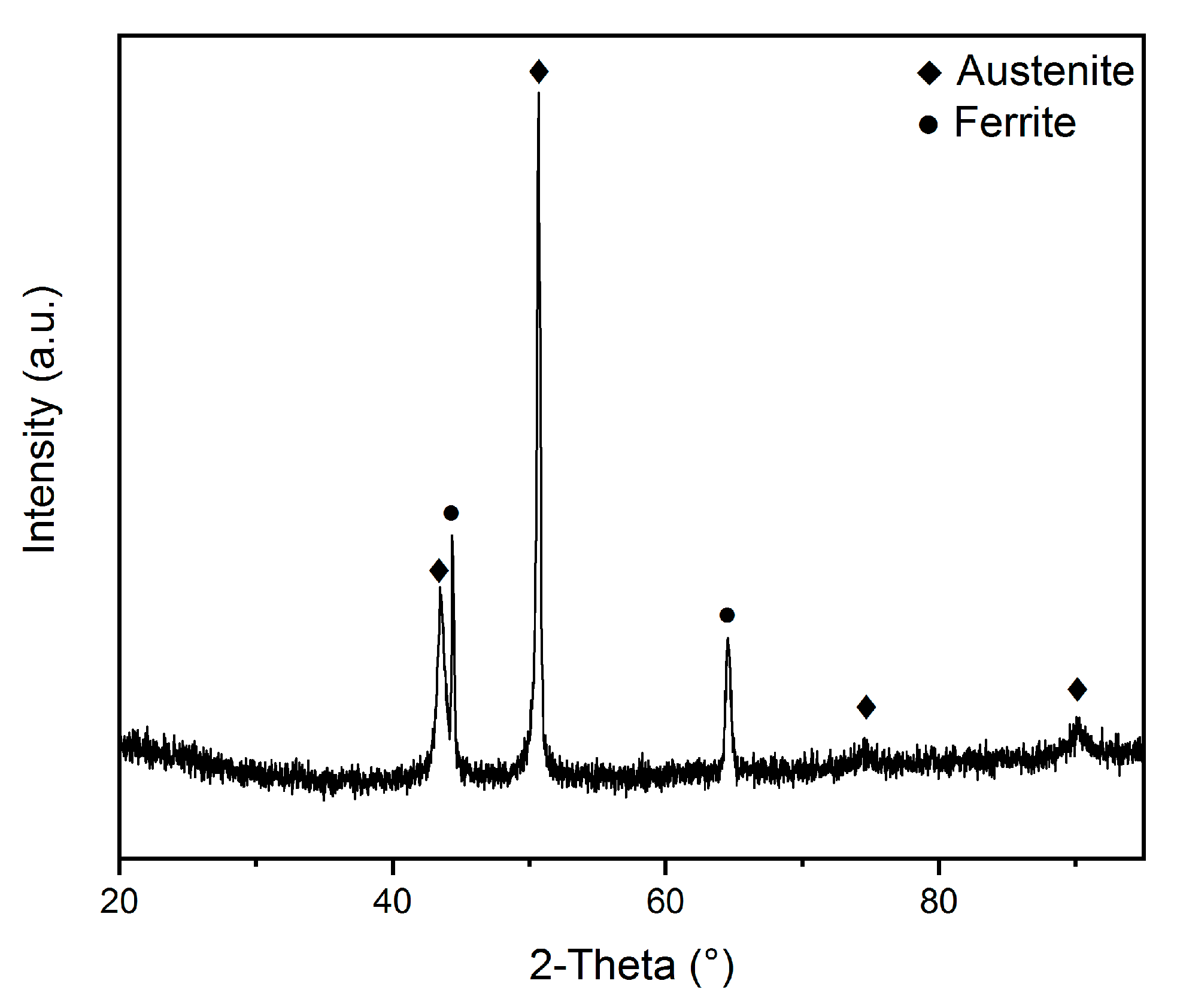
- The alloy solidified in the AF mode along the whole deposition wall, with ferrite and austenite being the main constituent phases of the as-deposited wall. The microstructure along the building direction was different: In the bottom region, a small amount of ferrite precipitated in the austenite matrix, while the amount of ferrite gradually increased and was distributed in the austenite matrix as a network at the middle of the as-deposited wall. However, due to the heat accumulation effect, the ferrite dissolved into the austenite in large quantities and the austenite showed an obvious increase in grain size.
- (4)
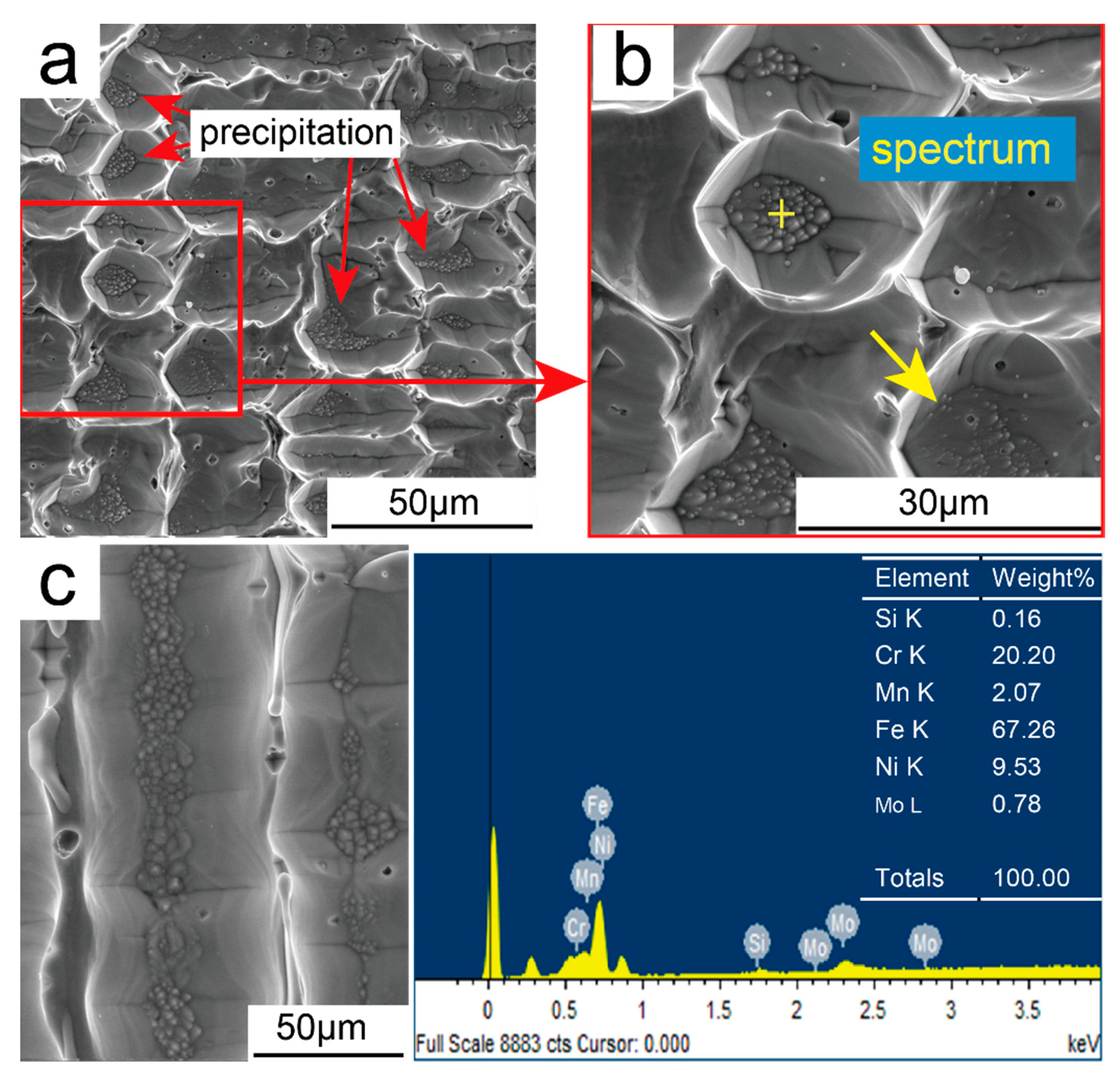
- Due to the effect of continuous heat treatment during the deposition process, supersaturated alloy elements in the form of globular intermetallic compounds began to separate in large quantities from the interior of the grain in the middle of the as-deposited wall, which caused a great amount of Cr atoms to be consumed by the austenitic matrix, leading to the austenite grains in the upper region being etched deeper than those in the bottom and middle regions by the etching fluid.
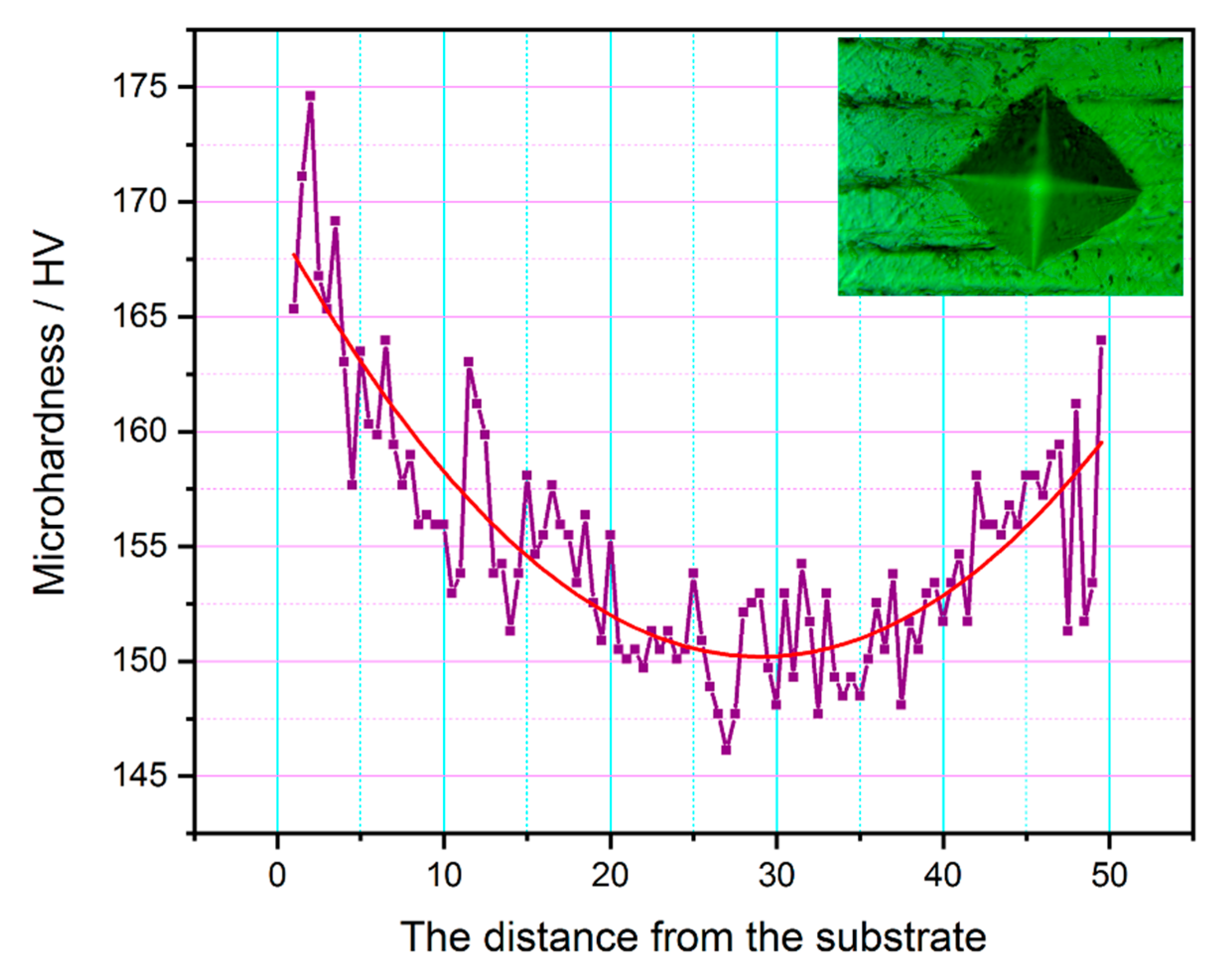
- (5)
- The microhardness values changed along a concave parabola on the cross-section along the building direction, i.e., it decreased first and then rose. The influence of intermetallic compound precipitation on microhardness was greater than that of the change in grain size in the arc-deposited part.
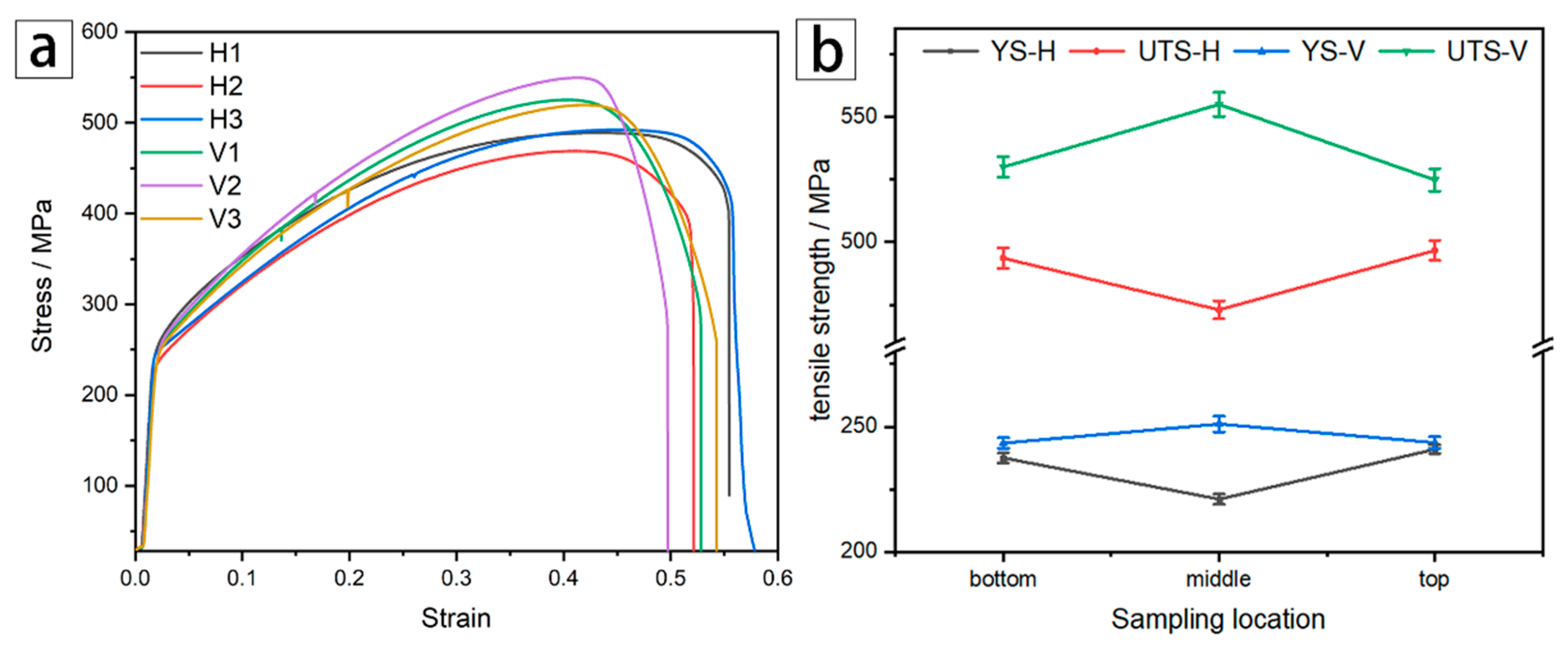
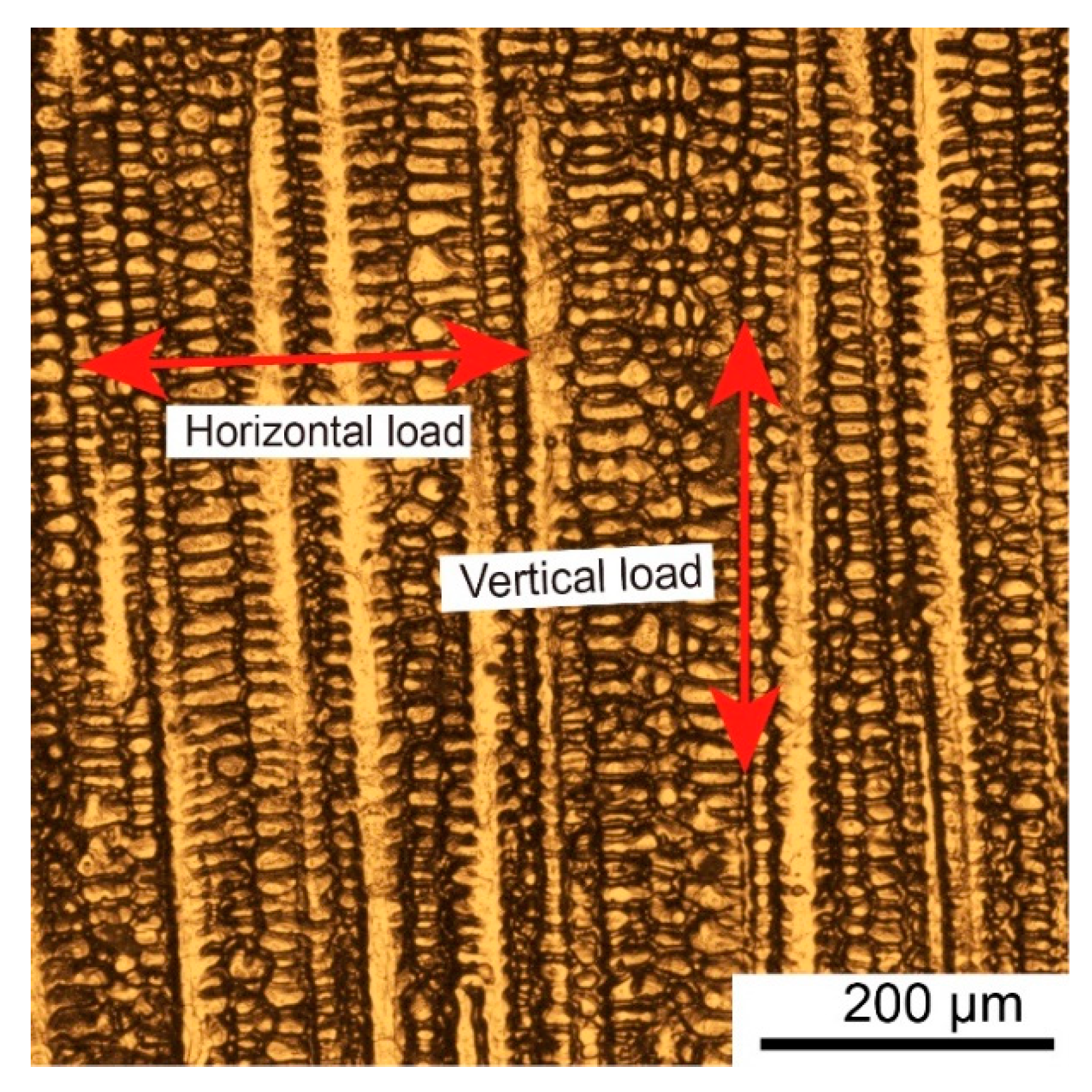
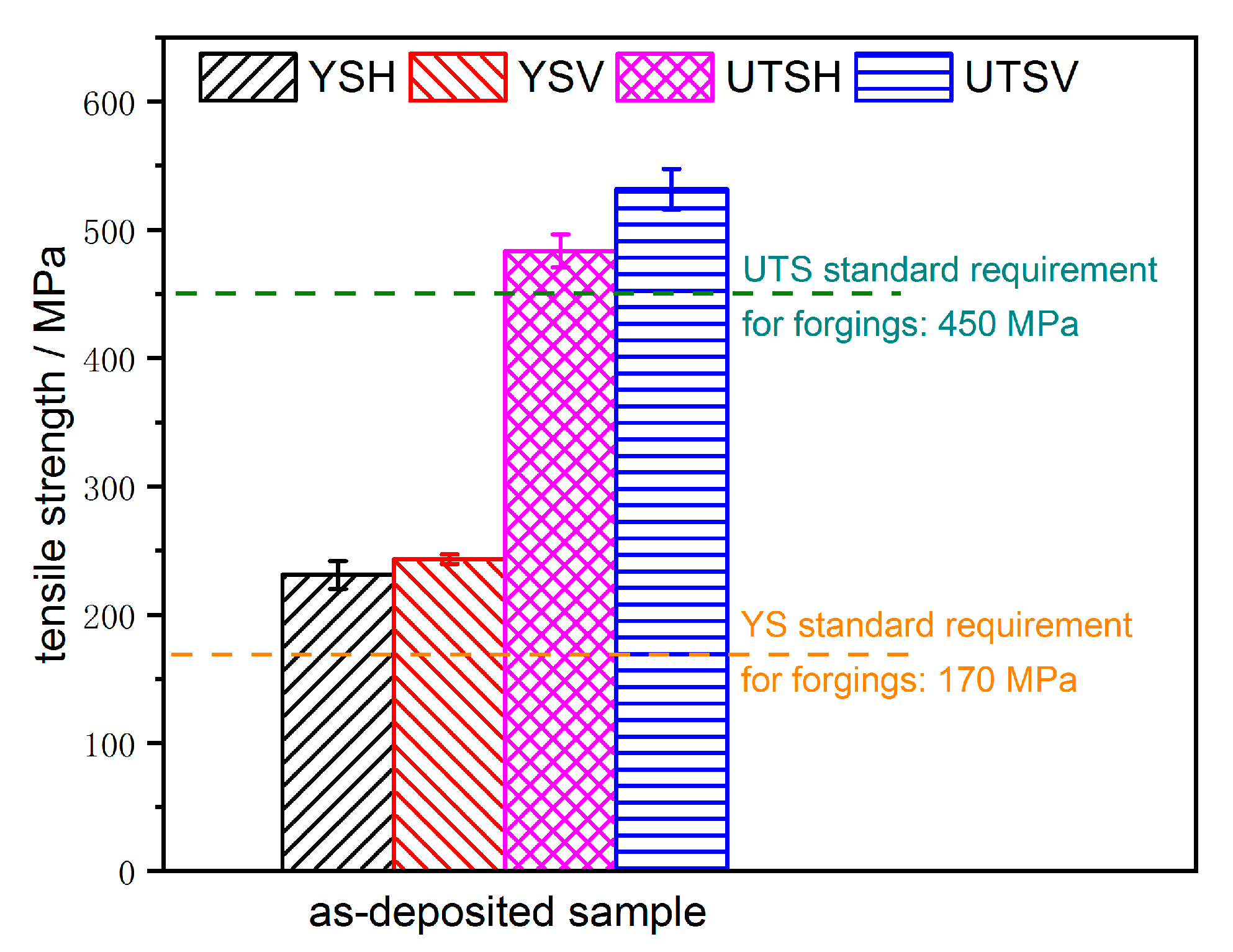
- (6)
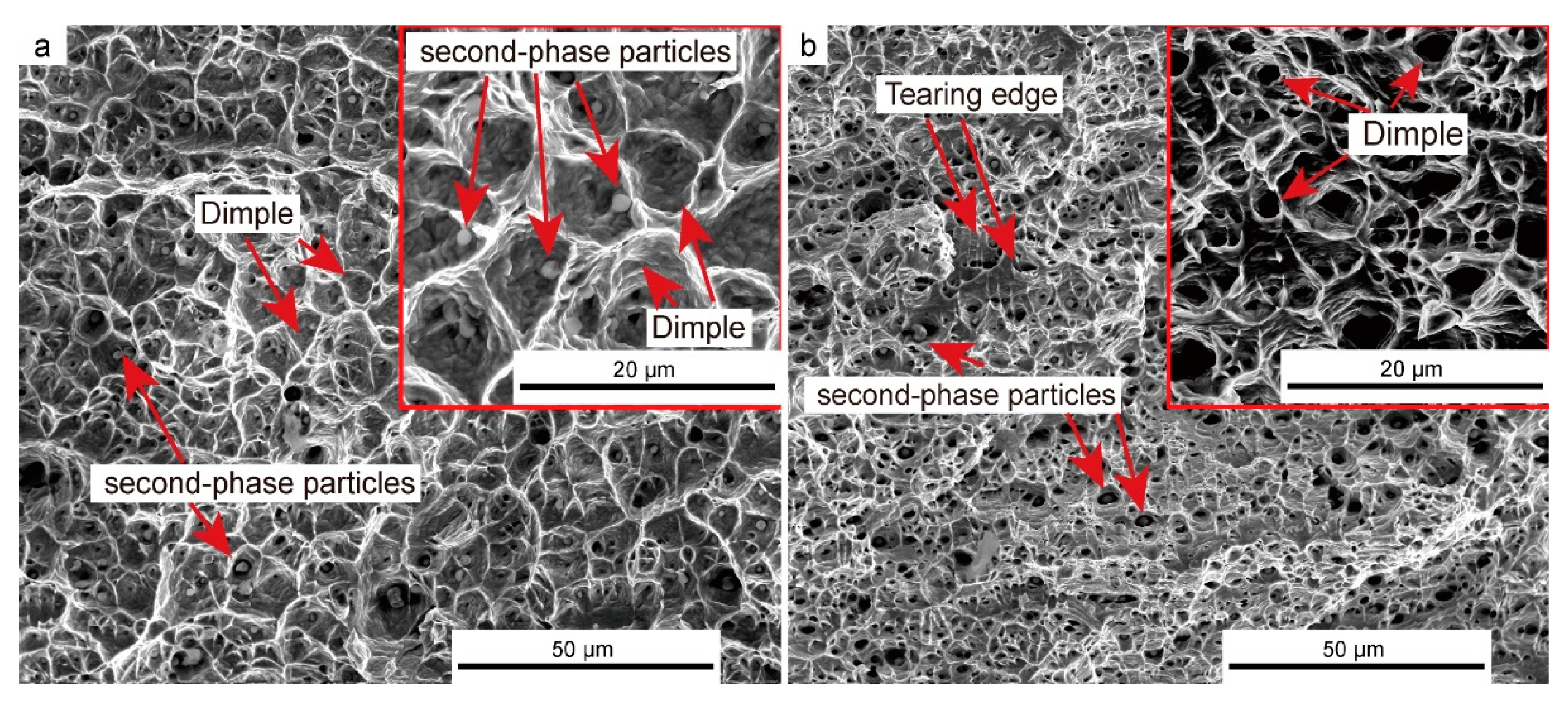
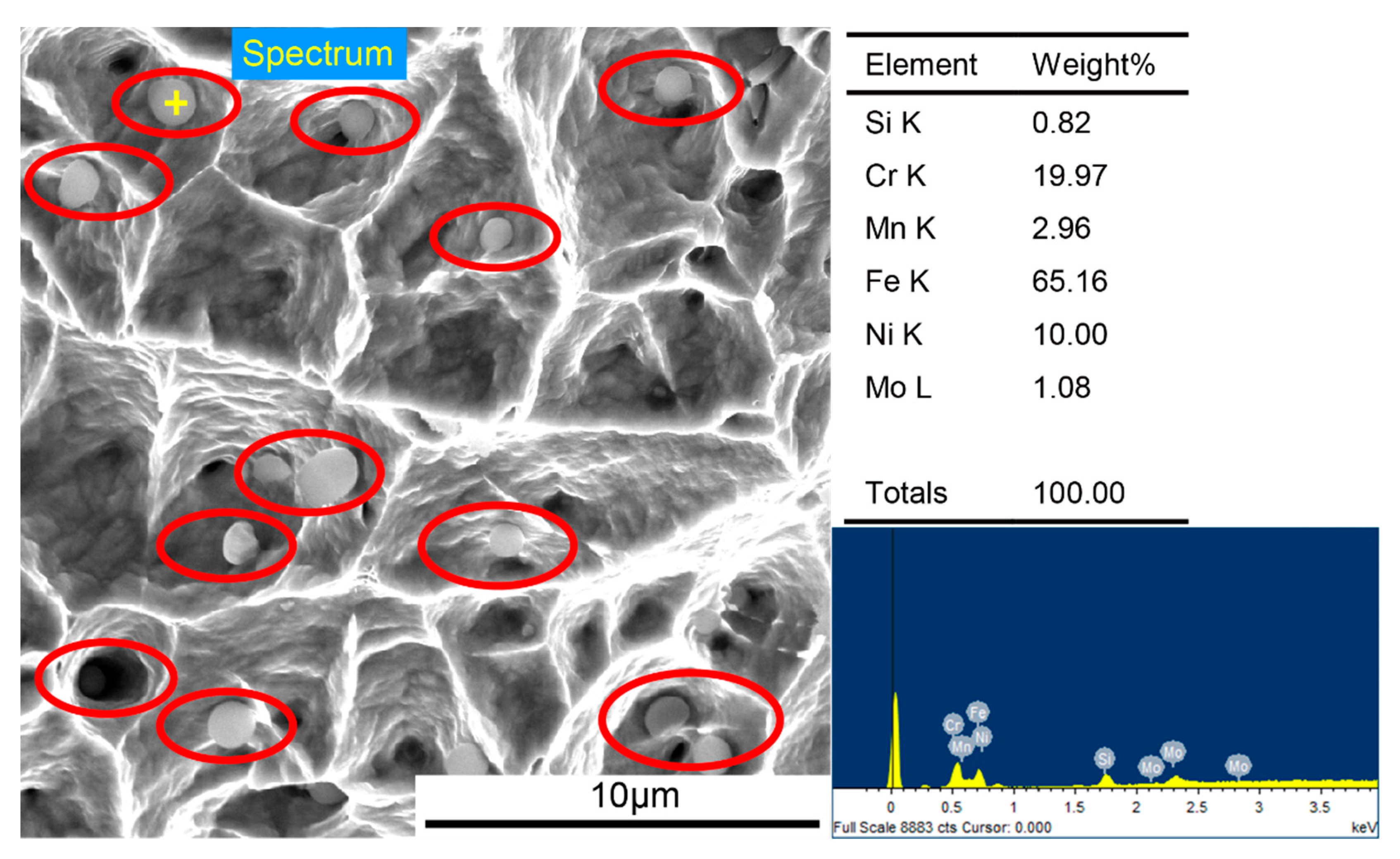
- The horizontal and vertical loads were mainly carried by the grain boundaries. As the dendrites grew vertically, the vertical load of the UTS and YS on the vertical tensile specimen was higher than that of the horizontal tensile specimen, showing obvious anisotropy. The spherical particles that were observed to be distributed on the tensile fracture were the fracture surfaces of the intermetallic compounds precipitated in the grains and were important load bearers during tensile fracture.
- (7)
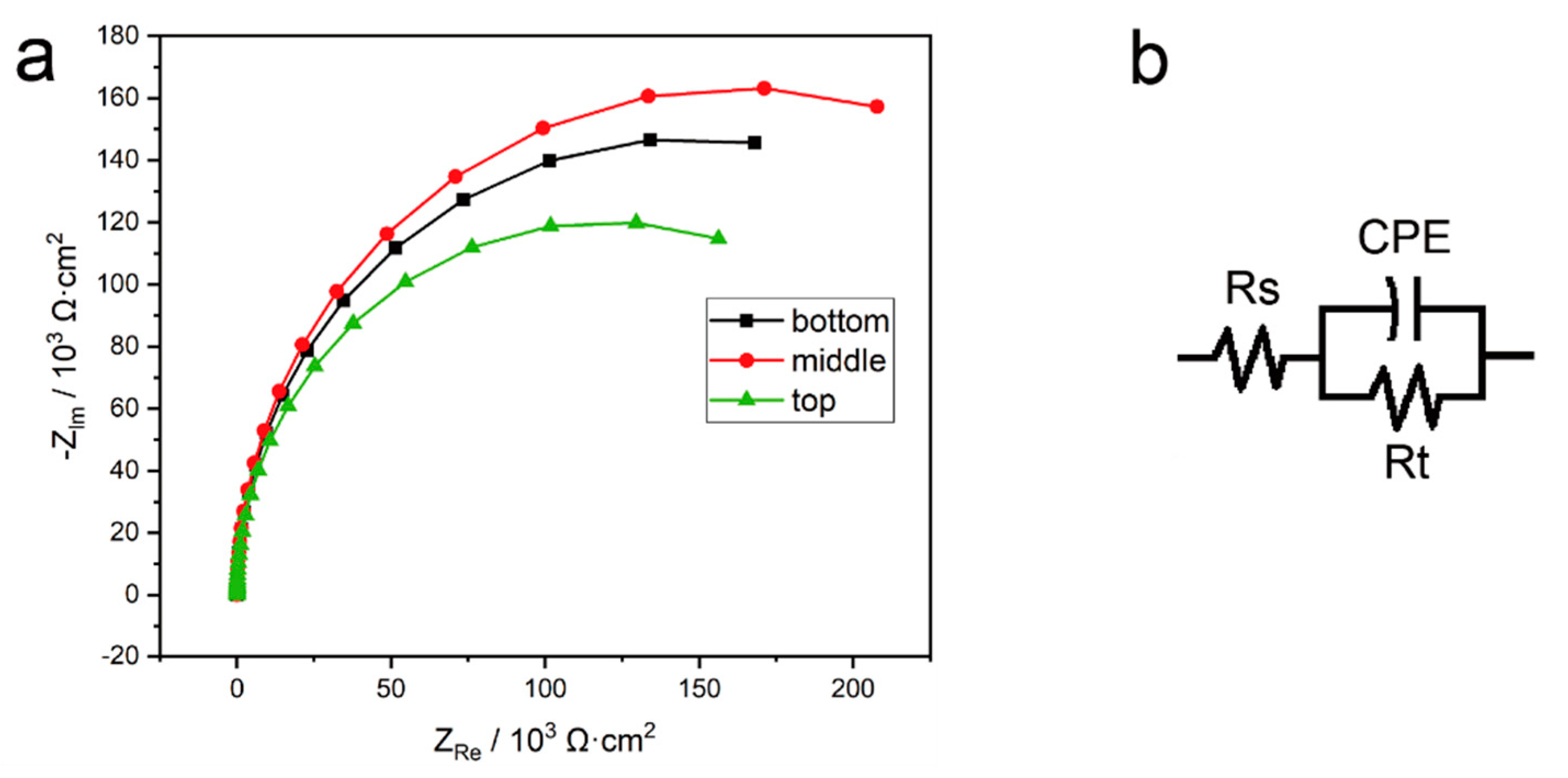
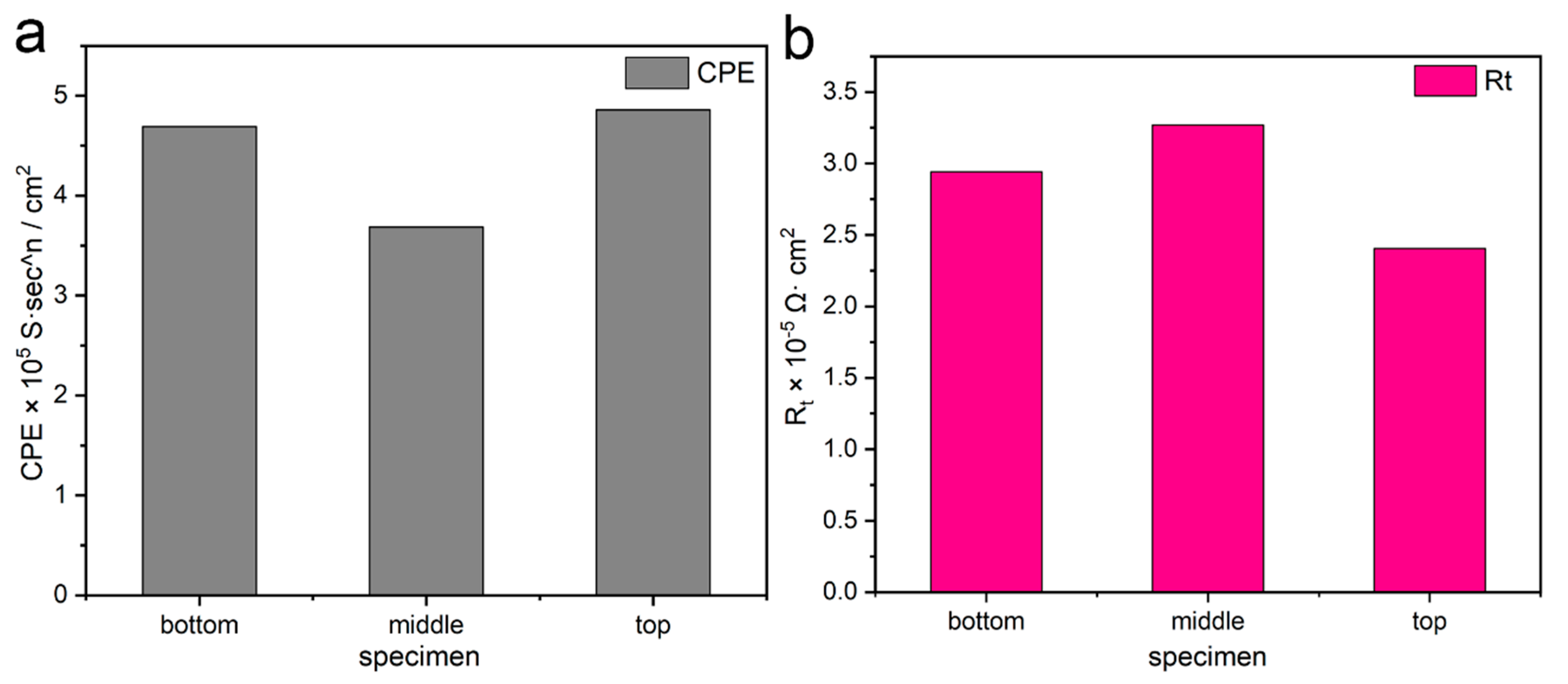
- A stable passivation film was formed due to the relatively low dislocation density and grain boundary number, and the middle region of the arc as-deposited wall had the best corrosion resistance. The large consumption of Cr atoms and material stripping in the top region made the integrity of the passivation film in this region worst, which resulted in the lowest corrosion resistance.
Author Contributions
Funding
Conflicts of Interest
References
- Lin, Z.; Goulas, C.; Ya, W.; Hermans, M.J.M. Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire. Metals 2019, 9, 673. [Google Scholar] [CrossRef] [Green Version]
- Olszówka-Myalska, A.; Godzierz, M.; Myalski, J.; Wrześniowski, P. Magnesium Matrix Composite with Open-Celled Glassy Carbon Foam Obtained Using the Infiltration Method. Metals 2019, 9, 622. [Google Scholar] [CrossRef] [Green Version]
- Plangger, J.; Schabhüttl, P.; Vuherer, T.; Enzinger, N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals 2019, 9, 650. [Google Scholar] [CrossRef] [Green Version]
- Tlotleng, M.; Pityana, S. Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti–Al Synthesized via In Situ Melting Using LENS. Metals 2019, 9, 623. [Google Scholar] [CrossRef] [Green Version]
- Vutova, K.; Vassileva, V.; Stefanova, V.; Amalnerkar, D.; Tanaka, T. Effect of Electron Beam Method on Processing of Titanium Technogenic Material. Metals 2019, 9, 683. [Google Scholar] [CrossRef] [Green Version]
- Ron, T.; Levy, G.K.; Dolev, O.; Leon, A.; Shirizly, A.; Aghion, E. The Effect of Microstructural Imperfections on Corrosion Fatigue of Additively Manufactured ER70S-6 Alloy Produced by Wire Arc Deposition. Metals 2020, 10, 98. [Google Scholar] [CrossRef] [Green Version]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Liu, E.; Tor, S.B. Process parameter optimization and mechanical properties for additively manufactured stainless steel 316L parts by selective electron beam melting. Mater. Des. 2018, 147, 157–166. [Google Scholar] [CrossRef]
- Pace, M.L.; Guarnaccio, A.; Dolce, P.; Mollica, D.; Parisi, G.P.; Lettino, A.; Medici, L.; Summa, V.; Ciancio, R.; Santagata, A. 3D additive manufactured 316L components microstructural features and changes induced by working life cycles. Appl. Surf. Sci. 2017, 418, 437–445. [Google Scholar] [CrossRef]
- Feng, Y.; Zhan, B.; He, J.; Wang, K. The double-wire feed and plasma arc additive manufacturing process for deposition in Cr-Ni stainless steel. J. Mater. Process. Technol. 2018, 259, 206–215. [Google Scholar] [CrossRef]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Prado-Cerqueira, J.; Camacho, A.; Diéguez, J.; Rodríguez-Prieto, Á.; Aragón, A.; Lorenzo-Martín, C.; Yanguas-Gil, Á. Analysis of Favorable Process Conditions for the Manufacturing of Thin-Wall Pieces of Mild Steel Obtained by Wire and Arc Additive Manufacturing (WAAM). Materials 2018, 11, 1449. [Google Scholar] [CrossRef] [Green Version]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology-An overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Cong, B.; Qi, Z.; Qi, B.; Sun, H.; Zhao, G.; Ding, J. A Comparative Study of Additively Manufactured Thin Wall and Block Structure with Al-6.3%Cu Alloy Using Cold Metal Transfer Process. Appl. Sci. 2017, 7, 275. [Google Scholar] [CrossRef]
- Xu, X.; Mi, G.; Luo, Y.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures, and mechanical properties of samples produced using laser metal deposition with 316 L stainless steel wire. Opt. Laser Eng. 2017, 94, 1–11. [Google Scholar] [CrossRef]
- Kadoi, K.; Ueda, S.; Tokita, S.; Inoue, H. Effect of MC carbide formation on weld solidification cracking susceptibility of austenitic stainless steel. J. Alloy Compd. 2020, 828, 154423. [Google Scholar] [CrossRef]
- Lei, J.; Xie, J.; Zhou, S.; Song, H.; Song, X.; Zhou, X. Comparative study on microstructure and corrosion performance of 316 stainless steel prepared by laser melting deposition with ring-shaped beam and Gaussian beam. Opt. Laser Technol. 2019, 111, 271–283. [Google Scholar] [CrossRef]
- Hao, Y.; Li, J.; Li, X.; Liu, W.; Cao, G.; Li, C.; Liu, Z. Influences of cooling rates on solidification and segregation characteristics of Fe-Cr-Ni-Mo-N super austenitic stainless steel. J. Mater. Process. Technol. 2020, 275, 116326. [Google Scholar] [CrossRef]
- Yilmaz, O.; Ugla, A.A. Microstructure characterization of SS308LSi components manufactured by GTAW-based additive manufacturing: Shaped metal deposition using pulsed current arc. Int. J. Adv. Manuf. Technol. 2017, 89, 13–25. [Google Scholar] [CrossRef]
- Bodziak, S.; Al-Rubaie, K.S.; Dalla Valentina, L.; Lafratta, F.H.; Santos, E.C.; Zanatta, A.M.; Chen, Y. Precipitation in 300 grade maraging steel built by selective laser melting: Aging at 510 °C for 2 h. Mater. Charact. 2019, 151, 73–83. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Röttger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Li, H.; Jing, H.; Xu, L.; Zhao, L.; Han, Y.; Tang, Z.; Wang, X.; Zhang, Y. Cyclic deformation behavior of an Fe-Ni-Cr alloy at 700 °C: Microstructural evolution and cyclic hardening model. Mater. Sci. Eng. A 2019, 744, 94–111. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kent, D.; Zhan, H.; StJohn, D.H.; Dargusch, M.S. Controlling the microstructure and properties of wire arc additive manufactured Ti–6Al–4V with trace boron additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Zhong, Y.; Rännar, L.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Khadyko, M.; Marioara, C.D.; Ringdalen, I.G.; Dumoulin, S.; Hopperstad, O.S. Deformation and strain localization in polycrystals with plastically heterogeneous grains. Int. J. Plast. 2016, 86, 128–150. [Google Scholar] [CrossRef]
- Standard Specification for Stainless Steel Forgings; ASTM: 100 Barr Harbor Drive, West Conshohocken, PA, USA, 2015.
- Revilla, R.I.; Wouters, B.; Andreatta, F.; Lanzutti, A.; Fedrizzi, L.; De Graeve, I. EIS comparative study and critical Equivalent Electrical Circuit (EEC) analysis of the native oxide layer of additive manufactured and wrought 316L stainless steel. Corros. Sci. 2020, 108480. [Google Scholar] [CrossRef]
- Zhou, C.; Hu, S.; Shi, Q.; Tao, H.; Song, Y.; Zheng, J.; Xu, P.; Zhang, L. Improvement of corrosion resistance of SS316L manufactured by selective laser melting through subcritical annealing. Corros. Sci. 2020, 164, 108353. [Google Scholar] [CrossRef]
- Cruz, V.; Chao, Q.; Birbilis, N.; Fabijanic, D.; Hodgson, P.D.; Thomas, S. Electrochemical studies on the effect of residual stress on the corrosion of 316L manufactured by selective laser melting. Corros. Sci. 2020, 164, 108314. [Google Scholar] [CrossRef]
- Lodhi, M.J.K.; Deen, K.M.; Haider, W. Corrosion behavior of additively manufactured 316L stainless steel in acidic media. Materialia 2018, 2, 111–121. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | Mn | Si | C | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Welding wire | 18.57 | 11.72 | 2.57 | 1.72 | 0.54 | 0.015 | 0.024 | 0.008 | Bal. |
| Layer Number | Current I (A) | Voltage U (V) | Scanning Speed V (cm·min−1) | Wire Feeding Speed WFS (m·min−1) | Linear Energy L (kJ·cm−1) |
|---|---|---|---|---|---|
| Layer 1 | 140 | 18.8 | 30 | 7.4 | 2.37 |
| Layer 2–30 | 60 |
| Sample | Ecorr/mV | Icorr/A/cm2 | Epitting/mV |
|---|---|---|---|
| bottom | −249 | 5.73 × 10−8 | 480 |
| mid | −198 | 4.69 × 10−8 | 519 |
| top | −257 | 6.54 × 10−8 | 316 |
| Sample | Rs (Ω·cm2) | CPE | Rt (Ω·cm2) |
|---|---|---|---|
| bottom | 36.40 | 4.689 × 10−5 | 2.942 × 105 |
| mid | 29.57 | 3.686 × 10−5 | 3.269 × 105 |
| top | 34.70 | 4.858 × 10−5 | 2.404 × 105 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, B.; Xue, J.; Ren, X. Wire Arc Deposition Additive Manufacturing and Experimental Study of 316L Stainless Steel by CMT + P Process. Metals 2020, 10, 1419. https://doi.org/10.3390/met10111419
Xie B, Xue J, Ren X. Wire Arc Deposition Additive Manufacturing and Experimental Study of 316L Stainless Steel by CMT + P Process. Metals. 2020; 10(11):1419. https://doi.org/10.3390/met10111419
Chicago/Turabian StyleXie, Bin, Jiaxiang Xue, and Xianghui Ren. 2020. "Wire Arc Deposition Additive Manufacturing and Experimental Study of 316L Stainless Steel by CMT + P Process" Metals 10, no. 11: 1419. https://doi.org/10.3390/met10111419
APA StyleXie, B., Xue, J., & Ren, X. (2020). Wire Arc Deposition Additive Manufacturing and Experimental Study of 316L Stainless Steel by CMT + P Process. Metals, 10(11), 1419. https://doi.org/10.3390/met10111419