Research Status and Prospect of Laser Impact Welding



Abstract
:1. Introduction
2. Laser Impact Welding Process
3. Microstructure of Laser Impact Welding Interface
3.1. Macroscopic Morphology of Laser Impact Welding Interface
3.2. Laser Impact Welding Interface Wave
- Bahrani and Black [34,35] first proposed the flyer flow penetration mechanism (caved mechanism), as shown in Figure 9. Since the stress generated by the impact is much greater than the yield strength of the material, this mechanism regards the flying stream as a fluid with a certain viscosity, and the target is a non-fluid ductile metal. It is believed that the initial impact of the flyer on the target will cause the target to sink and bulge with plastic deformation. The work hardening caused by deformation makes it more and more difficult for the target to deform, reaching the limit. After periodic action, a wavy interface formed.
- The Helmholz instability mechanism was proposed by Hunt et al. [36]. This mechanism regards the two metals under high-speed impact as fluids. During the impact and collision, the flyer and the target will have their own characteristics at the interface between the two. The tangential velocities u1 and u2 parallel to the interface, due to that the different properties of the two metals, the different driving forces they receive, and the reflection from the fixed surface of the target, cause the tangential velocities u1 and u2 to be inconsistent. As shown in Figure 10a, the speed difference between the two fluids at the interface position will cause small disturbances. This disturbance will cause the interface to instability and produce a wave-shaped interface. This wave-shaped cloud commonly found in nature is Kelvin–Helmholtz instability. They believe that a similar situation will also occur during the impact, so a wavy interface will be formed.
- The stress wave mechanism says that the impact wave generated by the release of energy and the various stress waves reflected from the target superimpose on the interface to produce interface waves as shown in Figure 10b [38,39]. At the collision between the flyer and the target, stress waves generated at the interface and propagate into both the flyer and the target. The higher the input laser energy, the stronger the stress waves are. The waves are reflected when they meet an interface/surface. Until now, no quantitative relationship was built between the wave characteristics and the stress waves. According to this mechanism, the size of the interface waveform is only related to the thickness of the weldment. However, the size of the waveform will be significantly different under different energy [24]. Therefore, this mechanism is not the main factor affecting the formation of the interface waveform.
- The vortex street mechanism is also called the vortex flow mechanism. Sherif [40] and Hay [41] drew on the principles of fluid mechanics and regarded the flyer and target as fluids. As shown in Figure 11, according to the vortex mechanism, when the fluid vortex encounters an obstacle, they will rotate in opposite directions from both sides of the obstacle to form a vortex line. Therefore, the flow of the flyer and the target will flow out during the impact welding process. Separation and convergence eventually form a wavy interface. However, in fact, the impact process is not blocked by obstacles.
3.3. Microstructure of Laser Impact Welding Interface
3.3.1. Interface with and without Transition Layer
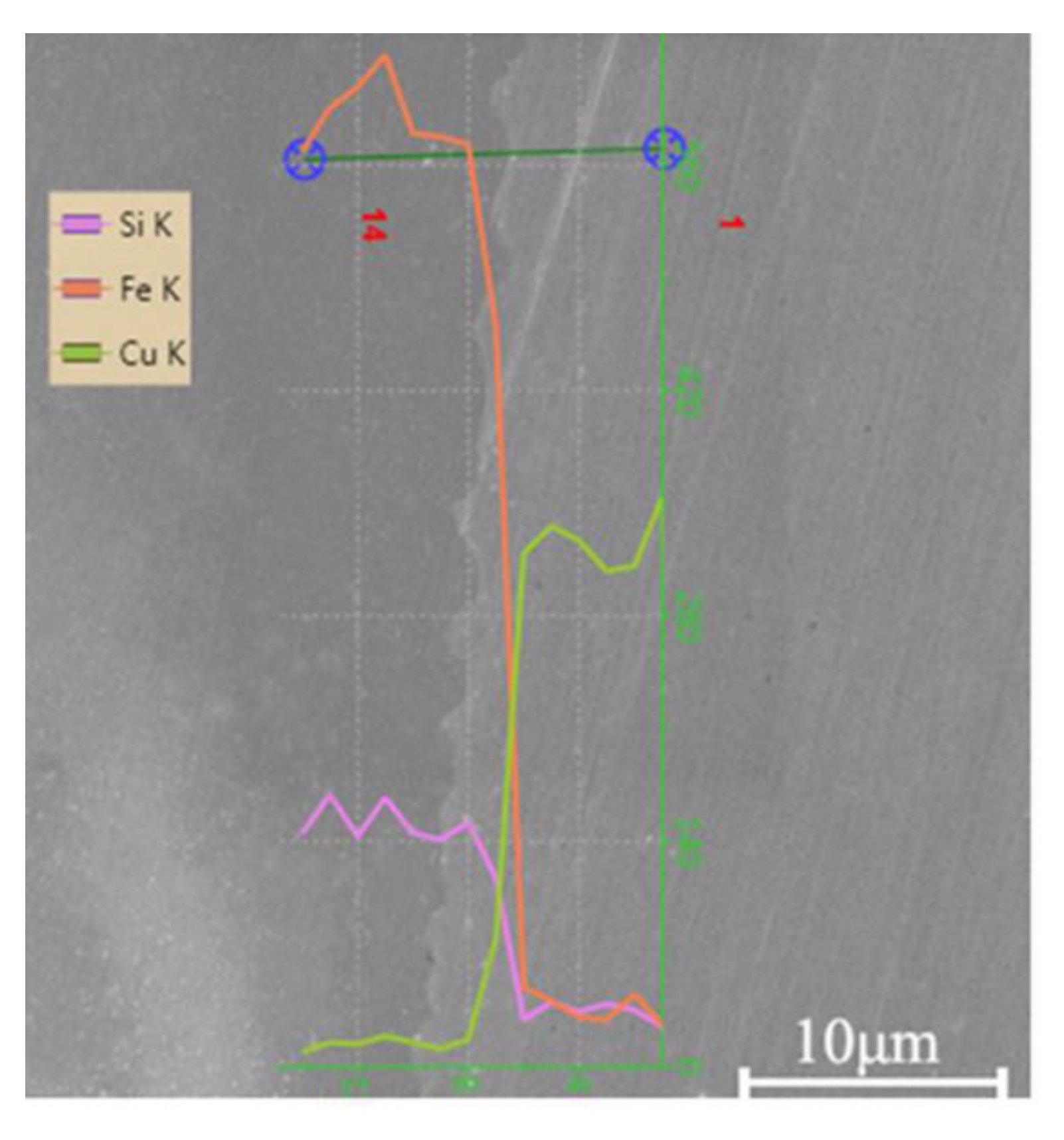
3.3.2. Laser Impact Welding Interface Diffusion and Intermetallic Compounds
4. Mechanical Properties of Laser Impact Welding Interface
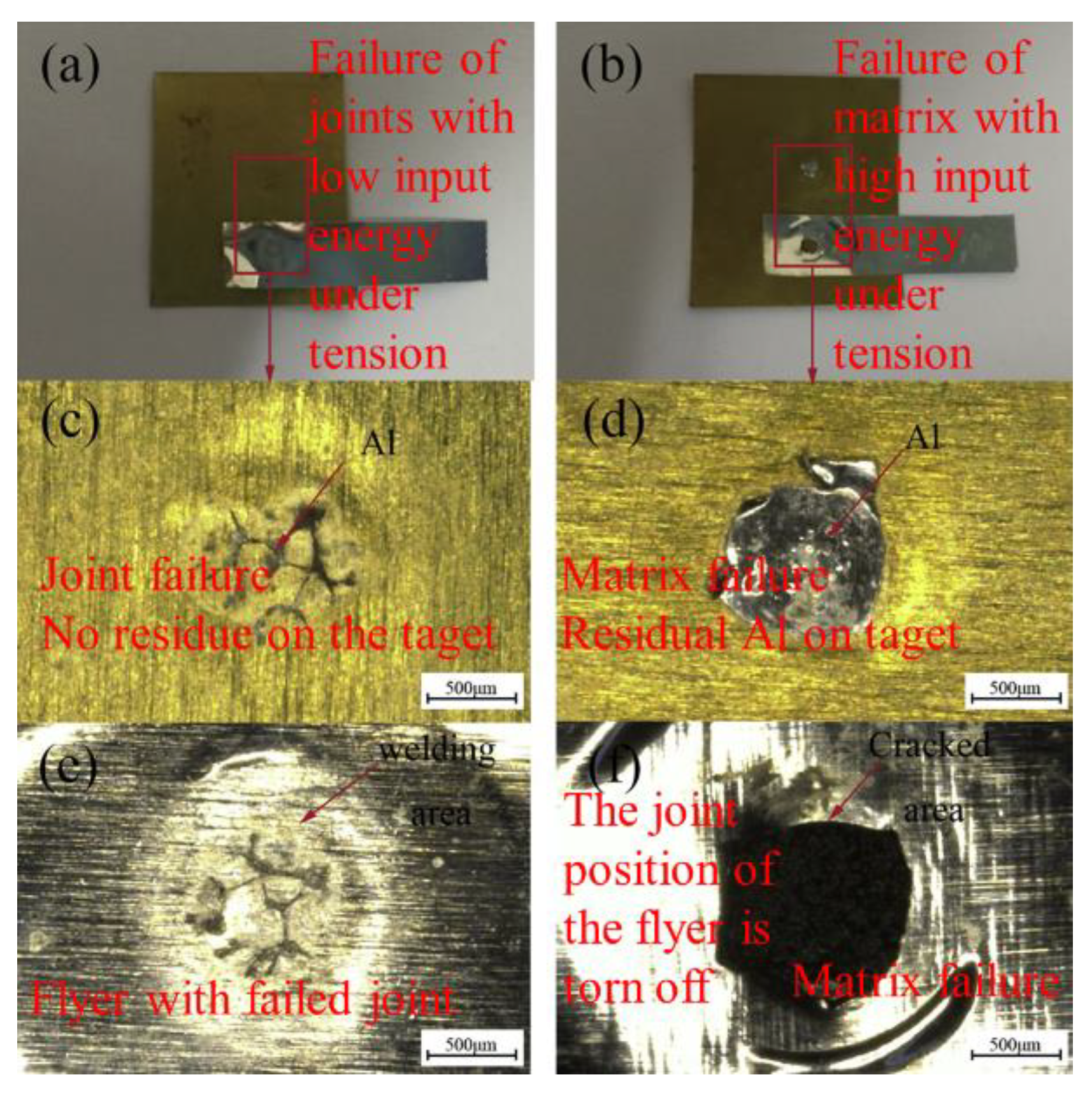
4.1. Laser Impact Welding Interface Strength
4.2. Interface Hardness of Laser Impact Welding
5. Conclusions and Prospects
- In the laboratory research stage, the development of laser impact welding technology has made great progress, realizing the joining between a variety of dissimilar materials, including the joining between amorphous and crystalline and multilayer composite materials. It shows that laser impact welding has a good application prospect in the joining of dissimilar materials.
- Laser impact welding still has problems such as the rebound of the flyer, the surface damage of the flyer, and the small welding area. It is necessary to use a higher energy laser to try a larger welding area and use a “buffer layer” to solve the problem of center spring back. Before industrial applications, it is necessary to further optimize the laser impact welding process and design evaluation standards for the performance of welded joints.
- The evolution of the microstructure of the laser impact welding interface is complex, the mechanism of interface atom diffusion is not clear, and the existence of micro-domain melting at the interface has not been confirmed. The discovery of the interface bonding mechanism requires more in-depth research on the atomic scale.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, H.; Gong, J.; Ma, Y.; Cui, J.; Li, M.; Wang, X. Investigation of novel laser shock hydroforming method on micro tube bulging. Opt. Lasers Eng. 2020, 129, 106073. [Google Scholar] [CrossRef]
- Chen, Y.; Nakata, K. Microstructural characterization and mechanical properties in friction stir welding of aluminum and titanium dissimilar alloys. Mater. Des. 2009, 30, 469–474. [Google Scholar] [CrossRef]
- Oliveira, J.; Schell, N.; Zhou, N.; Wood, L.; Benafan, O. Laser welding of precipitation strengthened Ni-rich NiTiHf high temperature shape memory alloys: Microstructure and mechanical properties. Mater. Des. 2019, 162, 229–234. [Google Scholar] [CrossRef]
- Oliveira, J.; Curado, T.; Zeng, Z.; Lopes, J.; Rossinyol, E.; Park, J.M.; Schell, N.; Fernandes, F.B.; Kim, H.S. Gas tungsten arc welding of as-rolled CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Wojewoda-Budka, J.; Chulist, R.; Sypien, A.; Korneva, A.; Szulc, Z.; Schell, N.; Zieba, P. Structural properties of Ti/Al clads manufactured by explosive welding and annealing. Mater. Des. 2016, 91, 80–89. [Google Scholar] [CrossRef]
- Arya, H.K.; Saxena, R.K.; Kumar, R. Effect of Heat Input on Residual Stress in Submerged Arc Welding; LAMBERT Academic Publishing: Rīgā, Latvia, 2014; ISBN 13: 978-3-659-66032-0. [Google Scholar]
- Ishigami, A.; Roy, M.; Walsh, J.N.; Withers, P.J. The effect of the weld fusion zone shape on residual stress in submerged arc welding. Int. J. Adv. Manuf. Technol. 2016, 90, 3451–3464. [Google Scholar] [CrossRef]
- Mehta, K.P.; Carlone, P.; Astarita, A.; Scherillo, F.; Rubino, F.; Vora, P. Conventional and cooling assisted friction stir welding of AA6061 and AZ31B alloys. Mater. Sci. Eng. A 2019, 759, 252–261. [Google Scholar] [CrossRef]
- Ni, Z.; Yang, J.; Gao, Z.; Hao, Y.; Chen, L.; Ye, F. Joint formation in ultrasonic spot welding of aluminum to copper and the effect of particle interlayer. J. Manuf. Process. 2020, 50, 57–67. [Google Scholar] [CrossRef]
- Mousavi, S.A.; Sartangi, P.F. Experimental investigation of explosive welding of cp-titanium/AISI 304 stainless steel. Mater. Des. 2009, 30, 459–468. [Google Scholar] [CrossRef]
- Pereira, D.; Oliveira, J.; Santos, T.; Miranda, R.; Lourenço, F.; Gumpinger, J.; Bellarosa, R. Aluminium to Carbon Fibre Reinforced Polymer tubes joints produced by magnetic pulse welding. Compos. Struct. 2019, 230, 111512. [Google Scholar] [CrossRef]
- Watanabe, T.; Takayama, H.; Yanagisawa, A. Joining of aluminum alloy to steel by friction stir welding. J. Mater. Process. Technol. 2006, 178, 342–349. [Google Scholar] [CrossRef]
- Wang, K.; Shriver, D.; Li, Y.; Banu, M.; Hu, S.; Xiao, G.; Arinez, J.; Fan, H.-T. Characterization of weld attributes in ultrasonic welding of short carbon fiber reinforced thermoplastic composites. J. Manuf. Process. 2017, 29, 124–132. [Google Scholar] [CrossRef]
- Daehn, G.S.; Lippold, J.C. Low-Temperature Spot Impact Welding Driven without Contact. WO/2009/111,774, 11 September 2009. [Google Scholar]
- Wu, A.; Song, Z.; Nakata, K.; Liao, J.; Zhou, L. Interface and properties of the friction stir welded joints of titanium alloy Ti6Al4V with aluminum alloy 6061. Mater. Des. 2015, 71, 85–92. [Google Scholar] [CrossRef]
- Lawrence, R.; Trott, W.M. Theoretical analysis of a pulsed-laser-driven hypervelocity flyer launcher. Int. J. Impact Eng. 1993, 14, 439–449. [Google Scholar] [CrossRef]
- Paisley, D.L. Laser-Driven Miniature Flyer Plates For Shock Initiation Of Secondary Explosives. In Proceedings of the American Physical Society Topical Conference on Shock Compression of Condensed Matter, Albuquerque, NM, USA, 14–17 August 1989. [Google Scholar]
- Wang, H.; Wang, Y. Characteristics of Flyer Velocity in Laser Impact Welding. Metals 2019, 9, 281. [Google Scholar] [CrossRef] [Green Version]
- Crossland, B. Explosive Welding of Metals and Its Application; Clarendon Press: Oxford, UK, 1982. [Google Scholar]
- Blazynski, T. Explosive Welding, Forming and Compaction; Springer: Dordrecht, The Netherland, 1983. [Google Scholar]
- Katzenstein, J. System and Method for Impact Welding by Magnetic Implosion. U.S. Patent 4,513,188, 23 April 1985. [Google Scholar]
- Daehn, G.S.; Lippold, J.; Liu, D.; Taber, G.; Wang, H. Laser impact welding—Process introduction and key variables. In Proceedings of the International Conference on High Speed Forming, Dortmund, Germany, 24–26 April 2012; Volume 2012. [Google Scholar]
- Szecket, A. Impact Welding. U.S. Patent 4,842,182, 27 June 1989. [Google Scholar]
- Wang, H.; Vivek, A.; Taber, G.; Daehn, G. Laser impact welding application in joining aluminum to titanium. J. Laser Appl. 2016, 28, 32002. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Y. High-Velocity Impact Welding Process: A Review. Metals 2019, 9, 144. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Taber, G.; Liu, D.; Hansen, S.; Chowdhury, E.; Terry, S.; Lippold, J.C.; Daehn, G.; Taber, G.A.; Hansen, S.R. Laser impact welding: Design of apparatus and parametric optimization. J. Manuf. Process. 2015, 19, 118–124. [Google Scholar] [CrossRef]
- Wang, X.; Shao, M.; Jin, H.; Tang, H.; Liu, H. Laser impact welding of aluminum to brass. J. Mater. Process. Technol. 2019, 269, 190–199. [Google Scholar] [CrossRef]
- Wang, X.; Tang, H.; Shao, M.; Jin, H.; Liu, H. Laser impact welding: Investigation on microstructure and mechanical properties of molybdenum-copper welding joint. Int. J. Refract. Met. Hard Mater. 2019, 80, 1–10. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, M. Numerical studies on explosive welding with ANFO by using a density adaptive SPH method. J. Manuf. Process. 2019, 41, 208–220. [Google Scholar] [CrossRef]
- Wang, X.; Li, F.; Huang, T.; Wang, X.; Liu, H. Experimental and numerical study on the laser shock welding of aluminum to stainless steel. Opt. Lasers Eng. 2019, 115, 74–85. [Google Scholar] [CrossRef]
- Liu, H.; Jin, H.; Shao, M.; Tang, H.; Wang, X. Investigation on Interface Morphology and Mechanical Properties of Three-Layer Laser Impact Welding of Cu/Al/Cu. Met. Mater. Trans. A 2018, 50, 1273–1282. [Google Scholar] [CrossRef]
- Sadeh, S.; Gleason, G.H.; Hatamleh, M.I.; Sunny, S.F.; Yu, H.; Malik, A.; Qian, D. Simulation and Experimental Comparison of Laser Impact Welding with a Plasma Pressure Model. Metals 2019, 9, 1196. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Babu, S.S.; Prothe, C.; Blakely, M.; Kwasegroch, J.; Laha, M.; Daehn, G.S. Application of high velocity impact welding at varied different length scales. J. Mater. Process. Technol. 2011, 211, 944–952. [Google Scholar] [CrossRef]
- Bahrani, A.S.; Black, T.J.; Crossland, B. The mechanics of wave formation in explosive welding. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1967, 296, 123–136. [Google Scholar] [CrossRef]
- Abrahamson, G.R. Permanent Periodic Surface Deformations Due to a Traveling Jet. J. Appl. Mech. 1961, 28, 519–528. [Google Scholar] [CrossRef]
- Hunt, J.N. Wave formation in explosive welding. Philos. Mag. 1968, 17, 669–680. [Google Scholar] [CrossRef]
- Ben-Artzy, A.; Stern, A.; Frage, N.; Shribman, V.; Sadot, O. Wave formation mechanism in magnetic pulse welding. Int. J. Impact Eng. 2010, 37, 397–404. [Google Scholar] [CrossRef]
- Godunov, S.; Deribas, A.; Zabrodin, A.; Kozin, N. Hydrodynamic effects in colliding solids. J. Comput. Phys. 1970, 5, 517–539. [Google Scholar] [CrossRef]
- Godunov, S.K.; Deribas, A.A.; Kozin, N.S. Wave formation in explosive welding. J. Appl. Mech. Tech. Phys. 1973, 12, 398–406. [Google Scholar] [CrossRef]
- Reid, S.R.; Sherif, N.H.S. Prediction of the Wavelength of Interface Waves in Symmetric Explosive Welding. J. Mech. Eng. Sci. 1976, 18, 87–94. [Google Scholar] [CrossRef]
- Kowalick, J.; Hay, D. A mechanism of explosive bonding. Metall. Trans. 1971, 2, 1953–1958. [Google Scholar] [CrossRef]
- Zhang, Z.; Feng, D.; Liu, M. Investigation of explosive welding through whole process modeling using a density adaptive SPH method. J. Manuf. Process. 2018, 35, 169–189. [Google Scholar] [CrossRef]
- Nassiri, A.; Abke, T.; Daehn, G. Investigation of melting phenomena in solid-state welding processes. Scr. Mater. 2019, 168, 61–66. [Google Scholar] [CrossRef]
- Göbel, G.; Kaspar, J.; Herrmannsdörfer, T.; Brenner, B.; Beyer, E. Insights into intermetallic phases on pulse welded dissimilar metal joints. In Proceedings of the 4th International Conference High Speed Form, Columbus, OH, USA, 9–10 March 2010. [Google Scholar] [CrossRef]
- Kore, S.D.; Imbert, J.; Worswick, M.J.; Zhou, Y. Electromagnetic impact welding of Mg to Al sheets. Sci. Technol. Weld. Join. 2009, 14, 549–553. [Google Scholar] [CrossRef]
- Stern, A.; Aizenshtein, M.; Moshe, G.; Cohen, S.R.; Frage, N. The Nature of Interfaces in Al-1050/Al-1050 and Al-1050/Mg-AZ31 Couples Joined by Magnetic Pulse Welding (MPW). J. Mater. Eng. Perform. 2013, 22, 2098–2103. [Google Scholar] [CrossRef]
- Stern, A.; Shribman, V.; Ben-Artzy, A.; Aizenshtein, M. Interface Phenomena and Bonding Mechanism in Magnetic Pulse Welding. J. Mater. Eng. Perform. 2014, 23, 3449–3458. [Google Scholar] [CrossRef]
- Marya, M.; Marya, S.; Priem, D. On The Characteristics of Electromagnetic Welds Between Aluminium and other Metals and Alloys. Weld. World 2005, 49, 74–84. [Google Scholar] [CrossRef]
- Sridharan, N.; Poplawsky, J.D.; Vivek, A.; Bhattacharya, A.; Guo, W.; Meyer, H.; Mao, Y.; Lee, T.; Daehn, G. Cascading microstructures in aluminum-steel interfaces created by impact welding. Mater. Charact. 2019, 151, 119–128. [Google Scholar] [CrossRef]
- Wang, H.; Liu, D.; Lippold, J.C.; Daehn, G.S. Laser impact welding for joining similar and dissimilar metal combinations with various target configurations. J. Mater. Process. Technol. 2020, 278, 116498. [Google Scholar] [CrossRef]
- Akbari, M.; Behnagh, R.A. Dissimilar Friction-Stir Lap Joining of 5083 Aluminum Alloy to CuZn34 Brass. Met. Mater. Trans. A 2012, 43, 1177–1186. [Google Scholar] [CrossRef]
- Wang, X.; Luo, Y.; Huang, T.; Liu, H. Experimental Investigation on Laser Impact Welding of Fe-Based Amorphous Alloys to Crystalline Copper. Materials 2017, 10, 523. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.Y.; Wu, Z.W.; Liu, K.X.; Li, X.J.; Luo, N.; Lu, G.X. Atomic diffusion behavior in Cu-Al explosive welding process. J. Appl. Phys. 2013, 113, 044901. [Google Scholar] [CrossRef]
- Luo, N.; Shen, T.; Junxiang, X. Diffusion Mechanism of Explosive Welding Interface Between Memory Alloy Ni 50 Ti 50 and Cu. Xiyou Jinshu Cailiao Yu Gongcheng Rare Met. Mater. Eng. 2018, 47, 3238–3242. [Google Scholar]
- Zhang, Y.; Babu, S.; Daehn, G. Interfacial ultrafine-grained structures on aluminum alloy 6061 joint and copper alloy 110 joint fabricated by magnetic pulse welding. J. Mater. Sci. 2010, 45, 4645–4651. [Google Scholar] [CrossRef]
- Lee, K.-J.; Kumai, S.; Arai, T.; Aizawa, T. Interfacial microstructure and strength of steel/aluminum alloy lap joint fabricated by magnetic pressure seam welding. Mater. Sci. Eng. A 2007, 471, 95–101. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weldment Combination Parameters | Influence of Impact Welding |
|---|---|
| Confinement layer | The higher the hardness, the greater the reaction force on the flyer, and the higher the impact speed under the same energy; but when the hardness of the confinement layer is high, the toughness is poor, and the service life is shorter in the continuous high-speed impact service environment. Currently, the commonly used material is polycarbonate and high light transmission glass |
| Binder | Liquid super glue has high performance and can reach the highest speed, but it is difficult to spread evenly; solid double-sided glue spreads evenly, but it will lose a certain amount of energy due to self-adhesion. Therefore, its impact speed is lower than that of liquid super glue. |
| Ablative layer | The ablation layer is excited by the laser to form plasma to accelerate the flyer. The stronger its ability to absorb laser energy, the more plasma formed, and the higher the conversion efficiency of light energy to kinetic energy. Currently, black spray paint is commonly used |
| Thickness of flyer | The thicker the flyer, the larger the mass and the smaller the impact speed; however, as the thickness increases, the thickness of the welded joint becomes larger, thereby improving the joint strength |
| Preset flying distance | The laser-driven flyer flight is a variable speed process. First, it accelerates and then decelerates. Under certain conditions, there is an optimal position for the highest impact velocity. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Wang, H.; Zhou, H.; Zheng, W.; Xu, A. Research Status and Prospect of Laser Impact Welding. Metals 2020, 10, 1444. https://doi.org/10.3390/met10111444
Wang K, Wang H, Zhou H, Zheng W, Xu A. Research Status and Prospect of Laser Impact Welding. Metals. 2020; 10(11):1444. https://doi.org/10.3390/met10111444
Chicago/Turabian StyleWang, Kangnian, Huimin Wang, Hongyu Zhou, Wenyue Zheng, and Aijun Xu. 2020. "Research Status and Prospect of Laser Impact Welding" Metals 10, no. 11: 1444. https://doi.org/10.3390/met10111444
APA StyleWang, K., Wang, H., Zhou, H., Zheng, W., & Xu, A. (2020). Research Status and Prospect of Laser Impact Welding. Metals, 10(11), 1444. https://doi.org/10.3390/met10111444