1. Introduction
Analysis of modern aircraft designs shows that about 50%–60% of the parts that form the outer contour of the product and parts of the inner set can be manufactured in monolithic structures by various methods of additive manufacturing [
1,
2,
3,
4,
5]. The labor intensity of manufacturing parts from metal powders under conditions of mass production will not exceed 35%–60% of the total labor intensity of their production from deformable materials in the form of prefabricated structures, which creates a significant economic effect [
6].
Such laser powder bed fusion factors like laser power, beam spot size, laser beam profile, scanning speed, strategy and hatch distance, powder particle shape, and morphology characteristics (bulk density of the powder in a layer that also depends on the way of leveling), in combination, affect not only surface quality, but also the main physical, mechanical, and exploitation properties [
7,
8,
9,
10,
11]. Regardless of all the research attempts optimizing the factors, the surface quality of the produced parts and physical, mechanical, and exploitation properties stayed under the required level for the real industrial applications and were reported multiple times [
12,
13,
14,
15,
16].
The main problem of surface quality is the natural waviness of the produced surface and unmelted granules trapped in the molten pool [
17,
18,
19,
20,
21] that are especially important for inner cavities of complex geometrical products since it can reduce the functionality of the surfaces—their wear resistance in friction pairs that strongly depend on submicron roughness [
22,
23,
24,
25]. The impossibility of polishing inner and complex-profile areas by most known and widespread post-processing methods hampers additive manufacturing’s widespread and consequent transfer to the sixth technological paradigm [
26,
27,
28,
29] that determines the relevance of developing scientific and technological principles of finishing of the parts obtained with the laser powder bed fusion method.
One of the most popular is mechanical polishing, which strongly depends on the size of the used abrasive, retains quite typical traces of abrasive wear, and provides one of the best polishing effects, but makes it impossible for the application to the inner cavities of the complex shaped parts of real production [
30,
31,
32]. Creation of the specified polishing tools to achieve inner cavities handsomely hampered by the typical irregular topology of obtained surfaces, has difficulties in control of even geometry, and remains a labor-intensive task [
14,
15,
16,
33]. The method of laser-plasma polishing occurs in a metal vapor that prevents oxidation, has the local impact of the laser beam of a relatively small laser spot [
34,
35,
36], has a severe problem similar to the mechanical polishing methods related to the linear nature of coherent light propagation that is blocked for inner cavities by the geometry of the complex part. The same problem can be detected during high-current pulsed electron beams polishing, allowing almost the eliminating of porosity and reducing the roughness parameter
Ra from tens to several micrometers [
37,
38,
39]. Besides, it does not reduce the roughness parameter
Ra of less than 1 µm when actual mechanical polishing allows the roughness parameter
Ra reduction up to approximately 0.04 µm that corresponds to the highest class of surface cleanliness [
40,
41].
Electrochemical etching is of the disadvantages of beam methods, allowing the finishing of complex parts up to the roughness parameter
Ra of ~0.04 µm. However, using a specified electrolyte for each material has a potential threat to the environment and hampers its widespread use for additive manufactured parts, which remains one of the most meaningful methods for a large field of applications [
42,
43].
One of the most promising post-processing methods for the surface treatment of complex-shaped parts remains underestimated—processing in a gas discharge plasma [
44,
45,
46]. It is free of the inability to process inner cavities and channels of the part with the most sophisticated geometry. Explosive ablation of surface protrusions, polishing with a concentrated beam of fast neutral argon atoms at a large angle of incidence, surface coating deposition upon sputtering with argon ions of solid magnetron targets, and/or evaporation of a liquid metal magnetron target heated by ions allows reduction of the roughness parameter
Ra to 0.1–0.2 μm with a decrease in pulse width to 1.5 ns. It cannot be considered an example of protrusion removal on the part of the surface immersed in a plasma due to explosive ablation when high-voltage pulses are applied. However, there are still a few works searching for the method’s full potential for additive manufacturing.
Ultrasonic and vibratory finishing is known as mechanical surface treatment methods based on the complex mechanical nature of the action and is considered as a traditional alternative for post-processing methods requiring the setup of a sophisticated unit [
47,
48,
49,
50,
51,
52], that can be a strong preference in the conditions of aircraft part production. Another advantage is processing more large-scale functional parts with an overall size of more than 100 mm. An important feature of ultrasonic liquid finishing is that the working bodies are cavitation cavities that arise in a liquid under the action of ultrasonic vibrations, which makes it possible to process surfaces of any complexity. At present, there are no actual results of the experiments on the successful use of ultrasonic treatment to reduce the roughness of laser additively manufactured parts, developed recommendations, and strong mathematical support, especially for the parts made of structural anti-corrosion steels of austenitic and martensitic class that stay traditionally under the demand of the real production.
The same problem is related to the research of heat treatment effect on the physical and mechanical properties of the laser additively manufactured parts produced from anti-corrosion steel and their effect on the samples’ wear resistance since most of the work is devoted to the quite well-known cast parts [
53,
54]. However, laser additively manufactured steel parts have other problems. Since they were already heat-treated and remelted multiple times with a laser beam, they should not be additionally quenched to improve their hardness, but they remain with the strong anisotropy of the properties that can be reduced with a developed complex of the post-treatment based on traditional approaches (low tempering at 240 °C in air, at 680 °C in oil, annealing at 760 °C in air) that needs an experimental approval.
In this regard, the work investigated the prospects for using ultrasound post-processing methods to improve the surface quality parameters, topology and the effect of various heat-treatment methods on the physical and mechanical properties of produced samples compared to the cast parts’ wear resistance.
The scientific novelty of the work is in researching post-processing methods, including heat treatment (tempering and annealing) and polishing methods based on mechanical nature (ultrasonic cavitation finishing and vibratory tumbling) and their modes, including mathematical support, for additively manufactured parts from corrosion-resistance steels for the aircraft industry and their influence on mechanical properties and surface roughness of the complex-shaped parts.
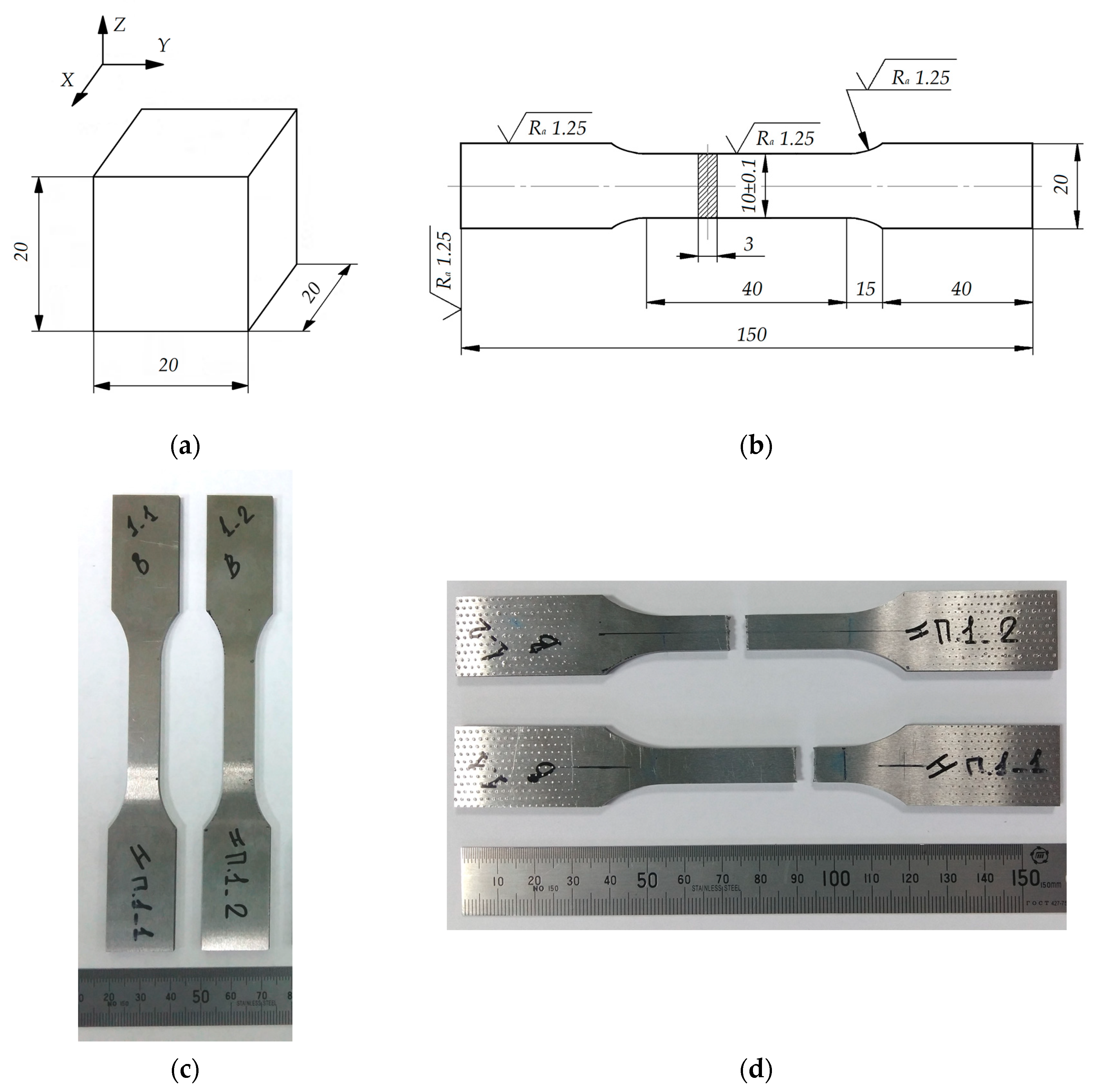
The purpose of the work is to determine the effect of post-processing modes on the hardness, resistance to abrasive wear, surface roughness parameters (arithmetic mean deviation (Ra), ten-point height (Rz), and maximum peak-to-valley height (Rtm)) of additively manufactured parts produced by the laser powder bed fusion method to ensure the required properties of aircraft parts made of corrosion-resistant steels of austenitic and martensitic classes.
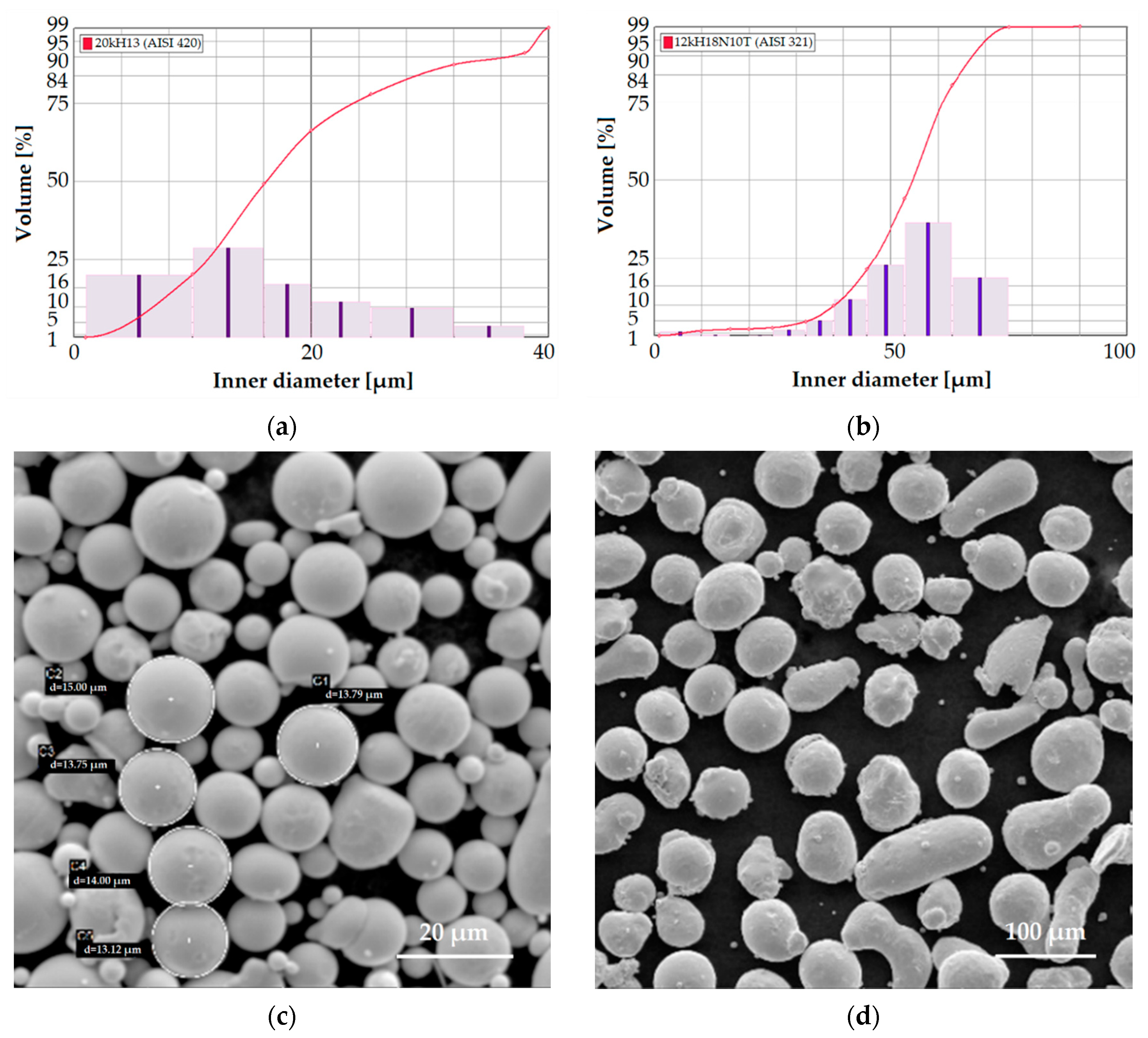
The results obtained for 20kH13 (DIN 1.4021, X20Cr13, AISI 420) steel are required for a quarter-turn lock mechanism of the aircraft that includes a pin, washer, and sleeve. Since the parts of the lock mechanism are with a diameter of 11 mm, a height of 7 mm, and are complex shaped, the traditional production route is rather laborious and complicated when the application of the laser powder bed fusion method for its production simplifies the operational way without loss of the part exploitation properties. The material of the washer should be wear-resistant since there are friction surfaces between the two parts. The material should differ in strength from the pin material by 20%, which should provide no sticking effect between the parts; the strength of the lock pin is not less than 1300 MPa. The required hardness is not less than 42 HRC, the density is not less than 7.7 g·cm−3, and roughness parameter Ra is less than 3.2 μm.
Another airplane part made of 12kH18N9T (DIN 1.4541, X10CrNiTi18-10, AISI 321) that requires experimental data is an air intake grille module steel, which is an responsible element for protecting the air intake duct from the objects entering it and is an obstacle to the air intake to the engine with overall dimensions of 180 mm × 100 mm × 30 mm with the minimal thickness of the inclined wall of 0.3 mm. The part should be produced following quality requirements: tensile strength is not less than for a standard semi-finished product with a density of less than 7.9 g·cm
−3, roughness parameter
Ra of less than 6.3 µm. The traditionally produced grille modules are characterized by significant labor intensity. Their manufacturing path includes many operational steps—cutting, bending, manual assembly of almost seventy parts, welding, soldering, etc. Its direct laser manufacturing from the powder takes the production to a new level [
55,
56,
57,
58].
2. Materials and Methods
2.3. Surface Morphology
The reduction of the roughness of the finished products was carried out by two methods of ultrasonic processing—cavitation-abrasive finishing and vibratory tumbling in water. It should be noted that dry vibratory tumbling is forbidden in many countries by sanitary norms and rules of production due to destructive action of the ceramic dust on human health (silicosis) [
63].
Effects of a mechanical nature exert the most significant influence on the processing in liquid during ultrasonic cavitation abrasive finishing: cavitation, variable sound pressure, radiation pressure, acoustic streams of various scales, sound capillary effect. The introduction of ultrasonic vibrations into a liquid is an effective way of complex-shaped part processing with the internal cavities [
44,
45,
46,
64,
65,
66]. The method’s effectiveness is due to many specific effects arising in a liquid technological medium under the influence of vibrations [
67]. An acoustic pressure arises when ultrasound passes through a liquid as follows:
where
PA is a maximal amplitude of acoustic pressure (Pa);
f is oscillation frequency (Hz);
t refers to the propagating (collapse) time (s) [
68,
69]:
where
Rmax is the radius of the cavity at the start of the collapse (m);
ρ is the medium density (kg·m
3);
Pm is the medium pressure at the time of collapse (Pa); or [
70]
where
Ph is the hydrostatic pressure surrounding the cavity (Pa). The maximum pressure developed in bubble
:
where
Pvg is pressure inside the cavity (of vapor-gas mixture) at maximum radius
Rmax (in the bubble at its maximum size, pressure at the initial stage) (Pa);
γ is the polytropic index (exponent) for the gas mixture that is equal to the adiabatic exponent for the adiabatic process following Poisson’s equation:
where
V is the volume (m
3), and
:
where
and
are heat capacity of gas at constant pressure and at constant volume, correspondingly. If:
and
C is heat capacity of gas in the given process, then, for adiabatic process:
The polytropic exponent γ determines the gas state in the cavity and is in the range of 1–1.33.
The amplitude can be presented by acoustic force
FA and system stiffness
ka:
At the same time, the stiffness of the system is determined by its mass:
where
T is a period of natural oscillations [s]; or by cross-sectional area perpendicular to the line of the force application, Young’s modulus and length of an element:
Because of the periodic action of tensile and compressive forces in the liquid, cavitation occurs. It consists of discontinuities in the continuity of the liquid with the subsequent collapse of these cavities. A feature of cavitation in the processing of solids is transforming a relatively low energy density of the sound field into a high density of local impulse action when cavitation bubbles collapse. Thus, if we consider the process of bubble collapse to be adiabatic, then the pressure inside is determined by expression:
or
where
is a maximum bubble radius at the initial stage of collapse (m);
is a minimum bubble radius at the end of the collapse (mm). The maximum pressure is determined by the ratio
. The results of classical studies [
71,
72,
73] show that during the stretching period of the liquid
exceeds the radius of the cavitation nucleus by 100–300 times, and the pressures
can reach up to
(Pa) at the stage of the collapse of the cavitation bubble, which causes plastic deformation of the solid surface and local destruction of the surface (erosion) when specific pressures are exceeded.
The second effect that determines the efficiency of ultrasonic liquid treatment is acoustic flows, the role of which is in the transfer and distribution of cavitation bubbles over the sound volume, which is especially important for the treatment of complex-profile surfaces. The nature of acoustic flows primarily depends on the mode of ultrasonic treatment, determined by the amplitude of oscillations of the end of the radiator
Sm. Thus, large-scale acoustic flows are virtually absent at low-amplitude processing mode (
Sm < 10–12 μm for water), and random sections of the sound volume are involved in cavitation. The transition to a high-amplitude mode (
Sm > 10–12 μm) is abrupt and is explained by the strong absorption of acoustic energy during the development of the cavitation region at the end surface of the radiator [
74], as a result of which directional hydrodynamic flows are formed, which carry out an active transfer of bubbles from the radiation surface to the treated surface. Formed flows lead to the formation of a stable cavitation area. The height of this area characterizes the depth of penetration of the cavitating liquid flow into the treated volume and depends on the amplitude of vibrations and the absorbing capacity of the process medium:
where
ρ is medium density (kg·cm
−3);
c is the speed of sound in a medium (m·s
−1);
is the viscosity of a fluid (Pa·s); θ is a coefficient of thermal conductivity of a material (W·(m⋅K)
−1);
Cv is the molar heat capacity at constant volume (J⋅(K⋅mol)
−1).
One of the methods for intensifying the solids’ ultrasonic treatment is adding the abrasive powder to the working fluid—cavitation-abrasive finishing. The addition of insoluble abrasive particles to the sonicated liquid leads to a significant change in the processing. The presence of inhomogeneities in the technological liquid medium leads to a decrease in the liquid’s cavitation strength and an increase in the number of cavitation centers, which increases the volume of the effective cavitation region. The mechanism of the effect of cavitation-abrasive finishing on the surface of the product is based as well on the micro-cutting action of abrasive particles, which acquire acceleration due to impulse transmission from shock waves’ large-scale acoustic currents.
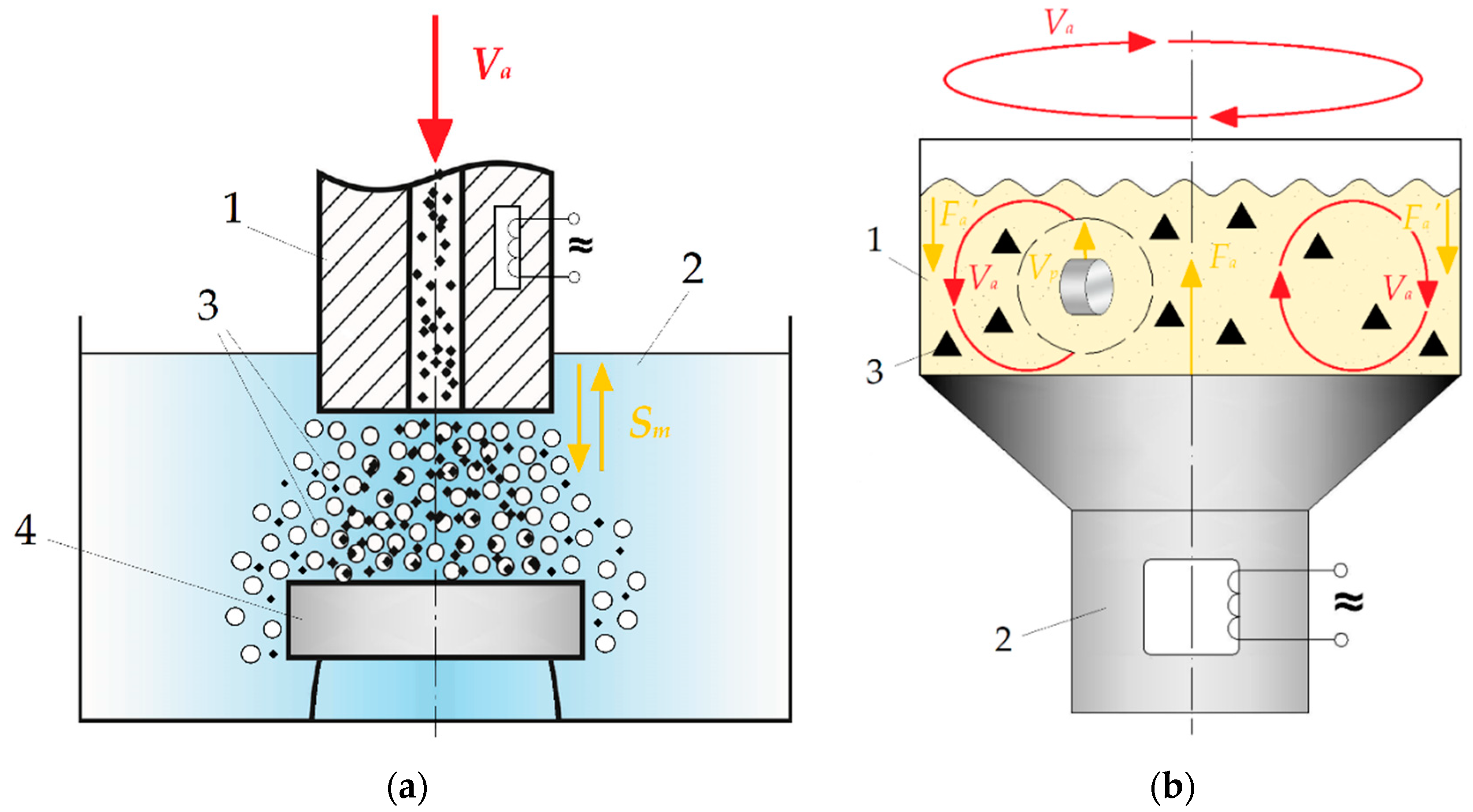
The ultrasonic cavitation-abrasive finishing was carried out on a half-wave magnetostrictive oscillatory system powered by a UZG 2.0/22 generator (JSK “Ultra-resonance”, Yekaterinburg, Russia) (
Figure 3a). An ultrasonic emitter of a rod three-half-wave magnetostrictive oscillatory system was immersed in water at a distance of 20 mm from the end face to the workpiece. The processing was carried out with the following parameters: the vibration frequency
f = 21,000 Hz, the vibration amplitude of the end face of the emitter
Sm = 20 μm, and the processing time
t = 120 s. During processing, the ultrasonic generator was operated in the automatic frequency control mode to maintain resonance conditions.
The sample was placed in a radiator, on the bottom of which a layer of Elbor-R abrasive cubic boron nitride (β-BN) powder (JSC SPC “Abrasives and Grinding”, Saint-Petersburg, Russia) of 2 mm thick was poured. An axial channel was made in the radiator to ensure the supply of abrasive powder (Elbor-R) to the cavitation zone. The optimal processing parameters were determined based on preliminary studies.
The vibratory tumbling was carried out while moving products and abrasive grains relative to each other in a vibrating container of an 80 L ZHM-80A vibratory tumbler finishing machine planetary drum type (Shengxiang, Zhejiang, China); a filler SCT VFC 10 mm × 10 mm ceramics prism gray (tumbling body) (CFT, Moscow, Russia) made of ceramics with 30% of silicon abrasive with a smooth surface (
Figure 3b). The processing was carried out in the following modes: a vibration frequency of 50 Hz, a filler weight of 50 kg, an operating time of 20.5 h, and an engine speed of 1440 rpm. The harmonic vibration amplitude was 6–7 mm.
2.4. Characterization
The dispersed (granulo- and morphometric) composition of the powders was determined on an optical particle shape analyzer 500NANO (Occhio, Liege, Belgium) using static image analysis according to ISO 13322-1: 2014. A scanning electron microscope VEGA 3 LMH 1,000,000× (Tescan, Brno, Czech Republic) determined particle morphology, real-time chemical analysis, and topology of the samples (with a surface inclination up to 30°).
An Empyrean diffractometer Series 2 (PANalytical, Almelo, The Netherlands) ranging from 25° to 70° carried out XRD measurements using monochromatic CuKα radiation (λ = 1.5405981 Å) working at 60 kV and 30 mA in a step-scanning mode from 25° to 70° with a step size of 0.05° and a scan speed of 0.06°/min. The phase composition was analyzed using the PANalytical High Score Plus software and ICCD PDF-2 database. To conduct a quantitative phase analysis, the spectrum fitting method (Rietveld method) was used.
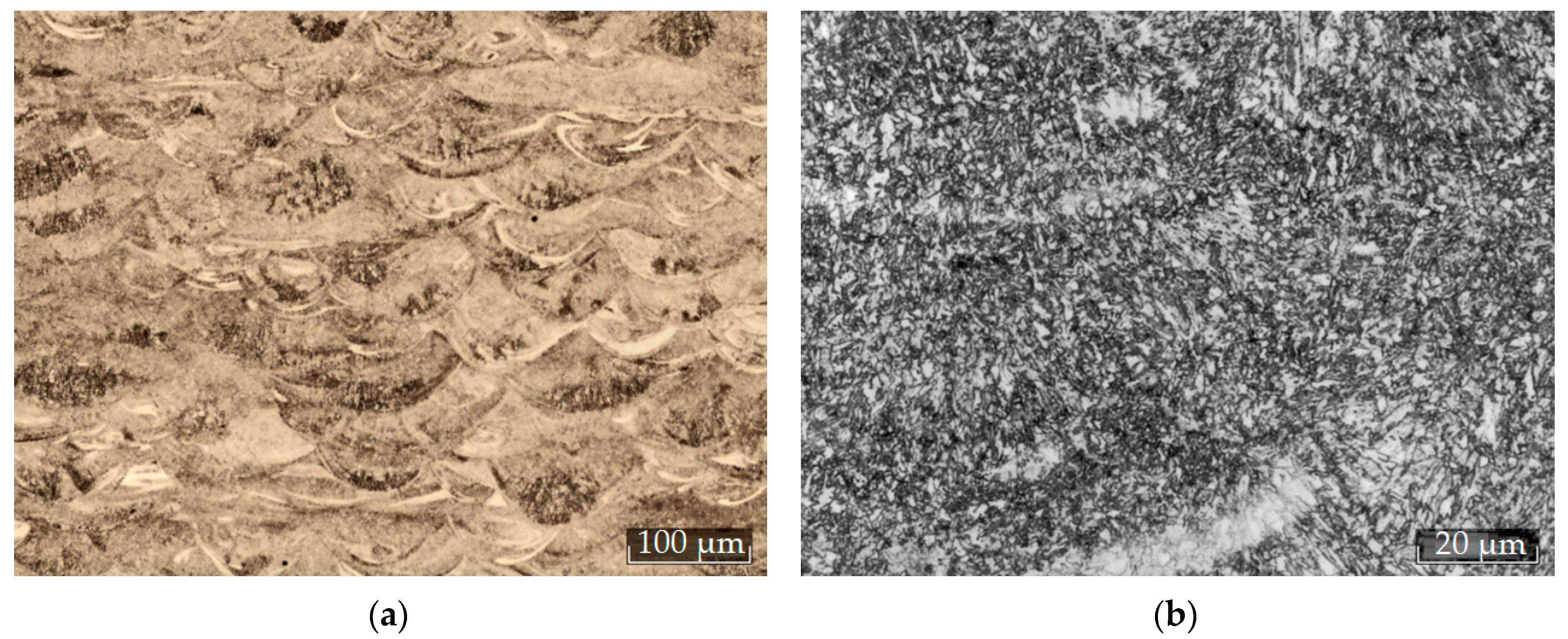
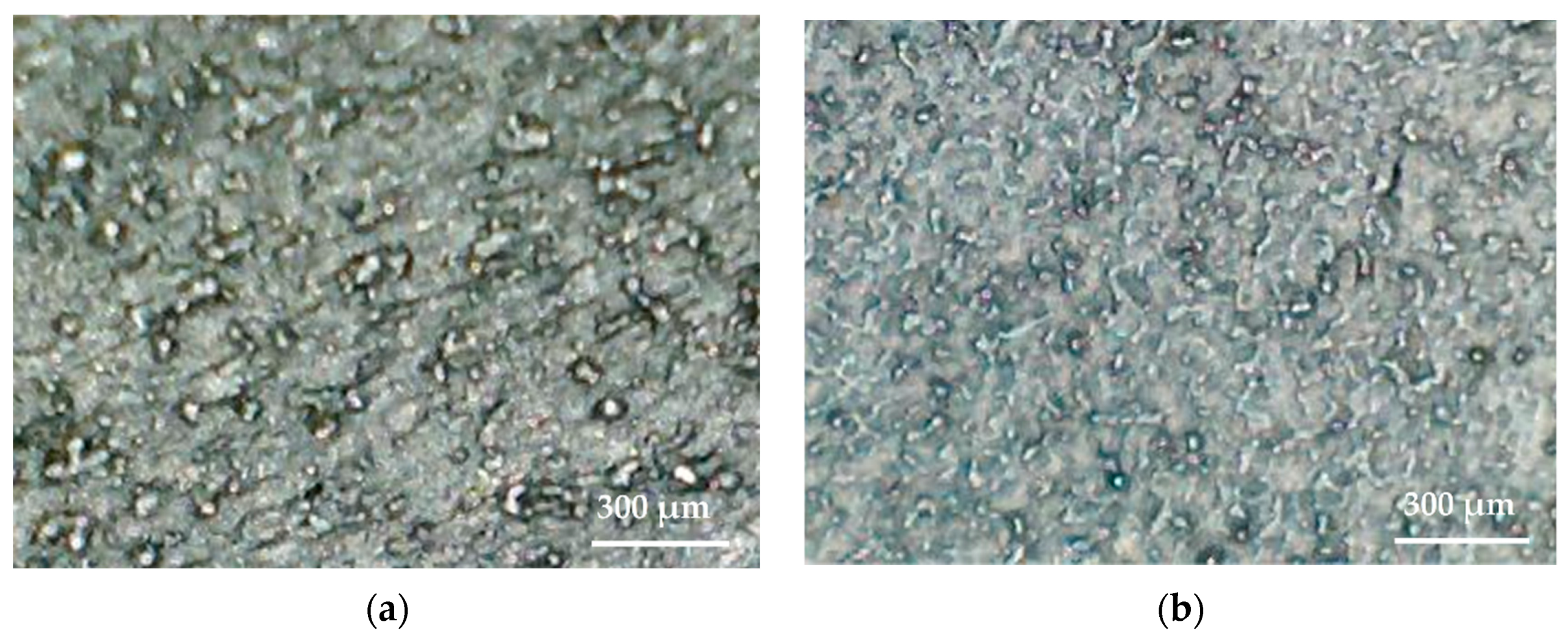
The microstructure and microrelief of the steel surface were studied using an Axio Observer D1m optical microscope (Carl Zeiss Microscopy GmbH, Kelsterbach, Germany) and a Phenom ProX scanning electron microscope following GOST 5639-82, GOST 1583-93 developed by the Euro-Asian Council for Standardization, Metrology, and Certification (EASC).
The measurements of the geometric parameters of the samples were carried out on a ScopeCheck MB multi-sensor coordinate measuring machine for high-precision measurements of large workpieces (Werth Messtechnik GmbH, Giessen, Germany).
The density of the samples
ρ was determined by hydrostatic weighing in distilled water using Archimedes’ principle and compared with the theoretical values by an XP504 laboratory balance (Mettler Toledo, Columbus, OH, USA) with an accuracy of 0.001 g·cm
−3 [
75,
76].
Gas porosity was estimated on panoramic images with an area of 4 mm2 (GOST 1583-93) using the Axio Observer D1m optical microscope; image processing including evaluation of the volume fraction of pores, the size distribution, and total porosity score was performed by a Thixomet Pro software (Thixomet, Saint Petersburg, Russia).
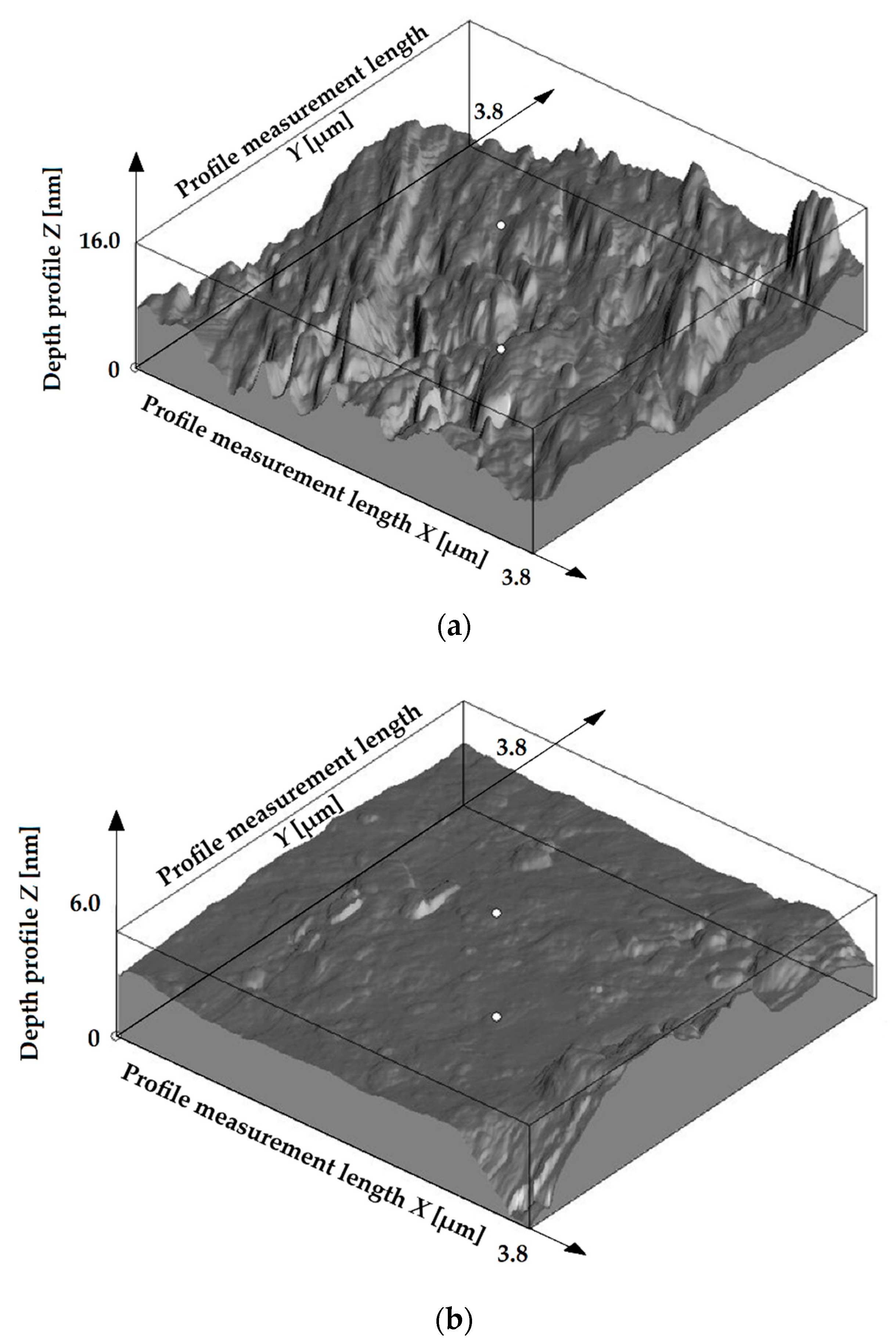
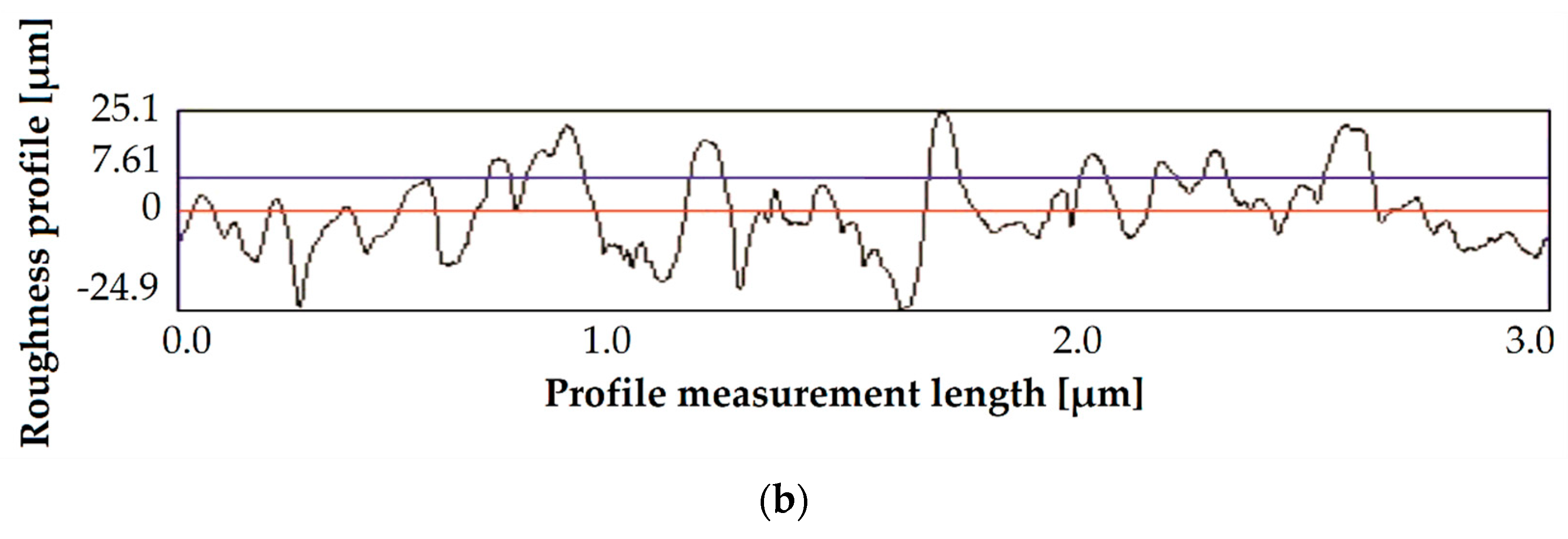
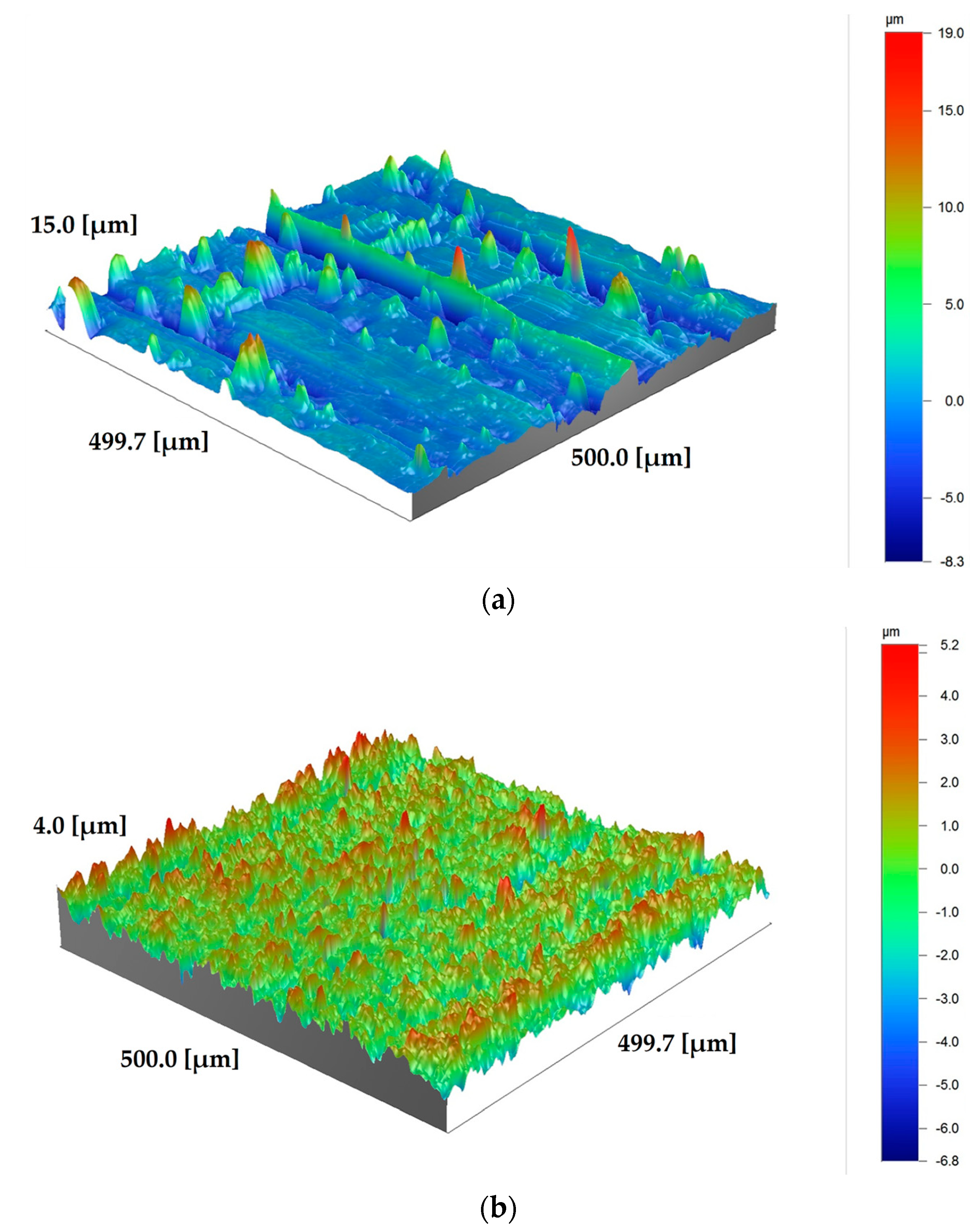
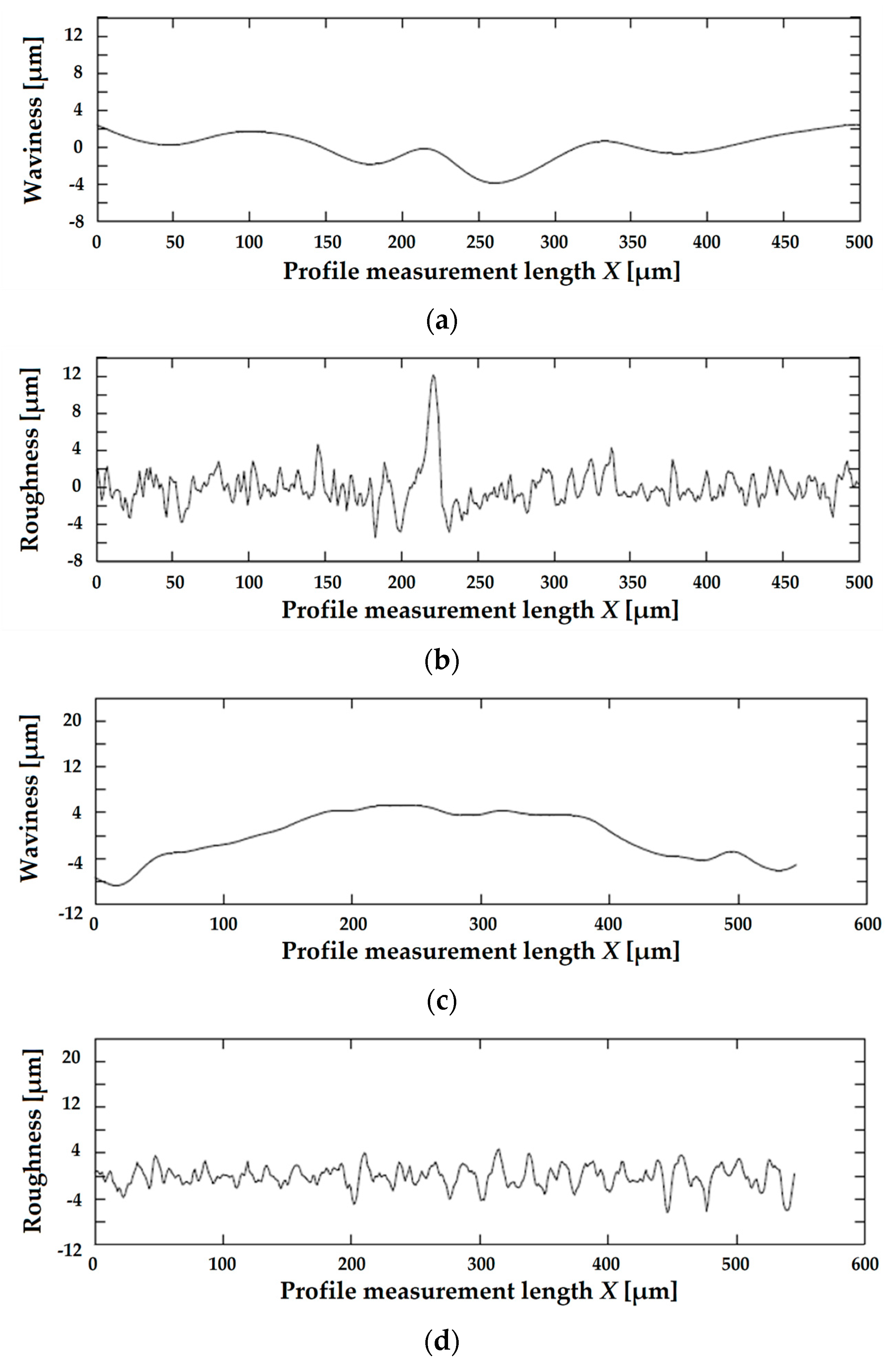
The following roughness parameters were evaluated during experiments according to EN ISO 4287:1997—arithmetic mean deviation (Ra), ten-point height (Rz), maximum peak-to-valley height (Rtm). The roughness was controlled by a high-precision profilometer, Hommel Tester T8000 (Jenoptik GmbH, Villingen-Schwenningen, Germany), by a Dektak XT stylus profilometer (Bruker Nano, Inc., Billerica, MA, USA) with a vertical accuracy of 5 Å (0.5 nm) and a tip radius of 12.5 µm, and by atomic force microscopy using a SMM-2000 multimicroscope (JSC “Plant PROTON” (MIET), Moscow, Zelenograd, Russia). Determination of submicro-roughness parameters was carried out by scanning by the constant height method, based on maintaining a constant distance between the cantilever and the sample.
All cross-sections of the samples were polished down to 1 µm using an ATM Machine Tools sampling equipment (ATM Machine Tools Ltd., Wokingham, UK).
Tensile tests under the application of static loads were carried out by a 5989 Universal Testing System (Instron ITW Company, Norwood, MA, USA) with a force of up to 600 kN at room temperature following GOST 1497-87. Three millimeter thick and ten millimeter width proportional flat specimens were produced for tests following GOST 11701-84.
A Wilson Tukon 2500 Automated Knoop/Vickers Hardness Tester (Instron ITW Company, Norwood, MA, USA) determined Vickers microhardness following GOST R ISO 6507-1-2007. A 574T Series Wilson Rockwell Hardness Tester (Instron ITW Company, Norwood, MA, USA) determined Rockwell’s hardness following GOST 9013-59.
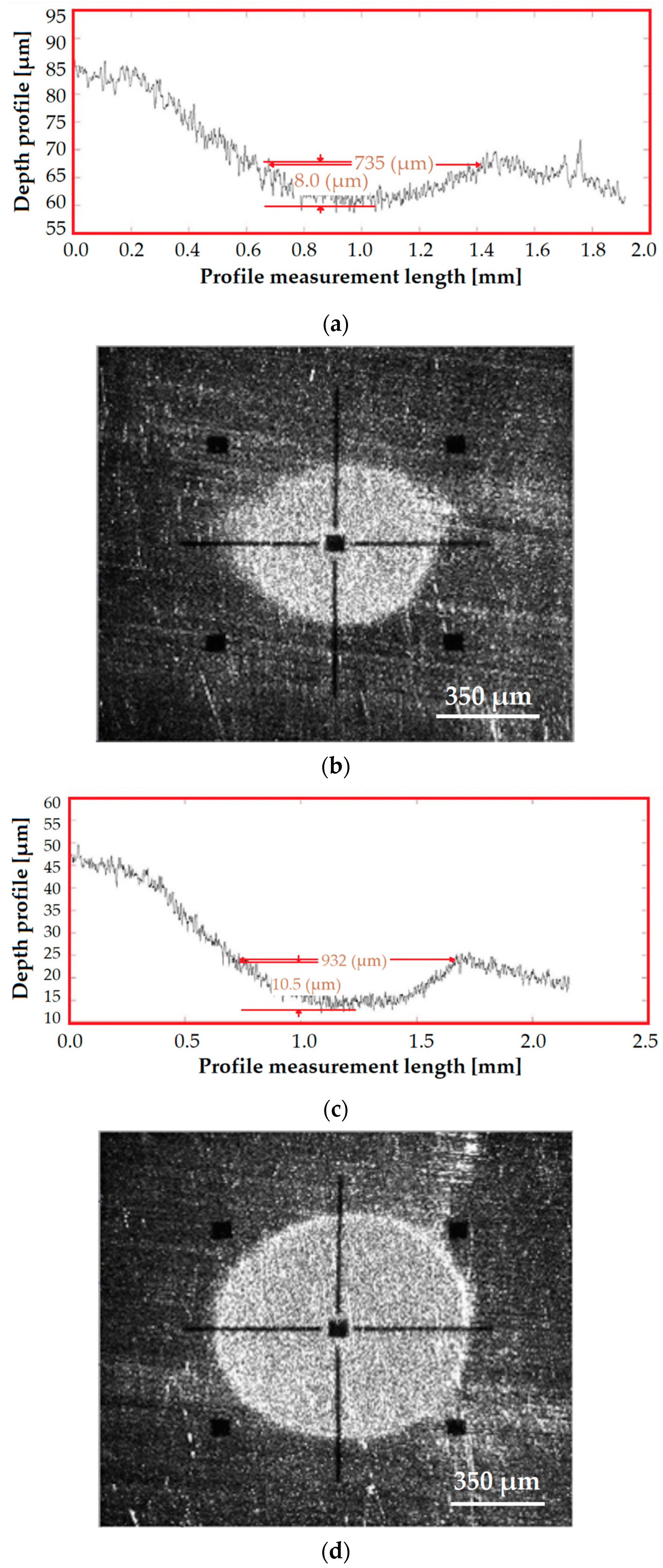
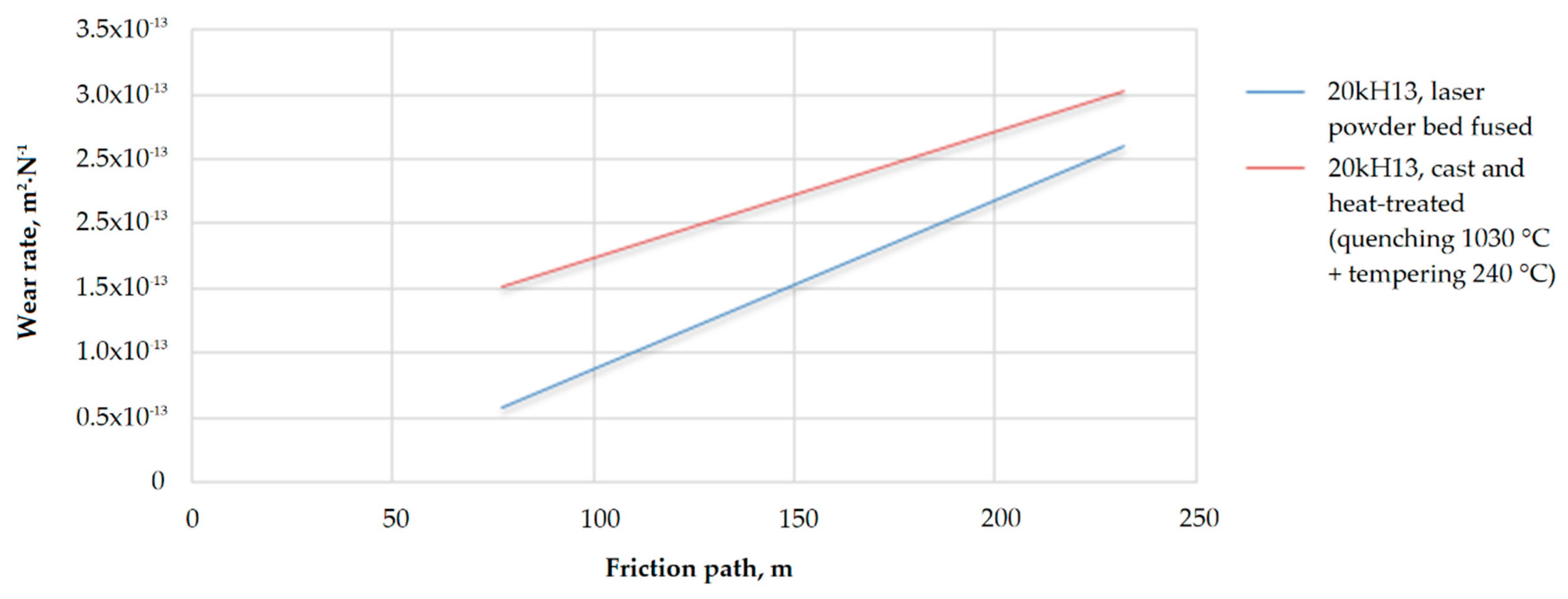
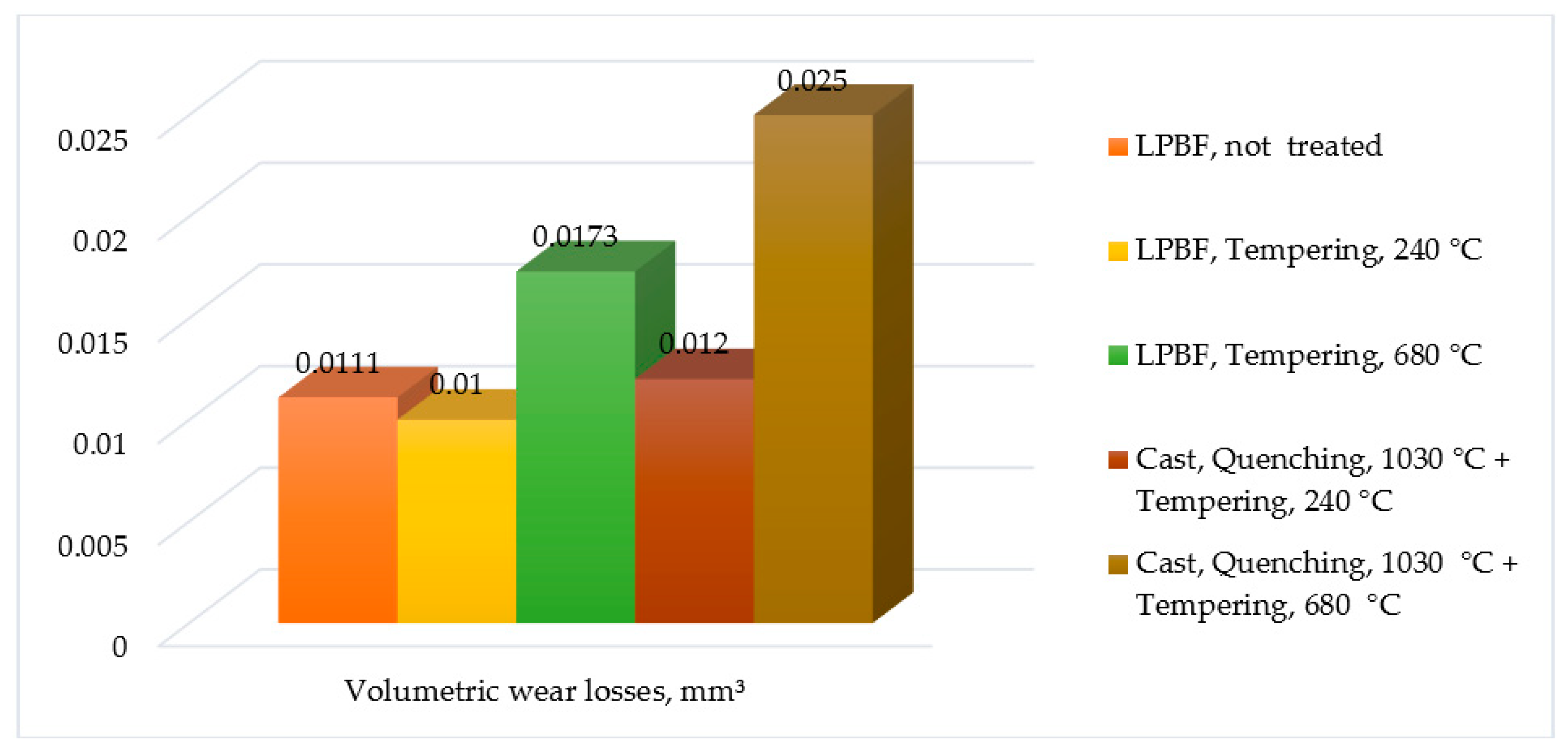
The wear resistance was determined by the method of water-jet wear by measuring the depth and width of the formed groove using a Calowear Instrument abrasion tester, which characterizes the resistance to abrasion of a surface (CSM Instruments, Peseux, Switzerland). The tests were carried out under the following conditions: a friction rate of 594 rpm, a static load of 0.25 N, a ball diameter of 25.4 mm, test time of 3, 6, 9 min, sample surface roughness parameter Ra of 1.25 µm. An ODSCAD 6.2 measurement program (GFM LMI Technologies GmbH, Teltow, Germany) investigated the resulting wells’ diameter and depth.

 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}