High Temperature and Corrosion Properties of A Newly Developed Fe-Al-O Based OPH Alloy



Abstract
:1. Introduction
2. Experimental Procedure
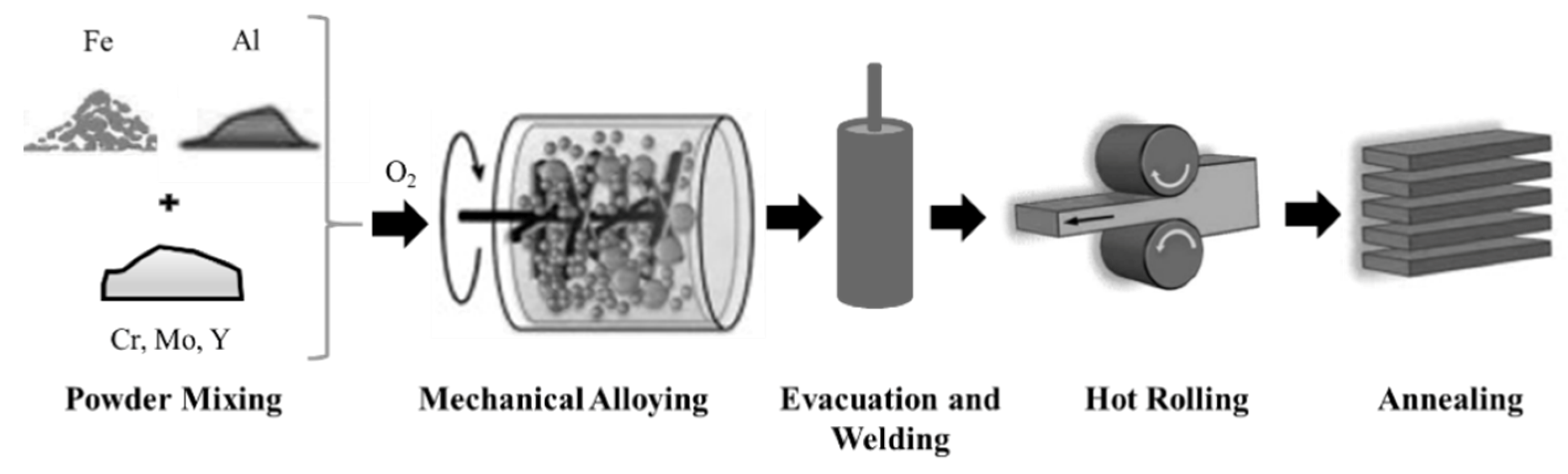
2.1. Material Preparation
2.2. Specimen Preparation
2.3. Testing Equipment and Procedure
3. Results and Discussion
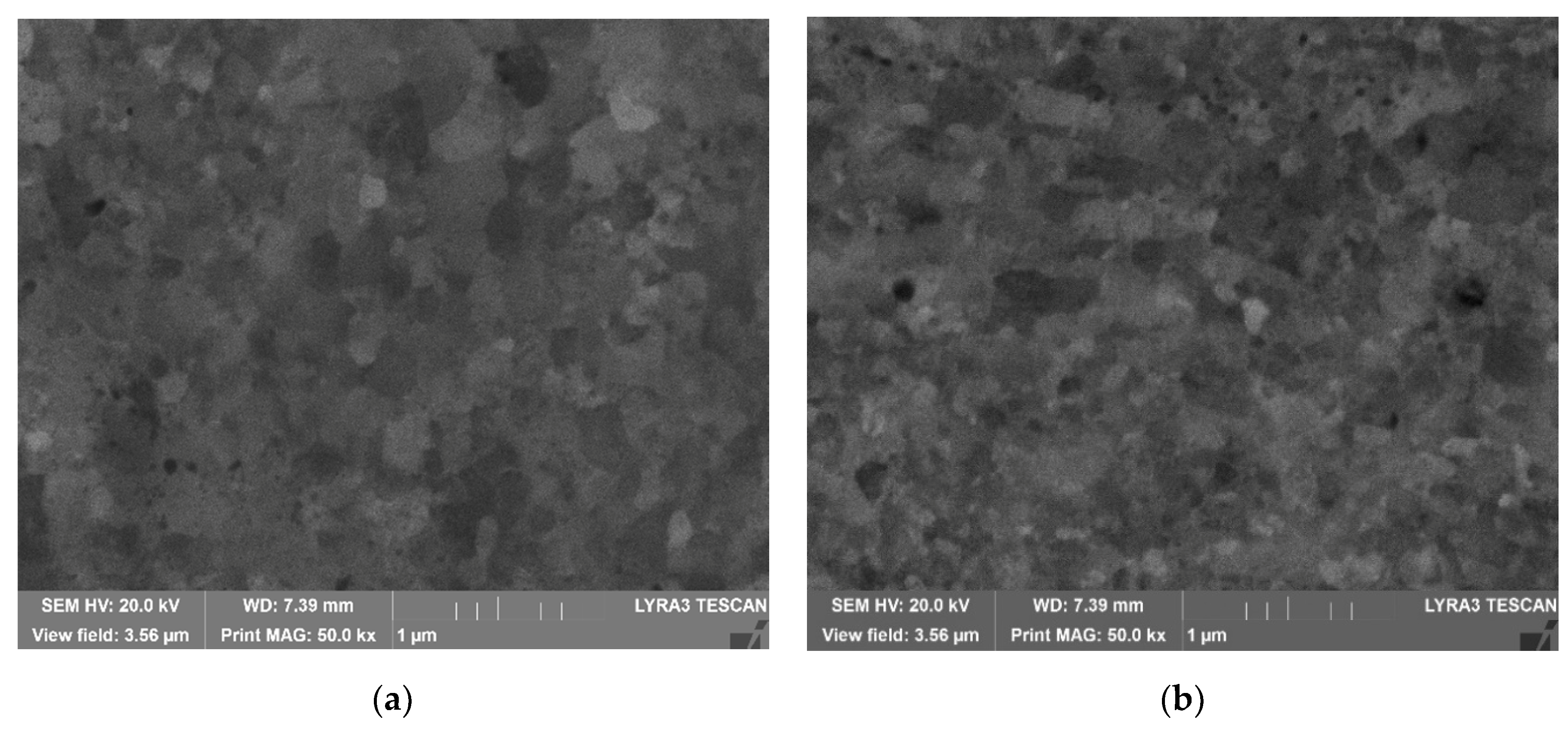
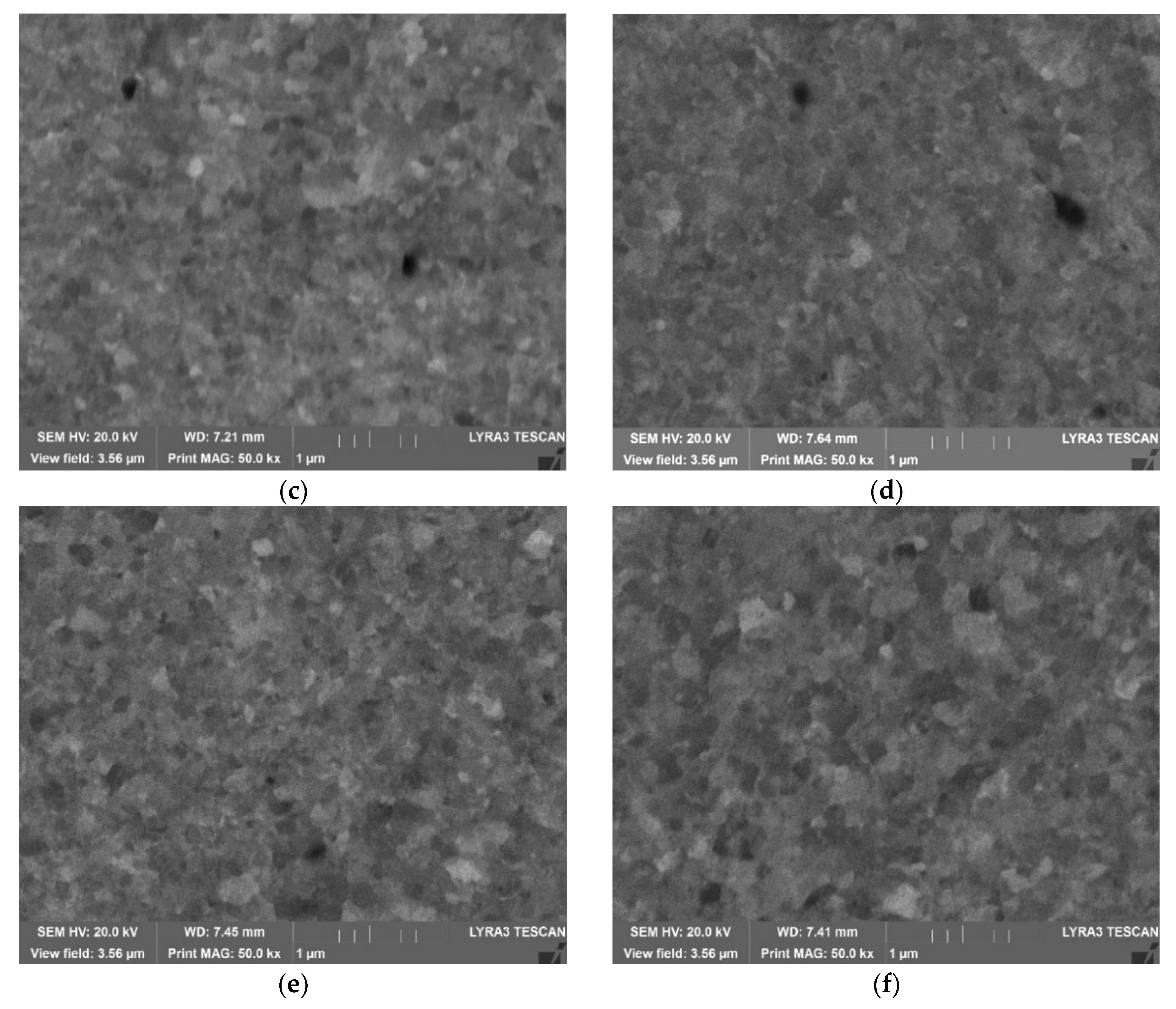
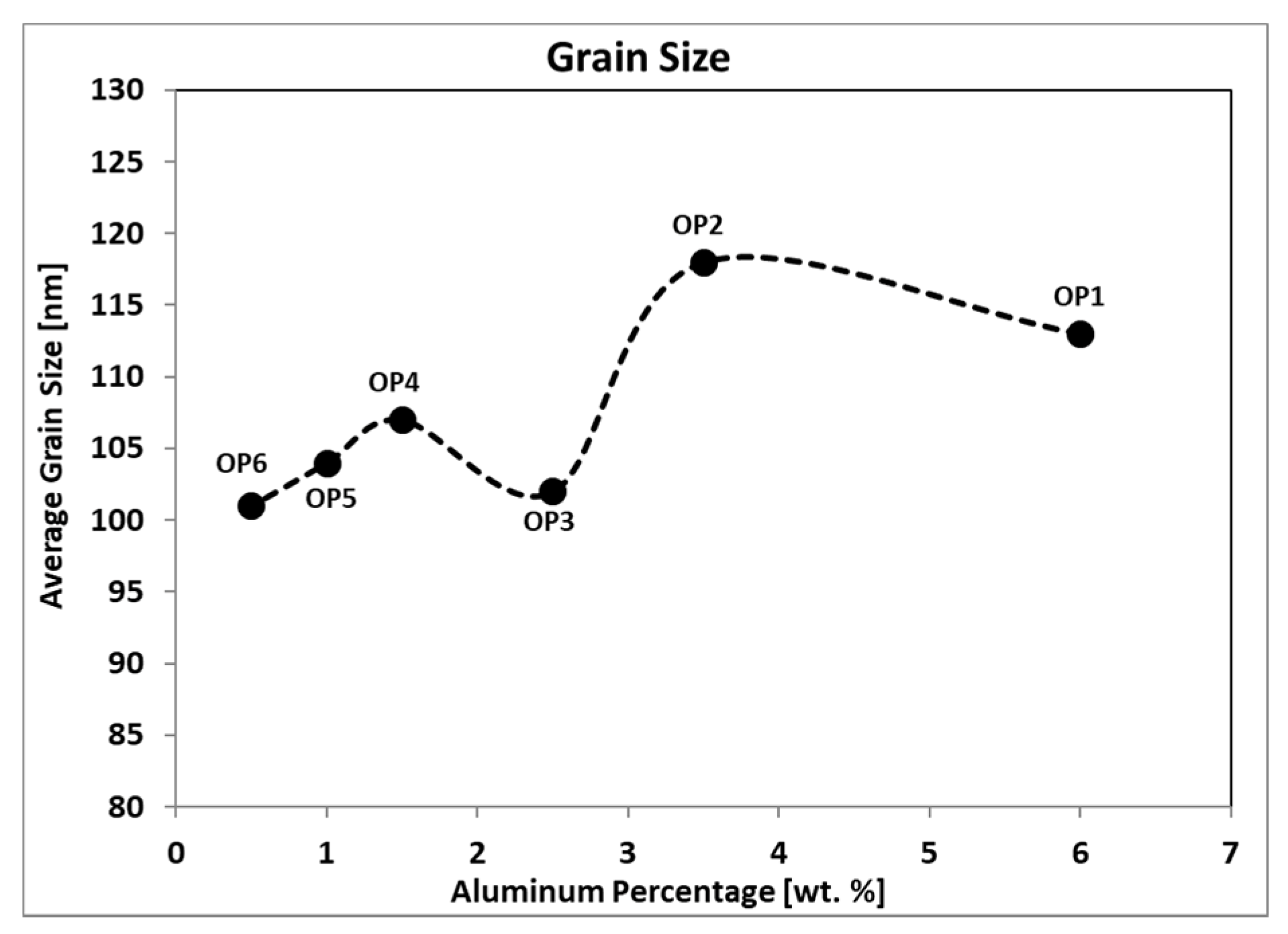
3.1. Metallographic Analysis
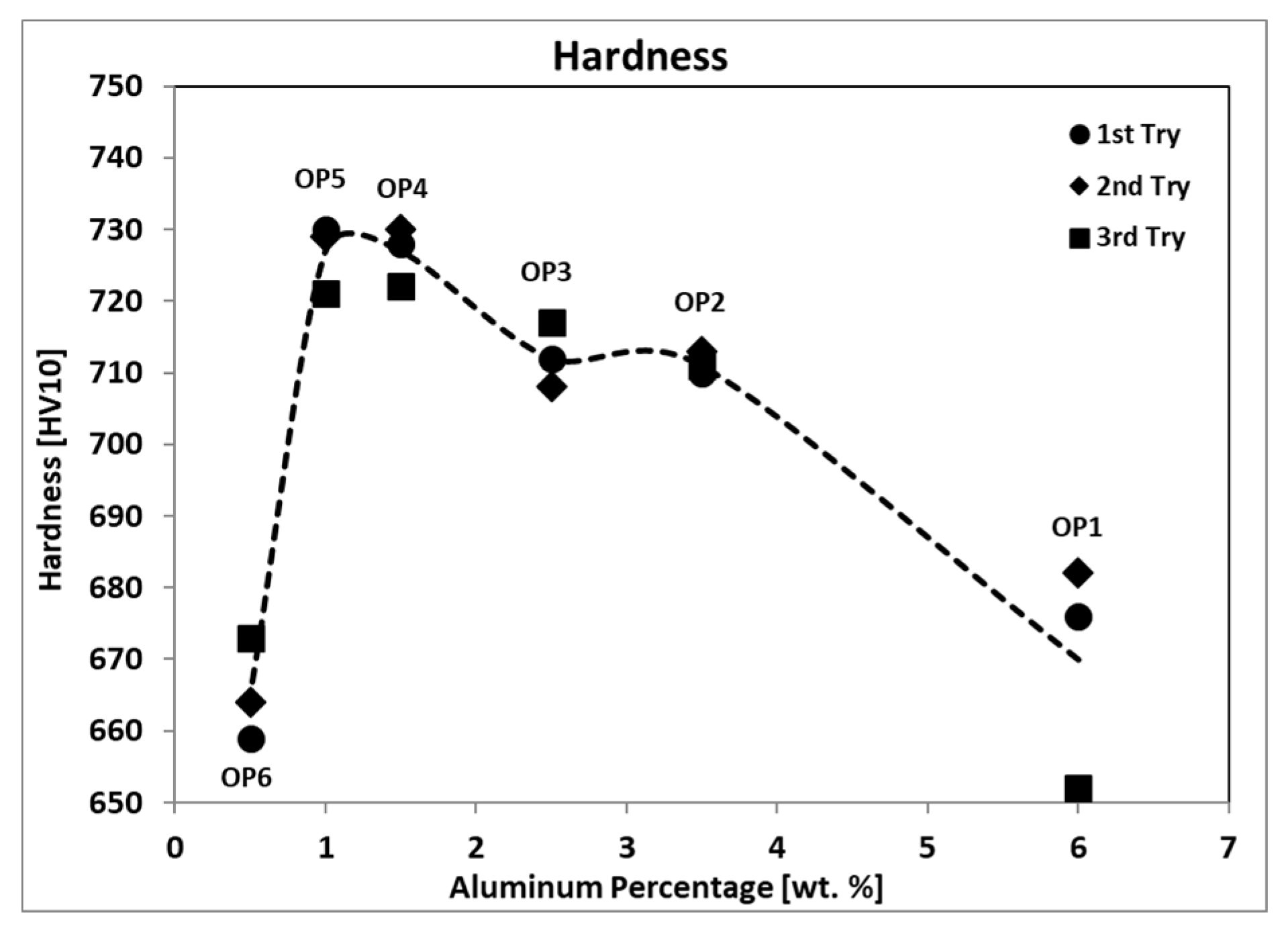
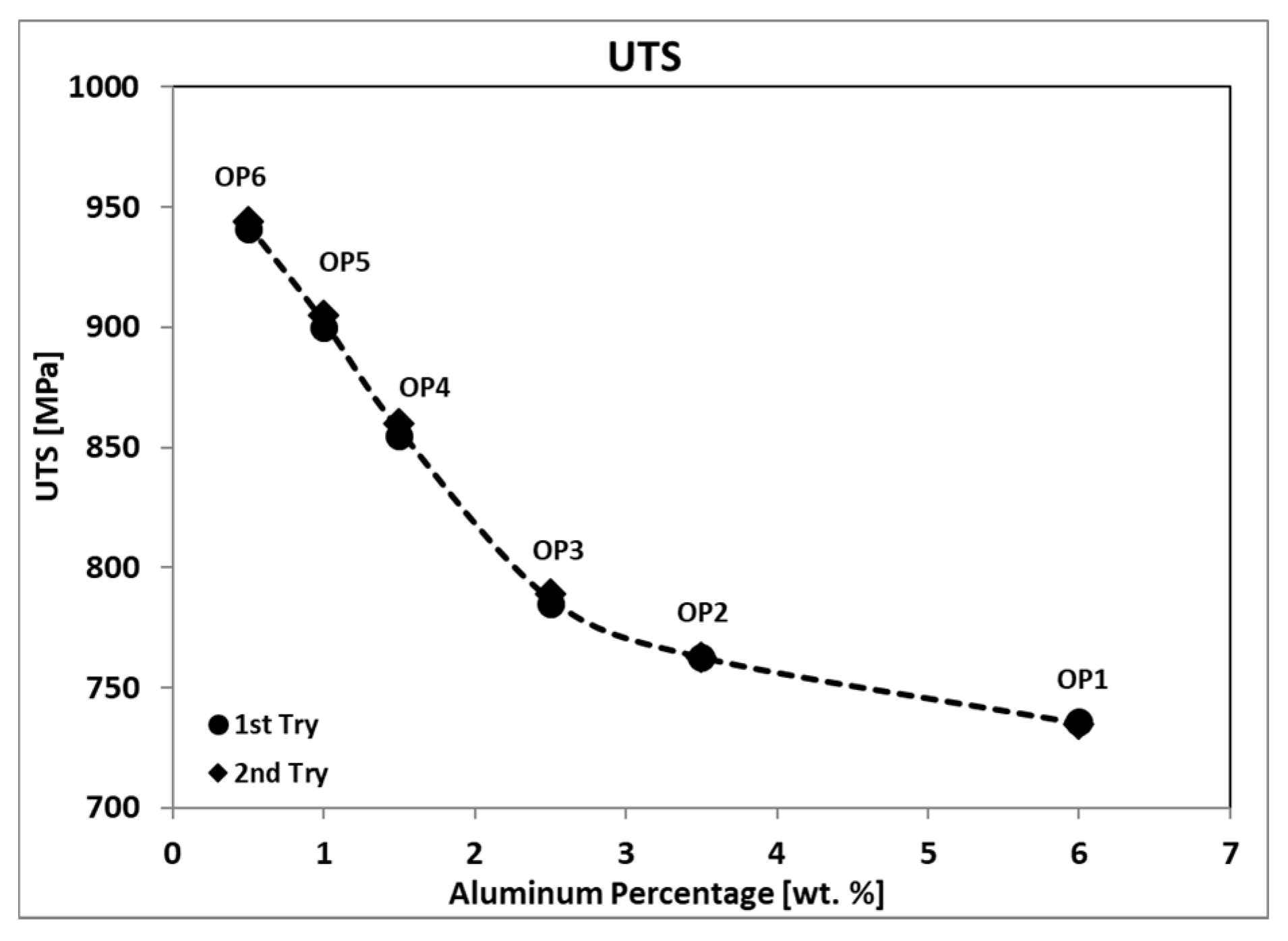
3.2. Mechanical Properties
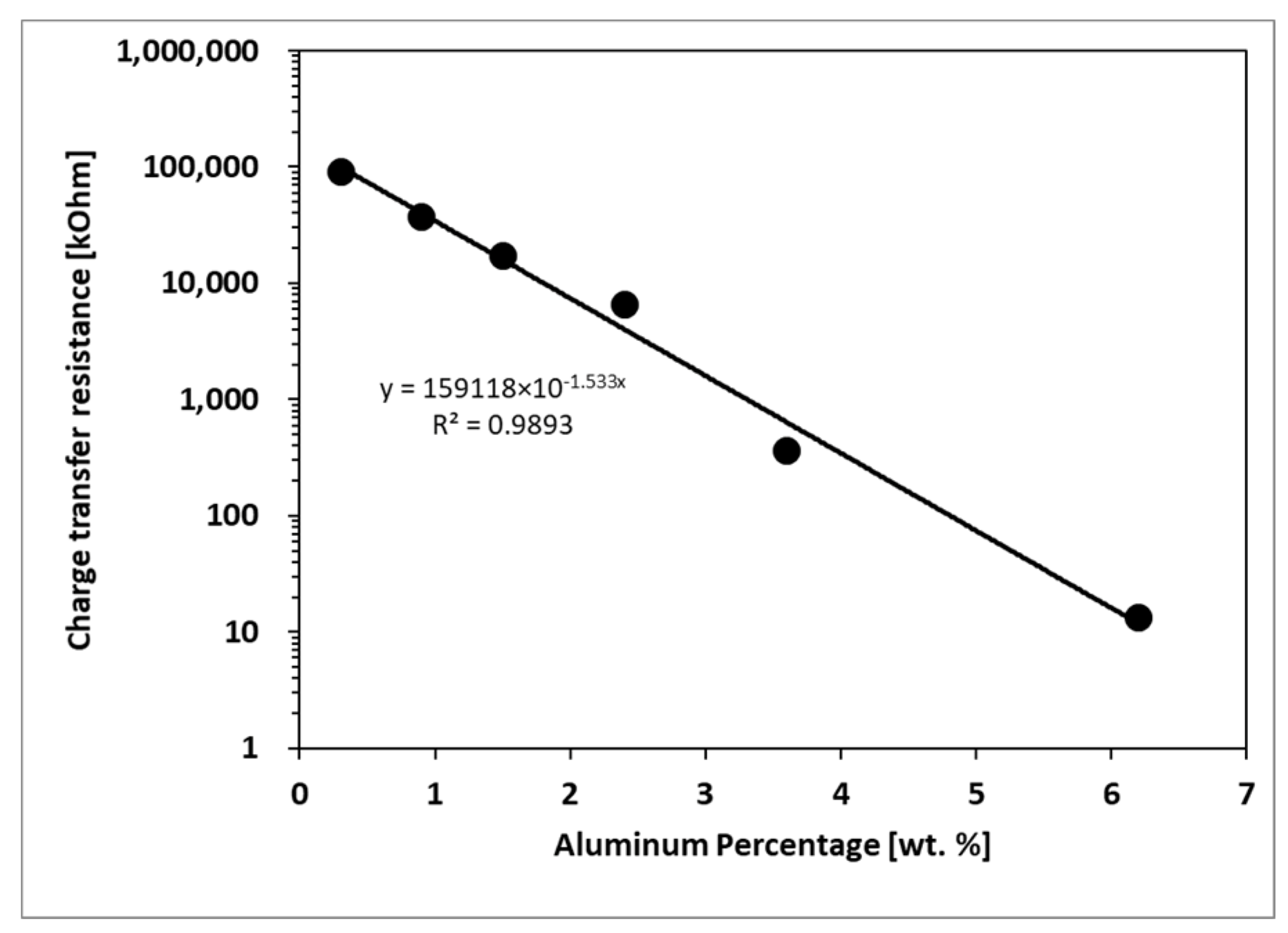
3.3. Corrosion Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Murty, K.L.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. (In English) [Google Scholar] [CrossRef]
- Odette, G.R.; Alinger, M.J.; Wirth, B.D. Recent developments in irradiation-resistant steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. (In English) [Google Scholar] [CrossRef]
- Yvon, P.; Carré, F. Structural materials challenges for advanced reactor systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- Masek, B.; Khalaj, O.; Novy, Z.; Kubina, T.; Jirkova, H.; Svoboda, J.; Stadler, C. Behaviour of new ODS alloys under single and multiple deformation. Mater. Tehnol. 2016, 50, 891–898. [Google Scholar] [CrossRef]
- Pollock, T.M.; Argon, A.S. Directional coarsening in nickel-base single-crystals with high-volume fractions of coherent precipitates. Acta Metallurgica et Materialia 1994, 42, 1859–1874. (In English) [Google Scholar] [CrossRef]
- Svoboda, J.; Lukáš, P. Model of creep in <001>-oriented superalloy single crystals. Acta Mater. 1998, 46, 3421–3431. [Google Scholar]
- Svoboda, J.; Lukáš, P. Creep deformation modelling of superalloy single crystals. Acta Mater. 2000, 48, 2519–2528. (In English) [Google Scholar] [CrossRef]
- Khalaj, O.; Masek, B.; Jirkova, H.; Ronesova, A.; Svoboda, J. Investigation on new creep- and oxidation-resistant materials. Mater. Tehnol. 2015, 49, 645–651. (In English) [Google Scholar] [CrossRef]
- Certain, A.G.; Field, K.G.; Allen, T.R.; Miller, M.K.; Bentley, J.; Busby, J.T. Response of nanoclusters in a 9Cr ODS steel to 1 dpa, 525 degrees C proton irradiation. J. Nucl. Mater. 2010, 407, 2–9. (In English) [Google Scholar] [CrossRef]
- Cho, H.S.; Kimura, A. Corrosion resistance of high-Cr oxide dispersion strengthened ferritic steels in super-critical pressurized water. J. Nucl. Mater. 2007, 367, 1180–1184. (In English) [Google Scholar] [CrossRef]
- Schneibel, J.H.; Liu, C.T.; Hoelzer, D.T.; Mills, M.J.; Sarosi, P.; Hayashi, T.; Wendt, U.; Heyse, H. Development of porosity in an oxide dispersion-strengthened ferritic alloy containing nanoscale oxide particles. Scr. Mater. 2007, 57, 1040–1043. (In English) [Google Scholar] [CrossRef]
- Steckmeyer, A.; Praud, M.; Fournier, B.; Malaplate, J.; Garnier, J.; Béchade, J.L.; Tournié, I.; Tancray, A.; Bougault, A.; Bonnaillie, P. Tensile properties and deformation mechanisms of a 14Cr ODS ferritic steel. J. Nucl. Materials 2010, 405, 95–100. (In English) [Google Scholar] [CrossRef]
- Li, W.; Xu, H.; Sha, X.; Meng, J.; Wang, Z. Microstructure and mechanical properties of 14Cr-ODS steels with Zr addition. High. Temp. Mater. Process. 2019, 38, 404–410. (In English) [Google Scholar] [CrossRef]
- Xu, H.; Lu, Z.; Jia, C.; Gao, H.; Liu, C. Microstructure and mechanical property of 12Cr oxide dispersion strengthened steel. High. Temp. Mater. Process. 2016, 35, 321–325. (In English) [Google Scholar] [CrossRef]
- Kimura, A.; Kasada, R.; Iwata, N.; Kishimoto, H.; Zhang, C.H.; Isselin, J.; Dou, P.; Lee, J.H.; Muthukumar, N.; Okuda, T.; et al. Development of Al added high-Cr ODS steels for fuel cladding of next generation nuclear systems. J. Nucl. Mater. 2011, 417, 176–179. (In English) [Google Scholar] [CrossRef]
- Ohtsuka, S.; Ukai, S.; Fujiwara, M.; Kaito, T.; Narita, T. Nano-structure control in ODS martensitic steels by means of selecting titanium and oxygen contents. J. Phys. Chem. Solids 2005, 66, 571–575. (In English) [Google Scholar] [CrossRef]
- Khalaj, O.; Mašek, B.; Jirková, H.; Svoboda, J. Experimental Study on Thermomechanical properties of new-generation ODS alloys. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2017, 11, 456–459. [Google Scholar]
- Khalaj, O.; Jirková, H.; Janda, T.; Kučerová, L.; Studený, T.; Svoboda, J. Improving the high temperature properties of a new generation of Fe-Al-O oxide precipitation hardened steels. Mater. Tehnol. 2019, 53, 495–504. [Google Scholar] [CrossRef]
- Khalaj, O.; Masek, B.; Jirkova, H.; Svoboda, J.; Bublikova, D. Influence of thermomechanical treatment on the grain-growth behaviour of new Fe-Al based alloys with fine Al2O3 precipitates. Mater. Technol. 2017, 51, 759–768. [Google Scholar]
- Townsend, H.E. Effects of alloying elements on the corrosion of steel in industrial atmospheres. Corrosion 2001, 57, 497–501. (In English) [Google Scholar] [CrossRef]
- Revie, R.W. Uhlig’s Corrosion Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Kumar, D.; Prakash, U.; Dabhade, V.V.; Laha, K.; Sakthivel, T. High yttria ferritic ODS steels through powder forging. J. Nucl. Mater. 2017, 488, 75–82. (In English) [Google Scholar] [CrossRef]
- Svoboda, J.; Ecker, W.; Razumovskiy, V.I.; Zickler, G.A.; Fischer, F.D. Kinetics of interaction of impurity interstitials with dislocations revisited. Prog. Mater. Sci. 2019, 101, 172–206. (In English) [Google Scholar] [CrossRef]
- Bártková, D.; Šmíd, M.; Mašek, B.; Svoboda, J.; Šiška, F. Kinetic study of static recrystallization in an Fe–Al–O ultra-fine-grained nanocomposite. Philos. Mag. Lett. 2017, 97, 379–385. [Google Scholar] [CrossRef]
- Svoboda, J.; Hornik, V.; Stratil, L.; Hadraba, H.; Masek, B.; Khalaj, O.; Jirkova, H. Microstructure evolution in ODS alloys with a high-volume fraction of nano oxides. Metals 2018, 8, 1079. (In English) [Google Scholar] [CrossRef] [Green Version]
- Khalaj, O.; Jirková, H.; Opatová, K.; Svoboda, J. Microstructural and Hardness Evolution of New Developed OPH Steels. In Solid State Phenomena; Trans Tech Publications Ltd.: Baech, Switzerland, 2019; Volume 294, pp. 92–97. [Google Scholar]
- Khalaj, O.; Jirkova, H.; Masek, B.; Hassasroudsari, P.; Studecky, T.; Svoboda, J. Using thermomechanical treatments to improve the grain growth of new-generation Ods alloys. Mater. Tehnol. 2018, 52, 475–482. [Google Scholar] [CrossRef]
- Zhao, H.; Liu, T.; Bai, Z.; Wang, L.; Gao, W.; Zhang, L. Corrosion behavior of 14Cr ODS steel in supercritical water: The influence of substituting Y2O3 with Y2Ti2O7 nanoparticles. Corros. Sci. 2020, 163, 108272. [Google Scholar] [CrossRef]
- Lee, J.H.; Kasada, R.; Kimura, A.; Okuda, T.; Inoue, M.; Ukai, S.; Ohnuki, S.; Fujisawa, T.; Abe, F. Influence of alloy composition and temperature on corrosion behavior of ODS ferritic steels. J. Nucl. Mater. 2011, 417, 1225–1228. (In English) [Google Scholar] [CrossRef]
- Alinger, M.J.; Odette, G.R.; Hoelzer, D.T. On the role of alloy composition and processing parameters in nanocluster formation and dispersion strengthening in nanostuctured ferritic alloys. Acta Mater. 2009, 57, 392–406. (In English) [Google Scholar] [CrossRef]
- Liu, T.; Shen, H.L.; Wang, C.X.; Chou, W.S. Structure evolution of Y2O3 nanoparticle/Fe composite during mechanical milling and annealing. Prog. in Nat. Sci.-Mater. Int. 2013, 23, 434–439. (In English) [Google Scholar] [CrossRef] [Green Version]
- Hong, S.; Kim, S.H.; Kim, T.K.; Jang, C. Effect of thermal ageing on mechanical properties of a high-strength ODS alloy. J. Mech. Sci. Technol. 2016, 30, 4427–4431. (In English) [Google Scholar] [CrossRef]
- Sanctis, M.; Fava, A.; Lovicu, G.; Montanari, R.; Richetta, M.; Testani, C.; Varone, A. Mechanical characterization of a nano-ODS steel prepared by low-energy mechanical alloying. Metals 2017, 7, 283. [Google Scholar] [CrossRef]
- Salimi, S.; Nasr-Esfahani, M.; Umoren, S.A.; Saebnoori, E. Complexes of Imidazole with Poly (ethylene glycol) as a Corrosion Inhibitor for Carbon Steel in Sulphuric Acid. J. Mater. Eng. Perform. 2015, 24, 4696–4709. [Google Scholar] [CrossRef]
- Saebnoori, E.; Shahrabi, T.; Sanjabi, S.; Ghaffari, M.; Barber, Z.H. Surface characteristics and electrochemical behaviour of sputter-deposited NiTi thin film. Philos. Mag. 2015, 95, 1696–1716. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Z.Y.; Wei, Y.H. Influence of seawater on the carbon steel initial corrosion behavior. Int. J. Electrochem. Sci. 2019, 14, 1147–1162. (In English) [Google Scholar] [CrossRef]
- Yang, D.; Huang, Y.; Peng, P.; Liu, X.; Zhang, B.B. Passivation behavior and corrosion resistance of 904L austenitic stainless steels in static seawater. Int. J. Electrochem. Sci. 2019, 14, 6133–6146. (In English) [Google Scholar] [CrossRef]
- Alaneme, K.K.; Fajemisin, A.V.; Maledi, N.B. Development of aluminium-based composites reinforced with steel and graphite particles: Structural, mechanical and wear characterization. J. Mater. Res. Technol. 2019, 8, 670–682. [Google Scholar] [CrossRef]
- Deng, X.; Ji, C.; Guan, S.; Wang, L.; Xu, J.; Tian, Z.; Cui, Y. Inclusion behaviour in aluminium-killed steel during continuous casting. Ironmak. Steelmak. 2019, 46, 522–528. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material No. | Milling Time (h) | Rolling Temp. (°C) | Annealing | Chemical Composition (wt. %) |
|---|---|---|---|---|
| OP1 | 250 | 900 | 1200 °C, 20 h | Fe–6Al–14Cr–3Y2O3–3Mo |
| OP2 | 250 | 900 | 1200 °C, 20 h | Fe–3.5Al–14Cr–3Y2O3–3Mo |
| OP3 | 250 | 900 | 1200 °C, 20 h | Fe–2.5Al–14Cr–3Y2O3–3Mo |
| OP4 | 250 | 900 | 1200 °C, 20 h | Fe–1.5Al–14Cr–3Y2O3–3Mo |
| OP5 | 250 | 900 | 1200 °C, 20 h | Fe–1Al–14Cr–3Y2O3–3Mo |
| OP6 | 250 | 900 | 1200 °C, 20 h | Fe–0.5Al–14Cr–3Y2O3–3Mo |
| ID | Al Cont. (wt. %) | Rs (Ω) | Rpore (kΩ) | Qpore-T (µF.s^(a−1)) | Qpore-P | Rct (kΩ) | Qct-T (µF.s^(a−1)) | Qct-P | Chi Squared |
|---|---|---|---|---|---|---|---|---|---|
| OP1 | 6.2 | 96 | 5 | 9.08 | 0.70 | 13 | 732.70 | 0.80 | 1.60 × 10−4 |
| OP2 | 3.6 | 93 | 5 | 1.15 | 0.82 | 366 | 17.89 | 0.68 | 1.45 × 10–3 |
| OP3 | 2.4 | 94 | 50 | 1.14 | 0.88 | 6,59 | 1.06 | 0.88 | 9.13 × 10–4 |
| OP4 | 1.5 | 90 | 72 | 3.79 | 0.87 | 17,51 | 1.90 | 0.74 | 1.18 × 10–4 |
| OP5 | 0.9 | 55 | 87 | 16.43 | 0.88 | 37,63 | 3.58 | 0.61 | 1.86 × 10–3 |
| OP6 | 0.3 | 88 | 17 | 0.39 | 0.88 | 91,50 | 1.47 | 0.64 | 4.18 × 10−4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaj, O.; Saebnoori, E.; Jirková, H.; Chocholatý, O.; Svoboda, J. High Temperature and Corrosion Properties of A Newly Developed Fe-Al-O Based OPH Alloy. Metals 2020, 10, 167. https://doi.org/10.3390/met10020167
Khalaj O, Saebnoori E, Jirková H, Chocholatý O, Svoboda J. High Temperature and Corrosion Properties of A Newly Developed Fe-Al-O Based OPH Alloy. Metals. 2020; 10(2):167. https://doi.org/10.3390/met10020167
Chicago/Turabian StyleKhalaj, Omid, Ehsan Saebnoori, Hana Jirková, Ondřej Chocholatý, and Jiří Svoboda. 2020. "High Temperature and Corrosion Properties of A Newly Developed Fe-Al-O Based OPH Alloy" Metals 10, no. 2: 167. https://doi.org/10.3390/met10020167
APA StyleKhalaj, O., Saebnoori, E., Jirková, H., Chocholatý, O., & Svoboda, J. (2020). High Temperature and Corrosion Properties of A Newly Developed Fe-Al-O Based OPH Alloy. Metals, 10(2), 167. https://doi.org/10.3390/met10020167