Residual Stresses and Surface Roughness Analysis of Truncated Cones of Steel Sheet Made by Single Point Incremental Forming

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Methodology
2.1. Material
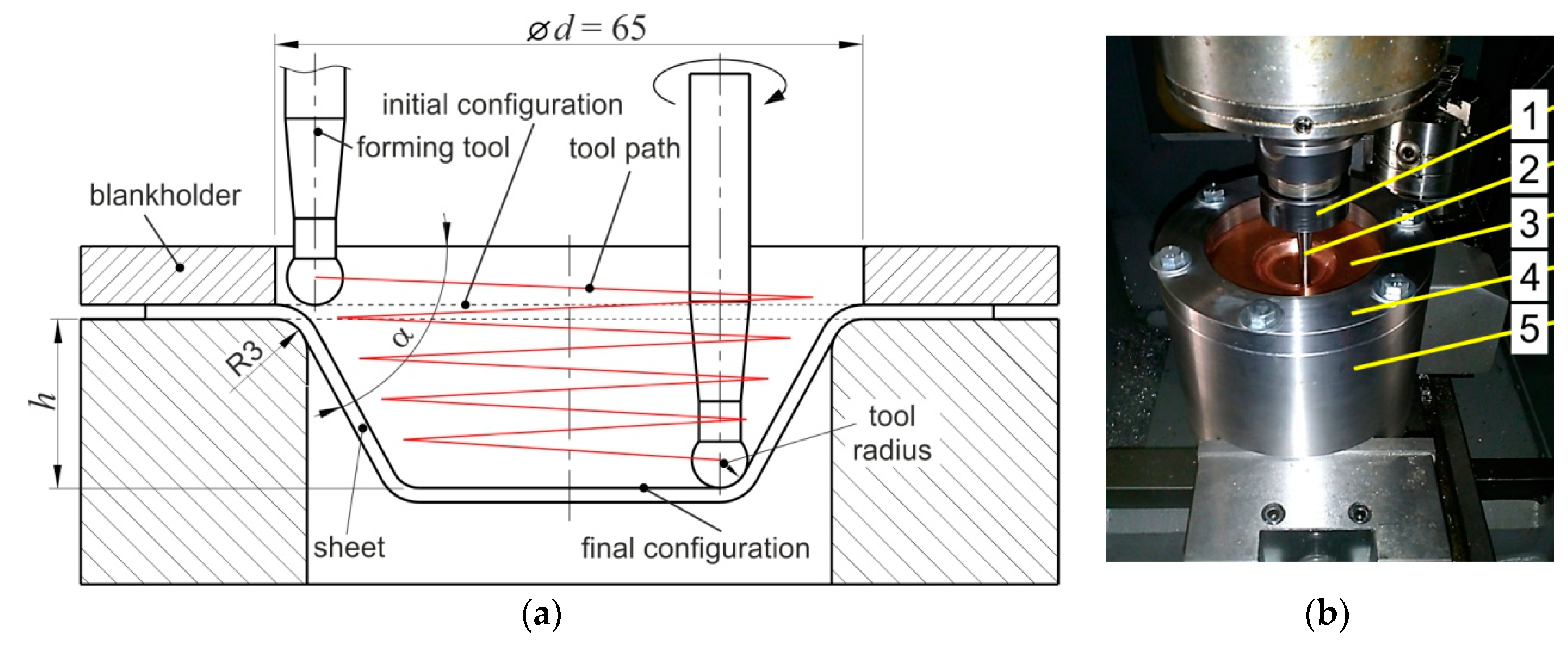
2.2. Incremental Forming
- − feed rate f = 1500 mm·min–1,
- − tool rotational speed n = 87 rpm,
- − incremental depth (step size) ap = 0.3, 0.5 and 0.7 mm,
- − lubricant: full synthetic 75W-85 (Castrol Ltd., Liverpool, UK) lubricant (viscosity 74.0 mm2/s (at 40 °C), density 874 kg/m3 (at 15 °C), pour point −45 °C).
2.3. X-ray Diffraction Analysis
2.4. Surface Characterisation
3. Results and Discussion
3.1. Formability
3.2. Surface Roughness
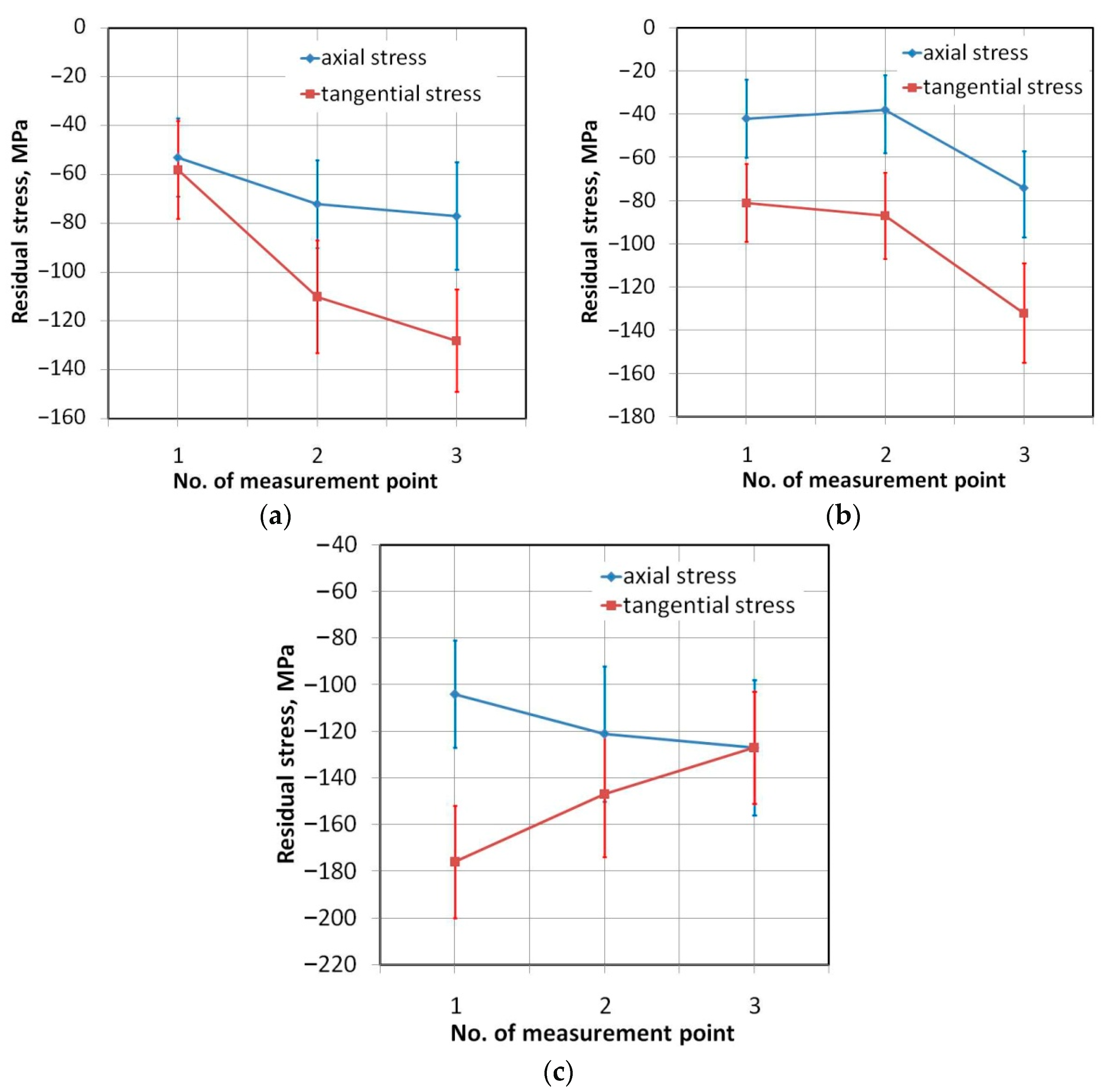
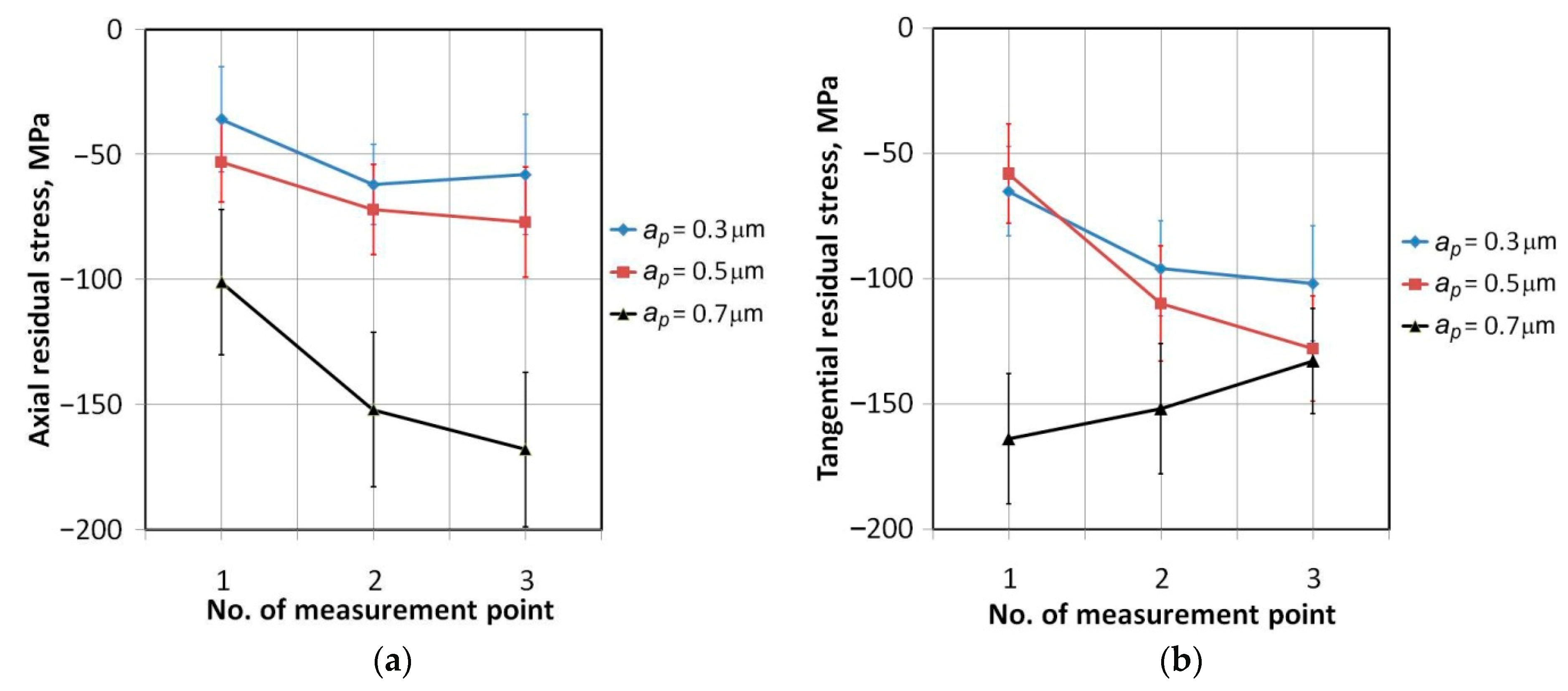
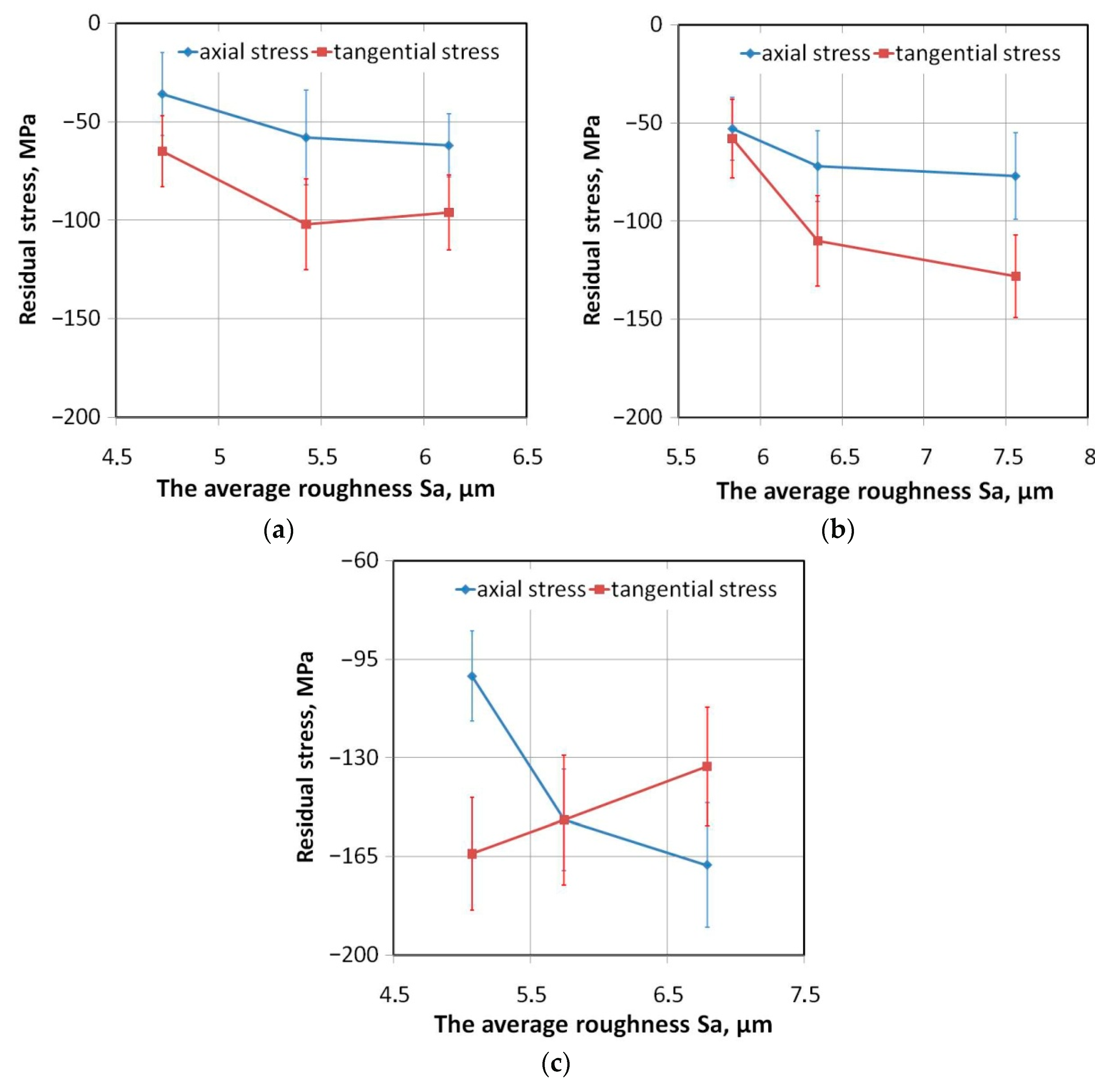
3.3. Residual Stresses
4. Conclusions
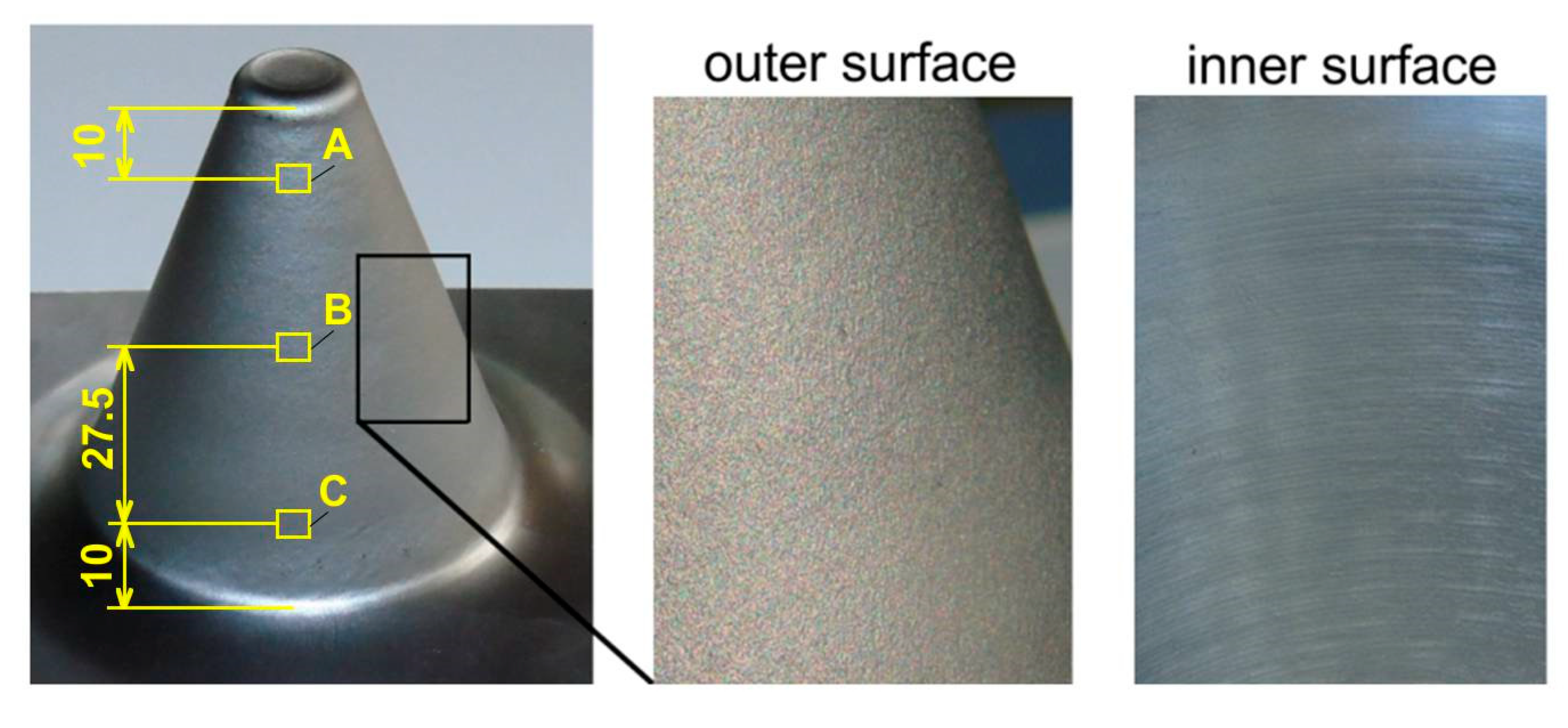
- The inner surface of the drawpiece revealed small linear grooves as a result of the interaction of the tool tip with the workpiece. The surface finish of the outer surface of a drawpiece is the result of small-scale roughness induced by large surface strains which leads to an orange peel phenomenon.
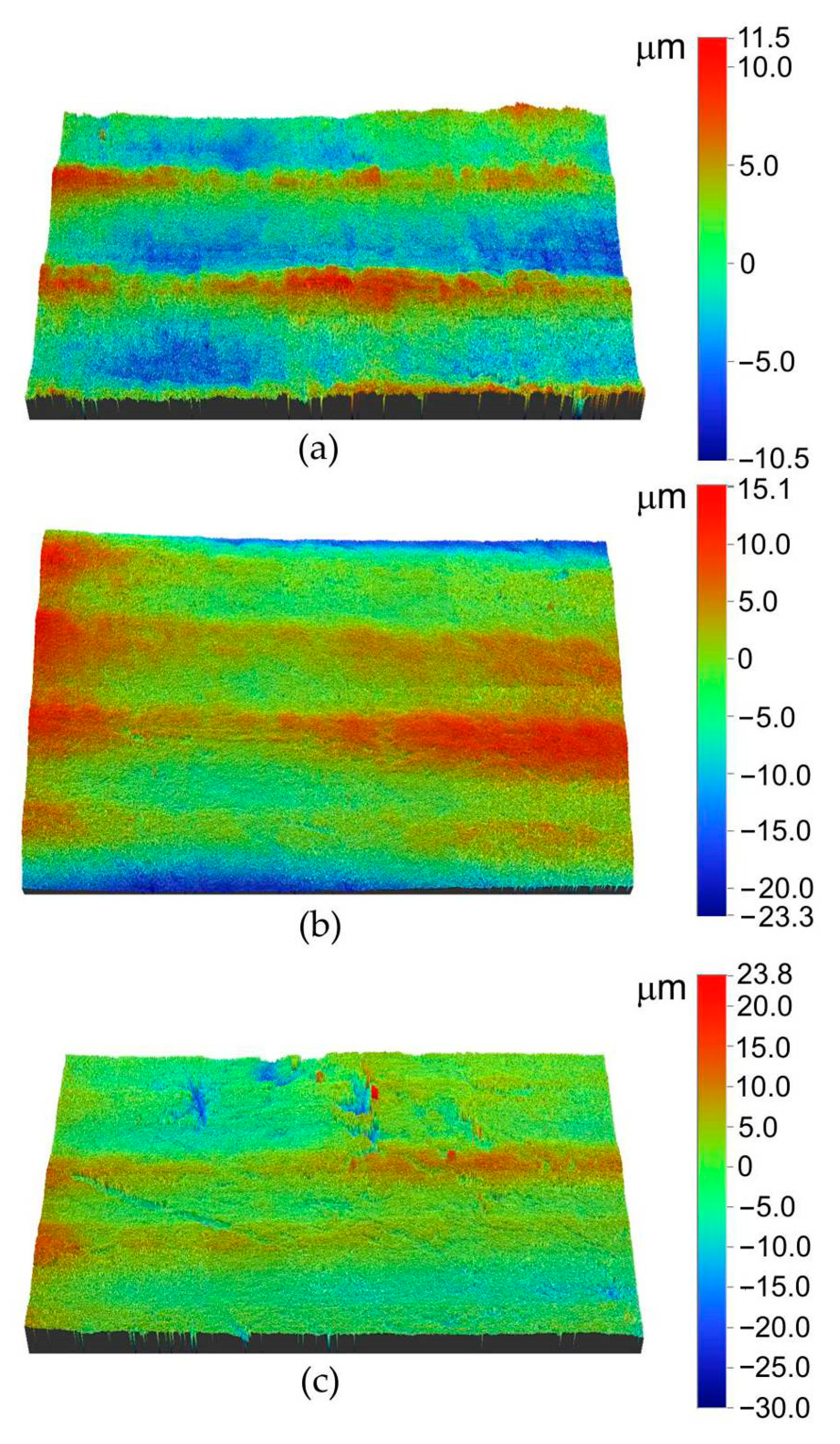
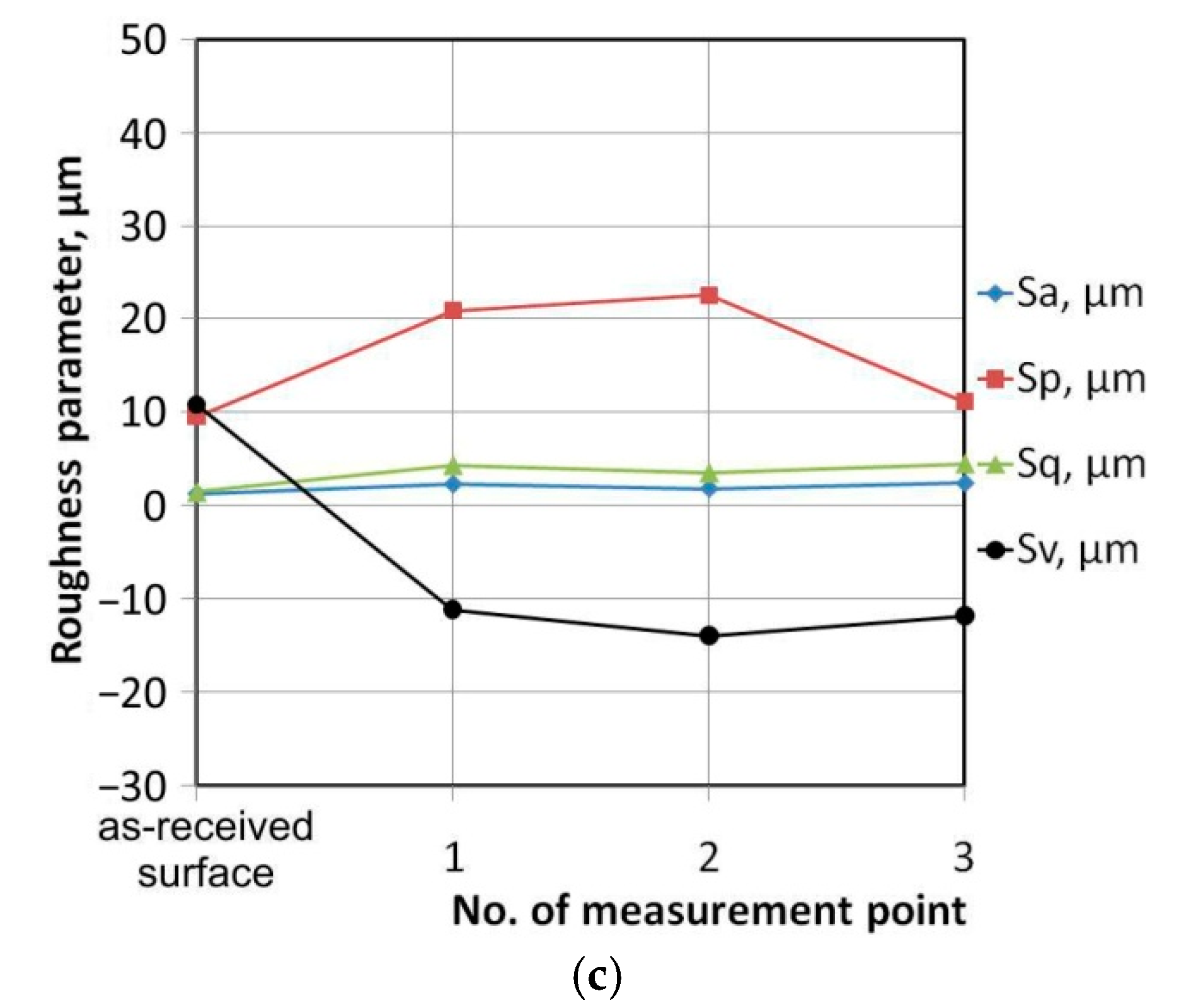
- On both the inner and outer surfaces of the drawpiece, an increase of the Sa, Sp, and Sq parameters was found along the generating line of the cone when compared to the as-received surface. Moreover, a clear reduction in the Sv parameter was revealed.
- The inner and outer surfaces, characterized by their average roughness values, was not significantly affected by step size. In the case of the outer surface, only a small increase in the Sa parameter is observed along the generating line of the cone.
- The outer surface of the drawpiece exhibits a compressive magnitude of residual stress in both the axial and tangential direction. The value of tangential residual stresses was lower than axial stresses.
- Residual stresses measured in a tangential direction decrease with an increase in the value of the Sa parameter.
- Step size had a very large impact on the value of residual stresses. An increase in step size causes an increase in the absolute values of axial and tangential residual stresses.
- Residual stresses measured in a tangential direction decrease with the increasing value of the Sa and Sq parameters. A similar trend is observed for the axial stresses, but only for the drawpieces with slope angles of 70° and 71°. No clear relationship was found between the rest of roughness parameters and residual stress values.
- The geometric deviations found in the incrementally formed drawpieces are a result of local springback behind the actual forming process as well as springback upon unclamping and upon trimming. To better understand the role of residual stress on the geometric accuracy of the SPIFed part, the effect of the process parameters on the residual stresses after different stages of drawpiece fabrication will be analyzed in future research.
Author Contributions
Funding
Conflicts of Interest
References
- Duflou, J.R.; Habraken, A.M.; Cao, J.; Malhotra, R.; Bambach, M.; Adams, D.; Vanhove, H. Single point incremental forming: State-of-the-art and prospects. Int. J. Mater. Form. 2018, 11, 743–773. [Google Scholar] [CrossRef]
- Martins, P.A.F.; Bay, N.; Skjoedt, M.; Silva, M.B. Theory of single point incremental forming. Cirp Ann. Manuf. Technol. 2008, 57, 247–252. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Effect of computational parameters on springback prediction by numerical simulation. Metals 2019, 7, 380. [Google Scholar] [CrossRef] [Green Version]
- Maaß, F.; Gies, S.; Dobecki, M.; Brömmelhoff, K.; Tekkaya, A.E.; Reimers, W. Analysis of residual stress state in sheet metal parts processed by single point incremental forming. AIP Conf. Proc. 2018, 1960, 160017. [Google Scholar]
- Micari, F.; Ambrogio, G.; Filice, L. Shape and dimensional accuracy in single point incremental forming: State of the art and future trends. J. Mater. Process. Technol. 2007, 191, 390–395. [Google Scholar] [CrossRef]
- Ambrogio, G.; Cozza, V.; Filice, L.; Micari, F. An analytical model for improving precision in single point incremental forming. J. Mater. Process. Technol. 2007, 191, 92–95. [Google Scholar] [CrossRef]
- Blaga, A.; Oleksik, V. A study on the influence of the forming strategy on the main strains, thickness reduction, and forces in a single point incremental forming process. Adv. Mater. Sci. Eng. 2013, 2013, 382635. [Google Scholar] [CrossRef] [Green Version]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single point incremental forming: An assessment of the progress and technology trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef] [Green Version]
- Lasunon, O.U. Surface roughness in incremental sheet metal forming of AA5052. Adv. Mater. Res. 2013, 753-755, 203–206. [Google Scholar] [CrossRef]
- Hagan, E.; Jeswiet, J. Analysis of surface roughness for parts formed by computer numerical controlled incremental forming. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2004, 218, 1307–1312. [Google Scholar] [CrossRef]
- Aldo, A.; Ceretti, E.; Giardini, C. Optimization of tool path in two points incremental forming. J. Mater. Process. Technol. 2006, 177, 409–412. [Google Scholar]
- Powers, B.M.; Ham, M.; Wilkinson, M.G. Small data set analysis in surface metrology: An investigation using a single point incremental forming case study. Scanning 2010, 32, 199–211. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G. On the free-surface roughness in incremental forming of a sheet metal: A study from the perspective of ISF strain, surface morphology, post-forming properties, and process conditions. Metals 2019, 9, 553. [Google Scholar] [CrossRef] [Green Version]
- Durante, M.; Formisano, A.; Langella, A.; Minutolo, F.M.C. The influence of tool rotation on an incremental forming process. J. Mater. Process. Technol. 2009, 209, 4621–4626. [Google Scholar] [CrossRef]
- Gatea, S.; Ou, H.; McCartney, G. Review on the influence of process parameters in icremental sheet forming. Int. J. Adv. Manuf. Technol. 2016, 87, 479–499. [Google Scholar] [CrossRef] [Green Version]
- Maqbool, F.; Bambach, M. Dominant deformation mechanisms in single point incremental forming (SPIF) and their effect on geometrical accuracy. Int. J. Mech. Sci. 2018, 136, 279–292. [Google Scholar] [CrossRef]
- Maqbool, F.; Bambach, M. Experimental and numerical investigation of the influence of process parameters in incremental sheet metal forming on residual stresses. J. Manuf. Mater. Process. 2019, 3, 31. [Google Scholar] [CrossRef] [Green Version]
- Huber, N.; Heerens, J. On the effect of a general residual stress state on indentation and hardness testing. Acta Mater. 2008, 56, 6205–6213. [Google Scholar] [CrossRef] [Green Version]
- Bambach, M.; Araghi, B.T.; Hirt, G. Strategies to improve the geometric accuracy in asymmetric single point incremental forming. Prod. Eng. 2009, 3, 145–156. [Google Scholar] [CrossRef]
- Radu, C.; Herghelegiu, E.; Tampu, N.C.; Cristea, I. The residual stress state generated by single point incremental forming of aluminum metal sheets. Appl. Mech. Mater. 2013, 371, 148–152. [Google Scholar] [CrossRef]
- Shi, X.; Hussain, G.; Butt, S.I.; Song, F.; Huang, D.; Liu, Y. The state of residual stresses in the Cu/Steel bonded laminates after ISF deformation: An experimental analysis. J. Manuf. Process. 2017, 30, 14–26. [Google Scholar] [CrossRef]
- Kotobi, M.; Honarpisheh, M. Uncertainty analysis of residual stresses measured by slitting method in equal-channel angular rolled Al-1060 strips. J. Strain Anal. Eng. Des. 2017, 52, 83–92. [Google Scholar] [CrossRef]
- Alinaghian, I.; Amini, S.; Honarpisheh, M. Residual stress, tensile strength, and macrostructure investigations on ultrasonic assisted friction stir welding of AA6061-T6. J. Strain Anal. Eng. Des. 2018, 53, 494–503. [Google Scholar] [CrossRef]
- Tanaka, S.; Nakamura, T.; Hayakawa, K.; Nakamura, H.; Motomura, K. Residual stress in sheet metal parts made by incremental forming process. AIP Conf. Proc. 2017, 908, 775. [Google Scholar]
- Radu, C.; Tampu, C.; Cristea, I.; Chirita, B. The effect of residual stresses on the accuracy of parts processed by SPIF. J. Mater. Manuf. Process. 2013, 28, 572–576. [Google Scholar] [CrossRef]
- Maaß, F.; Hahn, M.; Dobecki, M.; Thannhauser, E.; Tekkaya, A.E.; Reimers, W. Influence of tool path strategies on the residual stress development in single point incremental forming. Procedia Manuf. 2019, 29, 53–58. [Google Scholar] [CrossRef]
- Abdulrazaq, M.M.; Gazi, S.K.; Ibraheem, M.Q. Investigation the influence of SPIF parameters on residual stresses for angular surfaces based on ISO-planar tool path. Al-Khwarizmi Eng. J. 2019, 15, 50–59. [Google Scholar] [CrossRef] [Green Version]
- Al-Ghamdi, K.A.; Hussain, G. Stress gradient due to incremental forming of bonded metallic laminates. J. Mater. Manuf. Process. 2017, 32, 1384–1390. [Google Scholar] [CrossRef]
- Alinaghian, M.; Alinaghian, I.; Honarpisheh, M. Residual stress measurement of single point incremental formed Al/Cu bimetal using incremental hole-drilling method. Int. J. Lightweight Mater. Manuf. 2019, 2, 131–139. [Google Scholar] [CrossRef]
- Hajavifard, R.; Maqbool, F.; Schmiedt-Kalenborn, A.; Buhl, J.; Bambach, M.; Walther, F. Integrated forming and surface engineering of disc springs by inducing residual stresses by incremental sheet forming. Materials 2019, 12, 1646. [Google Scholar] [CrossRef] [Green Version]
- López, C.; Elías-Zúñiga, A.; Jiménez, I.; Martínez-Romero, O.R.; Siller, H.; Diabb, J.M. Experimental determination of residual stresses generated by single point incremental forming of AlSi10Mg sheets produced using SLM additive manufacturing process. Materials 2018, 11, 2542. [Google Scholar] [CrossRef] [Green Version]
- Ham, M.; Powers, B.M.; Loiselle, J. Surface topography from single point incremental forming using an acetal tool. Key Eng. Mater. 2013, 549, 84–91. [Google Scholar] [CrossRef]
- Ham, M.; Powers, B.M.; Loiselle, J. Multiscale analysis of surface topography from single point incremental forming using an acetal tool. J. Phys. Conf. Ser. 2014, 483, 012008. [Google Scholar] [CrossRef]
- Li, X.; Liu, Z.; Liang, X. Tool wear, surface topography, and multi-objective optimization of cutting parameters during machining AISI 304 austenitic stainless steel flange. Metals 2019, 9, 972. [Google Scholar] [CrossRef] [Green Version]
- Oraon, M. Surface roughness evaluation of AA 3003 alloy in single point incremental forming technique. Int. J. Sci. Eng. Res. 2018, 9, 28–34. [Google Scholar]
- Behera, A.K.; Ou, H. Effect of stress relieving heat treatment on surface topography and dimensional accuracy of incrementally formed grade 1 titanium sheet parts. Int. J. Adv. Manuf. Technol. 2016, 87, 3233–3248. [Google Scholar] [CrossRef] [Green Version]
- Ambrogio, G.; Filice, L.; Gagliardi, F.; Micari, F. Sheet thinning prediction in single point incremental forming. Adv. Mater. Res. 2005, 6–8, 479–486. [Google Scholar] [CrossRef]
- Shamsari, M.; Mirnia, M.J.; Elyas, M.; Baseri, H. Formability imrpovement in singe point incremental forming of truncated cone using a two-stage hybrid deformation strategy. Int. J. Adv. Manuf. Technol. 2018, 94, 2357–2368. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Y.; Meehan, P.A. Tool path strategies and deformation analysis in multi-pass incremental sheet forming process. Int. J. Adv. Manuf. Technol. 2014, 75, 395–409. [Google Scholar] [CrossRef]
- Said, L.B.; Mars, J.; Wali, M.; Dammak, F. Effects of the tool path strategies on incremental sheet metal forming process. Mech. Ind. 2016, 17, 411. [Google Scholar] [CrossRef]
- Gatea, S.; Xy, D.; Ou, H.; McCartney, G. Evaluation of formability and fracture of pure titanium in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2018, 95, 625–641. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.H.; Park, J.J. Effect of process parameters on formability in incremental forming of sheet metal. J. Mater. Process. Technol. 2002, 130–131, 42–46. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, S.; Li, Y.; Meehan, P.A. Modeling and optimization of surface roughness in incremental sheet forming using a multi-objective function. Mater. Manuf. Process. 2014, 29, 808–818. [Google Scholar] [CrossRef]
- Oleksik, V.; Pascu, A.; Deac, C.; Fleacă, R.; Bologa, O.; Racz, G. Experimental study on the surface quality of the medical implants obtained by single point incremental forming. Int. J. Mater. Form. 2010, 3, 935–938. [Google Scholar] [CrossRef]
- Radu, C. Analysis of the correlation accuracy-distribution of residual stresses in the case of parts processed by SPIF. Mathematical models and methods in modern science. In Proceedings of the 14th WSEAS International Conference on Mathematical Methods, Computational Techniques and Intelligent Systems, Porto, Portugal, 1–3 July 2012; pp. 195–199. [Google Scholar]
- Jiménez, I.; López, C.; Martinez-Romero, O.; Mares, P.; Siller, H.R.; Diabb, J.; Sandoval-Robles, J.A.; Elías-Zúñiga, A. Investigation of residual stress distribution in single point incremental forming of aluminum parts by X-ray diffraction technique. Int. J. Adv. Manuf. Technol. 2017, 91, 2571–2580. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cu | Ni | Cr | Al | Ti | Mo | V | S | Si | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.016 | 0.188 | 0.06 | 0.042 | 0.021 | 0.035 | 0.022 | 0.003 | 0.020 | 0.004 | 0.003 | Rest |
| Specimen Orientation | Yield Stress Rp02, MPa | Ultimate Tensile Stress Rm, MPa | Elongation A50, % | Strengthening Coefficient K, MPa | Strain Hardening Exponent n |
|---|---|---|---|---|---|
| 0° | 184.5 | 303.9 | 23.0 | 490.4 | 0.205 |
| 45° | 193.7 | 314.9 | 22.1 | 489.9 | 0.164 |
| 90° | 176.1 | 296.0 | 22.8 | 465.7 | 0.169 |
| Slope Angle α (°) | Step Size ap (mm) | ||
|---|---|---|---|
| 0.3 | 0.5 | 0.7 | |
| 70 | √ | √ | √ |
| 71 | Fractured at h = 15.6 mm | √ | √ |
| 71.5 | Fractured at h = 16.5 mm | √ | √ |
| 72 | Fractured at h = 16.5 mm | Fractured at h = 18.9 mm | Fractured at h = 20.4 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slota, J.; Krasowski, B.; Kubit, A.; Trzepiecinski, T.; Bochnowski, W.; Dudek, K.; Neslušan, M. Residual Stresses and Surface Roughness Analysis of Truncated Cones of Steel Sheet Made by Single Point Incremental Forming. Metals 2020, 10, 237. https://doi.org/10.3390/met10020237
Slota J, Krasowski B, Kubit A, Trzepiecinski T, Bochnowski W, Dudek K, Neslušan M. Residual Stresses and Surface Roughness Analysis of Truncated Cones of Steel Sheet Made by Single Point Incremental Forming. Metals. 2020; 10(2):237. https://doi.org/10.3390/met10020237
Chicago/Turabian StyleSlota, Ján, Bogdan Krasowski, Andrzej Kubit, Tomasz Trzepiecinski, Wojciech Bochnowski, Kazimiera Dudek, and Miroslav Neslušan. 2020. "Residual Stresses and Surface Roughness Analysis of Truncated Cones of Steel Sheet Made by Single Point Incremental Forming" Metals 10, no. 2: 237. https://doi.org/10.3390/met10020237
APA StyleSlota, J., Krasowski, B., Kubit, A., Trzepiecinski, T., Bochnowski, W., Dudek, K., & Neslušan, M. (2020). Residual Stresses and Surface Roughness Analysis of Truncated Cones of Steel Sheet Made by Single Point Incremental Forming. Metals, 10(2), 237. https://doi.org/10.3390/met10020237