4. Conclusions
Starting from an already developed Ti-7Fe alloy, two new low cost Ti alloys were designed using thermodynamic calculations from ThermoCalc [
18] in order to analyze the influence of Al and Cr alloy elements in oxidation resistance behavior in the Ti-Fe system. The PM route follows the traditional uniaxial pressing in sintering in high vacuum of green compacts from elemental powders and titanium hydride powder. The procedure followed aimed to reduce manufacturing costs by integrating near-net shape models in the production methodology and by replacing high value elements (i.e., vanadium) for well stablished and affordable components such as iron or aluminum.
Ti-7Fe and Ti-7Fe-3Al alloys show a α+β microstructure whereas with only 12% of β-stabilizer elements, the Ti-7Fe-5Cr alloy is able of obtain mainly β microstructures, a remarkable feature that differs from traditional β-Ti alloys with high content of β stabilizers like commercial Ti−5553 (Ti−5Al−5V−5Mo−3Cr−0.5Fe).
In comparison to alloys obtained using HDH Ti as starting powders, TiH2 powders have proven to enhance by approximately 2% the densification during sintering by increasing hydrogen and alloy elements’ diffusion during dehydrogenation process.
The oxidation behavior at temperatures near 500 °C, aluminum inhibits more efficiently the formation of iron oxide, despite the absence of evidences of aluminum oxide growth in outer surface layers. Comparison to CP Ti which traditionally exhibits excellent corrosion with a full α phase microstructure, aluminum has proven to have successfully enhance the oxidation resistance properties by approximately 10%. In terms of chromium addition, it stabilizes mainly β phase microstructures. However, it also shows an improvement of oxidation resistance compared to Ti-7Fe, but worse than CP Ti.
At temperatures approximately of 600 °C, alloys containing chromium exhibit the worst performance of all due to the higher amount of β phase, followed by Ti-7Fe and Ti-7Fe-3Al. The alloy that has higher amount of α phase in the substrate has showed better oxidation resistance. The presence of Cr, even though is often associated with better oxidation resistance, did not improve oxidation performance. In case of aluminum, it certainly shows a slight improvement of 20% from base Ti-7Fe. However, all three Ti-Fe alloys presented worse oxidation resistance than traditional CP Ti or Ti-6Al-4V.
As conclusion, in oxidation resistance, open porosity usually implies more surface exposed to oxidation. However, it does not seem to be the most relevant feature, this being the amount of Fe-rich beta phase present on the microstructure of the alloy and the introduction of aluminum or chromium which inhibits iron oxide growth. The corrosion resistance of all alloys that, in aeronautical an environment, are comparable to conventional Ti alloys compositions (Ti- 6Al-4V).
At temperatures about 500 °C, the designed Ti-Fe alloys show good performance that make it possible to reduce the high cost that always hinders the use of titanium alloys in many industries. CP Ti is more expensive than using stainless steel and hence by reducing about 10 to 15% of Ti usage, could potentially increase savings by the same proportions.
The information obtained about the aluminum and chromium additions as alloy elements carries positive improvements for Ti-Fe-Al and Ti-Fe-Cr alloys. Microstructure and surface quality are highlighted as critical factors for oxidation and corrosion resistance. Therefore, surface modification and heat treatments can further improve such properties.
Author Contributions
The conceptualization was designed by E.G. The methodology was designed and improved by all authors; E.R., S.A.T., and E.G. The formal analysis, investigation, and validation were carried out by all authors; E.R., S.A.T., and E.G. The writing of the original draft was prepared by E.R. The reviews and editing of the manuscript were made by all authors. The supervision was made by S.A.T. and E.G. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to thank the funding provided for this research by the Regional Government of Madrid (Dir. Gral. Universidades e Investigación) through the project ADITIMAT-CM (P2018/NMT4411), the Spanish Government through the Ramón y Cajal contract RYC-2014-15014 and the project BIOHYB (PCIN-2016-123).
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Froes, F.H.; Imam, A. Titanium: A historic and current perspective part II. Adv. Mater. Process. 2018, 176, 18–24. [Google Scholar]
- Cui, C.; Hu, B.M.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Froes, F.H.S.; Gungor, M.N.; Imam, M.A. Cost-affordable titanium: The component fabrication perspective. JOM 2007, 59, 28–31. [Google Scholar] [CrossRef]
- Samarov, V.; Seliverstov, D. Fabrication of near-net-shape cost-effective titanium components by use of prealloyed powders and hot isostatic pressing. In Titanium Powder Metallurgy; Elsevier: San Diego, CA, USA, 2015; pp. 313–336. [Google Scholar]
- Esteban, P.G.; Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. PM processing and characterisation of Ti-7Fe low cost titanium alloys. Powder Metall. 2011, 54, 242–245. [Google Scholar] [CrossRef] [Green Version]
- Bolzoni, L.; Herraiz, E.; Ruiz-Navas, E.M.; Gordo, E. Study of the properties of low-cost powder metallurgy titanium alloys by 430 stainless steel addition. Mater. Des. 2014, 60, 628–636. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Wang, K.; Chen, G.; Li, Z.; Qin, Z.; Lu, X.; Li, C. Thermodynamic modeling of Ti-Fe-Cr ternary system. Calphad 2017, 56, 160–168. [Google Scholar] [CrossRef]
- Hsu, H.-C.; Pan, C.-H.; Wu, S.-C.; Ho, W.-F. Structure and grindability of cast Ti–5Cr–xFe alloys. J. Alloys Compd. 2009, 474, 578–583. [Google Scholar] [CrossRef]
- Yamanoglu, R.; Gulsoy, N.; Olevsky, E.A.; Gulsoy, H.O. Production of porous Ti5Al2.5Fe alloy via pressureless spark plasma sintering. J. Alloys Compd. 2016, 68, 654–658. [Google Scholar] [CrossRef] [Green Version]
- Syarif, J.; Kurniawan, E.; Sajuri, Z.; Omar, M. Influence of iron on phase stability and corrosion resistance of Ti-15% Cralloy. Sains Malays. 2013, 42, 1775–1780. [Google Scholar]
- Lu, J.; Zhao, Y.; Niu, H.; Zhang, Y.; Du, Y.; Zhang, W.; Huo, W. Electrochemical corrosion behavior and elasticity properties of Ti–6Al–xFe alloys for biomedical applications. Mater. Sci. Eng. C 2016, 62, 36–44. [Google Scholar] [CrossRef]
- Pimenova, N.V.; Starr, T.L. Electrochemical and corrosion behavior of Ti–xAl–yFe alloys prepared by direct metal deposition method. Electrochim. Acta 2006, 51, 2042–2049. [Google Scholar] [CrossRef]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Quantifying the properties of low-cost powder metallurgy titanium alloys. Mater. Sci. Eng. A 2017, 687, 47–53. [Google Scholar] [CrossRef]
- Esteban, P.G.; Ruiz-Navas, E.M.; Bolzoni, L.; Gordo, E. Low-cost titanium alloys? Iron may hold the answers. Met. Powder Rep. 2008, 64, 24–27. [Google Scholar] [CrossRef]
- Bolzoni, L. Low-cost Fe-bearing powder metallurgy Ti alloys. Met. Powder Rep. 2019, 74, 308–313. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Savvakin, D.G.; Moxson, V.S.; Bondareval, K.A.; Froes, F.H.S. Titanium powder metallurgy for automotive components. Mater. Technol. 2002, 17, 20–25. [Google Scholar] [CrossRef]
- Gordo, E.; Morales-Rivas, L.; Böhme, L.; Kerscher, E.; Tsipas, S.A.; Bolzoni, L. Fatigue and oxidation behavior of low-cost PM Ti-Fe alloys. In Proceedings of the 4th International Conference on Titanium Powder Metallurgy & Additive Manufacturing, Xi’an, China, 8–10 September 2017. [Google Scholar]
- Andersson, J.O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc and DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Kumar, S.; Narayanan, T.S.N.S.; Raman, S.G.S.; Seshadri, S.K. Thermal oxidation of CP Ti-An electrochemical and structural characterization. Mater. Charact. 2010, 61, 589–597. [Google Scholar] [CrossRef]
- Ho, W.-F.; Pan, C.-H.; Wu, S.-C.; Hsu, H.-C. Mechanical properties and deformation behavior of Ti–5Cr–xFe alloys. J. Alloys Compd. 2009, 472, 546–550. [Google Scholar] [CrossRef]
- Yoon, J.-W.; Hyun, Y.-T.; Kim, J.-H.; Yeom, J.-T.; Yoon, S.-Y. Effect of Fe on the high temperature oxidation of Ti-Al-Fe alloys. Korean J. Mater. Res. 2011, 21, 357–363. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.W.; Kim, K.M.; Park, C.H.; Hong, J.K.; Yeom, J.-T.; Shih, D.S. Effects of TiFe Intermetallic Compounds on the Tensile Behavior of Ti-4Al-4Fe-0. 25Si Alloy, Metall. Mater. Trans. A 2017, 48, 561–567. [Google Scholar] [CrossRef]
- Ivasishin, O.; Moxson, V. Low-cost titanium hydride powder metallurgy. In Titanium Powder Metallurgy; Qian, M., Sam Froes, F.H., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2015; pp. 117–148. [Google Scholar]
- Chen, G.; Liss, K.D.; Auchterlonie, G.; Tang, H.; Cao, P. Dehydrogenation and Sintering of TiH2: An In Situ Study. Metall. Mater. Trans. A 2017, 48, 2949–2959. [Google Scholar] [CrossRef]
- Bhosle, V.; Baburaj, E.; Miranova, M.; Salama, K. Dehydrogenation of TiH2. Mater. Sci. Eng. A 2003, 356, 190–199. [Google Scholar] [CrossRef]
- Liu, H.; He, P.; Feng, J.C.; Cao, J. Kinetic study on nonisothermal dehydrogenation of TiH2 powders. Int. J. Hydrogen Energy 2009, 34, 3018–3025. [Google Scholar] [CrossRef]
- Robertson, I.M.; Schaffer, G.B. Comparison of sintering of titanium and titanium hydride powders. Powder Metall. 2010, 53, 12–19. [Google Scholar] [CrossRef]
- Alcock, C.B.; Itkin, V.P.; Horrigan, M.K. Vapour Pressure Equations for the Metallic Elements: 298–2500K. Can. Metall. Q. 1984, 23, 309–313. [Google Scholar] [CrossRef]
- Rocha, D.S.S.; Adabo, L.G.; Henriques, P.G.E.; Nóbilo, A.M.A.D. Vickers Hardness of Cast Commercially Pure Titanium and Ti-6Al-4V Alloy Submitted to Heat Treatments. Braz. Dent. J. 2006, 17, 126–129. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Demidik, A.N.; Savvakin, D.G. Use of titanium hydride for the synthesis of titanium aluminides from powder materials. Powder Metall. Met. Ceram. 1999, 38, 482–487. [Google Scholar] [CrossRef]
- Wang, H.T.; Lefler, M.; Fang, Z.Z.; Lei, T.; Fang, S.M.; Zhang, J.M.; Zhao, Q. Titanium and Titanium Alloy via Sintering of TiH 2. Key Eng. Mater. 2010, 436, 157–163. [Google Scholar] [CrossRef]
- Boyer, R.; Welsch, G.; Collings, E.W. Materials Properties Handbook: Titanium Alloys; ASM International: Cleveland, OH, USA, 1998. [Google Scholar]
- Frangini, S.; Mignone, A.; de Riccardis, F. Various aspects of the air oxidation behaviour of a Ti6Al4V alloy at temperatures in the range 600–700 °C. J. Mater. Sci. 1994, 29, 714–720. [Google Scholar] [CrossRef]
- Wagner, C. Reaktionstypen bei der Oxydation von Legierungen, Zeitschrift für Elektrochemie, Berichte der Bunsengesellschaft. Phys. Chem. 1959, 63, 772–782. [Google Scholar]
- Monceau, D.; Pieraggi, B. Determination of Parabolic Rate Constants from a Local Analysis of Mass-Gain Curves. Oxid. Met. 1998, 50, 477–493. [Google Scholar] [CrossRef] [Green Version]
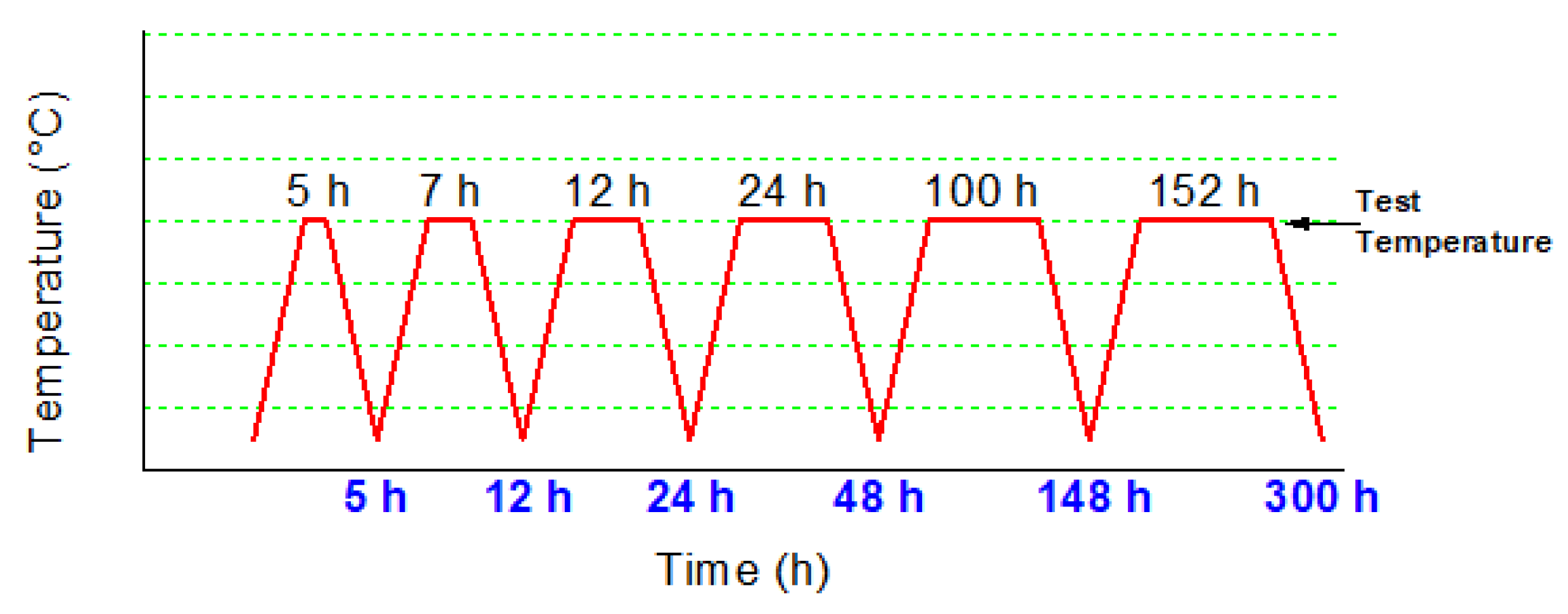
Figure 1.
High temperature oxidation test cycle.
Figure 2.
ThermoCalc [
18] equilibrium phase diagrams (
a) Ti-7Fe-yCr (
b) Ti-7Fe-xAl.
Figure 3.
DTA-TG curves for the Ti alloys blended powders (a) DTA and (b) TG.
Figure 4.
Sem images (BSE mode ×1000) of sintered samples (a) Ti-7Fe, (b) Ti-7Fe-3Al, (c) Ti-7Fe-5Cr, and (d) EDS analysis on each specified point.
Figure 5.
XRD patterns of as-sintered Ti alloys.
Figure 6.
Mass gain as exposure time increase in 600 °C oxidation test for 300 h of Ti-7Fe-5Cr, Ti-7Fe, Ti-7Fe-3Al, Ti-6Al-4V [
33], and unalloyed Ti samples.
Figure 7.
Backscattered electron image of cross section of (a) Ti-7Fe-5Cr, (b)Ti-7Fe, (c)Ti-7Fe-3Al, (d) unalloyed Ti, and (e) XRD patterns of samples tested at 600 °C for 300 h.
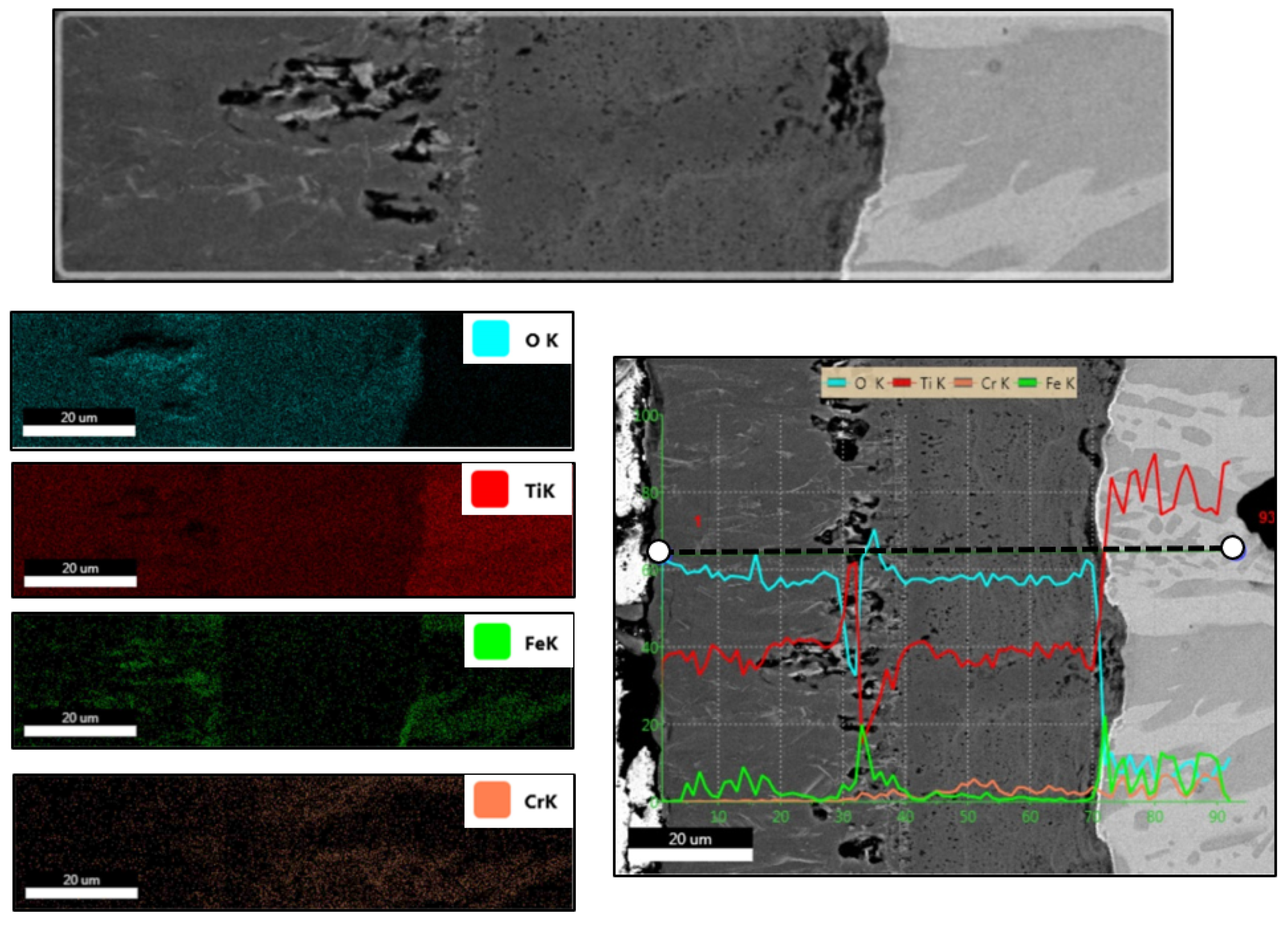
Figure 8.
Results of the EDS area and linear mapping (at %) conducted on Ti-7Fe-5Cr samples oxidized for 300 h at 600 °C.
Figure 9.
Results of the EDS area and linear mapping (at %) conducted on Ti-7Fe samples oxidized for 300 h at 600 °C.
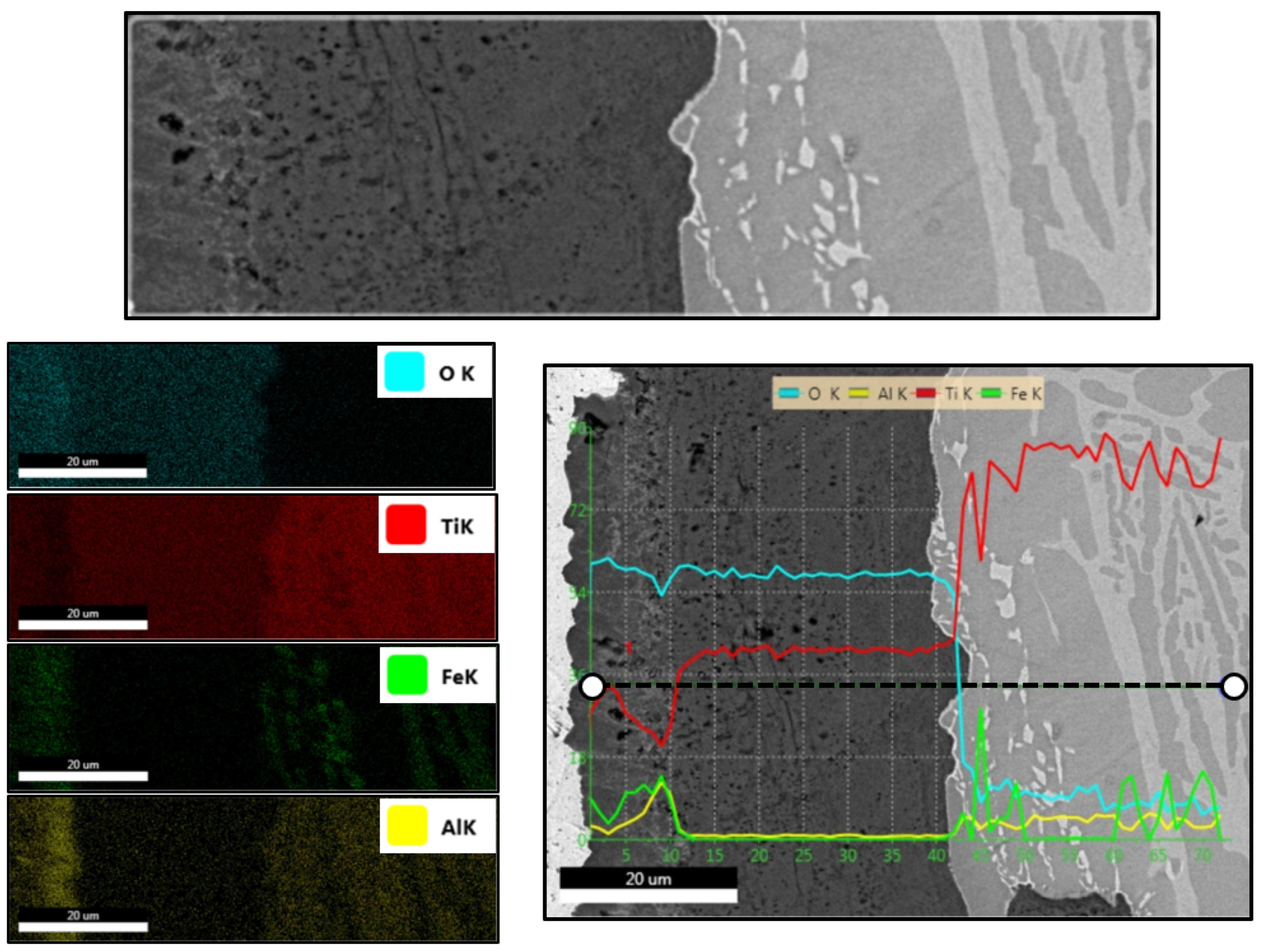
Figure 10.
Results of the EDS area and linear mapping (at %) conducted on Ti-7Fe-3Al samples oxidized for 300 h at 600 °C.
Figure 11.
Mass gain as exposure time increase in the 500 °C oxidation test for 300 h of Ti-7Fe-5Cr, Ti-7Fe, Ti-7Fe-3Al, and unalloyed Ti powder metallurgy samples.
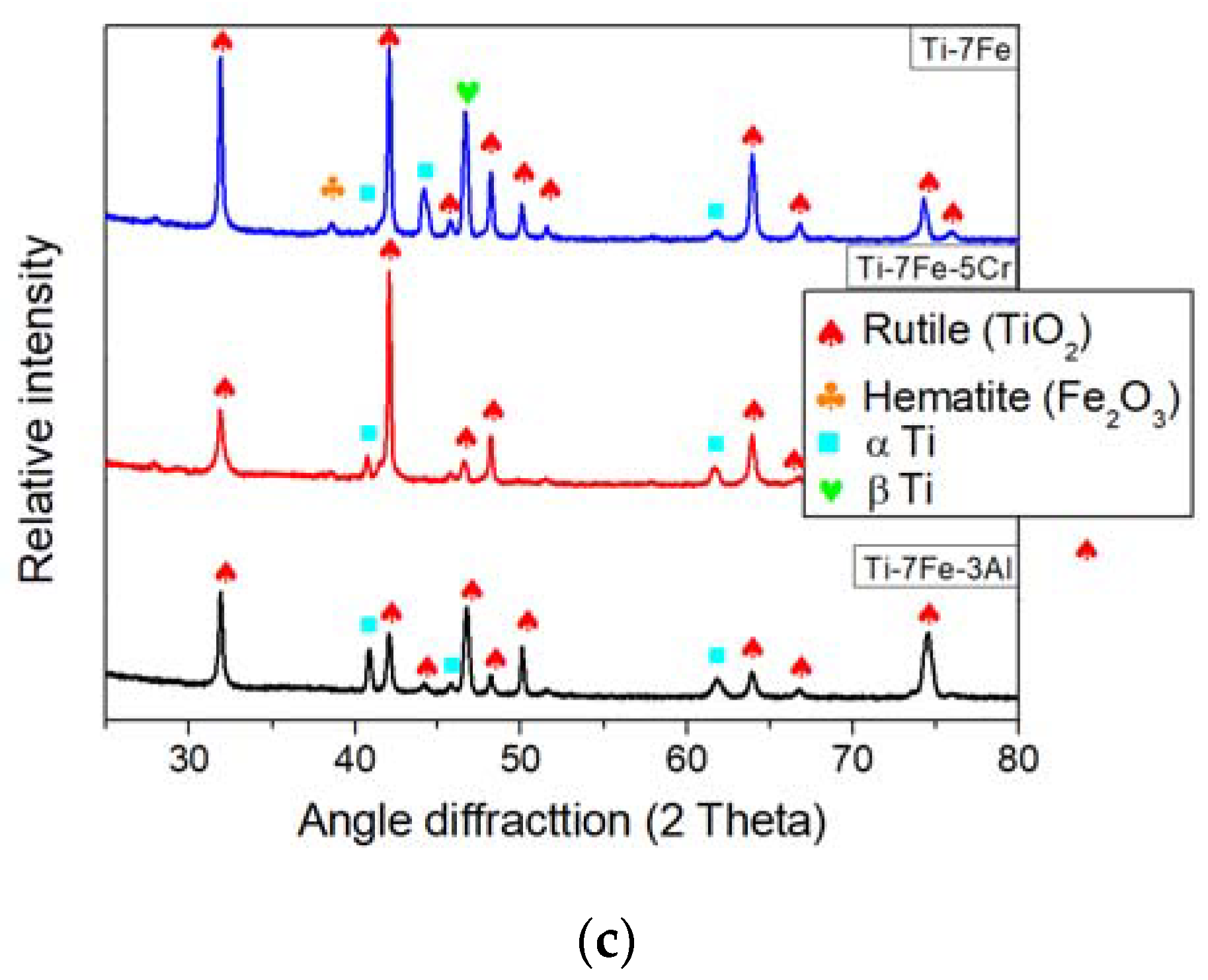
Figure 12.
Backscattered electron image of cross section of (a) Ti-7Fe (b) Ti-7Fe-5Cr, and (c) XRD patterns of samples tested at 500 °C for 300 h.
Figure 13.
Linear mapping (at %) along the superficial oxide of (a) Ti-7Fe (b) Ti-7Fe-5Cr alloys after 500 °C oxidation test.
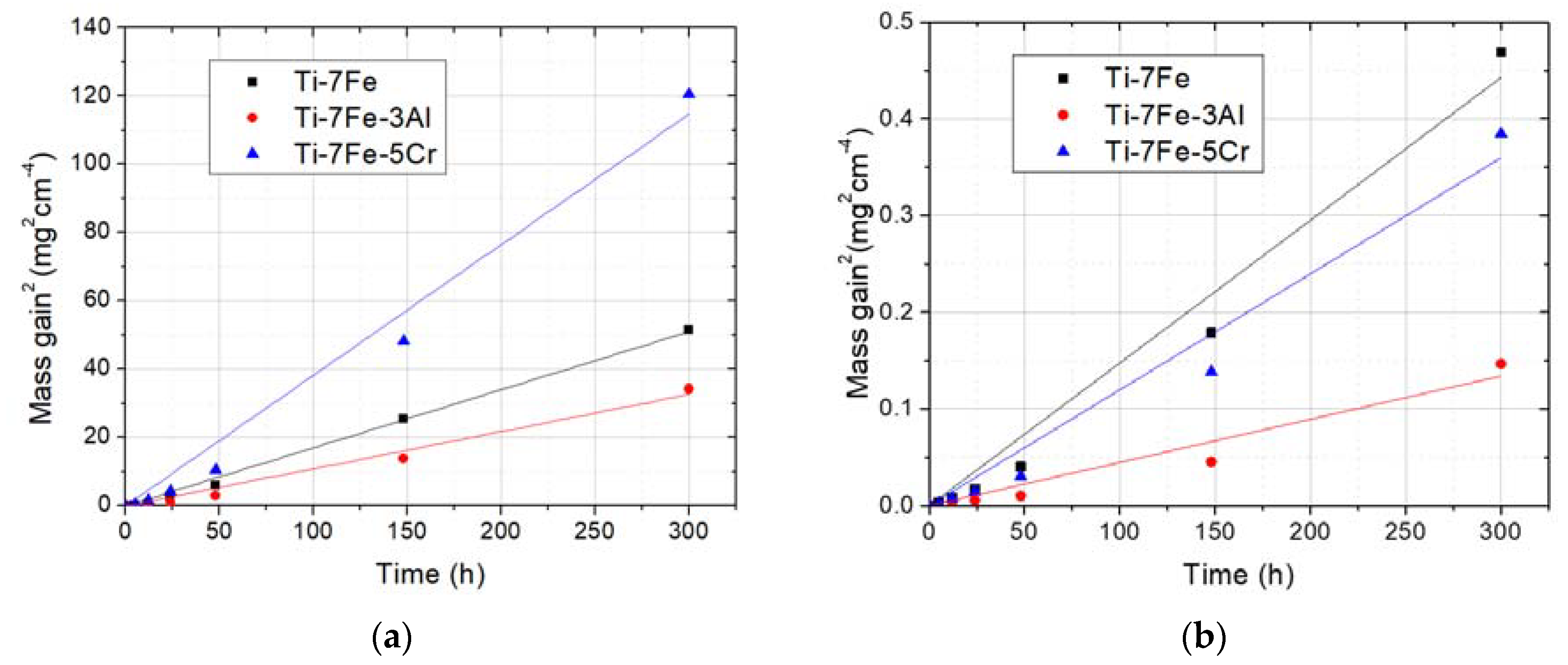
Figure 14.
Wagner linearization of square of mass gain vs. time at (a) 600 °C (b) 500 °C.
Figure 15.
Monceau parabolic fit time vs. mass gain at (a) 600 °C and (b) 500 °C.
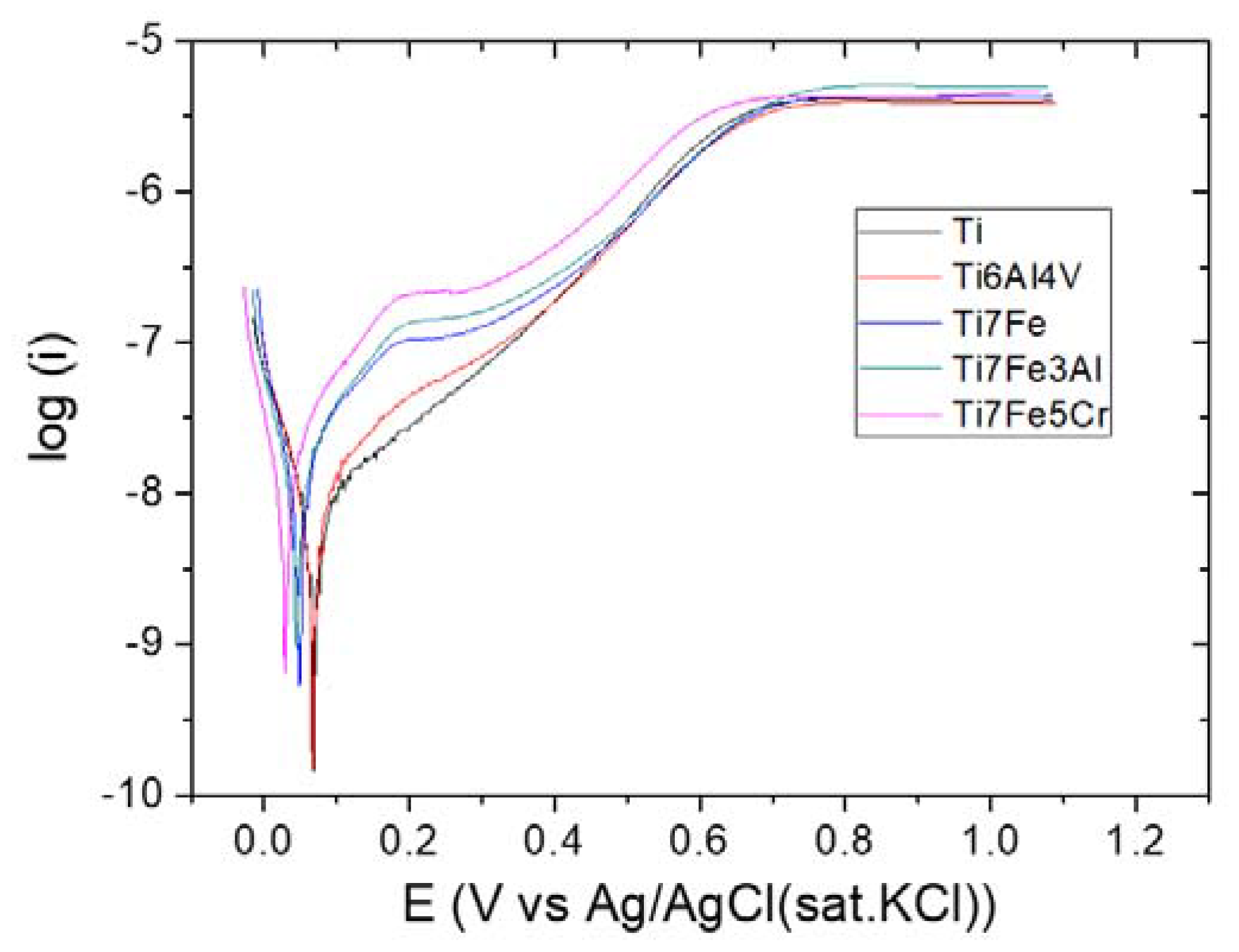
Figure 16.
Potentiodynamic polarization curves of unalloyed Ti and Ti alloys.
Table 1.
Characteristics of the starting powders.
| Property | | Powder |
|---|
| | TiH2 | Fe | Al | Cr |
|---|
| Density (g/cm3) | | 3.83 ± 0.02 | 7.786 ± 0.003 | 2.6708 ± 0.0012 | 7.56 ± 0.05 |
| Particle size distribution (µm) | D90 | 55 | 70 | 243 | 17 |
| D50 | 24 | 34 | 130 | 7 |
| D10 | 8 | 15 | 70 | 3 |
Table 2.
Onset and offset parameters from the two-step reaction of hydrogen decomposition.
| Composition | First Decomposition Reaction | Second Decomposition Reaction | Third Decomposition Shoulder |
|---|
| Onset | Peak | Offset | Onset | Peak | Offset | Onset | Offset |
|---|
| TiH2 | 481 | 511 | 539 | 554 | 592 | 635 | 638 | 808 |
| Ti-7Fe-5Cr | 474 | 507 | 549 | 549 | 603 | 641 | 643 | 831 |
| Ti-7Fe | 463 | 498 | 548 | 548 | 610 | 643 | 646 | 844 |
| Ti-7Fe-3Al | 457 | 506 | 545 | 545 | 601 | 634 | 637 | 823 |
Table 3.
Hydrogen mass loss and volume shrinkage from sintering process.
| Composition | Ti-7Fe | Ti-7Fe-3Al | Ti-7Fe-5Cr |
|---|
| Hydrogen relative mass loss (%) | 96 ± 1 | 99 ± 1 | 103 ± 5 |
| Volume shrinkage (%) | 23.68 ± 0.76 | 21.09 ± 0.72 | 25.27 ± 0.48 |
Table 4.
Relative density, porosity, and Vickers hardness of the TiH2 samples and from HDH powders from previous studies.
| Ti powder Type | Alloy | Relative Density (%) | Total Porosity (%) | Closed Porosity (%) | Hardness HV30 | Oxygen Content |
|---|
| HDH [17] | Ti-7Fe (PM) | 94.7 | 5.27 | 2.66 | 308 ± 12 | - |
| Ti-7Fe (Extruded) | 100 | - | - | 325 ± 12 | - |
| TiH2 | Ti-7Fe (PM) | 96.01 | 3.59 | 1.64 | 286 ± 10 | 0.415 ± 0.018 |
| Ti-7Fe-3Al (PM) | 93.57 | 7.46 | 3.61 | 283 ± 16 | 0.409 ± 0.03 |
| Ti-7Fe-5Cr (PM) | 97.46 | 1.85 | 1.01 | 306 ± 8 | 0.45 ± 0.005 |
| As-cast [29] | Ti-6Al-4V | - | - | - | 340 ± 6 | 0.17 |
| CP Ti | 200 ± 5 | 0.15 |
Table 5.
Calculated parabolic oxidation rate constant Kp for different alloys and temperatures according to Wanger theory of oxidation.
| Composition | Ti-7Fe | Ti-7Fe-3Al | Ti-7Fe-5Cr |
|---|
| Temperature (°C) | 500 | 600 | 500 | 600 | 500 | 600 |
| Kp (mg2∙cm−4∙h−1) | 0.0014 | 0.17 | 4.4 × 10−4 | 0.1 | 0.0012 | 0.39 |
| R-square fit of Kp | 0.9834 | 0.9963 | 0.9627 | 0.9866 | 0.9784 | 0.9864 |
Table 6.
Calculated oxidation rate constant Kp for different alloys and temperatures according to Monceau et al. [
35] oxidation procedure.
| Composition | Ti-7Fe | Ti-7Fe-3Al | Ti-7Fe-5Cr |
|---|
| Temperature (°C) | 500 | 600 | 500 | 600 | 500 | 600 |
| * Kp (mg2∙cm−4∙h−1) | 0.0027 | 0.198 | 0.0014 | 0.181 | 0.0025 | 0.642 |
| R-square fit of * Kp | 0.9983 | 0.9983 | 0.9911 | 0.9998 | 0.9967 | 0.9996 |
Table 7.
Corrosion parameters of potentiodynamic polarization alloys in Harrison solution at room temperature.
| | Ti | Ti-7Fe | Ti-7Fe-5Cr | Ti-7Fe-3Al | Ti-6Al-4V |
|---|
| EOCP (V) | 0.09 ± 0.04 | 0.1 ± 0.02 | 0.1 ± 0.02 | 0.11 ± 0.01 | 0.11 ± 0.02 |
| Icorr/V | 0.0085 ± 0.0026 | 0.023 ± 0.0092 | 0.027 ± 0.01 | 0.019 ± 0.01 | 0.0101 ± 0.0018 |
| Ecorr/V | 0.062 ± 0.043 | 0.043 ± 0.054 | 0.034 ± 0.021 | 0.05 ± 0.042 | 0.074 ± 0.023 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}