Influence of Submerged Entry Nozzle Port Blockage on the Meniscus Fluctuation Considering Various Operational Parameters

Abstract
:1. Introduction
2. Model Selection Criteria
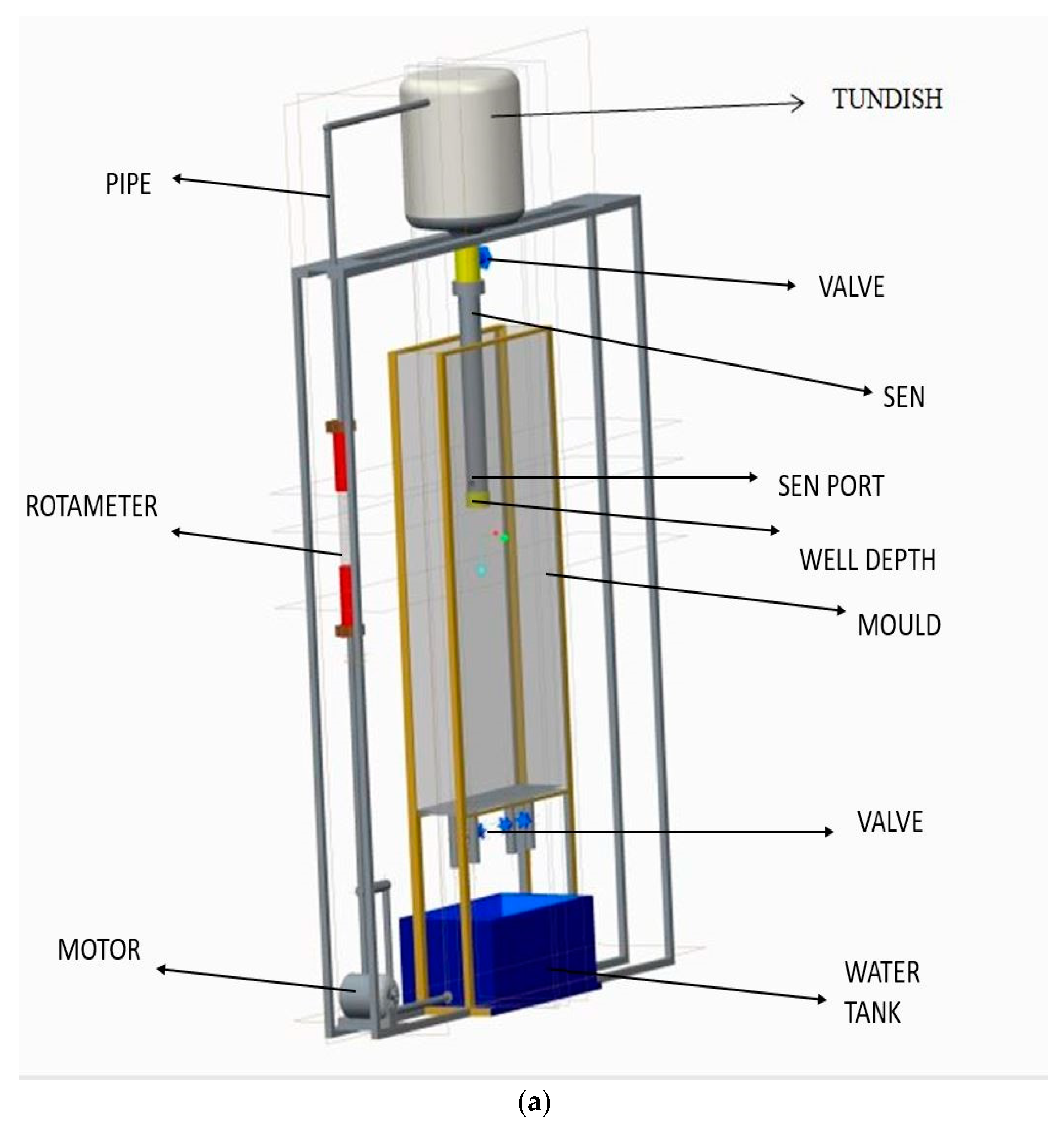
3. Material and Method: Water Model
4. Results and Discussion
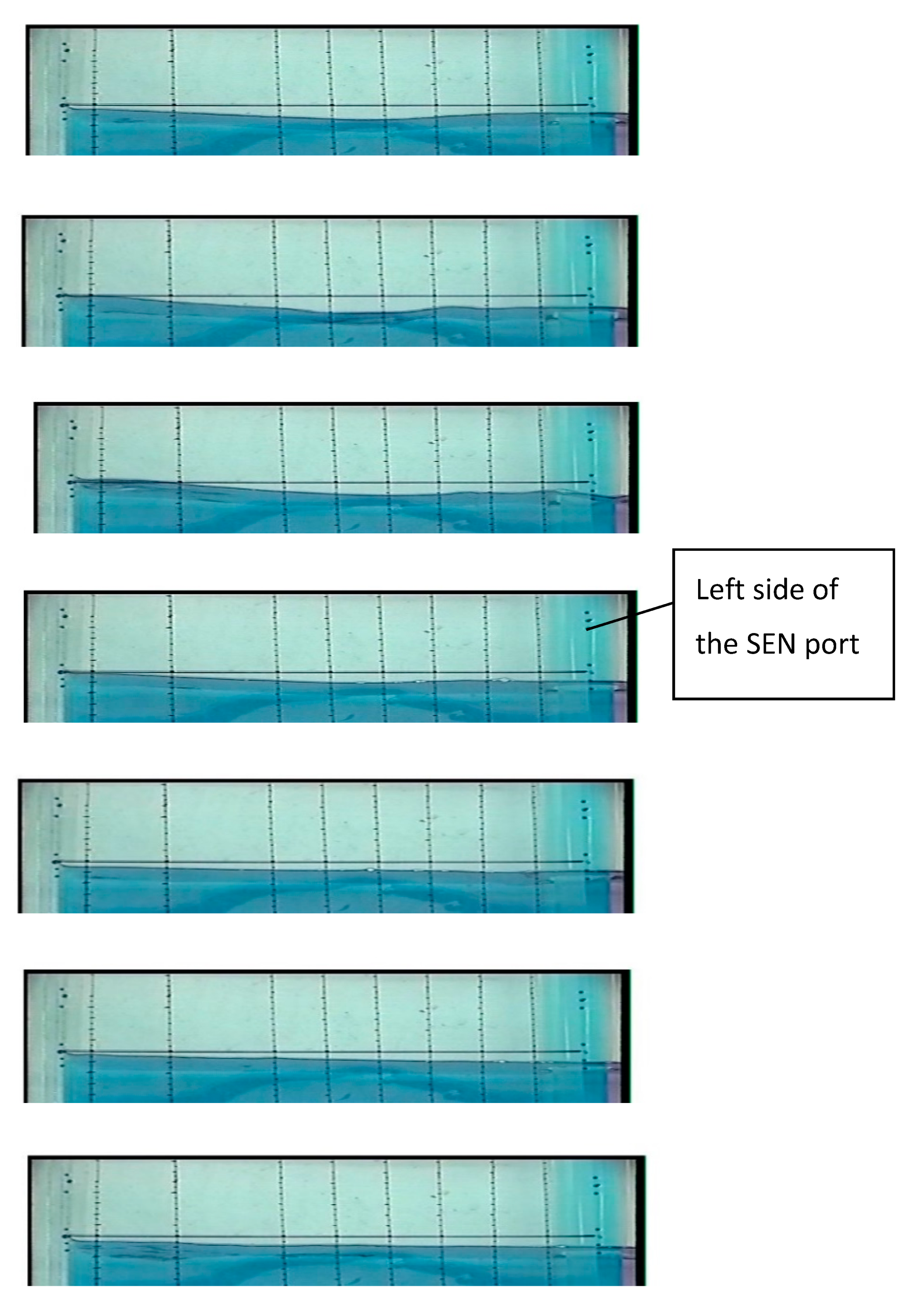
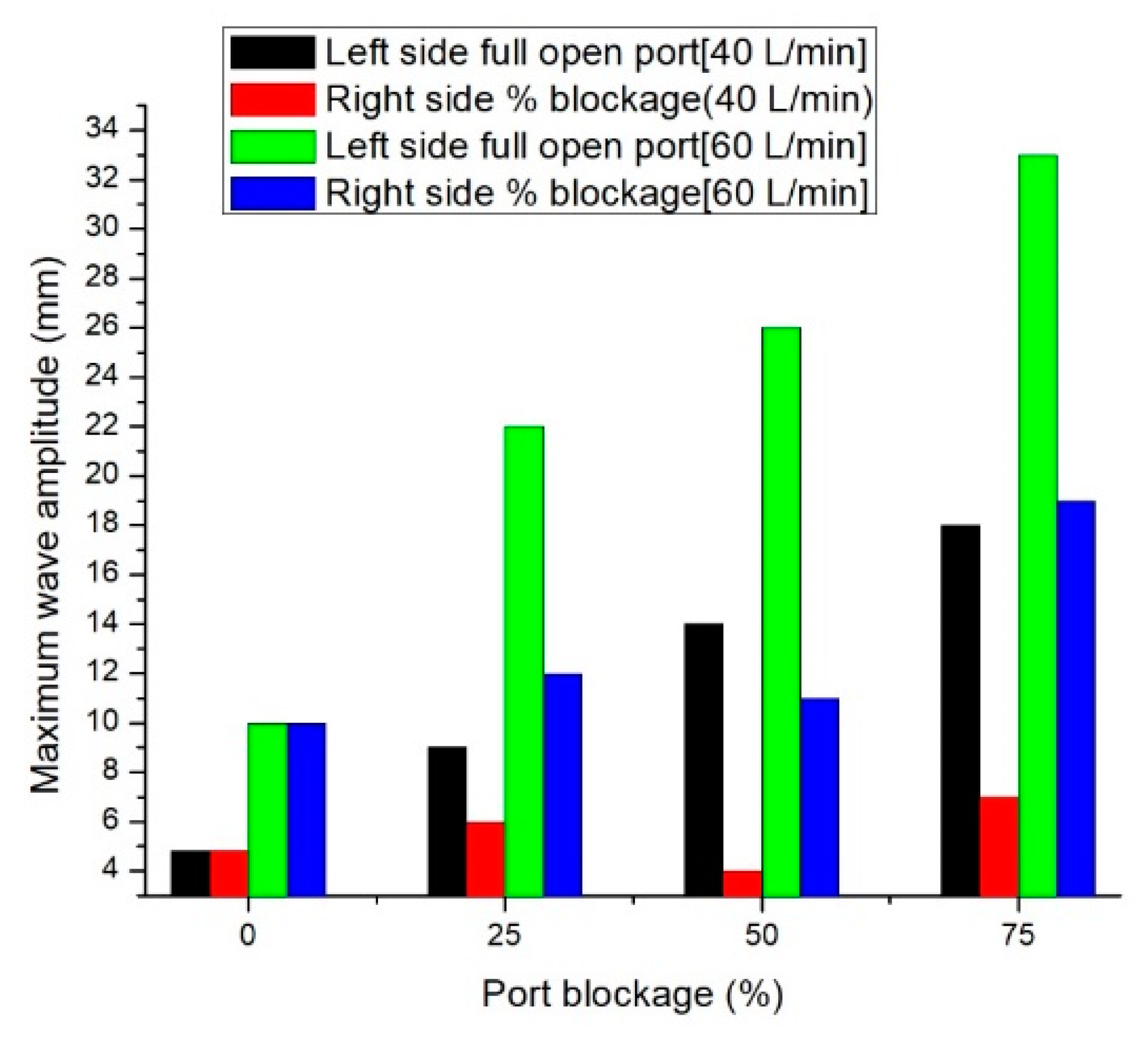
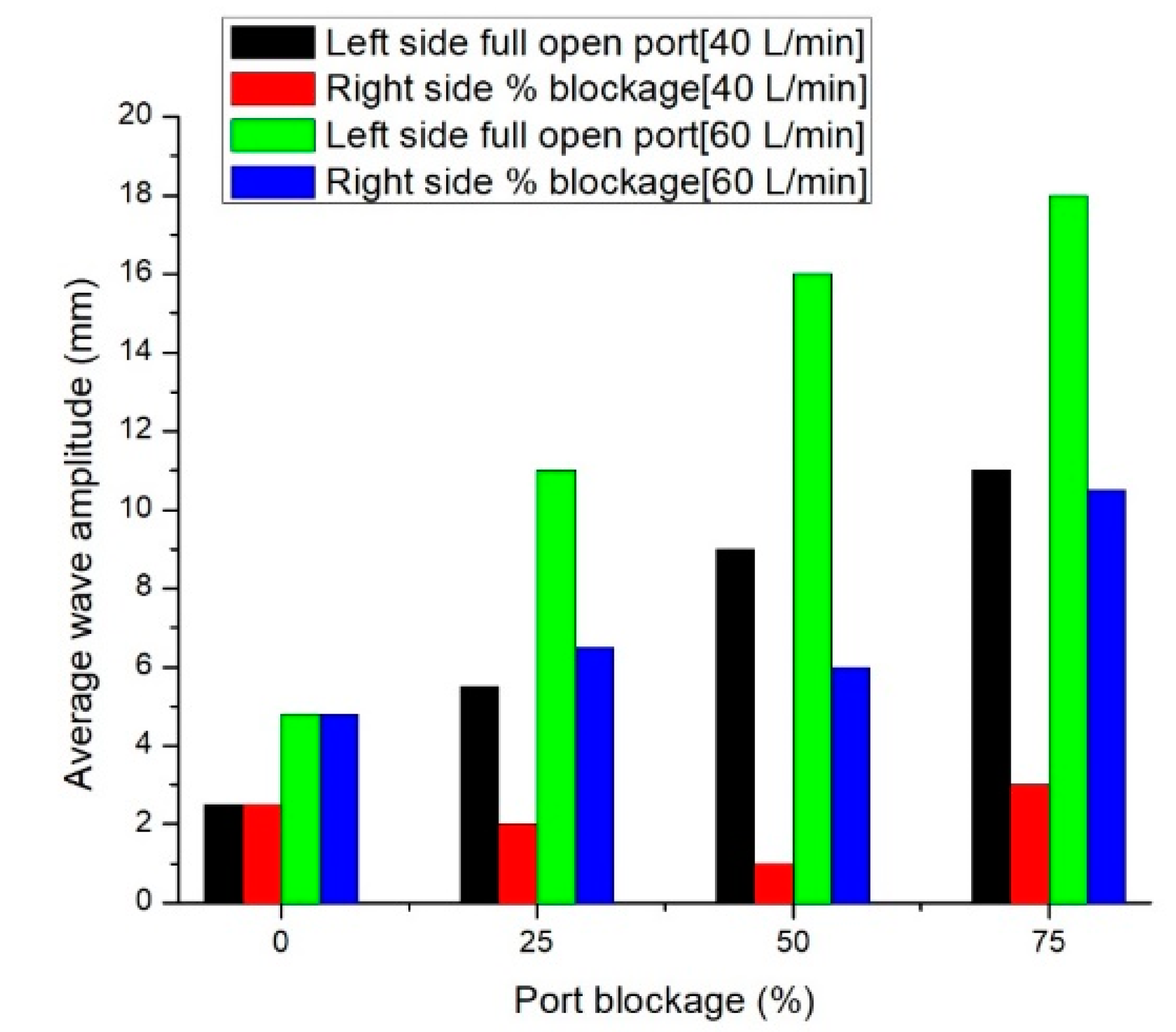
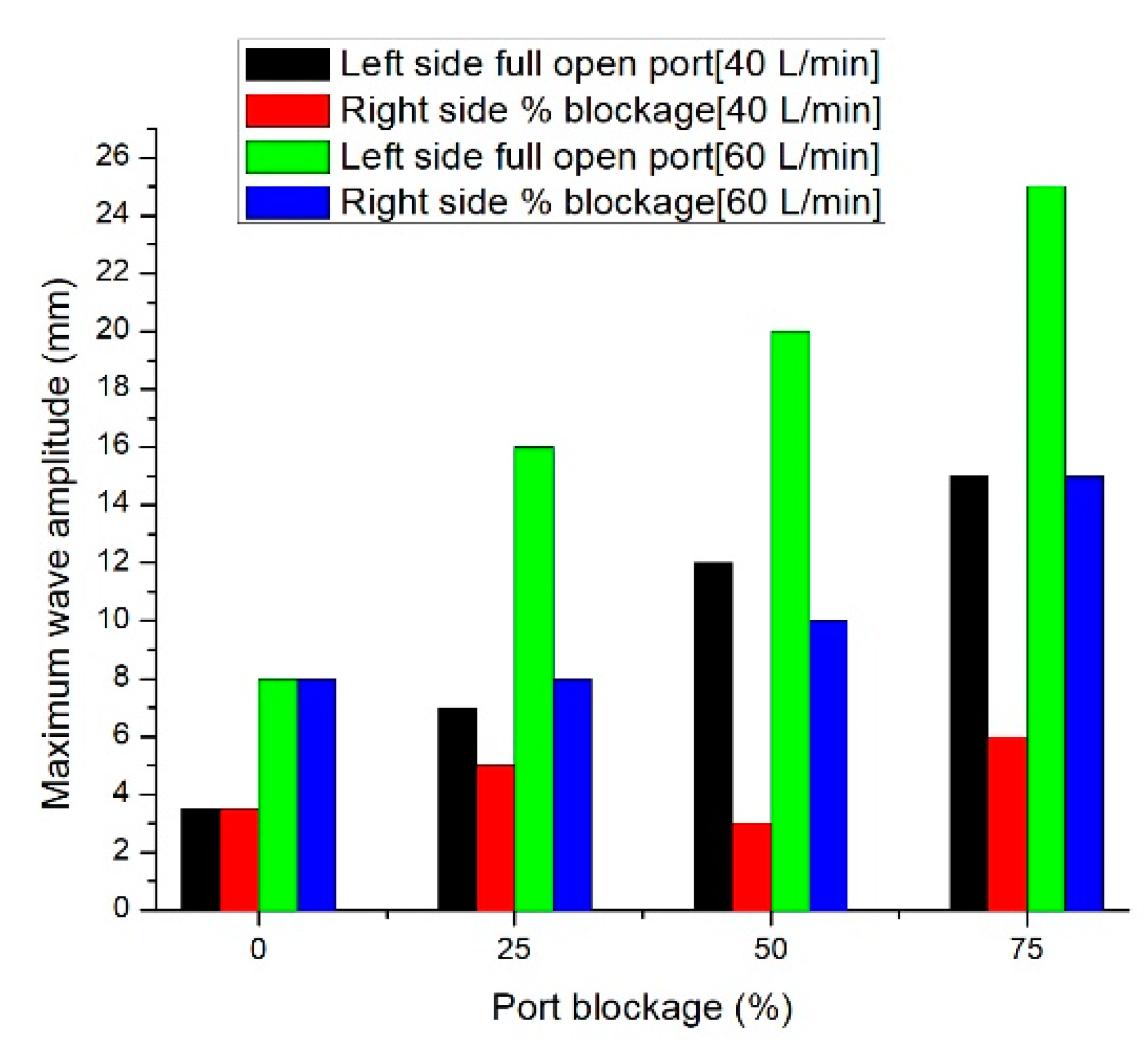
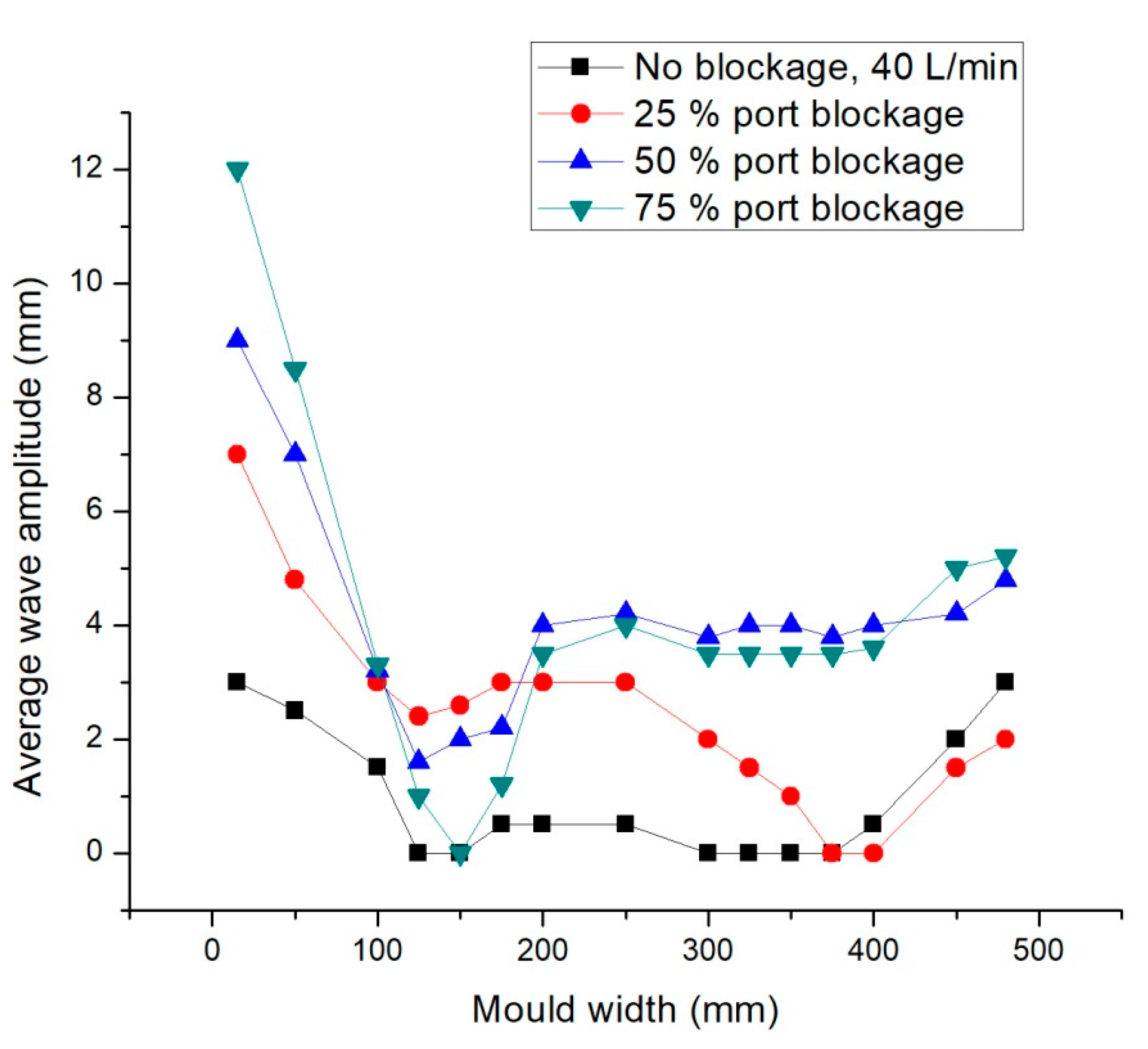
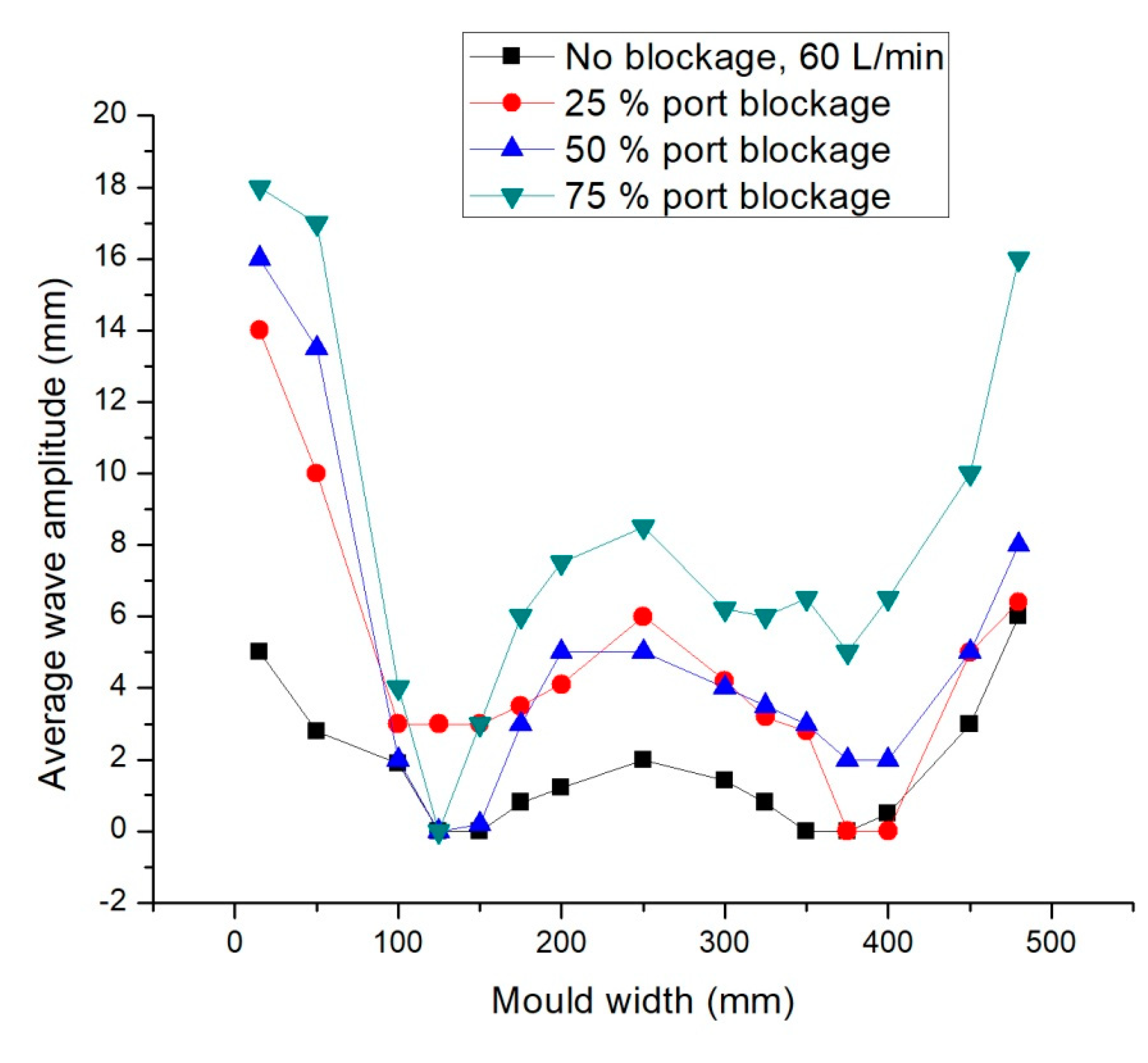
4.1. Influence of Nozzle Blockage on Surface Wave Amplitude
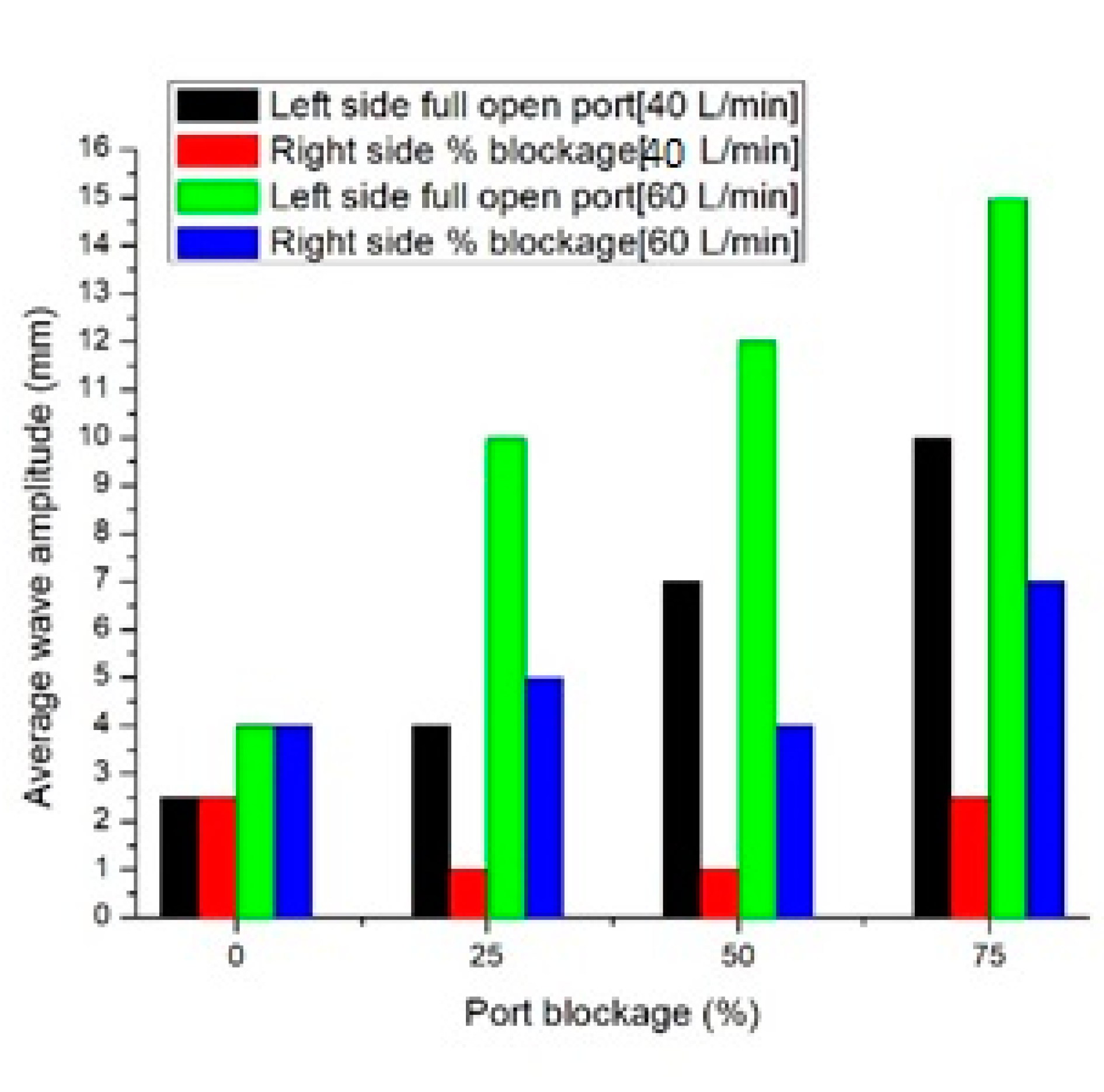
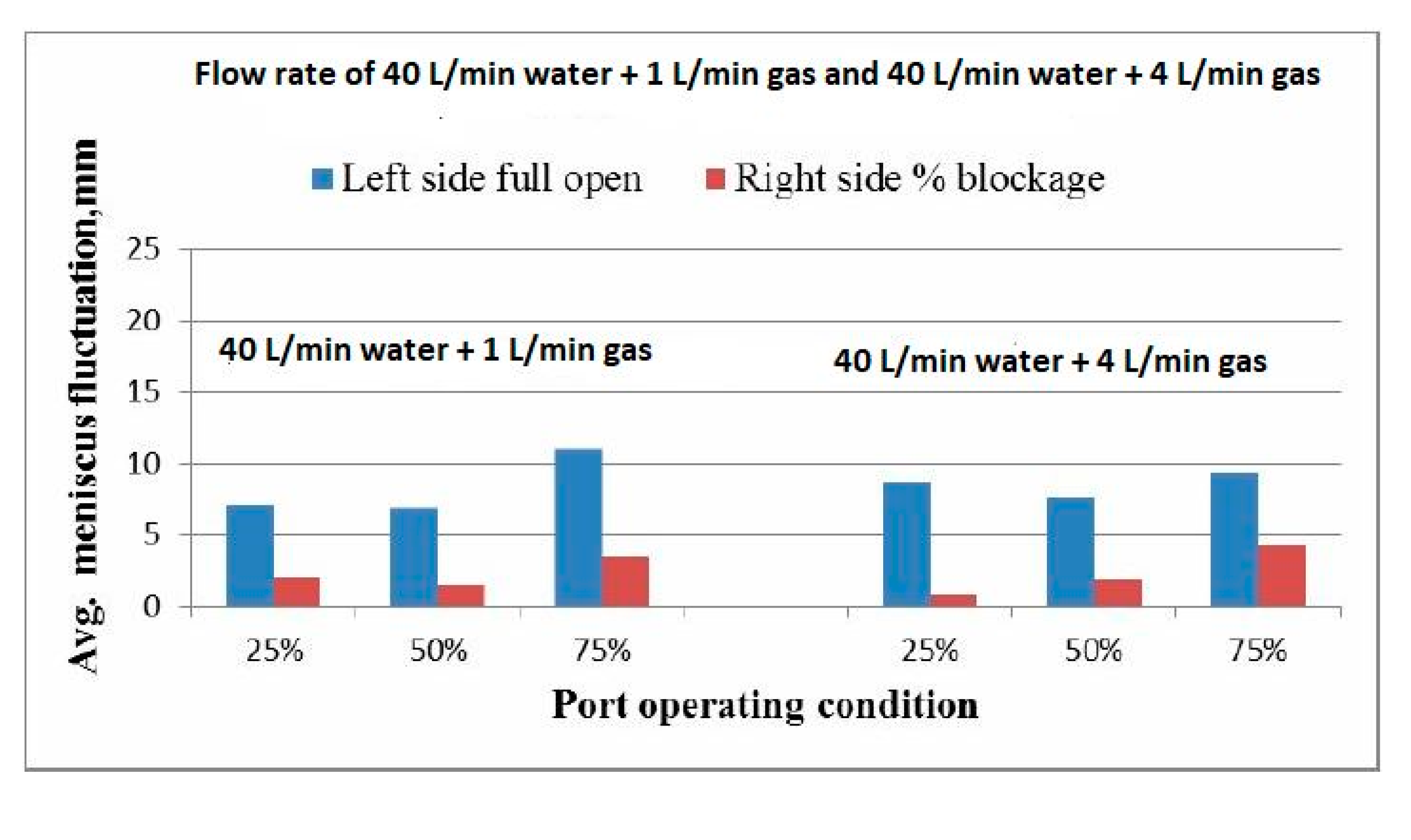
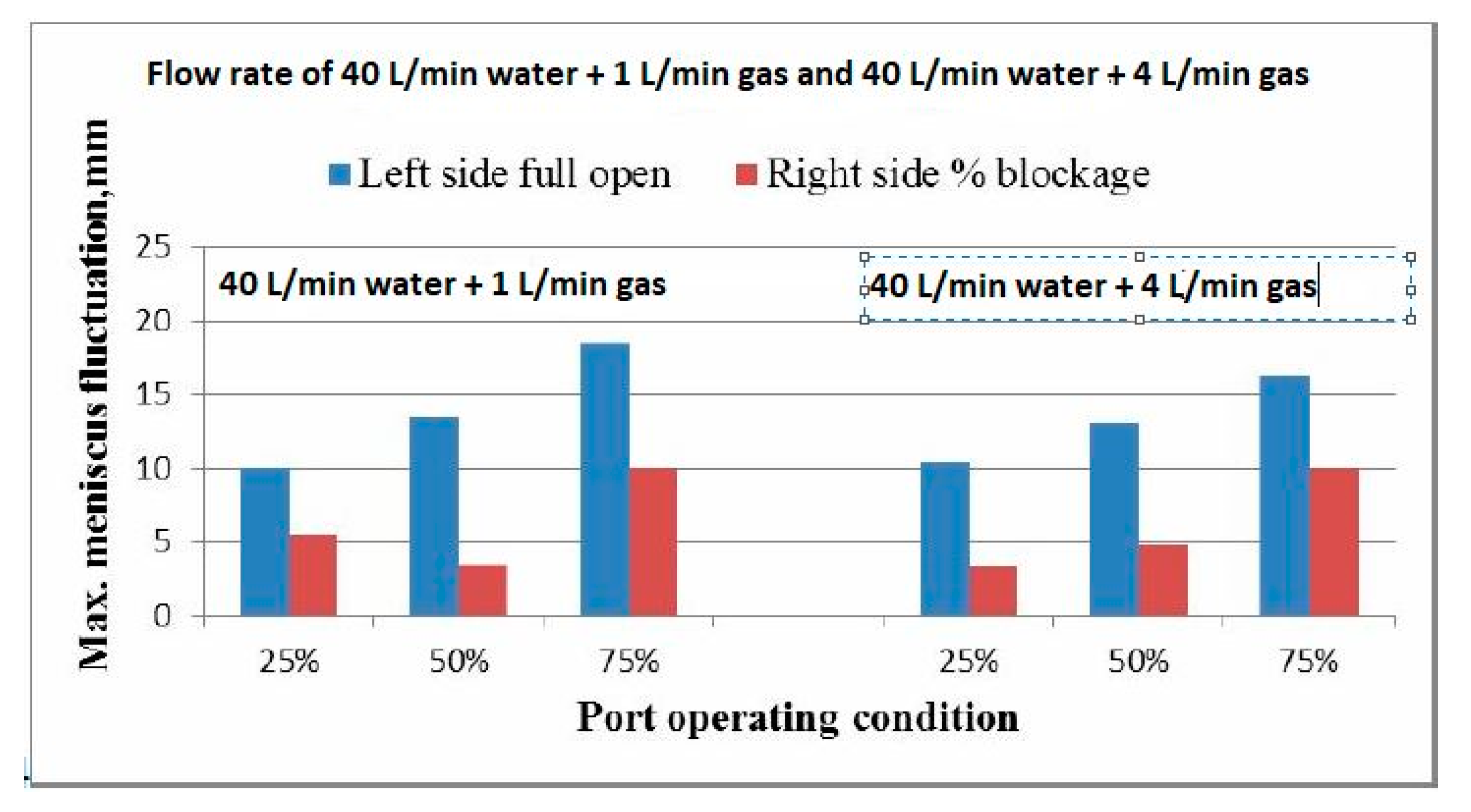
4.2. Effect of Port Size
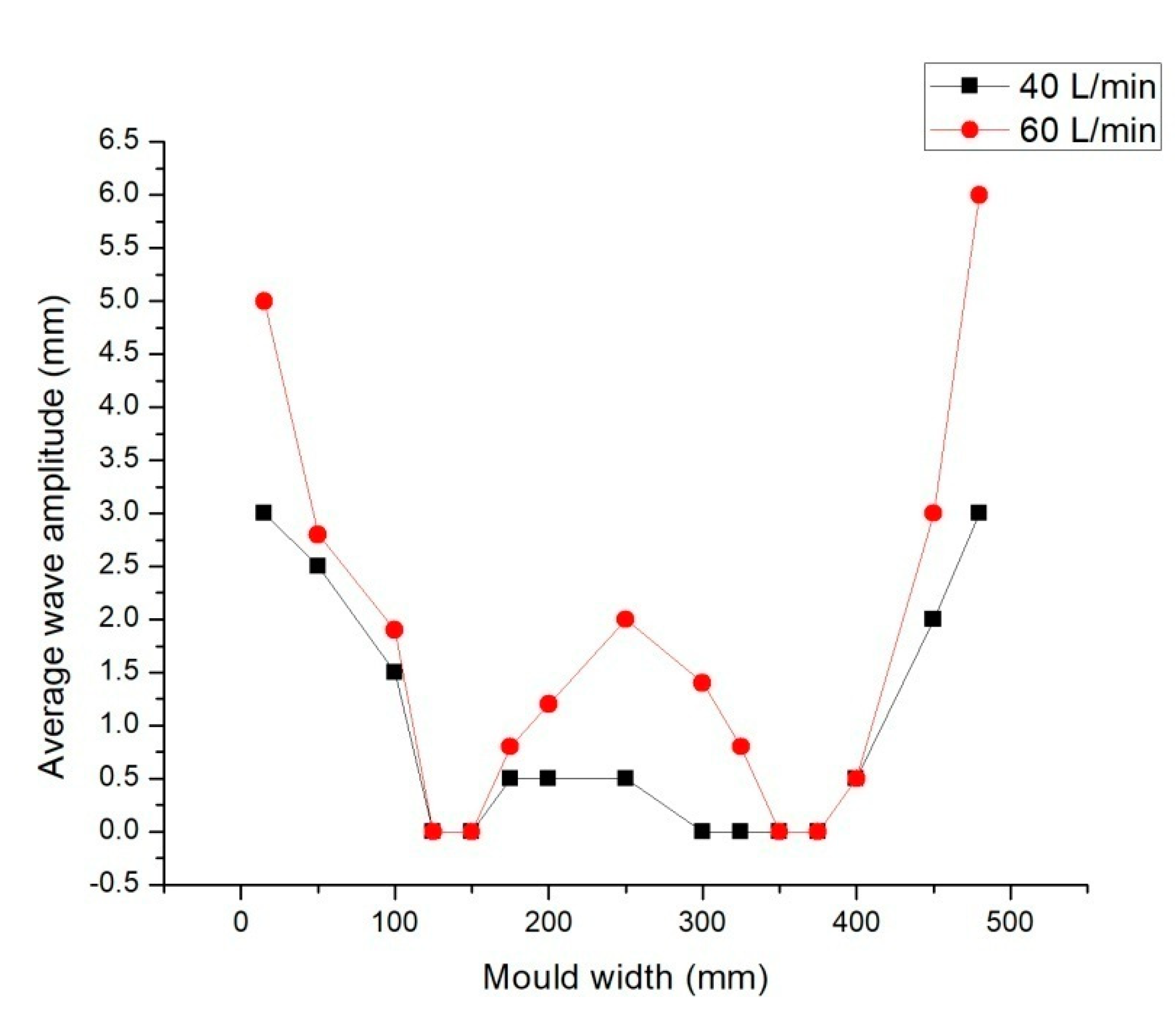
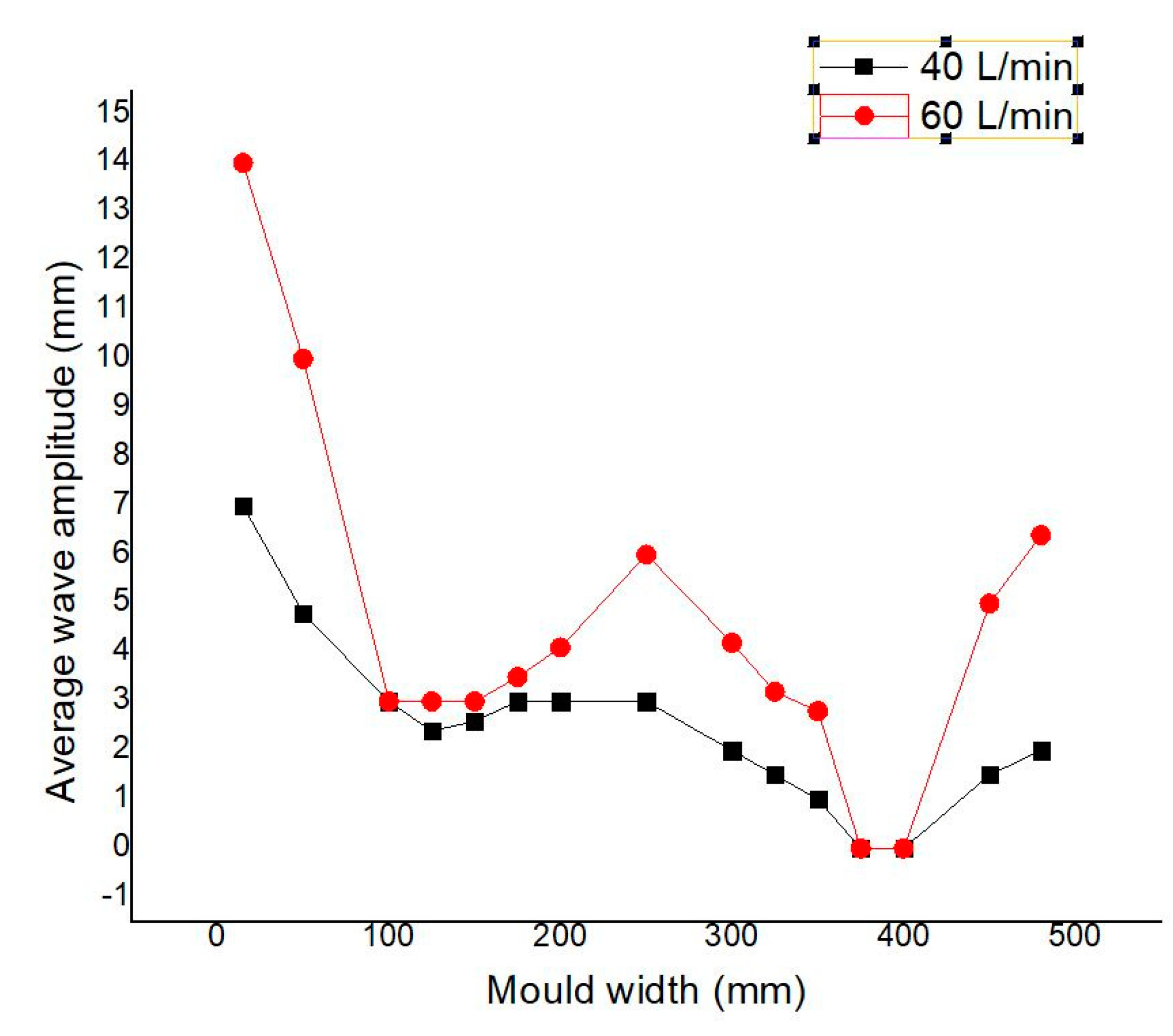
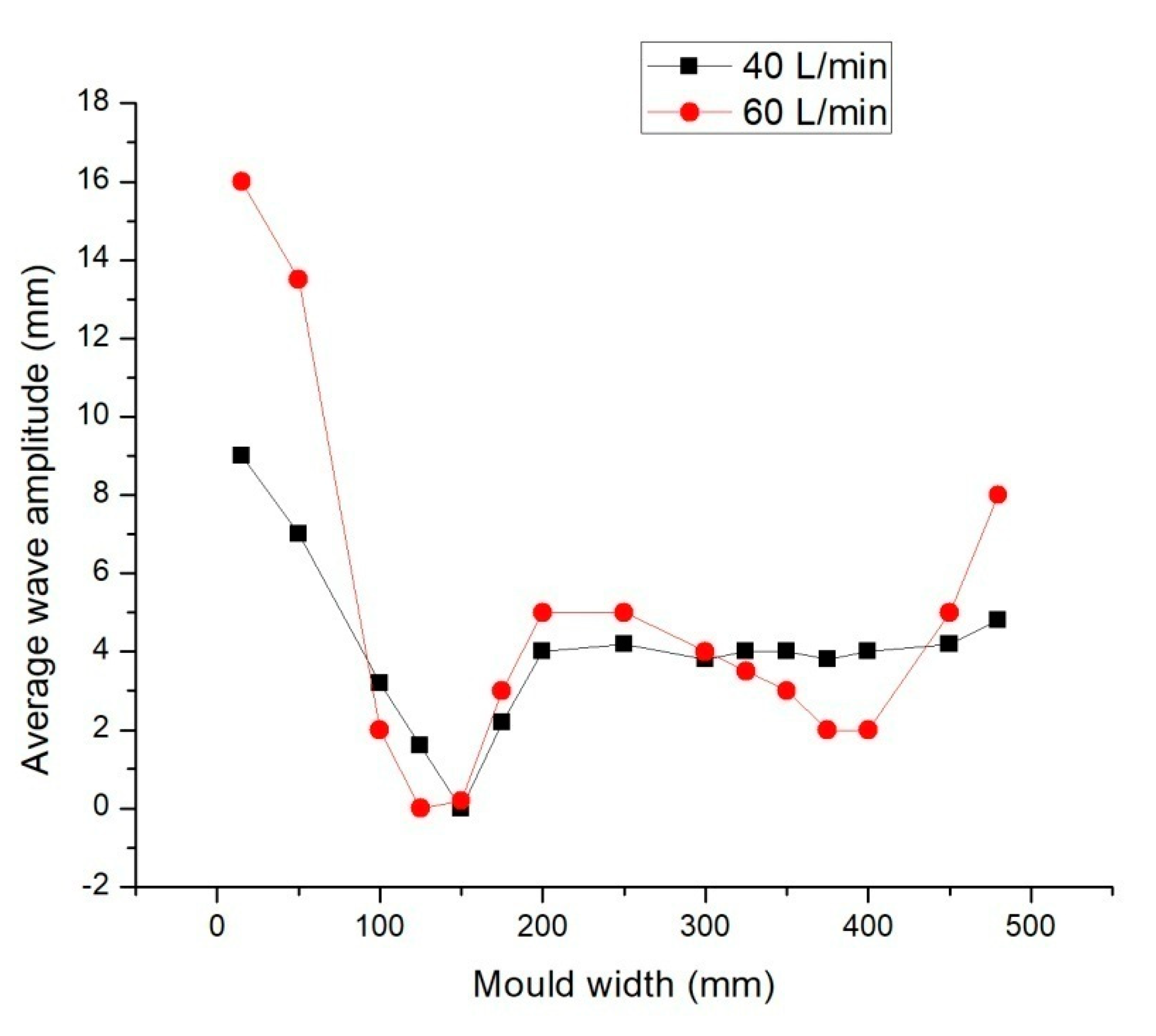
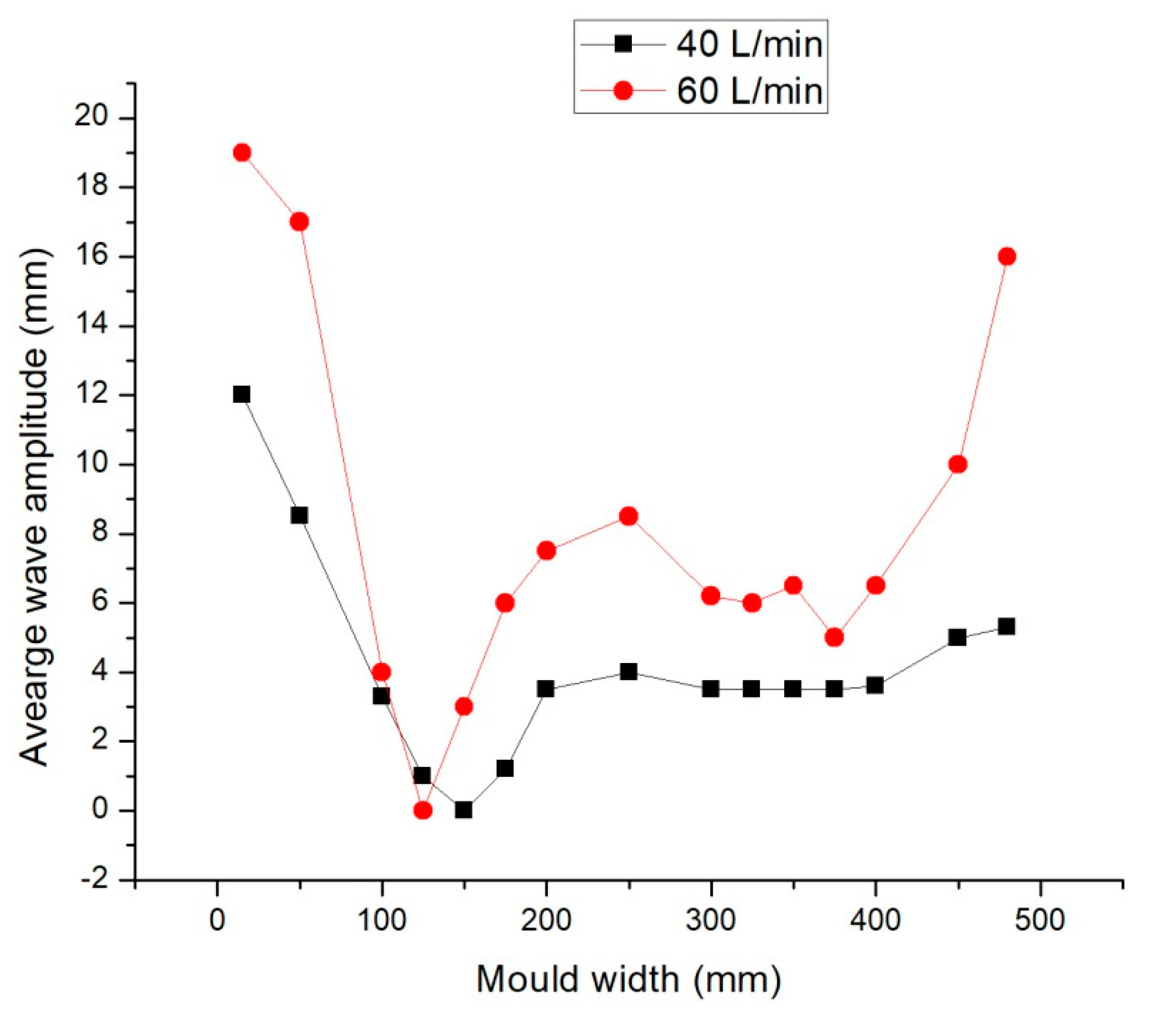
4.3. Effect of Air Flow Rate
5. Conclusions
- The water modelling experiment showed that meniscus fluctuation was a problem at high casting speeds. Parameters such as the SEN port area, liquid flow rate, air flow rate, and submergence depth have an essential effect on the average and maximum meniscus fluctuation. These parameters were studied to measure the meniscus fluctuation in the water modeling experiment.
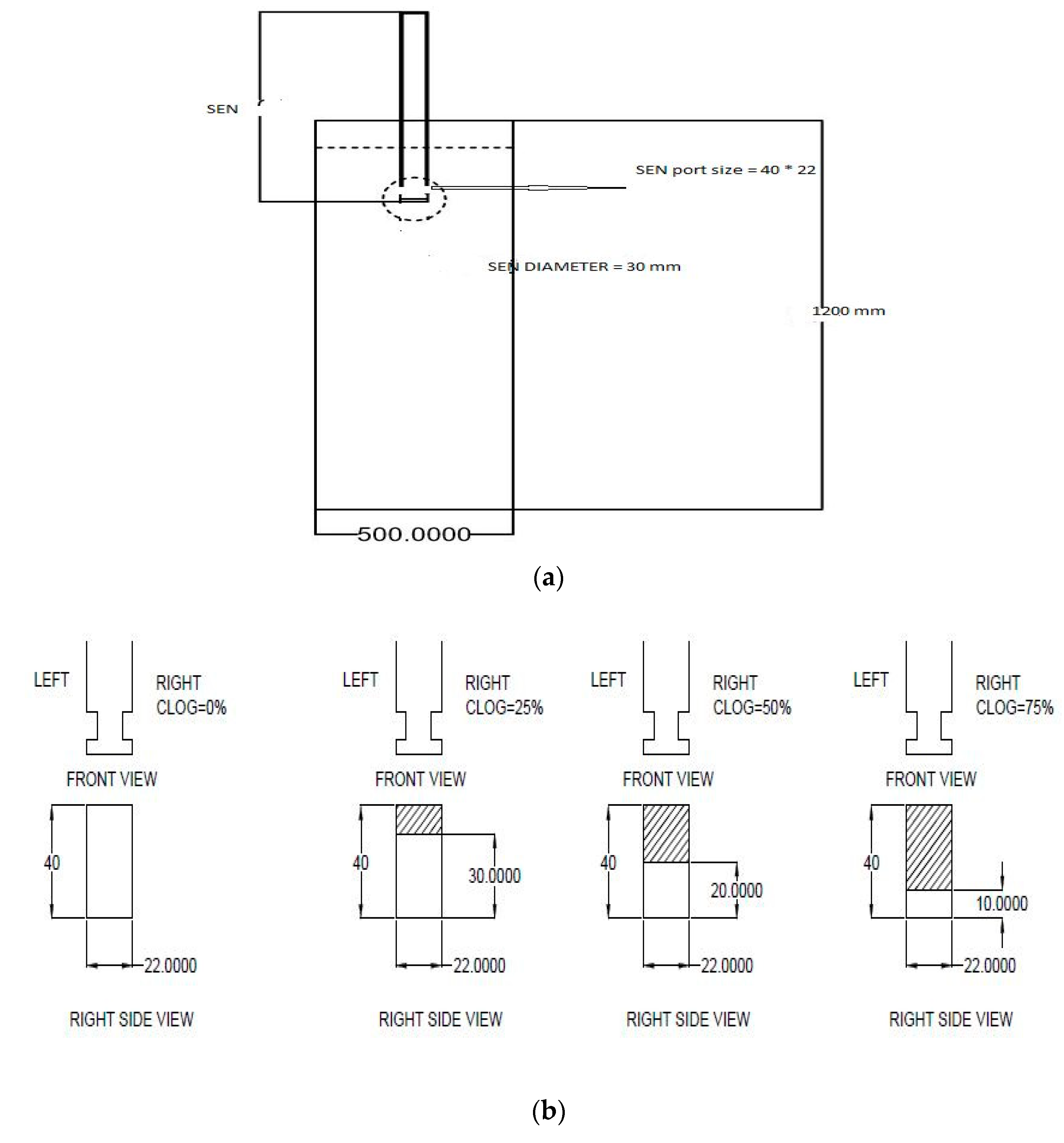
- When the port size decreases, the liquid steel flow moved preferentially from the clogging side to the normal side, which results in an asymmetry in the mould. The blockage of SEN to any extent on one side of the port increases the liquid flow from the other side of the port, resulting in very high meniscus fluctuation.
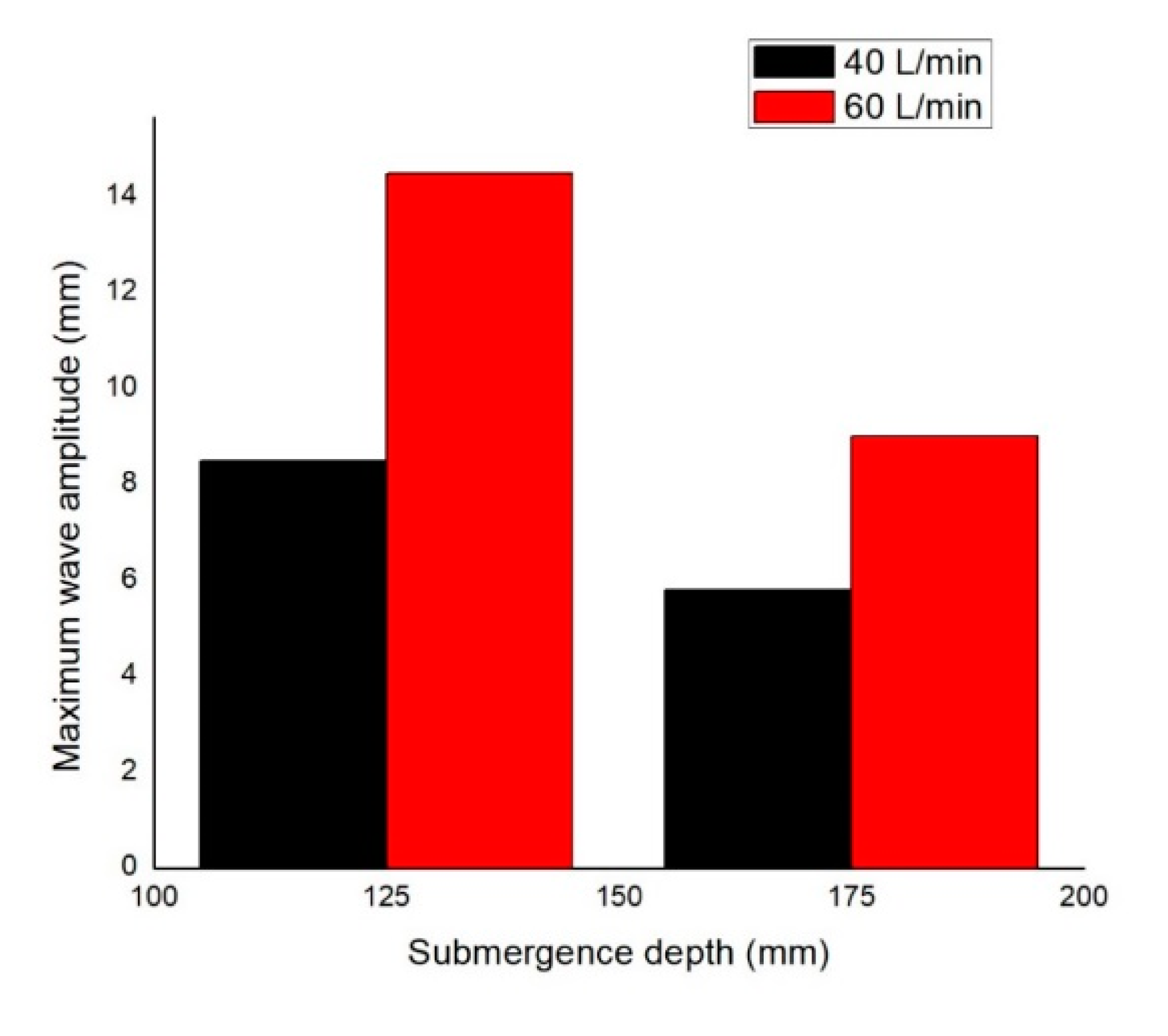
- The average and maximum wave amplitude increases with decreasing submergence depth. As the depth of immersion of SEN decreases, the size of the upper re-circulating zone decreases, which leads to an increase in turbulence at the liquid steel surface.
- The results showed that the fluid flow behavior pattern in the SEN is dominated by the air flow rate, liquid flow rate, and nozzle port size. The air bubble size increases with the increasing air flow rate at a constant liquid flow rate. At low submergence, fluid reaches the meniscus with higher momentum, which results in a higher wave amplitude.
- The results suggested that upon having SEN blockage, the entrapment of mould powder into the liquid steel would be high and the maximum wave amplitude increased almost four times over with the blockage of SEN.
- With the blockage of the right side of the port, the cross-sectional area of the port reduces, resulting in an increase in jet velocity, which has resulted in a small increase in amplitude with the blockage of the port.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Real-Ramirez, C.A.; Miranda-Tello, R.; Hoyos-Reyes, L.; Reyes, M.; Gonzalez-Trejo, J.I. Numerical evaluation of a submerged entry nozzle for continuous casting of steel. IJEMS 2012, 19, 179–188. [Google Scholar]
- Thomas, B.G.; Bai, H. Tundish nozzle clogging-application of computational models. In Steelmaking Conference Proceedings; Iron and Steel Society: Warrendale, PA, USA, 2001; Volume 84, pp. 895–912. [Google Scholar]
- Li, C.; Thomas, B.G. Thermo mechanical finite-element model of shell behavior in continuous casting of steel. Metall. Mater. Trans. B 2004, 35, 1151–1172. [Google Scholar] [CrossRef]
- Jin, X.; Chen, D.F.; Zhang, D.J.; Xie, X.; Bai, Y.Y. Water model study on fluid flow in slab continuous casting mould with solidified shell. Iron Mak. Steelmak. 2011, 38, 155–159. [Google Scholar] [CrossRef]
- Gupta, D.; Chakra borty, S. Asymmetry and oscillation of the fluid flow pattern in a continuous casting mould: A water model study. ISIJ Int. 1997, 37, 654–658. [Google Scholar] [CrossRef]
- Mishra, P.; Ajmani, S.; Kumar, A.; Shrivastava, K. Numerical modelling of Sen and mould for continuous slab casting. Int. J. Eng. Sci. Technol. 2012, 4, 2234–2242. [Google Scholar]
- Liu, R.; Thomas, B.G.; Sengupta, J. Simulation of transient fluid flow in mold region during steel continuous casting. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2012; Volume 33, p. 012015. [Google Scholar]
- Chen, Y.; Zhang, L.; Yang, S.; Li, J. Water modeling of self-braking submerged entry nozzle used for steel continuous casting mold. JOM 2012, 64, 1080–1086. [Google Scholar] [CrossRef]
- Saldaña-Salas, F.; Torres-Alonso, E.; Ramos-Banderas, J.A.; Solorio-Díaz, G.; Hernández-Bocanegra, C.A. Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold. Metals 2019, 9, 596. [Google Scholar] [CrossRef] [Green Version]
- Takei, K.; Lindén Bergman, F. Clogging Prevention in Submerged Entry Nozzles Focusing on CaTiO3 as a Coating Material. Bachelor Thesis, Royal Institute of Technology, Stockholm, Sweden, 2012. [Google Scholar]
- Kadli, R.; Kumar, A.S.; Mgr, S.; Engr, A.; Steels, J. Development and implementation of nozzle clogging index at continuous caster to improve length of casting. Int. J. Recent Dev. Eng. Technol. 2016, 5, 10–14. [Google Scholar]
- Li, B.; Tsukihashi, F. Vortexing flow patterns in a water model of slab continuous casting mold. ISIJ Int. 2005, 45, 30–36. [Google Scholar] [CrossRef] [Green Version]
- Mizobe, A.; Kurisu, J.; Ueki, M. Computer analysis of molten steel flow and application to design of nozzles for continuous casting system. Appl. Theory Comput. Technol. 2018, 2, 36–64. [Google Scholar] [CrossRef]
- Mohammadi-Ghaleni, M.; Zaeem, M.A.; Smith, J.D.; O’Malley, R. Computational fluid dynamics study of molten steel flow patterns and particle–wall interactions inside a slide-gate nozzle by a hybrid turbulent model. Metall. Mater. Trans. B 2016, 47, 3056–3065. [Google Scholar] [CrossRef]
- Evans, J.W.; Xu, D.; Jones, W.K. Physical and mathematical modeling of metal flow in the continuous casting of Steel and Aluminum. Met. Mater. 1998, 4, 1111–1118. [Google Scholar] [CrossRef]
- Chaudhary, R.; Rietow, B.T.; Thomas, B.G. Differences between physical water models and steel continuous casters: A theoretical evaluation. In Inclusions and Clean Steels, Materials Science and Technology Conference; AIST/TMS: Pittsburgh, PA, USA, 2009; pp. 1090–1101. [Google Scholar]
- Calderón-Ramos, I.; Morales, R.D. The role of submerged entry nozzle port shape on fluid flow turbulence in a slab mold. Metall. Mater. Trans. B 2015, 46, 1314–1325. [Google Scholar] [CrossRef]
- Hernandez, C.A.; Barron, M.A.; Miranda, R. Anchor-Shaped Design of a Submerged Entry Nozzle for the Continuous Casting of Steel. Open J. Appl. Sci. 2016, 6, 593. [Google Scholar] [CrossRef] [Green Version]
- Mishra, P.; Ajmani, S.K.; Kumar, A.; Shrivastava, K.K. Experimental Investigation of Sen and Mould for continuous slab caster by Physical modelling. Int. J. Eng. Sci. Technol. 2012, 4. [Google Scholar]
- Gupta, D.; Lahiri, A.K. Water-modeling study of the surface disturbances in continuous slab caster. Metall. Mater. Trans. B 1994, 25, 227–233. [Google Scholar] [CrossRef]
- Najjar, F.M.; Thomas, B.G.; Hershey, D.E. Numerical study of steady turbulent flow through bifurcated nozzles in continuous casting. Metall. Mater. Trans. B 1995, 26, 749–765. [Google Scholar] [CrossRef]
- Siddiqui, M.I.H. Effect of port angle of Sen on melt flow in a mold. Int. Robot. Autom. J. 2018, 4, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, L.; Qi, F.; Li, B.; Jiang, M.; Tsukihashi, F. Population balance modeling of polydispersed bubbly flow in continuous-casting using multiple-size-group approach. Metall. Mater. Trans. B 2015, 46, 406–420. [Google Scholar] [CrossRef]
- Miranda, R.; Barron, M.A.; Barreto, J.; HOYOS, L.; Gonzalez, J. Experimental and numerical analysis of the free surface in a water model of a slab continuous casting mold. ISIJ Int. 2005, 45, 1626–1635. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Water (20 °C) | Steel (1600 °C) |
|---|---|---|
| Absolute viscosity, kg/(m·s) | 0.001 | 0.0064 |
| Density, kg/m3 | 1000 | 7014 |
| Kinematic viscosity, m2/sec | 10−6 | 0.913 × 10−6 |
| Surface tension, N/m | 0.073 | 1.6 |
| Dimensionless No. | Plant (λ = 1.0) | Model (λ = 0.4) |
|---|---|---|
| Reynolds number | 87378.22 | 20251.41 |
| Froude number | 1.55 | 1.55 |
| Parameters | Dimensions |
|---|---|
| Width of water model, mm | 500 |
| The thickness of the water model, mm | 100 |
| Water model length, mm | 1200 |
| The diameter of SEN bore, mm | 30 |
| SEN Port size, mm | 40 × 22 |
| SEN submergence depth, mm | 125 and 175 |
| One side % blockage of SEN Port | 25, 50, and 75 |
| Port angle, | 0° parallel |
| Water flow rate, L/min | 40 and 60 |
| Air flow rate, L/min | 1 and 4 |
| The density of a liquid, kg/m3 | 1000 |
| Viscosity of liquid, N.s/m2 | 1.0 × 103 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, M.; Mishra, P.; Kumar Roy, A. Influence of Submerged Entry Nozzle Port Blockage on the Meniscus Fluctuation Considering Various Operational Parameters. Metals 2020, 10, 269. https://doi.org/10.3390/met10020269
Kumar M, Mishra P, Kumar Roy A. Influence of Submerged Entry Nozzle Port Blockage on the Meniscus Fluctuation Considering Various Operational Parameters. Metals. 2020; 10(2):269. https://doi.org/10.3390/met10020269
Chicago/Turabian StyleKumar, Manish, Praveen Mishra, and Apurba Kumar Roy. 2020. "Influence of Submerged Entry Nozzle Port Blockage on the Meniscus Fluctuation Considering Various Operational Parameters" Metals 10, no. 2: 269. https://doi.org/10.3390/met10020269
APA StyleKumar, M., Mishra, P., & Kumar Roy, A. (2020). Influence of Submerged Entry Nozzle Port Blockage on the Meniscus Fluctuation Considering Various Operational Parameters. Metals, 10(2), 269. https://doi.org/10.3390/met10020269