Metals Production, CO2 Mineralization and LCA


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
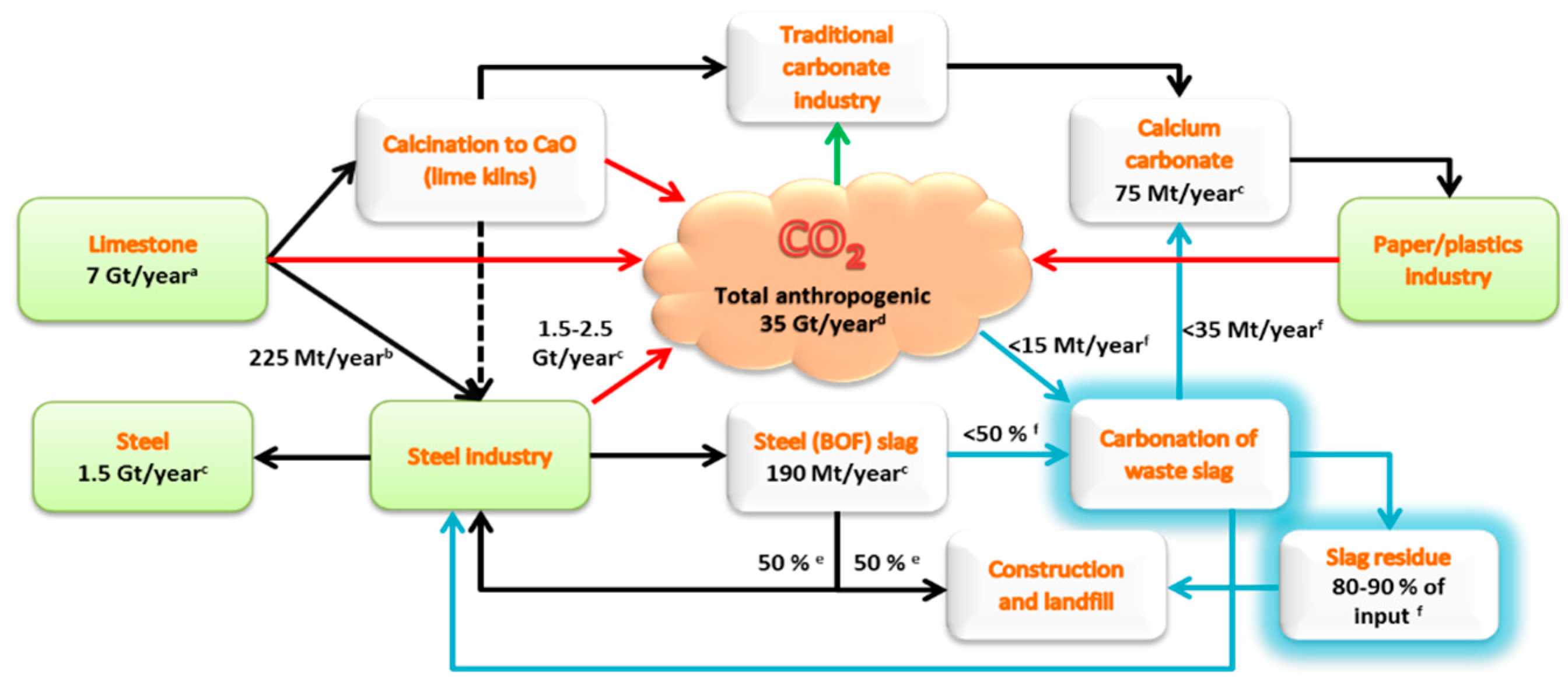
1.1. Steelmaking Slags Valorization
1.2. Blast Furnace Top Gas Processing
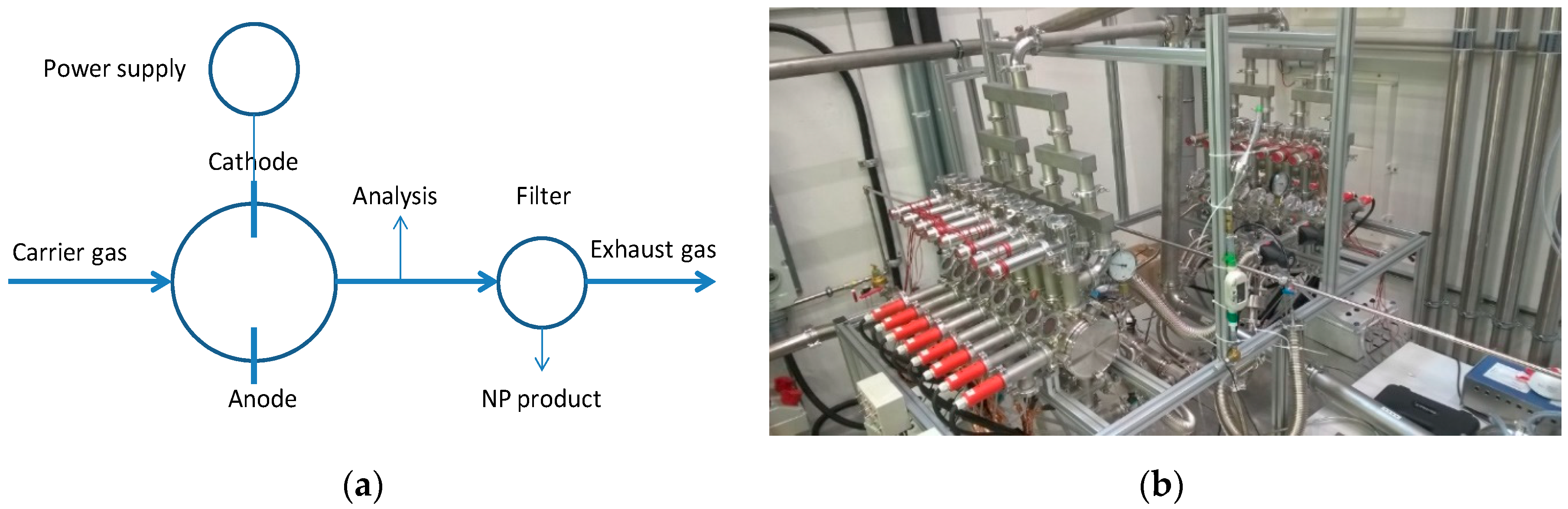
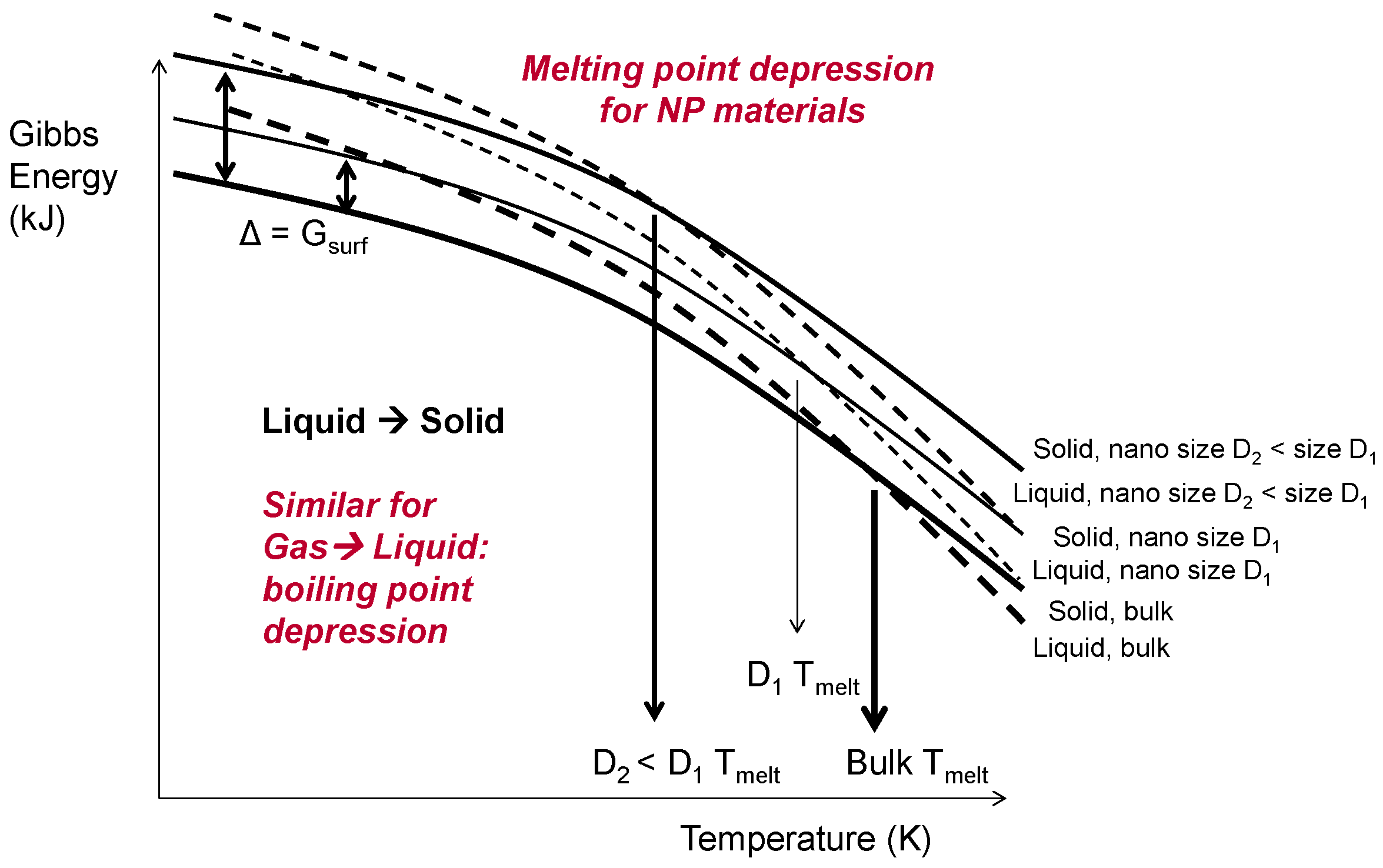
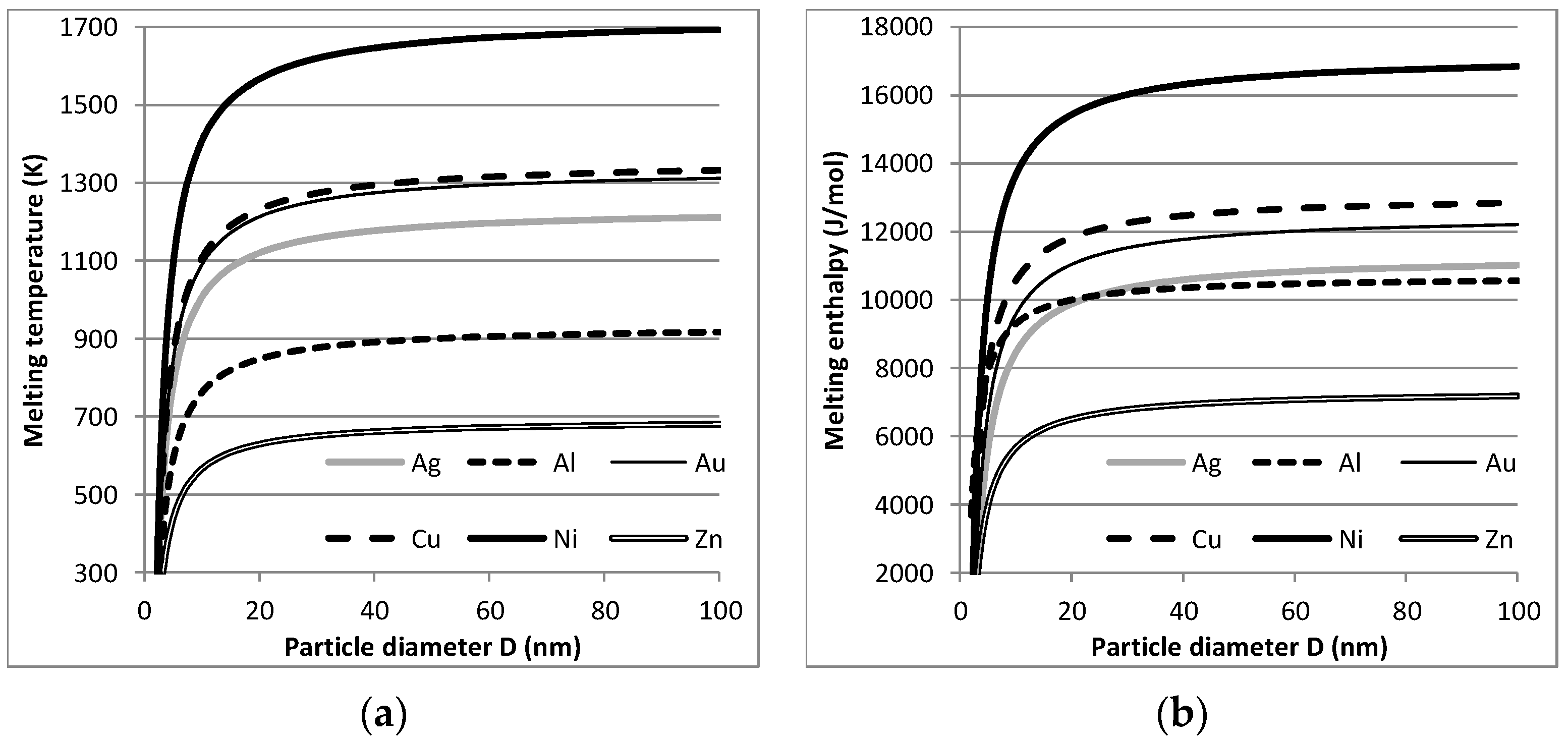
1.3. Metallic Nanoparticle Production
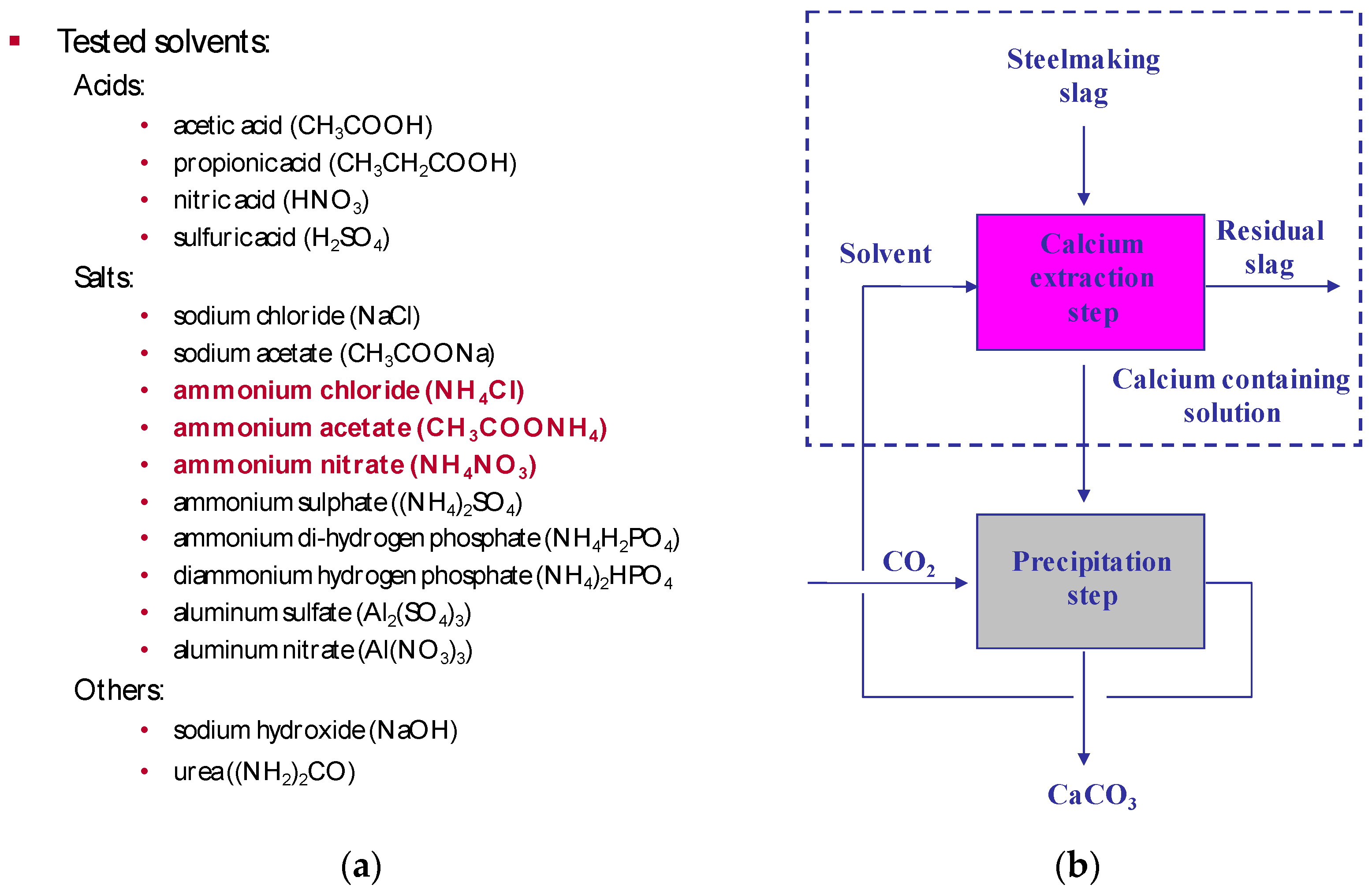
2. Materials and Methods
3. Results and Discussion
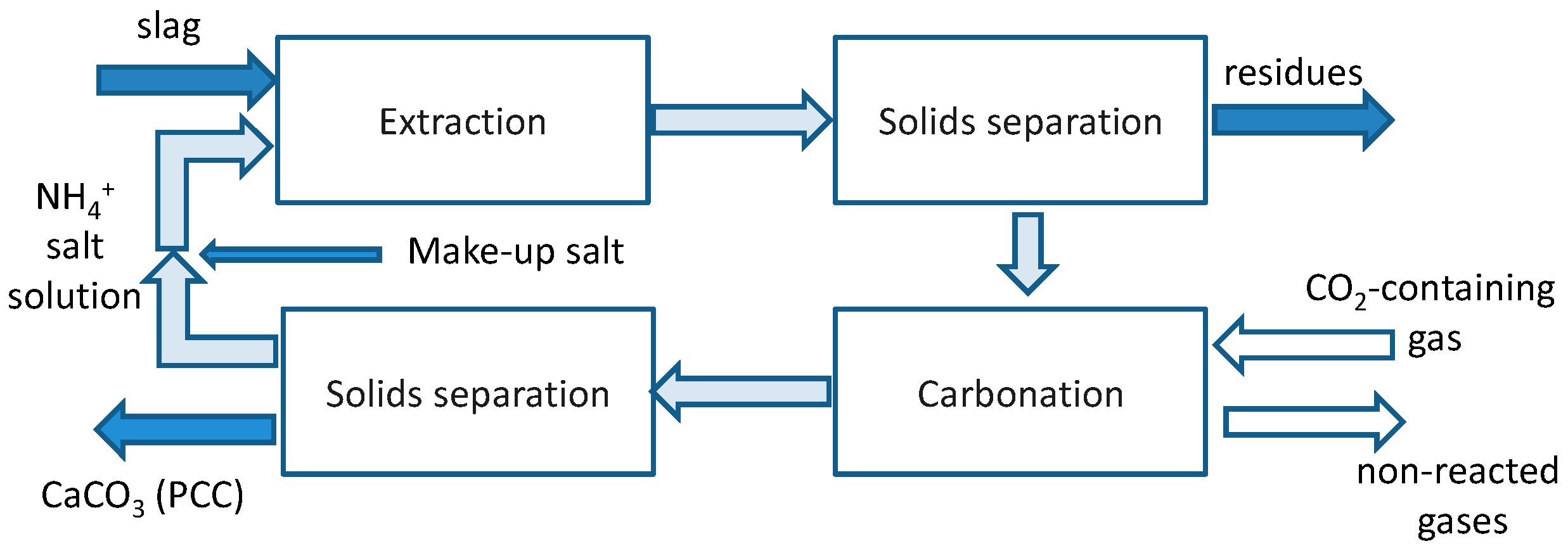
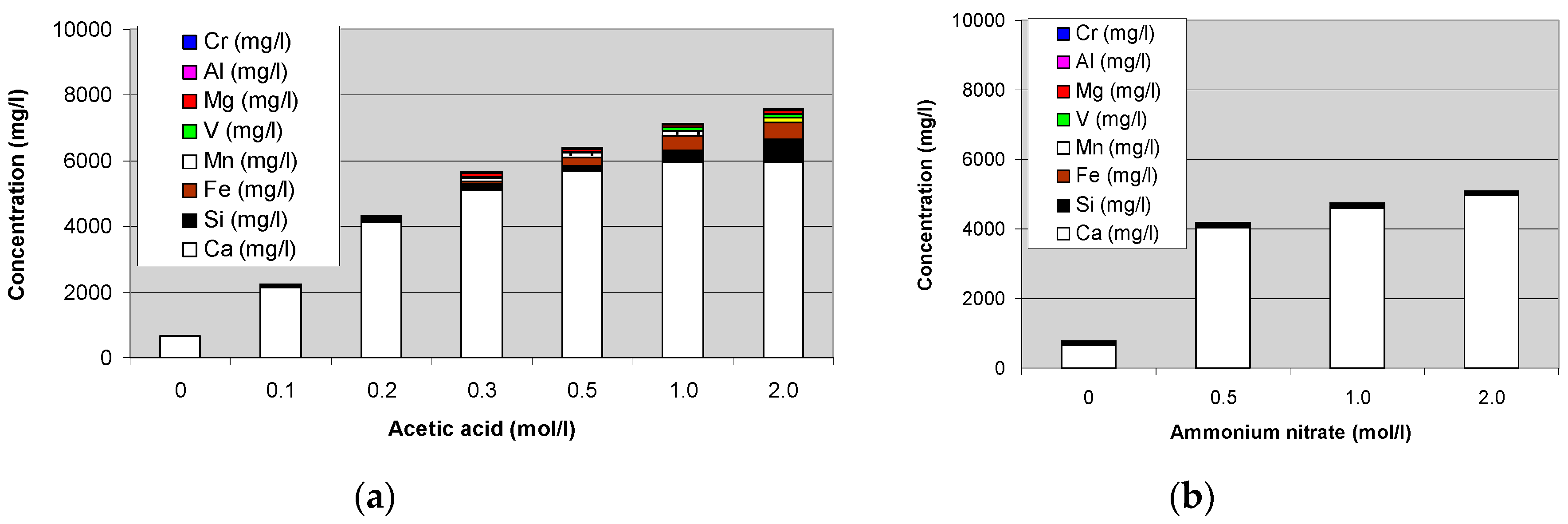
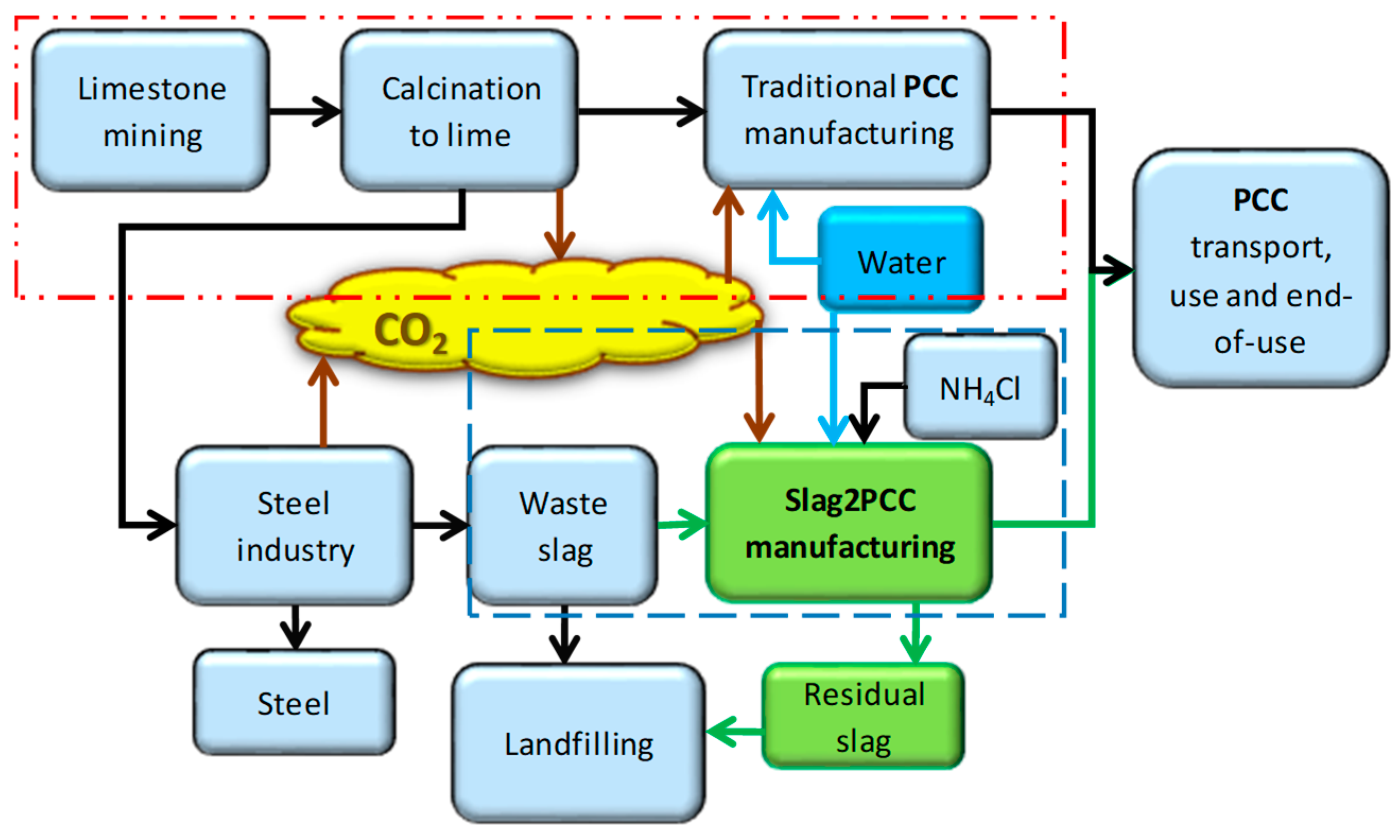
3.1. Steelmaking Slags Carbonation: the Slag2PCC Concept
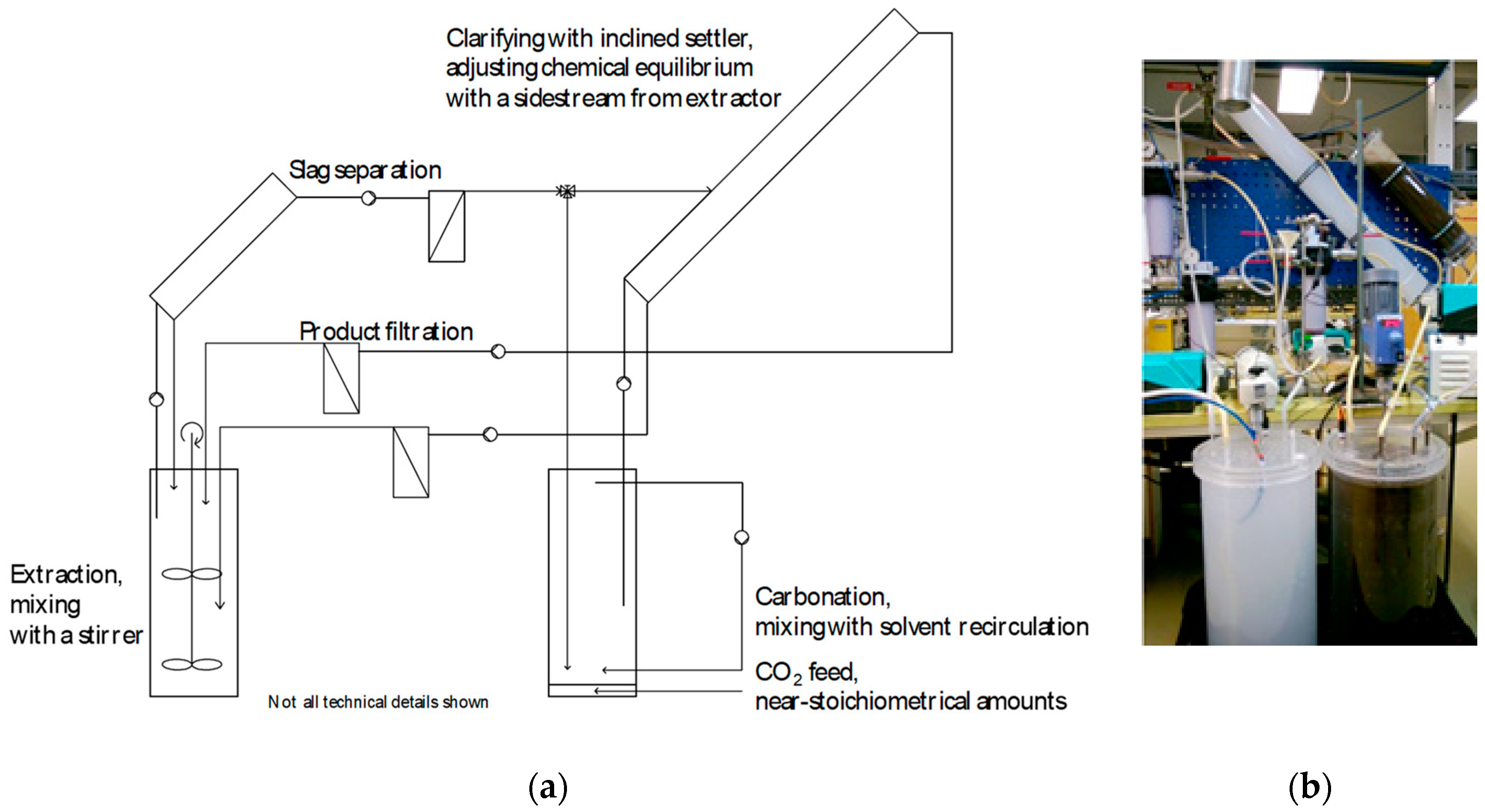
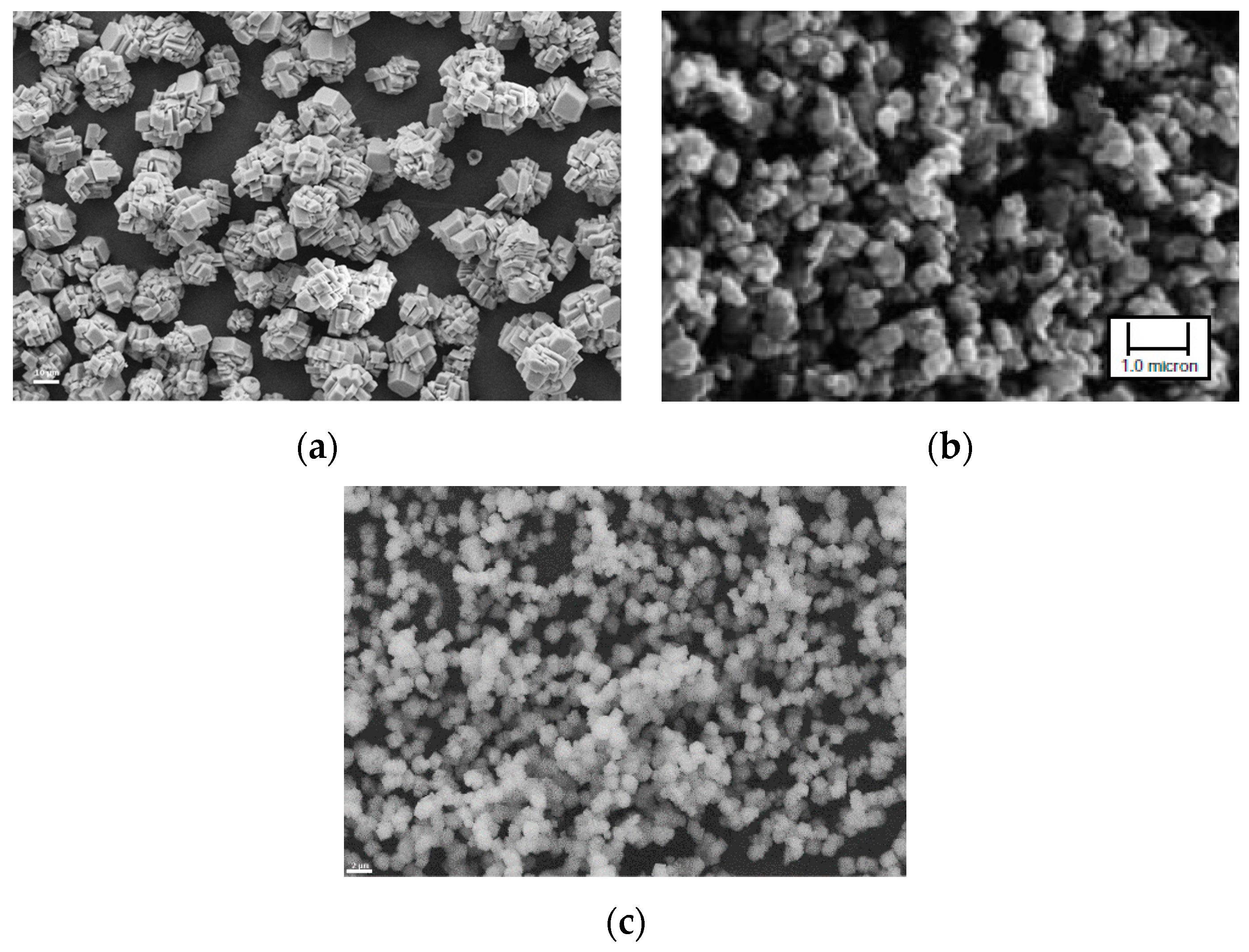
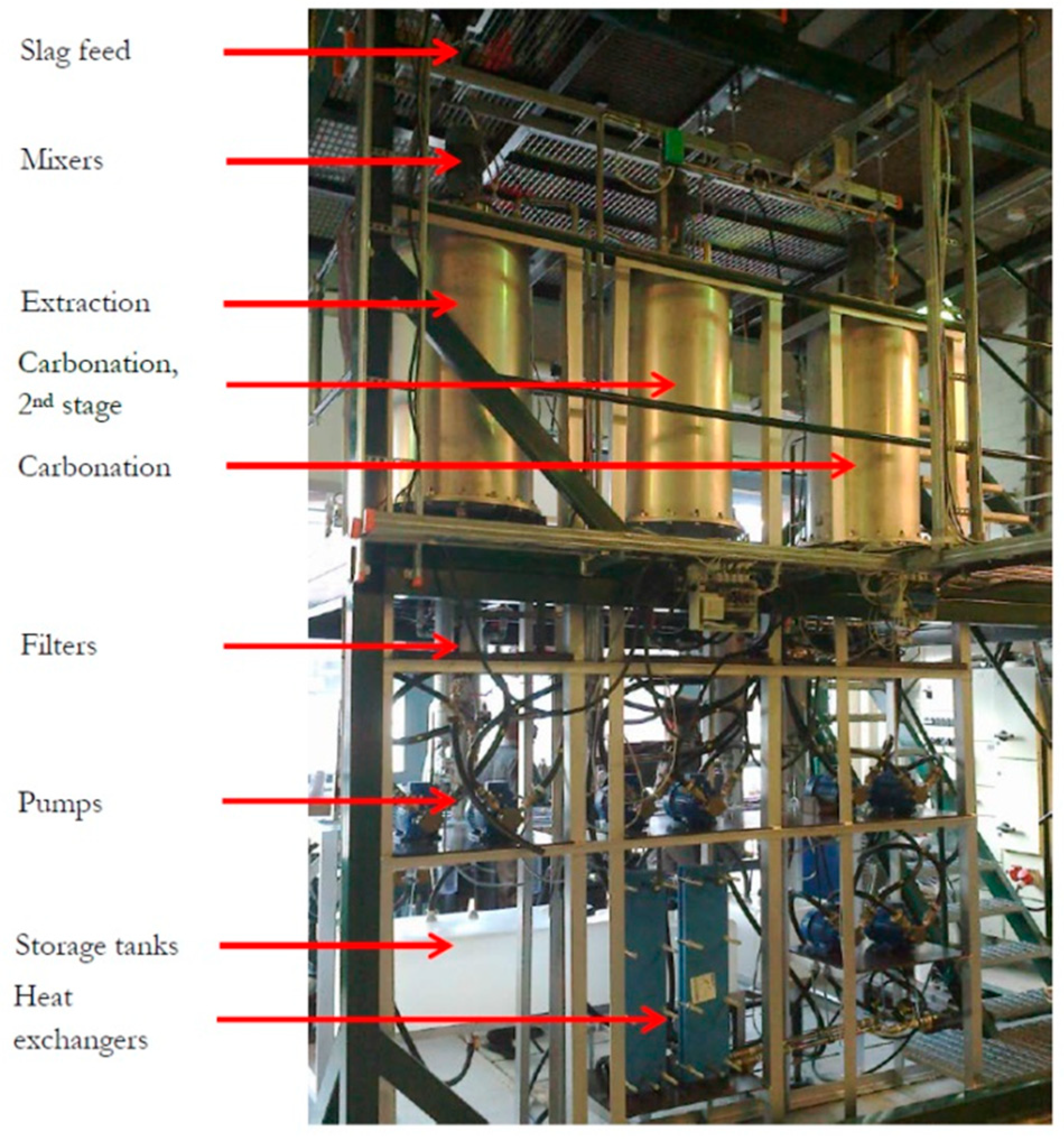
3.1.1. Experimental Results and Process Scale-up
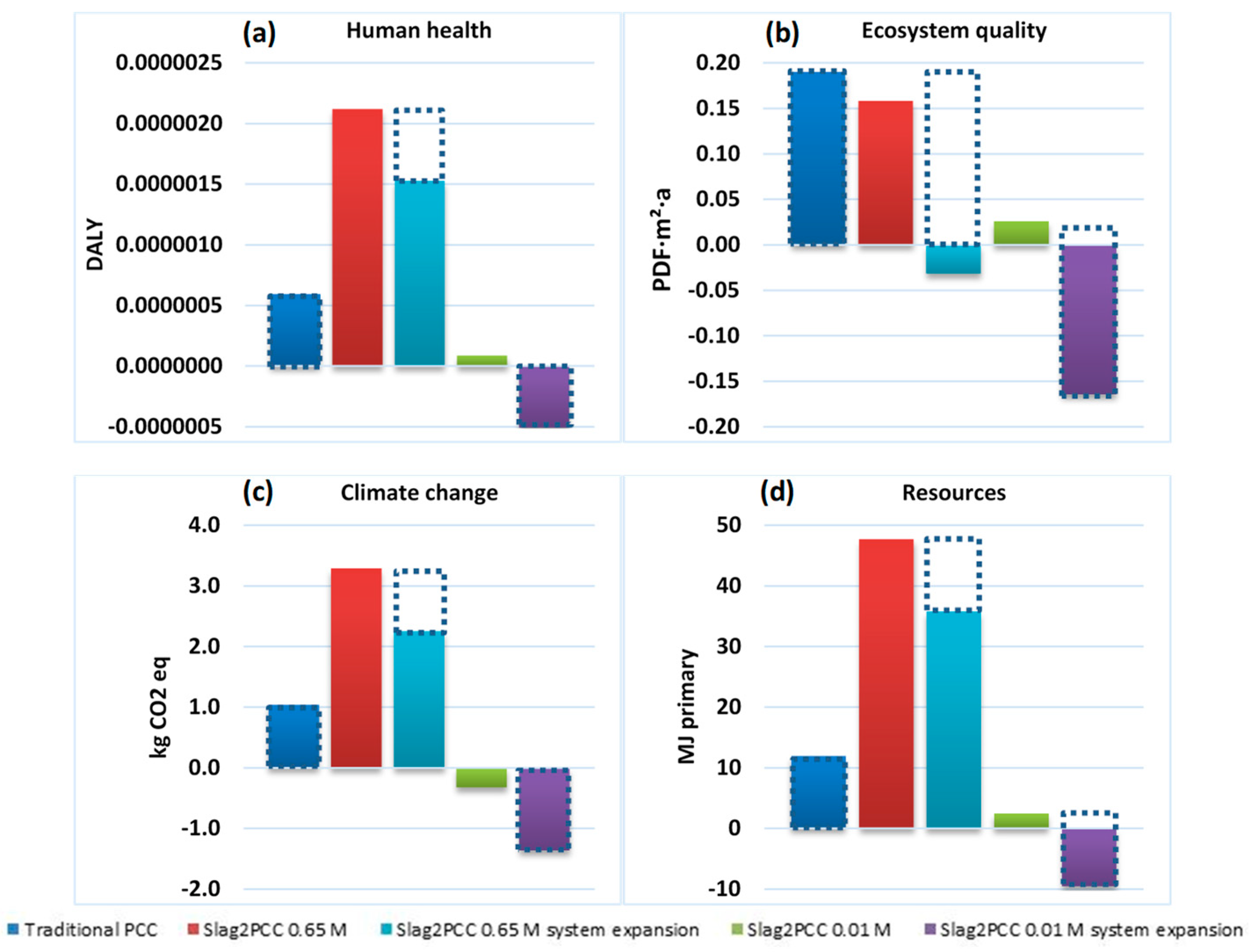
3.1.2. LCA of PCC Production
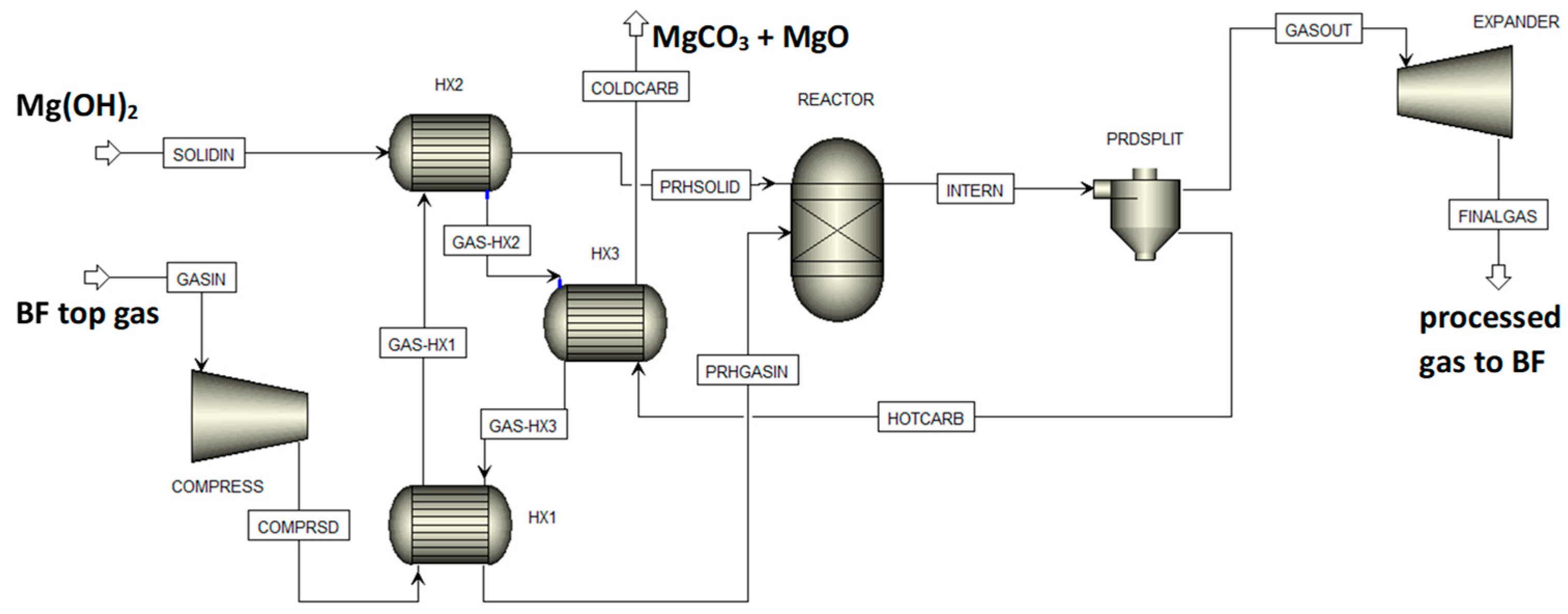
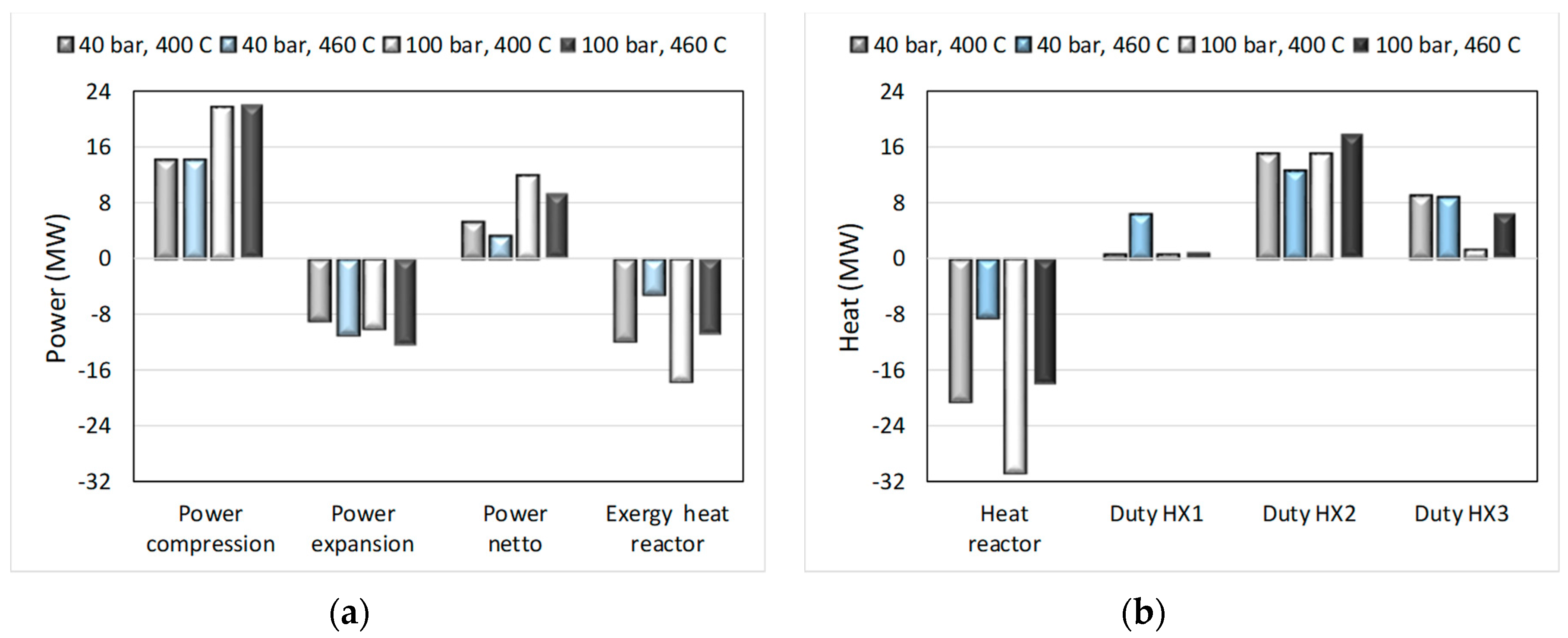
3.2. Mineralization of CO2 from BF Top Gas Using Magnesium Hydroxide
3.3. Metallic NP Production Using an Arc Discharge Route
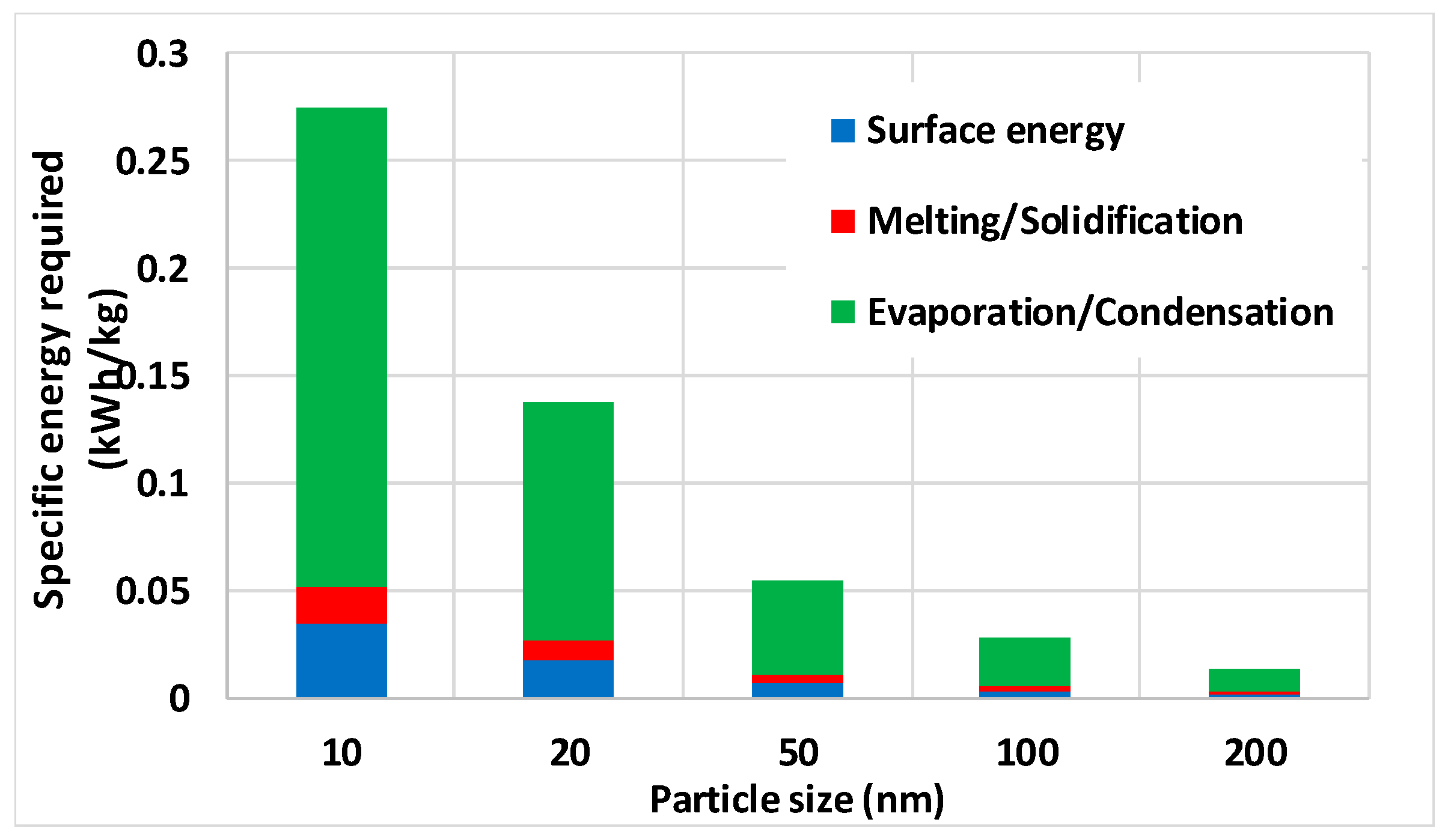
3.3.1. Specific Electricity Consumption (SEC)
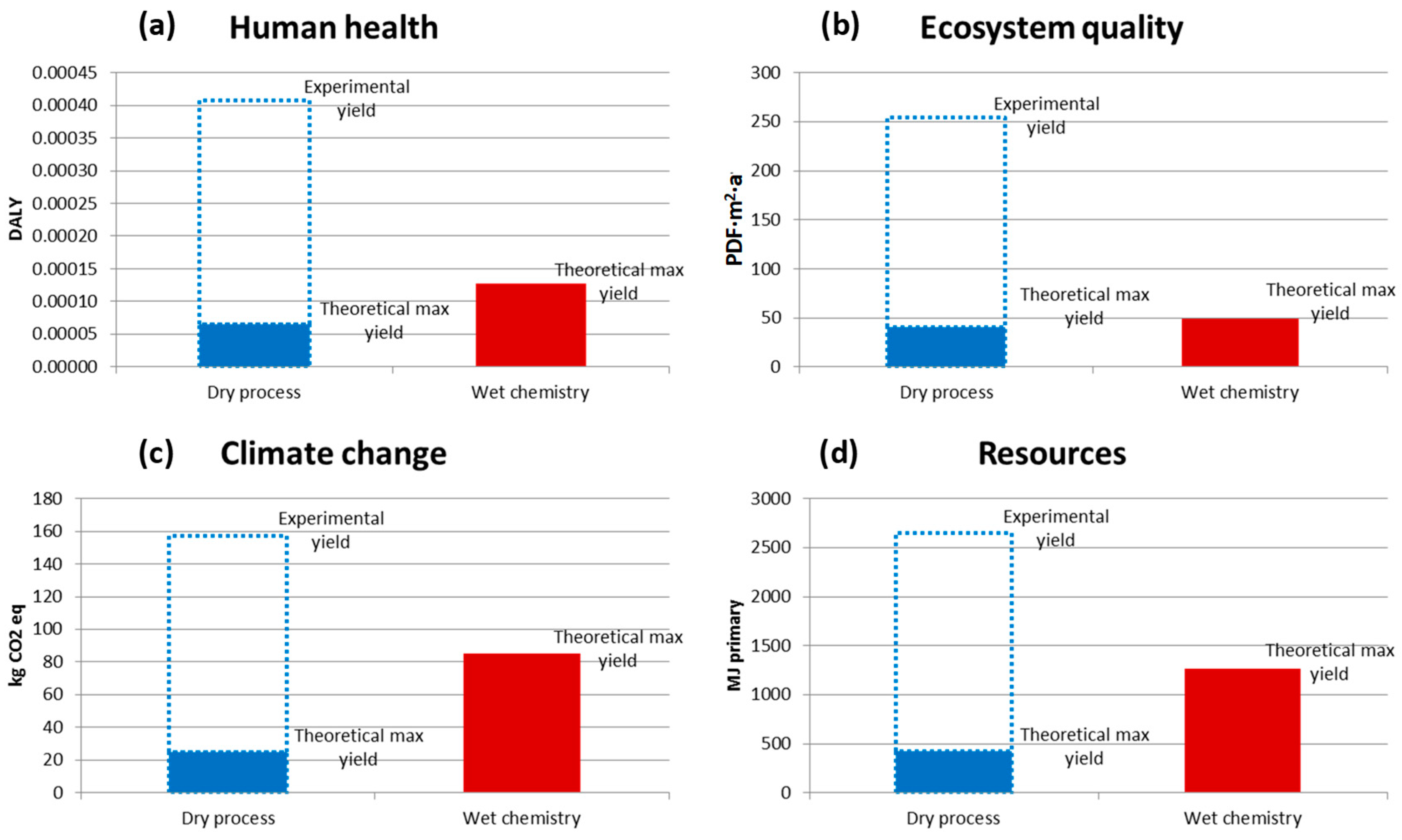
3.3.2. LCA of NP Production
4. Conclusions
5. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Teir, S.; Kotiranta, T.; Pakarinen, J.; Mattila, H.-P. Case study for production of calcium carbonate from carbon dioxide in flue gases and steelmaking slag. J. CO2 Util. 2016, 14, 37–46. [Google Scholar] [CrossRef]
- Teir, S. Fixation of Carbon Dioxide by Producing Carbonates from Minerals and Steelmaking Slags. Ph.D. Thesis, Helsinki University of Technology, Espoo, Finland, 2 June 2008. Available online: http://lib.tkk.fi/Diss/2008/isbn9789512293537/ (accessed on 19 February 2020).
- Eloneva, S.; Said, A.; Fogelholm, C.-J.; Zevenhoven, R. Preliminary assessment of a method utilizing Carbon dioxide and steelmaking slags to produce precipitated calcium carbonate. Appl. Energy 2012, 90, 329–334. [Google Scholar] [CrossRef]
- Eloneva, S. Reducing CO2 Emissions by Mineral Carbonation: Steelmaking Slags As Raw Material with a Pure Calcium Carbonate End-Product. Ph.D. Thesis, Aalto University, Espoo, Finland, 26 November 2010. Available online: http://lib.tkk.fi/Diss/2010/isbn9789526034577/ (accessed on 19 February 2020).
- Mattila, H.-P.; Zevenhoven, R. Designing a continuous process setup for precipitated calcium carbonate production from steel converter slag. ChemSusChem 2014, 7, 903–913. [Google Scholar] [CrossRef] [PubMed]
- Mattila, H.-P. Utilization of Steelmaking Waste Materials for Production of Calcium Carbonate (CaCO3). Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 10 October 2014. Available online: https://www.doria.fi/handle/10024/99011 (accessed on 19 February 2020).
- Said, A.; Laukkanen, T.; Järvinen, M. Pilot-scale experimental work on carbon dioxide sequestration using steelmaking slag. Appl. Energy 2016, 177, 602–611. [Google Scholar] [CrossRef]
- Said, A. CO2 Sequestration by Steelmaking Slags for the Production of Precipitated Calcium Carbonate—From Laboratory to Demonstration Stage. Ph.D. Thesis, Aalto University, Espoo, Finland, 12 May 2017. Available online: https://aaltodoc.aalto.fi/handle/123456789/25401 (accessed on 19 February 2020).
- Mattila, H.-P.; Hudd, H.; Zevenhoven, R. Cradle-to-gate life cycle assessment of precipitated calcium carbonate production from steel converter slag. J. Clean. Prod. 2014, 84, 611–617. [Google Scholar] [CrossRef]
- Zevenhoven, R.; Romão, I.S. CO2 mineralisation as a route to energy-efficient CO2 sequestration or materials with market value. In CO2 Sequestration by Ex-Situ Mineral Carbonation; Sanna, A., Maroto-Valer, M.M., Eds.; World Scientific Publ. Co.: London, UK, 2017; pp. 41–90. [Google Scholar]
- Fagerlund, J. Carbonation of Mg(OH)2 in a Pressurized Fluidized Bed for CO2 Sequestration. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 2 March 2012. Available online: https://www.doria.fi/handle/10024/74477 (accessed on 19 February 2020).
- Nduagu, E.I. Production of Mg(OH)2 from Mg-Silicate Rock for CO2 Mineral Sequestration. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 13 December 2012. Available online: https://www.doria.fi/handle/10024/86170 (accessed on 19 February 2020).
- Soares Romão, I.S. Production of Magnesium Carbonates from Serpentinites for CO2 Mineral Sequestration: Optimisation towards Industrial Application. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, University of Coimbra, Coimbra, Portugal, 17 December 2015. Available online: https://www.doria.fi/handle/10024/117766 (accessed on 19 February 2020).
- Slotte, M. Two Process Case Studies on Energy Efficiency, Life Cycle Assessment and Process Scale-up. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 11 January 2017. Available online: https://www.doria.fi/handle/10024/130097 (accessed on 19 February 2020).
- Lavikka (n. Sjöblom), S. Geological and Mineralogical Aspects on Mineral Carbonation. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 3 January 2017. Available online: https://www.doria.fi/handle/10024/130096 (accessed on 19 February 2020).
- Koivisto, E. Membrane Separations, Extractions and Precipitations in Aqueous Solutions for CO2 Mineralisation. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 11 October 2019. Available online: https://www.doria.fi/handle/10024/171340 (accessed on 19 February 2020).
- Zevenhoven, R.; Slotte, M.; Koivisto, E.; Erlund, R. Serpentinite carbonation process routes using ammonium sulphate and integration in industry. Energy Technol. 2017, 5, 945–954. [Google Scholar] [CrossRef] [Green Version]
- Zevenhoven, R.; Slotte, M.; Åbacka, J.; Highfield, J. A comparison of CO2 mineral carbonation processes involving a dry or wet carbonation step. ENERGY 2016, 117, 604–611. [Google Scholar] [CrossRef]
- Lackner, K.S. A guide to CO2 sequestration. Science 2003, 300, 1677–1678. [Google Scholar] [CrossRef] [PubMed]
- Zevenhoven, R.; Virtanen, M. CO2 mineral sequestration integrated with water-shift reaction. ENERGY 2017, 141, 2484–2489. [Google Scholar] [CrossRef]
- Erlund, R.; Zevenhoven, R. Thermal energy storage (TES) capacity of a lab-scale magnesium hydrocarbonates/silica gel system. J. Energy Storage 2019, 25, 100907. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Z.; Xu, L.; Cai, N. Effect of sorbent type on the sorption enhanced water gas shift process in a fluidized bed reactor. Ind. Eng. Chem. Res. 2012, 51, 11989–11997. [Google Scholar] [CrossRef]
- EU FP7 Project Better Upscaling and Optimization of Nanoparticle and Nanostructure Production by Means of Electrical Discharges BUONAPART-E (2012–2016). Available online: http://www.buonapart-e.eu/ (accessed on 3 January 2020).
- Stein, M.; Kruis, F.E. Scaling-up metal nanoparticle production by transferred arc discharge. Adv. Powder Technol. 2018, 29, 3138–3144. [Google Scholar] [CrossRef]
- Hu, W.; Xiao, S.; Deng, H.; Luo, W.; Deng, L. Thermodynamic properties of nano-silver and alloy particles. In Silver Nanoparticles; In-Tech: Vukovar, Croatia, 2010; pp. 1–34. [Google Scholar]
- Zevenhoven, R.; Beyene, A. The exergy of nano-particulate materials. Int. J. Thermodyn. 2014, 17, 145–151. [Google Scholar] [CrossRef]
- Xiong, S.Y.; Qi, W.H.; Cheng, Y.J.; Huang, B.Y.; Wang, M.P.; Li, Y.J. Modeling size effects on the surface free energy of metallic nanoparticles and nanocavities. Phys. Chem. Chem. Phys. 2011, 13, 10648–10651. [Google Scholar] [CrossRef] [PubMed]
- Xiong, S.Y.; Qi, W.H.; Cheng, Y.J.; Huang, B.Y.; Wang, M.P.; Li, Y.J. Universal relation for size dependent thermodynamic properties of metallic nanoparticles. Phys. Chem. Chem. Phys. 2011, 13, 10652–10660. [Google Scholar] [CrossRef] [PubMed]
- Slotte, M.; Zevenhoven, R. Energy efficiency and scalability of metallic nanoparticle production using arc/spark discharge. ENERGIES 2017, 10, 1065. [Google Scholar] [CrossRef] [Green Version]
- Szargut, J.; Morris, D.; Steward, F.R. Exergy Analysis of Thermal, Chemical and Metallurgical Processes; Hemisphere Publishing Co.: New York, NY, USA, 1988. [Google Scholar]
- Slotte, M.; Mehta, G.; Zevenhoven, R. Life cycle indicator comparison of copper, silver, zinc and aluminum nanoparticle production through electric arc/spark evaporation or chemical reduction. Int. J. Energy Environ. Eng. (IJEEE) 2015, 6, 233–243. [Google Scholar] [CrossRef] [Green Version]
- Saxén, H.; Åbo Akademi University, Thermal and Flow Eng., Turku, Finland. Personal Communication, 13 October 2015.
- Schultmann, F.; Engels, B.; Rentz, O. Flowsheeting-based simulation of recycling concepts in the metal industry. J. Clean. Prod. 2004, 12, 737–751. [Google Scholar] [CrossRef]
- Porzio, G.F.; Colla, V.; Fornai, B.; Vannucci, M.; Larsson, M.; Stripple, H. Process integration analysis and some economic-environmental implications for an innovative environmentally friendly recovery and pre-treatment of steel scrap. Appl. Energy 2016, 161, 656–672. [Google Scholar] [CrossRef]
- Slotte, M.; Zevenhoven, R. Energy requirements and LCA of production and product integration of silver, copper and zinc nanoparticles. J. Clean. Prod. 2017, 148, 948–957. [Google Scholar] [CrossRef]
- Zevenhoven, R. Energy requirements for recovery of (metallic) nanoparticulate material from waste. In Proceedings of the 2019 World Resources Forum (WRF) Conference, Geneva, Switzerland, 22–24 October 2019; Available online: http://users.abo.fi/rzevenho/SS7-5-Zevenhoven.pdf (accessed on 31 January 2020).
















© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zevenhoven, R. Metals Production, CO2 Mineralization and LCA. Metals 2020, 10, 342. https://doi.org/10.3390/met10030342
Zevenhoven R. Metals Production, CO2 Mineralization and LCA. Metals. 2020; 10(3):342. https://doi.org/10.3390/met10030342
Chicago/Turabian StyleZevenhoven, Ron. 2020. "Metals Production, CO2 Mineralization and LCA" Metals 10, no. 3: 342. https://doi.org/10.3390/met10030342
APA StyleZevenhoven, R. (2020). Metals Production, CO2 Mineralization and LCA. Metals, 10(3), 342. https://doi.org/10.3390/met10030342