Effects of Powder Feed Rate on Formation of Fully Equiaxed β Grains in Titanium Alloys Fabricated by Directed Energy Deposition

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedures and Mathematical Models
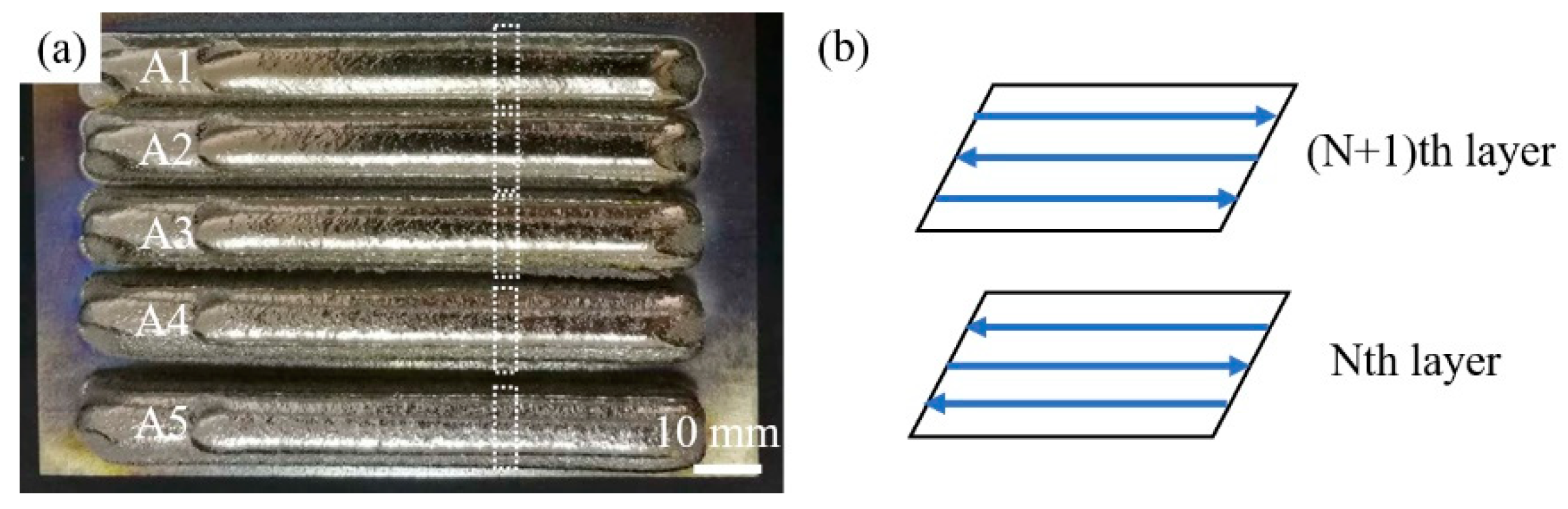
2.1. Experimental Procedures
2.2. Mathematical Models
3. Results
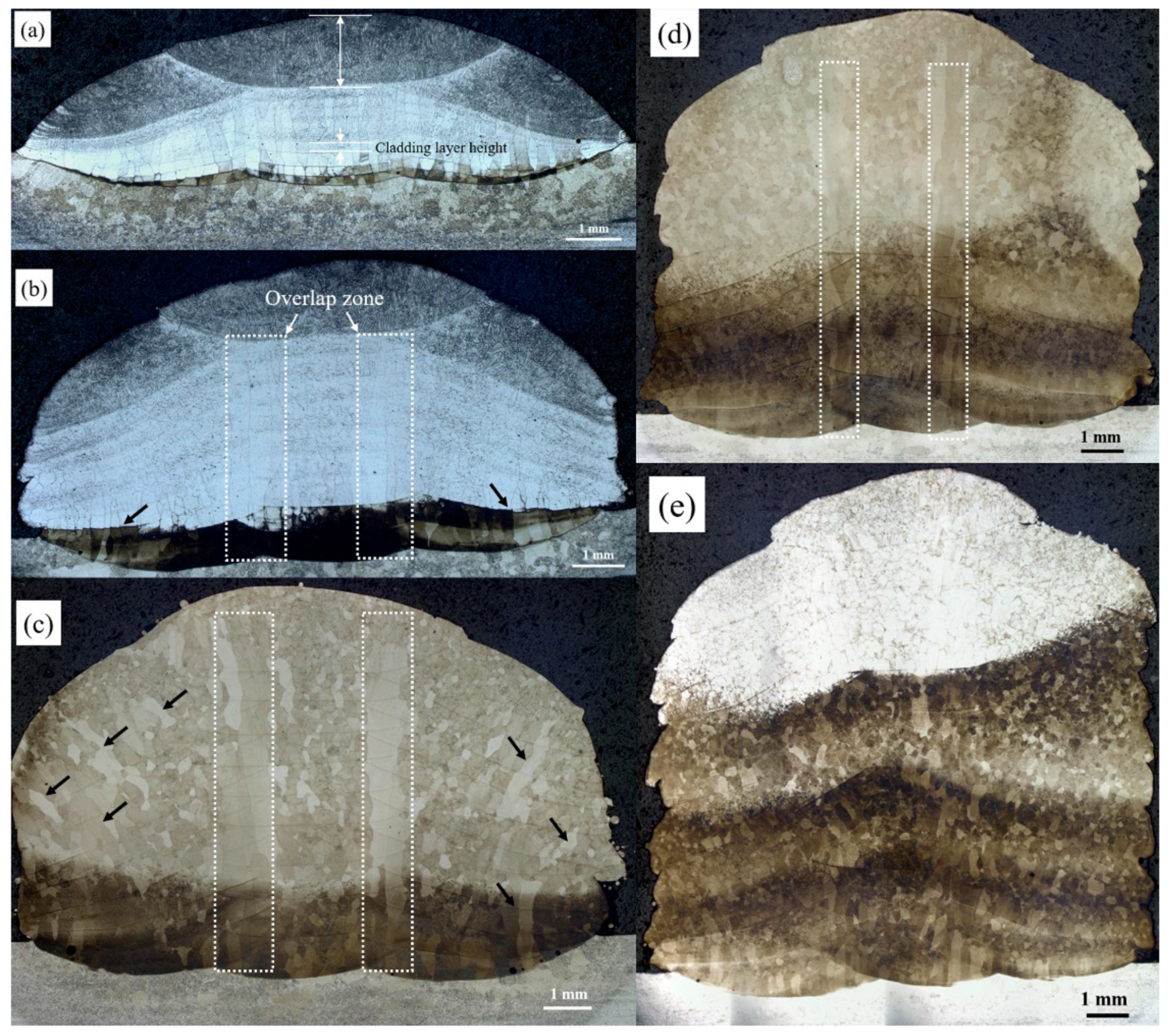
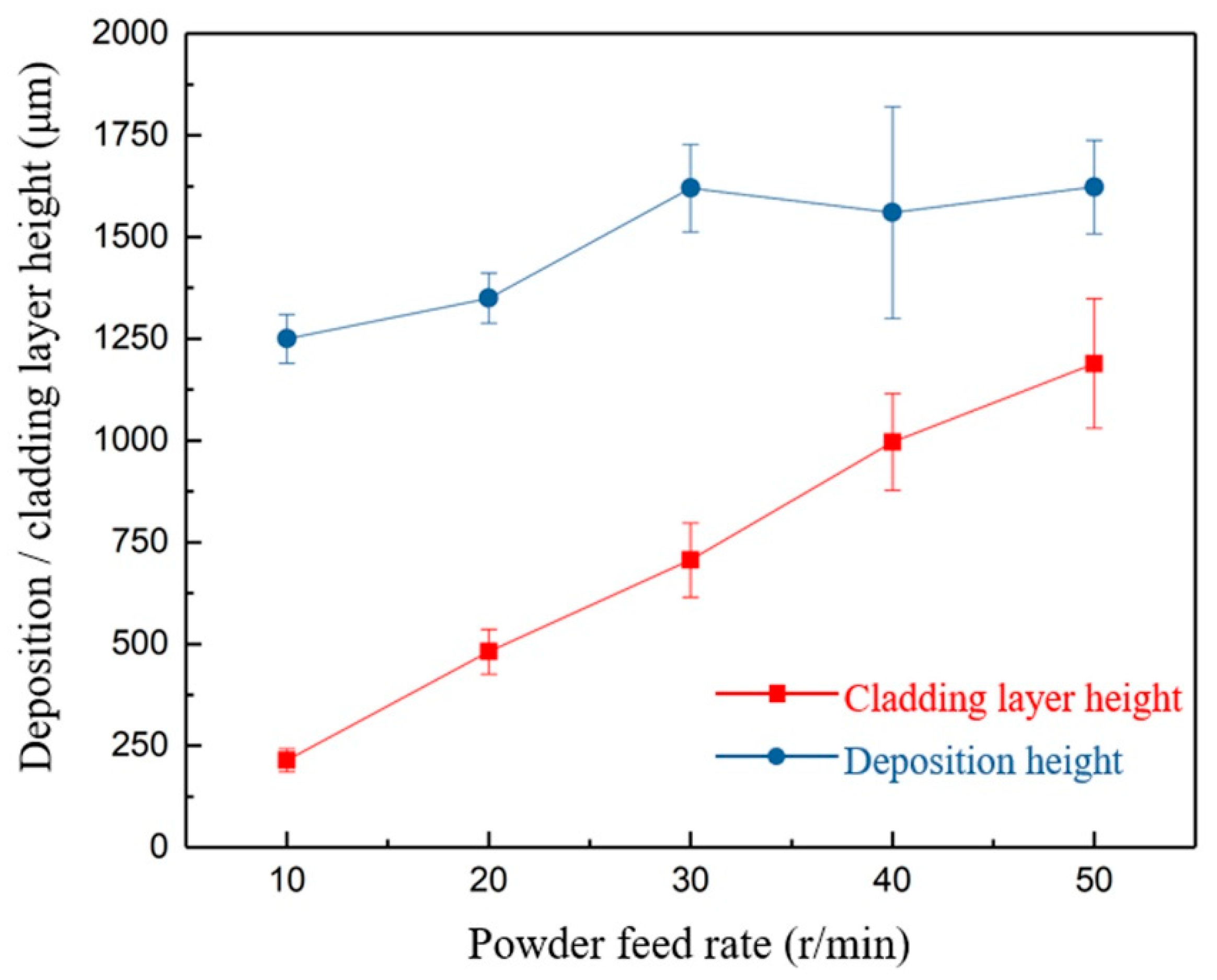
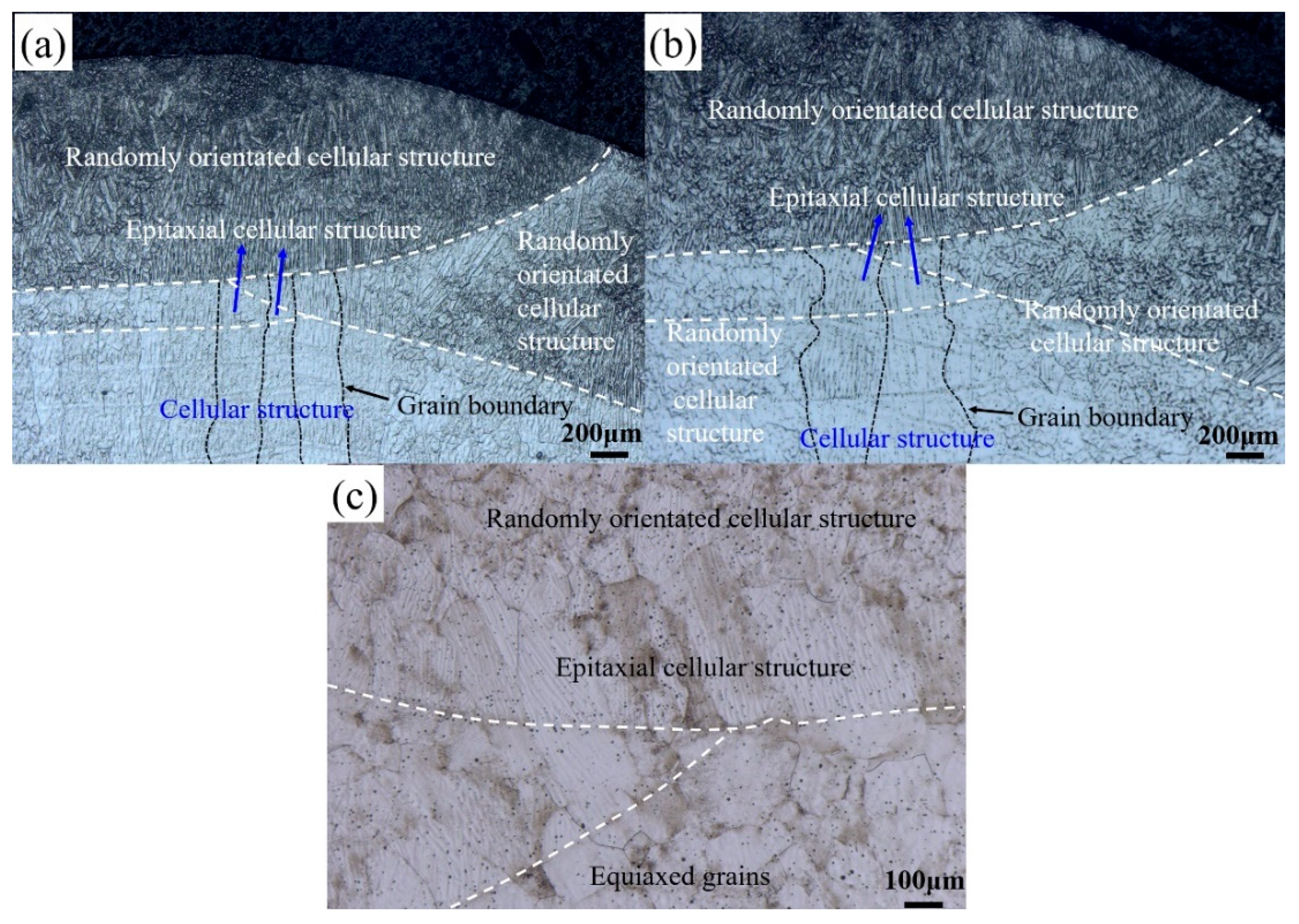
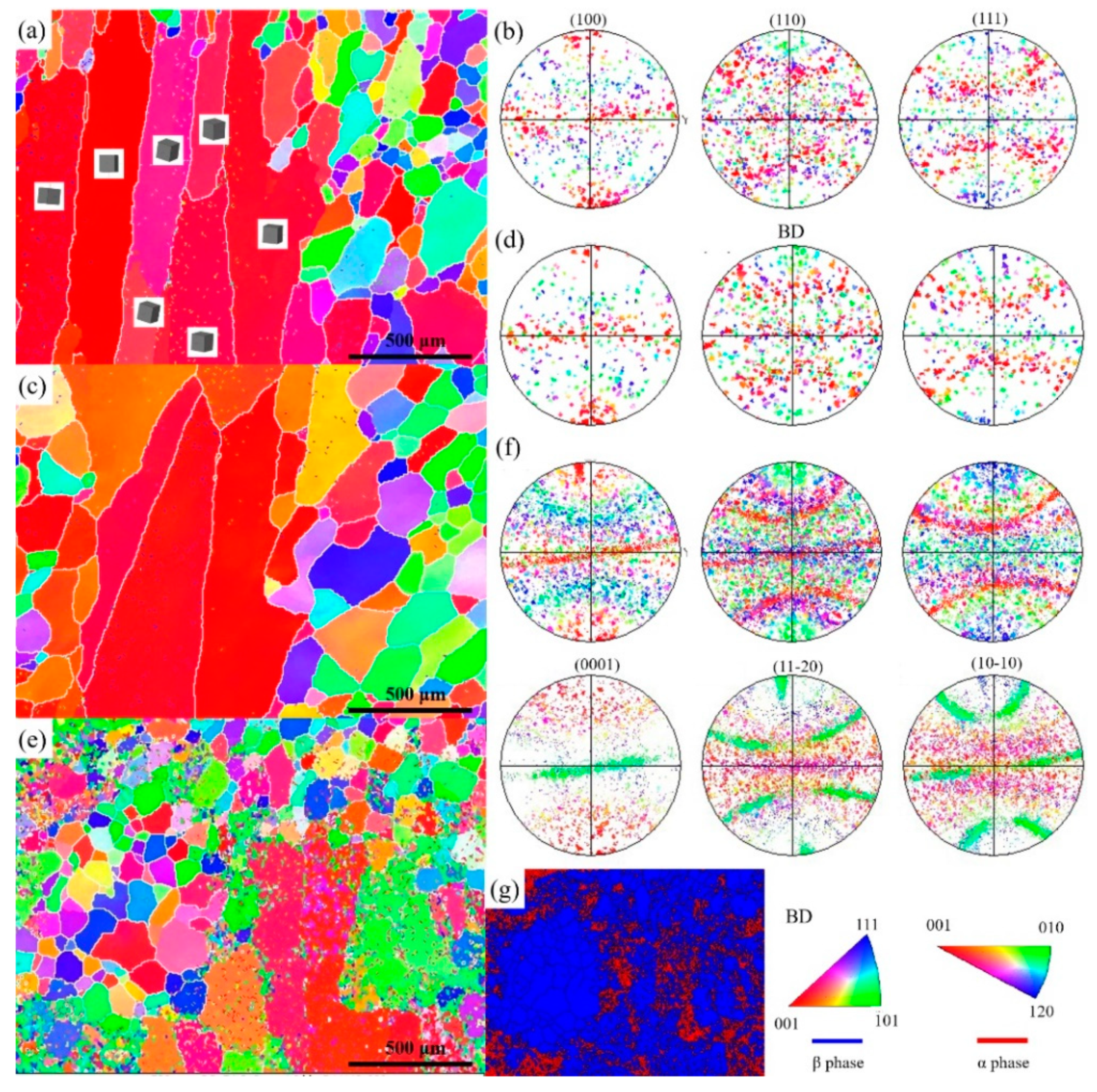
3.1. Grain Morphology of the Deposited Layers
3.2. Local Texture of the Deposited Layers
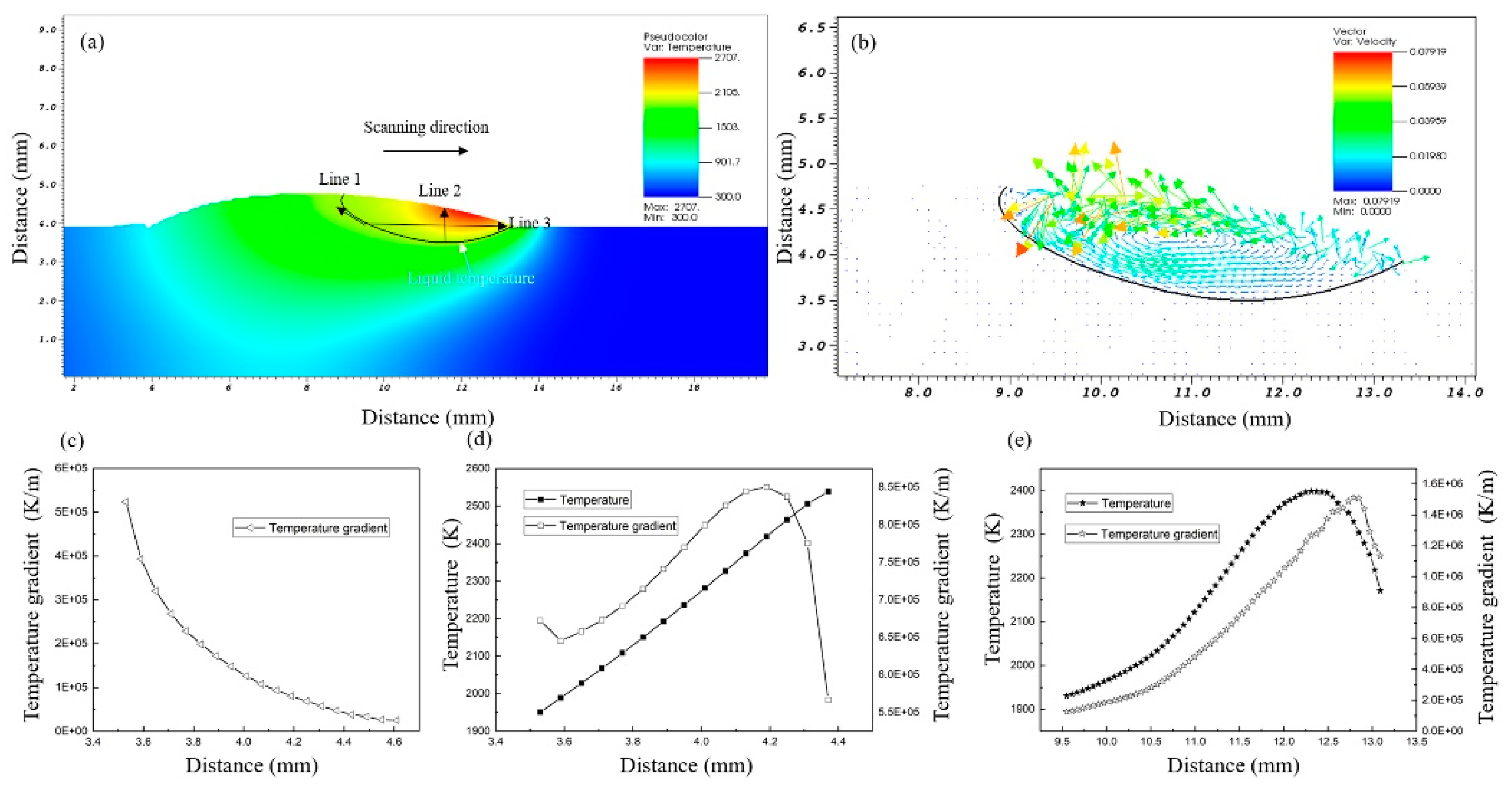
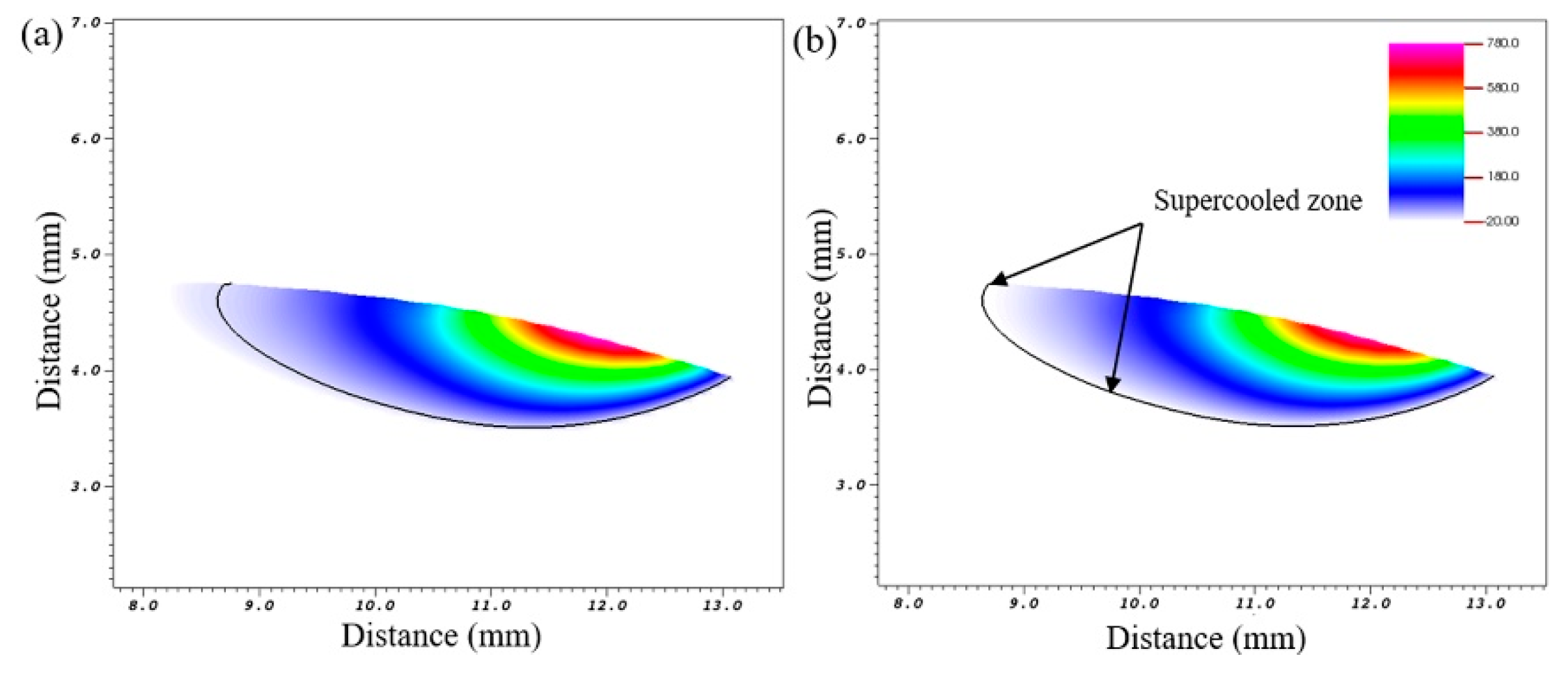
3.3. Thermal Conditions of the Molten Pool
4. Discussion
4.1. Formation of Equiaxed β Grains in the Deposited Layers
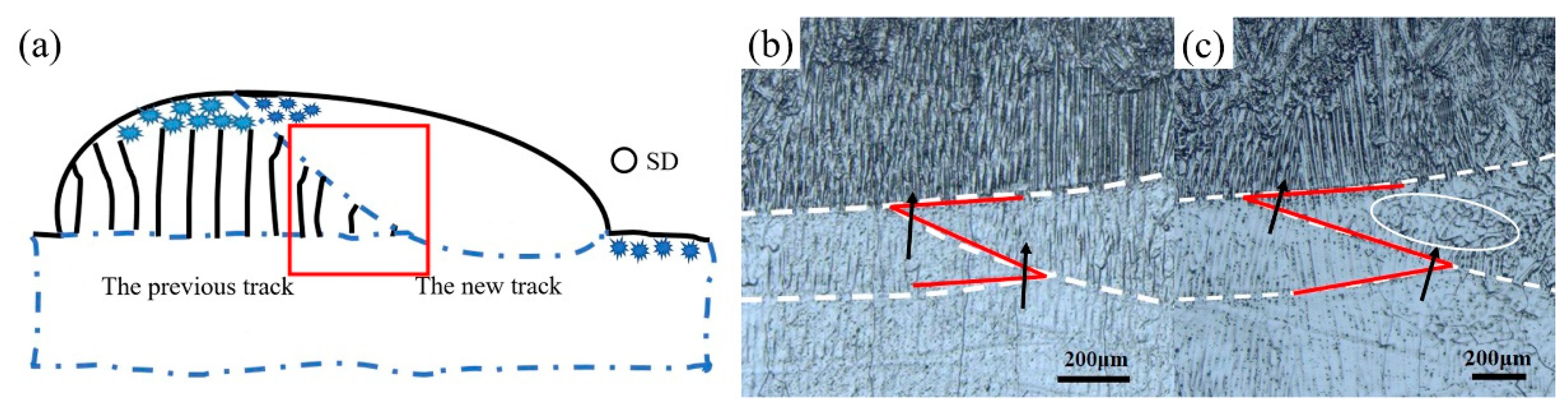
4.2. Effect of Remelting on β Grain Morphology Evolution
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Huang, W.; Lin, X. Research Progress in Laser Solid Forming of High-Performance Metallic Components at the State Key Laboratory of Solidification Processing of China. 3D Print. Addit. Manuf. 2014, 1, 156–165. [Google Scholar] [CrossRef]
- Neikter, M.; Åkerfeldt, P.; Pederson, R.; Antti, M.-L.; Sandell, V.H. Microstructural characterization and comparison of Ti-6Al-4V manufactured with different additive manufacturing processes. Mater. Charact. 2018, 143, 68–75. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Tan, H.; Guo, M.; Clare, A.T.; Lin, X.; Chen, J.; Huang, W. Microstructure and properties of Ti-6Al-4V fabricated by low-power pulsed laser directed energy deposition. J. Mater. Sci. Technol. 2019, 35, 2027–2037. [Google Scholar] [CrossRef]
- Zhai, Y.; Lados, D.A.; Brown, E.J.; Vigilante, G.N. Understanding the microstructure and mechanical properties of Ti-6Al-4V and Inconel 718 alloys manufactured by Laser Engineered Net Shaping. Addit. Manuf. 2019, 27, 334–344. [Google Scholar] [CrossRef]
- Li, G.-C.; Li, J.; Tian, X.-J.; Cheng, X.; He, B.; Wang, H.-M. Microstructure and properties of a novel titanium alloy Ti-6Al-2V-1.5Mo-0.5Zr-0.3Si manufactured by laser additive manufacturing. Mater. Sci. Eng. A 2017, 684, 233–238. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Guo, P.; Tan, H.; Lin, X.; Huang, W. Texture and microstructure characterization in laser additive manufactured Ti–6Al–2Zr–2Sn–3Mo–1.5Cr–2Nb titanium alloy. Mater. Des. 2015, 88, 550–557. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Zhao, Z.; Tan, H.; Lin, X.; Huang, W. Microstructure and anisotropic tensile behavior of laser additive manufactured TC21 titanium alloy. Mater. Sci. Eng. A 2016, 673, 204–212. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Qi, Z.; Lin, X.; Tan, H.; Huang, W. A Processing Route for Achieving Isotropic Tensile Properties in Laser Solid Formed α+β Titanium Alloy. Met. Mater. Trans. A 2018, 49, 3651–3662. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D. Fundamentals of Solidification; Trans Tech Publications, Ltd.: Stafa-Zurich, Switzerland, 1998. [Google Scholar]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Xue, A.; Lin, X.; Wang, L.-L.; Wang, J.; Huang, W. Influence of trace boron addition on microstructure, tensile properties and their anisotropy of Ti6Al4V fabricated by laser directed energy deposition. Mater. Des. 2019, 181, 107943. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.; Zhang, S.; Tang, H.; Wang, H. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloy. Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Wang, L.; Tan, H.; Lin, X.; Huang, W. Solidification Microstructure of Laser Additive Manufactured Ti6Al2Zr2Sn3Mo1.5Cr2Nb Titanium Alloy. J. Mater. Sci. Technol. 2016, 32, 381–386. [Google Scholar] [CrossRef]
- Bermingham, M.; StJohn, D.; Krynen, J.; Tedman-Jones, S.; Dargusch, M. Promoting the columnar to equiaxed transition and grain refinement of titanium alloys during additive manufacturing. Acta Mater. 2019, 168, 261–274. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Lin, X.; Tan, H.; Huang, W. Grain morphology control and texture characterization of laser solid formed Ti6Al2Sn2Zr3Mo1.5Cr2Nb titanium alloy. J. Mater. Process. Technol. 2016, 238, 202–211. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, N.; Tian, X.; Tang, H.; Wang, H. Characterization of microstructure and mechanical properties of laser melting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy. Mater. Des. 2014, 56, 445–453. [Google Scholar] [CrossRef]
- Childs, H.; Brugger, E.; Whitlock, B.; Meredith, J.; Ahern, S.; Pugmire, D.; Biagas, K.; Miller, M.; Harrison, C.; Weber, G.H. VisIt: An End-User Tool For Visualizing and Analyzing Very Large Data. High Performance Visualization-Enabling Extreme-Scale Scientific Insight, Insight. 2012, pp. 357–372. Available online: https://escholarship.org/uc/item/69r5m58v (accessed on 1 December 2019).
- Qiu, C.; Ravi, G.; Attallah, M. Microstructural control during direct laser deposition of a β-titanium alloy. Mater. Des. 2015, 81, 21–30. [Google Scholar] [CrossRef]
- Wen, S.; Shin, Y. Modeling of transport phenomena during the coaxial laser direct deposition process. J. Appl. Phys. 2010, 108, 44908. [Google Scholar] [CrossRef]
- Easton, M.; StJohn, D. Grain refinement of aluminum alloys: Part I. the nucleant and solute paradigms—A review of the literature. Met. Mater. Trans. A 1999, 30, 1613–1623. [Google Scholar] [CrossRef]
- Bermingham, M.; Kent, D.; Zhan, H.; StJohn, D.; Dargusch, M. Controlling the microstructure and properties of wire arc additive manufactured Ti–6Al–4V with trace boron additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Bermingham, M.; McDonald, S.A.; Dargusch, M.; StJohn, D. Grain-refinement mechanisms in titanium alloys. J. Mater. Res. 2008, 23, 97–104. [Google Scholar] [CrossRef]
- Bermingham, M.; McDonald, S.A.; StJohn, D.; Dargusch, M. Beryllium as a grain refiner in titanium alloys. J. Alloy. Compd. 2009, 481, L20–L23. [Google Scholar] [CrossRef]
- Li, J.; Wang, H. Aging response of laser melting deposited Ti–6Al–2Zr–1Mo–1V alloy. Mater. Sci. Eng. A 2013, 560, 193–199. [Google Scholar] [CrossRef]
- Hunt, J. Steady state columnar and equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Frenk, A.; Vandyoussefi, M.; Wagnière, J.-D.; Kurz, W.; Zryd, A. Analysis of the laser-cladding process for stellite on steel. Met. Mater. Trans. A 1997, 28, 501–508. [Google Scholar] [CrossRef]
- Hua, T.; Jing, C.; Xin, L.; Fengying, Z.; Huang, W. Research on molten pool temperature in the process of laser rapid forming. J. Mater. Process. Technol. 2008, 198, 454–462. [Google Scholar] [CrossRef]
- Yu, Y.; Zhai, Q.J.; Xing, C.H.; Chen, J.B.; Hu, H.Q. Effects of suspension casting on solidification process of GCr15 steel ingot. J. Univ. Sci. Technol. B 1998, 20, 262–306. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Laser Power (W) | Scanning Velocity (mm/s) | Powder Feed Rate (r/min) | Spot Diameter (mm) |
|---|---|---|---|---|
| A1 | 2200 | 10 | 10 | 5 |
| A2 | 20 | |||
| A3 | 30 | |||
| A4 | 40 | |||
| A5 | 50 |
| Property | Value |
|---|---|
| Density | 4400 kg·m−3 |
| Liquid temperature | 1928 K |
| Solidus temperature | 1878 K |
| Specific heat of solid metal | 573 J·kg−1·K−1 |
| Specific heat of liquid metal | 750 J·kg−1·K−1 |
| Thermal coefficient of surface tension | −2.6 × 10−4 kg·s−2·K−1 |
| Latent heat of fusion | 2.86 × 106 J·kg−1 |
| Viscosity | 5 × 10−3 Pa·s |
| Surface tension | 1.5 N·m−1 |
| Thermal expansion coefficient | 1.3 × 10−5 K−1 |
| Thermal conductivity of liquid metal | 33 W·m−1·K−1 |
| Thermal conductivity of solid metal | 13 W·m−1·K−1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Zhang, S.; Zheng, M.; Ou, Y.; Sui, S.; Chen, J.; Wang, X.; Li, W. Effects of Powder Feed Rate on Formation of Fully Equiaxed β Grains in Titanium Alloys Fabricated by Directed Energy Deposition. Metals 2020, 10, 521. https://doi.org/10.3390/met10040521
Zhang Q, Zhang S, Zheng M, Ou Y, Sui S, Chen J, Wang X, Li W. Effects of Powder Feed Rate on Formation of Fully Equiaxed β Grains in Titanium Alloys Fabricated by Directed Energy Deposition. Metals. 2020; 10(4):521. https://doi.org/10.3390/met10040521
Chicago/Turabian StyleZhang, Qiang, Siyu Zhang, Min Zheng, Yongchao Ou, Shang Sui, Jing Chen, Xiaojian Wang, and Wei Li. 2020. "Effects of Powder Feed Rate on Formation of Fully Equiaxed β Grains in Titanium Alloys Fabricated by Directed Energy Deposition" Metals 10, no. 4: 521. https://doi.org/10.3390/met10040521
APA StyleZhang, Q., Zhang, S., Zheng, M., Ou, Y., Sui, S., Chen, J., Wang, X., & Li, W. (2020). Effects of Powder Feed Rate on Formation of Fully Equiaxed β Grains in Titanium Alloys Fabricated by Directed Energy Deposition. Metals, 10(4), 521. https://doi.org/10.3390/met10040521